Изобретение относится к области общего и специального тяжелого машиностроения и может использоваться во всех областях промышленного производства для обеспечения соединения высоконагруженных элементов механических конструкций.
Известен способ механического разъемного соединения деталей машин с помощью болтов (1), а также резьбовой пары «шпилька-гайка» (2).
Недостатком данного способа являются увеличенные диаметры болтов и шпилек для создания высоконагруженного соединения деталей из-за больших касательных напряжений, возникающих от момента закручивания.
Частично указанного недостатка лишен способ затяжки высоконагруженного соединения с помощью устройства ®«HYTORC» (3), которое состоит из:
- шпильки с двумя резьбовыми участками;
- двухсторонней резьбовой втулки с двумя шлицевыми венцами, один из которых с внутренними шлицами предназначен для сопряжения с ключом при затягивании соединения, второй - с наружными шлицами для сопряжения с шайбой;
- гайки, накрученной на резьбовую втулку, имеющую выступы для сопряжения с ключом при затягивании соединения;
- шайбы, на которую опирается торец гайки при затягивании соединения и имеющую внутренний шлицевый венец, сопрягаемый с наружным венцом резьбовой втулки.
Способ затяжки выполняется в следующей последовательности: резьбовая втулка с надетой на нее шайбой навинчивается на шпильку до упора, затем шпилька, вместе со втулкой через отверстие одной из соединяемых деталей, завинчивается в резьбовое отверстие второй детали до упора шайбы в поверхность первой детали, далее на втулку навинчивается гайка до упора в шайбу, после чего одновременно на внутренний шлицевой венец резьбовой втулки и на торцовые выступы гайки устанавливается ключ, поворачивающий гайку относительно резьбовой втулки, осуществляя необходимую величину затягивания соединения деталей.
Недостатками такого способа являются сложность и высокая трудоемкость изготовления устройства для затяжки, а также габариты конструкции в целом.
Задачей, на решение которой направлено заявляемое изобретение, является разработка способа соединения высоконагруженных деталей за счет исключения использования сложных затягивающих устройств, гайковертов и кранового оборудования.
Это достигается тем, что при данном способе в нагруженном болте создается дополнительное сжимающее напряжение при помощи дополнительных телескопически расположенных болтов, ввинчиваемых в резьбовые соосные отверстия больших по диаметру предыдущих болтов, пропорционально распределяя общий момент затяжки до приемлемого ручного усилия затяжки каждого из телескопически расположенных болтов.
Предлагаемый способ является новым: отличие от прототипа - применение телескопических упорных болтов, растягивающих гладкую часть предыдущего болта до частичного расчетного удлинения болта в соединении, что позволяет затянуть несущий болт до упора обычным ключом и создать необходимый натяг в резьбовом соединении.
Совокупность существенных признаков изобретения приводит к новому техническому результату - исключению специальных сложных затягивающих устройств, гайковертов и кранового оборудования.
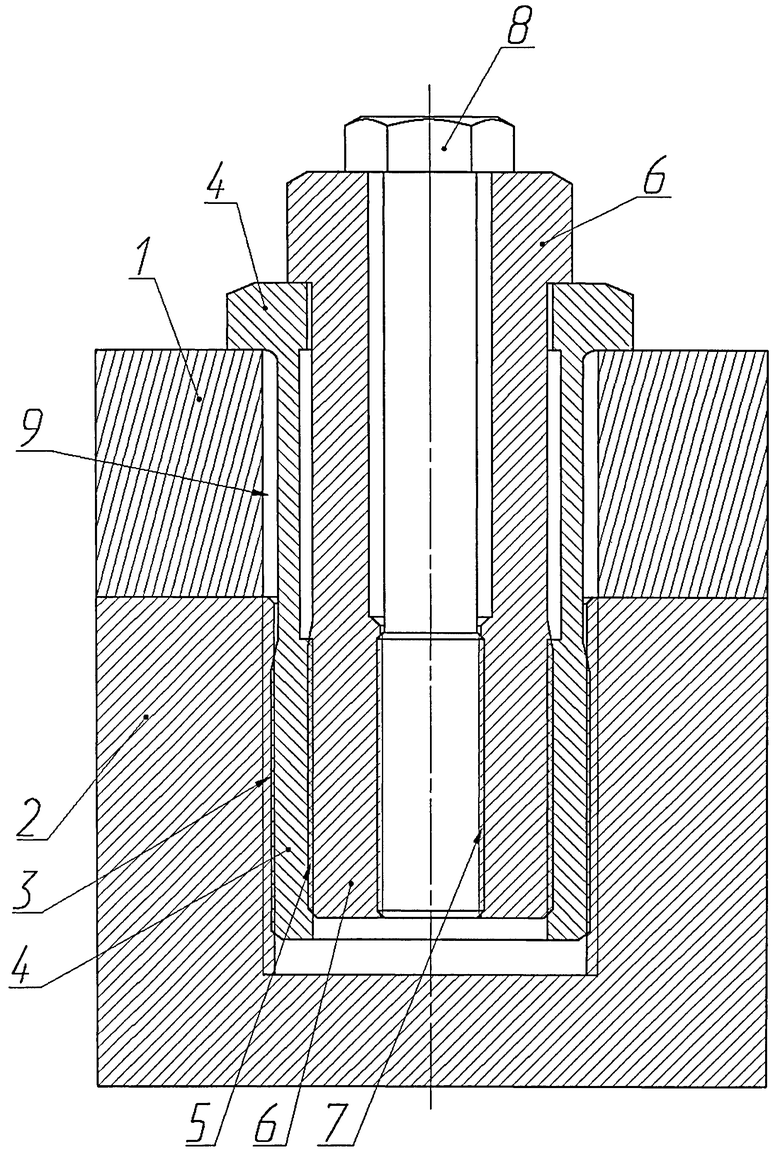
Предлагаемый способ реализуется с помощью конструкции, представленной на чертеже и состоящей из соединяемых элементов 1 и 2, причем в резьбовое отверстие 3 соединяемого элемента 2 ввинчен основной несущий болт 4, в резьбовое соосное отверстие 5 которого ввинчен дополнительный нагружающий болт 6, внутри него имеется резьбовое соосное отверстие 7, в которое ввинчен дополнительный фиксирующий болт 8. В соединяемом элементе 1 имеется сквозное отверстие 9.
Предлагаемый способ осуществляется следующим образом: в резьбу соединяемого элемента 2 через отверстие 9 соединяемого элемента 1 ввинчивается несущий болт 4, в резьбовое отверстие 5 которого ввинчивается дополнительный нагружающий болт 6, сжимающий резьбу несущего болта 4, затем в резьбовое соосное отверстие 7 дополнительного нагружающего болта 6 ввинчивается дополнительный фиксирующий болт 8, сжимающий резьбу дополнительного нагружающего болта 6. Таким образом нагружающий болт 6 и фиксирующий болт 8, сжимая друг друга, создают необходимый резьбовой натяг, препятствующий отворачиванию несущего болта 4 при высоких нагрузках.
Таким образом, предлагаемый способ и конструкция высоконагруженного соединения упрощают способ и уменьшают габариты устройства, что исключает применение специальных затягивающих устройств-гайковертов.
Источники информации
1. ГОСТ7805-70 Болты с шестигранной головкой класса точности А. Конструкция и размеры.
2. ГОСТ22043-76 Шпильки для деталей с гладкими отверстиями. Класс точности А. Конструкция и размеры.
3. Патент № DE102009023518 (A1)от 2008-07-16.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ СОЗДАНИЯ ГАРАНТИРОВАННОЙ ЗАТЯЖКИ В ДИФФЕРЕНЦИАЛЬНО-РЕЗЬБОВОМ СОЕДИНЕНИИ ДЕТАЛЕЙ | 2014 |
|
RU2568172C1 |
| УСТРОЙСТВО ДЛЯ СОЗДАНИЯ ГАРАНТИРОВАННОГО НАТЯГА В РАЗЪЕМНОМ РЕЗЬБОВОМ СОЕДИНЕНИИ ДЕТАЛЕЙ | 2011 |
|
RU2501988C2 |
| СПОСОБ СОЗДАНИЯ ДОПОЛНИТЕЛЬНОГО НАТЯГА В РЕЗЬБОВОМ СОЕДИНЕНИИ ДЕТАЛЕЙ МАШИН | 2011 |
|
RU2488720C2 |
| СПОСОБ И УСТРОЙСТВО ЗАТЯЖКИ И ОСЛАБЛЕНИЯ ВЫСОКОНАГРУЖЕННОГО РЕЗЬБОВОГО СОЕДИНЕНИЯ | 2013 |
|
RU2533705C1 |
| ГРЕБНОЙ ВИНТ СО СЪЕМНЫМИ ЛОПАСТЯМИ (ВАРИАНТЫ) | 2000 |
|
RU2284278C2 |
| ВЫСОКОНАГРУЖЕННОЕ ТЕРМОЗАТЯГИВАЕМОЕ РЕЗЬБОВОЕ СОЕДИНЕНИЕ | 2015 |
|
RU2602478C1 |
| Резьбовое соединение деталей | 2017 |
|
RU2670950C9 |
| Стенд и метод для практической работы по растяжению и анализу шпилек | 2022 |
|
RU2799396C1 |
| СОЕДИНИТЕЛЬНАЯ СИСТЕМА И СПОСОБ СОЕДИНЕНИЯ, В ЧАСТНОСТИ, СО ВСЕСТОРОННИМ СИЛОВЫМ ЗАМЫКАНИЕМ | 2008 |
|
RU2470195C2 |
| Гайковерт | 1980 |
|
SU948653A1 |
Изобретение относится к области общего и специального тяжелого машиностроения и может использоваться во всех областях промышленного производства для обеспечения соединения высоконагруженных элементов механических конструкций, и направлено на повышение производительности и снижение трудоемкости соединения элементов конструкции без использования сложных затягивающих устройств. Способ затяжки высоконагруженного резьбового соединения деталей, состоящего из соединяемых деталей и несущего болта, заключается в том, что в соединяющий детали несущий болт ввинчен дополнительный нагружающий болт, в который ввинчен дополнительный фиксирующий болт, что создает дополнительное сжимающее напряжение и пропорционально распределяет общий момент затяжки до приемлемого ручного усилия затяжки каждого из телескопически расположенных болтов. 1 ил.
Способ затяжки высоконагруженного резьбового соединения деталей, состоящего из соединяемых деталей и несущего болта, отличающийся тем, что в соединяющий детали несущий болт ввинчен дополнительный нагружающий болт, в который ввинчен дополнительный фиксирующий болт, что создает дополнительное сжимающее напряжение и пропорционально распределяет общий момент затяжки до приемлемого ручного усилия затяжки каждого из телескопически расположенных болтов.
| DE 102009023518 A1, 02.12.2010 | |||
| RU 2008129140 A, 27.01.2010 | |||
| УЗЕЛ КРЕПЛЕНИЯ И СПОСОБ СБОРКИ КОМПОНЕНТОВ КОНСТРУКЦИИ ЛЕТАТЕЛЬНОГО АППАРАТА | 2006 |
|
RU2404375C2 |
| Устройство для соединения деталей | 1978 |
|
SU775428A2 |
| Соединение деталей с односторонним доступом | 1988 |
|
SU1574932A1 |
| DE 102011075571 A1, 10.11.2011 | |||
| US 5704749 A, 06.01.1998. | |||

