Изобретение относится к области общего и специального машиностроения и может быть использовано во всех областях промышленного производства для соединения высоконагруженных элементов механических конструкций.
Известны способ и устройство механического резьбового соединения деталей машин с помощью пары «шпилька - гайка» [ГОСТ 22043-76 Шпильки для деталей с гладкими отверстиями. Класс точности А.] - аналог.
Недостатками таких способа и устройства являются увеличенные осевые (по сравнению с болтами) и неудобство разъема конструкции в связи с необходимостью снятия одной из соединяемых деталей со шпилек, что в условиях стесненного ограниченного пространства является проблематичным.
Известны способ и устройство механического разъема соединения с помощью болта [ГОСТ 7805-70 Болты с шестигранной головкой] - аналог.
Недостатками такого решения являются большие размеры диаметра болта для создания гарантированной затяжки в высоконагруженном соединении, исходя из условия прочности, по причине больших касательных напряжений, возникающих в болте от момента затяжки, а также трудность сборки и конструкции при эксплуатации, особенно в стесненных условиях ограниченного пространства.
Известна конструкция сложного дифференциального резьбового соединения, обеспечивающего закрепление деталей за счет промежуточной резьбовой втулки, имеющей внутреннюю и наружную резьбу с различным шагом, что позволяет обеспечить усилие затяжки за счет разности шага резьбы [Патент DE №102009023 518 (А1) от 02.12.2010] - аналог.
Недостатком такого устройства является сложность и трудоемкость соединения элементов конструкции в процессе эксплуатации.
Известна конструкция резьбового соединения, в котором дополнительное усилие затяжки создается с помощью нескольких домкратных болтов, ввинчиваемых через резьбовые отверстия по периферийной части головки основного болта [Патент US №6.537.031 В1 от 25.03.2003] - аналог.
Недостатками такого способа и устройства являются неравномерность затяжки и трудоемкость при последовательном закручивании дополнительных домкратных болтов, что сказывается на надежности затяжки из-за внецентренного неравномерного нагружения.
Известен также способ соединения, в котором сила затяжки резьбового соединения обеспечивается за счет набора шайб, выполненных из материала с эффектом памяти формы [А.С. СССР №1413320, МПК F16D 1/00, F16L 23/03, 1988 г.] - прототип.
Недостатком прототипа является сложность эксплуатации, например, данная конструкция не решает проблемы ослабления затяжки (откручивания) высоконагруженных резьбовых соединений, связанной с необходимостью создания большого момента.
Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности и снижения трудоемкости сборочно-разборочных операций при выполнении высоконагруженных резьбовых соединений путем уменьшения момента, необходимого для затяжки и ослабления резьбового соединения, снижающего касательные напряжения в болте или шпильке и его компенсации за счет увеличения или уменьшения дополнительных осевых сил.
Это достигается тем, что между головкой болта или гайкой шпильки и закрепляемой деталью устанавливается пара или несколько пар шайб, изготовленных из материала с эффектом памяти формы (ЭПФ) и разделенных между собой термоизоляционными прокладками. Одна из шайб предварительно при температуре мартенситных превращений сплава с ЭПФ осаживается в осевом направлении и при индивидуальном контактном нагреве выше температуры обратного мартенситного превращения восстанавливает свое недеформированное состояние, чем и создает усилие затяжки. Вторая шайба предварительно при температуре мартенситных превращений сплава с ЭПФ деформируется по сечению в радиальном направлении и (при необходимости разборки) при индивидуальном контактном нагреве выше температуры обратного мартенситного превращения восстанавливает свое недеформированное состояние, чем и ослабляет усилие затяжки.
Изобретение иллюстрируется чертежом, где на фиг.1 представлена схема затяжки соединения, на фиг.2 - схема ослабления затяжки соединения.
Конструкция, реализующая способ затяжки и ослабления высоконагруженного резьбового соединения, включает соединяемую деталь 1 с цилиндрическим отверстием 2 и соединяемую деталь 3 с резьбовым отверстием 4, в которое ввинчен резьбовой стержень 5 (болт или шпилька) с фланцевой головкой 6 (головка болта или гайка шпильки), две шайбы 7 и 8, установленные под фланцевой головкой 6 (головкой болта или гайкой шпильки), на боковых поверхностях шайб 7 и 8 закреплены электрические нагреватели (ТЭНы) 9 и 10, а шайбы разделены термоизоляционной прокладкой 11. Шайбы 7 и 8 выполнены из материала с памятью формы и предварительно деформированы при температурах прямого мартенситного превращения - шайба 7 в осевом направлении, а шайба 8 - в радиальном по сечению направлении.
Способ осуществляется следующим образом. В цилиндрическое отверстие 2 детали 1 и в резьбовое отверстие 4 детали 3 завинчивают резьбовой стержень 5, под фланцевую головку 6 соосно устанавливают шайбы 7 и 8, с закрепленными на их боковых поверхностях ТЭНами 9 и 10, разделенные термоизоляционной прокладкой 11. Резьбовой стержень 5 (болт или шпилька) завинчивают до полного устранения зазора в стыках между шайбами 7 и 8 и поверхностями соединяемых деталей 1 и 3. Для затяжки резьбового соединения подают питание на ТЭН 9. При этом шайбу 7 из материала с памятью формы, которая предварительно при температуре прямого мартенситного превращения деформируется (осаживается) в осевом направлении на величину, превышающую расчетную вытяжку резьбового стержня 5, нагревают до температуры обратного мартенситного превращения, и шайба 7 стремится вернуться к форме, имевшейся до ее предварительной деформации, тем самым вызывая вытяжку резьбового стержня 5 и соответственно затяжку резьбового соединения.
Для ослабления резьбового соединения подают питание на ТЭН 10. Шайбу 8 из материала с памятью формы, которая предварительно при температуре прямого мартенситного превращения в радиальном направлении деформируется так, чтобы ее удлинение в осевом направлении превышало осадку шайбы 7, нагревают до температуры обратного мартенситного превращения, и шайба 8 стремится вернуться к форме, имевшейся до ее предварительной деформации, тем самым уменьшая вытяжку резьбового стержня 5 до нуля, и соответственно ослабляя затяжку резьбового соединения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2013 |
|
RU2537061C1 |
| РАЗБОРНЫЙ УЗЕЛ | 1992 |
|
RU2091932C1 |
| ВЫСОКОНАГРУЖЕННОЕ ТЕРМОЗАТЯГИВАЕМОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2602478C1 |
| Устройство для соединения законцовок трубопровода | 2023 |
|
RU2824695C1 |
| БОЛТОВОЕ БЕЗЗАЗОРНОЕ СОЕДИНЕНИЕ ФЛАНЦЕВ | 2020 |
|
RU2740147C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЗЬБОВОГО СОЕДИНЕНИЯ И СНИЖЕНИЯ НАГРУЗКИ НА ЕГО ВИТКИ У ОПОРНОГО ТОРЦА ГАЙКИ | 2016 |
|
RU2618644C1 |
| СПОСОБ СОЗДАНИЯ ГАРАНТИРОВАННОЙ ЗАТЯЖКИ В ДИФФЕРЕНЦИАЛЬНО-РЕЗЬБОВОМ СОЕДИНЕНИИ ДЕТАЛЕЙ | 2014 |
|
RU2568172C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ГАРАНТИРОВАННОГО НАТЯГА В РАЗЪЕМНОМ РЕЗЬБОВОМ СОЕДИНЕНИИ ДЕТАЛЕЙ | 2011 |
|
RU2501988C2 |
| СПОСОБ ЗАТЯЖКИ ВЫСОКОНАГРУЖЕННОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2011 |
|
RU2475651C1 |
| Соединительное устройство | 1987 |
|
SU1434314A1 |
Изобретение относится к области общего и специального машиностроения и может быть использовано во всех областях промышленного производства для соединения высоконагруженных элементов механических конструкций. Способ и устройство затяжки и ослабления высоконагруженного резьбового соединения, состоящего из двух соединяемых деталей, резьбового стержня с фланцевой головкой и набора шайб из материала с эффектом памяти формы, разделенными термоизоляционными прокладками между собой и другими парами, одна из шайб предварительно деформируется в осевом направлении и при индивидуальном контактном нагреве создает усилие затяжки, а вторая предварительно деформируется по сечению в радиальном направлении и (при необходимости разборки) при индивидуальном контактном нагреве ослабляет усилие затяжки. Задачей, на решение которой направлено заявляемое изобретение, является повышение производительности и снижения трудоемкости сборочно-разборочных операций при выполнении высоконагруженных резьбовых соединений. 2 н. п. ф-лы, 2 ил.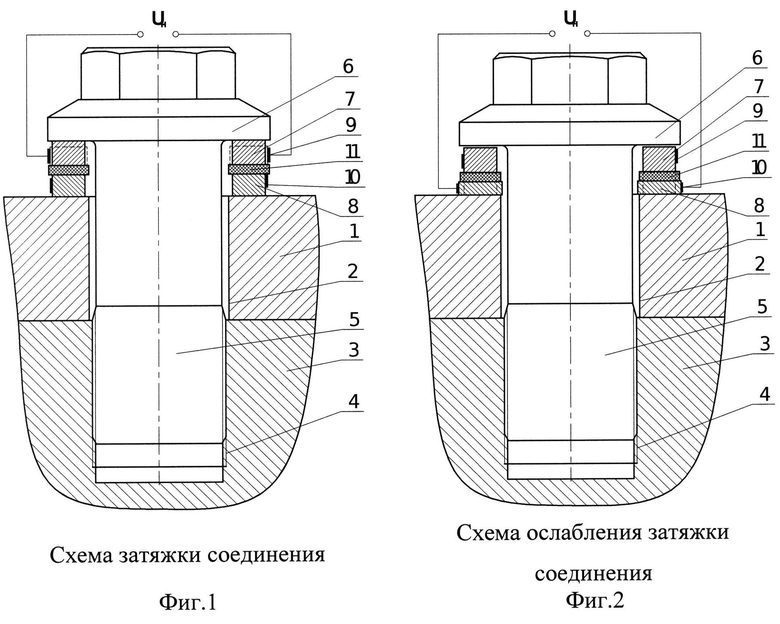
1. Способ затяжки и ослабления высоконагруженного резьбового соединения, заключающийся в последовательном нагреве каждой из набора шайб, выполненных из материала с эффектом памяти формы, до достижения необходимой величины затяжки, отличающийся тем, что между головкой болта (или гайкой шпильки) и закрепляемой деталью устанавливается пара или набор пар, разделенных термоизоляционной прокладкой, шайб из материала с эффектом памяти формы, одна из которых предварительно деформируется в осевом направлении и при индивидуальном контактном нагреве создает усилие затяжки, а вторая предварительно деформируется по сечению в радиальном направлении и (при необходимости разборки) при индивидуальном контактном нагреве ослабляет усилие затяжки.
2. Устройство затяжки и ослабления высоконагруженного резьбового соединения, состоящее из двух соединяемых деталей, содержащее резьбовой стержень с фланцевой головкой и набора шайб из материала с эффектом памяти формы, отличающееся тем, что набор шайб выполнен из пар, разделенных термоизоляционными прокладками между собой и другими парами, причем одна из пары шайб предварительно деформирована в осевом, а вторая, по сечению, в радиальном направлении.
| СПОСОБ ЗАТЯЖКИ РЕЗЬБОВЫХ СОЕДИНЕНИЙ12 | 0 |
|
SU407100A1 |
| US 0006126371 A1, 03.10.2000 | |||
| WO 1995015443 A1, 08.06.1995 | |||
| Резьбовое соединение | 1975 |
|
SU530966A1 |
| СПОСОБ И УСТРОЙСТВО СТОПОРЕНИЯ РЕЗЬБОВЫХ СОЕДИНЕНИЙ | 2009 |
|
RU2416041C2 |
| Устройство для регистрации усилия затяжки резьбового соединения | 1991 |
|
SU1808108A3 |
| Фланцевое соединение | 1986 |
|
SU1413320A1 |
| JP 2009138780 A, 25.06.2009 | |||
| JP 0004102711 A, 03.04.1992 | |||

