Настоящее изобретение относится к получению плавленых минеральных компонентов, в частности клинкера и активной минеральной добавки, для производства шлакопортландцемента из огненно-жидкого металлургического шлака. Способ может быть использован в металлургическом производстве для получения металла посредством восстановления соответствующих оксидов, содержащихся в шлаке и рудном концентрате. Кроме этого, способ может быть использован для переработки отходов металлургического производства, таких как: отвальные шлаки, прокатная окалина, пыли системы воздухоочистки, старая футеровка, отсев извести, отсев известняка и т.д.
Известен способ получения активной минеральной добавки для шлакопортландцемента, включающий получение в результате восстановительного доменного процесса огненно-жидкого шлака и его ускоренное охлаждение (грануляцию) [1]. Данный способ имеет следующие недостатки. Во-первых, в способе используются только шлаки доменного производства. Во-вторых, в процессе доменного производства очень сложно получить оптимальный химический состав активной минеральной добавки, так как химия материалов, поступающих в доменную печь, регулируется в рамках других производств (кокс, агломерат и т.д.).
Наиболее близким по технической сущности и достигаемому эффекту к заявляемому способу в обоих вариантах является способ получения плавленого цементного клинкера из огненно-жидкого доменного шлака [2], включающий восстановительный этап плавки огненно-жидкого шлака (в результате доменного производства), окислительный этап плавки (плавка ведется на воздухе), где в расплав вводят материалы, формирующие заданный химический состав клинкера и ускоренное охлаждение продукта на заключительном этапе.
Данный способ имеет недостатки. Во-первых, чтобы обеспечить выпуск клинкера (СаО (61-64)%) из конвертера, необходимо расплав нагревать до температур (1900-2000)°С. Это обстоятельство значительно усложняет реализацию способа, так как требует использования кислорода при сжигании топлива, снижает стойкость футеровки плавильной камеры и усложняет задачу ускоренного охлаждения расплава. Во-вторых, в прототипе используются только металлургические шлаки, полученные в результате восстановительного (доменного) процесса. Это вызвано тем, что шлаки, полученные в результате окислительных металлургических процессов, содержат в своем составе значительное количество металла. Так, например, сталеплавильные шлаки могут содержать в своем составе до 40% FеОсум, при том что содержание оксида железа в клинкере должно быть не больше 4%. Очевидно, что с таким содержанием железа в сырьевую смесь можно внести не более (9-10)% шлака. Между тем металлургические шлаки могут содержать оксиды Mn, Ni, Co и т.д. Возвращение этих металлов в металлургическое производство позволит значительно повысить не только экономическую эффективность способа, но и эффективность металлургических процессов. В связи с этим, к недостаткам прототипа следует отнести отсутствие мероприятий, направленных на восстановление оксидов металла, находящихся в металлургических шлаках. В-третьих, в способе не предусмотрены операции, направленные на извлечение металлической составляющей из клинкера. Как известно, основным фактором, сдерживающим использование металлургических шлаков в производстве строительных материалов, является наличие в них металла. В процессе плавки и разливки частицы металла (корольки) оседают в шлаке и выносятся вместе с ним из плавильного агрегата. Объем этих потерь зависит от вязкости шлака, технологии ведения плавки и т.д. Например, при производстве чугуна содержание металлических включений в шлаке составляет (1-4)%, а при производстве стали может достигать 20% по массе. Таким образом, при производстве строительных материалов из металлургических шлаков необходимо производить чистку продукта от металлических включений.
Задачей изобретения является разработка способа получения из огненно-жидкого металлургического шлака плавленых минеральных компонентов для производства шлакопортландцемента, который обеспечивал бы устранение недостатков, присущих известным способам, а именно: обеспечивал бы снижение затрат на реализацию способа; расширение сырьевой базы способа за счет вовлечения в производство шлаков, полученных в процессе окислительных металлургических процессов, а также других продуктов металлургического производства; повышение качества минеральных компонентов для производства шлакопортландцемента, в частности клинкера и активной минеральной добавки, в связи с их очисткой от металлических включений; повышение экономической эффективности способа за счет возвращения в металлургическое производство восстановленного металла, а также за счет получения из отходов производства нового товарного продукта - шлакопортландцемента, включающего в себя минеральные компоненты - клинкер и активную минеральную добавку, получаемые данным способом.
Поставленная задача решается заявляемым способом получения из огненно-жидкого металлургического шлака плавленых минеральных компонентов для шлакопортландцемента, включающим восстановительный этап плавки, окислительный этап плавки и ускоренное охлаждение продукта с получением целевого минерального компонента. В первом варианте исполнения поставленная задача решается тем, что дополнительно проводят этап насыщения расплава известью. На каждом этапе плавки нагрев расплава совмещают с его перемешиванием. При проведении восстановительного и окислительного этапов плавки температуру расплава и состав вводимых материалов регулируют таким образом, чтобы вязкость расплава находилась в диапазоне (0,1-0,9) Па·с, а насыщение расплава известью проводят при густеющем расплаве в диапазоне температур образования трехкальциевого силиката. Кроме этого, продукт плавки очищают от металлических включений путем избирательного измельчения неметаллической составляющей и извлечения ее из смеси воздушным потоком с получением клинкера в качестве целевого минерального компонента.
Во втором варианте исполнения поставленная задача решается тем, что на каждом этапе плавки нагрев расплава совмещают с его перемешиванием, а температуру расплава и состав вводимых материалов регулируют таким образом, чтобы вязкость расплава находилась в диапазоне (0,1-0,9) Па·с. Кроме этого, продукт плавки очищают от металлических включений путем избирательного измельчения неметаллической составляющей и извлечения ее из смеси воздушным потоком с получением активной минеральной добавки в качестве целевого минерального компонента.
В частных формах реализации способа восстановительный этап плавки проводят в процессе металлургического производства.
В частных формах реализации способа восстановительный и окислительный этапы плавки повторяют, по меньшей мере, два раза, вводя на восстановительном этапе в расплав материалы, содержащие металл в виде оксидов и металлических включений, причем после восстановительного этапа восстановленный металл частично или полностью выпускают (сливают), а после окислительного этапа частично или полностью выпускают расплав шлака.
В частных формах реализации способа восстановительный этап плавки последовательно повторяют, по меньшей мере, два раза, причем после каждого восстановительного этапа восстановленный металл частично или полностью выпускают, а расплав шлака частично или полностью оставляют на следующий восстановительный этап.
В частных формах реализации способа, в первом варианте исполнения (при производстве клинкера), окислительный этап плавки проводят одновременно с этапом насыщения расплава известью.
В частных формах реализации способа перед заливкой шлака проводят подготовительный этап плавки, в процессе которого в плавильной камере производят предварительную обработку (обжиг, сушку, прокаливание и т.д.) сырьевых материалов.
В частных формах реализации способа в одной плавке используют огненно-жидкие шлаки разных металлургических процессов, которые вводят в расплав на определенных этапах плавки в зависимости от их химического состава.
В частных формах реализации способа, в первом варианте исполнения (при производстве клинкера), обжиг извести для насыщения расплава проводят непосредственно в камере насыщения за счет теплосодержания камеры после выпуска продукта с предыдущего технологического цикла.
В частных формах реализации способа ускоренное охлаждение и очистку продукта от металлических включений проводят одновременно.
В частных формах реализации способа материалы, содержащие металл в виде оксидов и металлических включений перед введением в расплав обогащают путем избирательного измельчения и удаления из материала неметаллической составляющей, которую дополнительно подвергают сепарации с выделением из нее металлосодержащих компонентов.
Сущность изобретения заключается в следующем. Огненно-жидкий шлак, полученный в результате различных металлургических производств, приводят к заданному составу портландцементного клинкера или активной минеральной добавки посредством восстановления содержащихся в нем оксидов металла и введения в него недостающих компонентов. Чтобы обеспечить температурный режим проходящих в расплаве процессов, производят его разогрев, который совмещают с перемешиванием. Перемешивание является важным условием плавки шлака. Разогрев без перемешивания из-за низкой теплопроводности шлака приводит лишь к локальному перегреву областей, непосредственно примыкающих к источнику тепла. Затраты энергии на перемешивание определяются вязкостью расплава. Вязкость (свойство, обратное текучести) - способность расплава сопротивляться сдвигу. Вязкость расплава зависит от его химического состава и температуры. При проведении восстановительного и окислительного этапов плавки вязкость удерживают в диапазоне (0,1-0,9) Па·с. При вязкости расплава более 0,9 (Па·с) расплав недостаточно подвижен для нормального перемешивания. При вязкости ниже 0,1 (Па·с) расплав обладает хорошей текучестью, но поддержание такой вязкости требует неоправданно больших затрат энергии на разогрев расплава. В известных способах производства клинкера с использованием огненно-жидких шлаков для достижения приемлемой вязкости насыщенный известью расплав приходится нагревать до температуры (1900-2000)°С. Между тем известно, что ненасыщенные известью расплавы имеют хорошую жидкотекучесть при температурах (1500-1600)°С, например, доменные или сталеплавильные шлаки. Очевидно, что вязкость расплава при заданной температуре зависит от содержания СаО. В связи с этим, в предлагаемом способе, при производстве клинкера, основной объем извести (более 50% расчетного количества) вводят на заключительном этапе плавки (на этапе насыщения расплава известью). Такой подход позволяет снизить максимальную температуру плавки клинкера с 2000°С до 1600°С.
Основным сырьевым компонентом способа является огненно-жидкий шлак. Шлак - важный вспомогательный продукт металлургического производства. Изменяя химический состав шлака, металлурги влияют на ход технологических процессов в плавильном агрегате. Химия шлака зависит от состава шихты и изменяется от плавки к плавке. В связи с этим, основная задача восстановительного и окислительного этапов плавки в предлагаемом способе - приведение огненно-жидких металлургических шлаков, поступающих на переработку, к заданному химическому составу.
На восстановительном этапе плавки в металлическую фазу переводят оксиды металла, находящиеся в шлаке. Для этого в разогретый и перемешиваемый расплав вводят восстановители и корректирующие добавки, позволяющие сохранить его жидкотекучесть на приемлемом уровне. При этом стараются в качестве восстановителей использовать материалы, зола которых может выступать в роли корректирующей добавки. Формируя состав вводимых добавок, учитывают, что неметаллическая составляющая расплава выступает не только в роли продукта, химический состав которого формируют, но и по своему прежнему назначению, в качестве металлургического шлака, который связывает поступающую в расплав серу и другие вредные для восстанавливаемого металла компоненты. Химический состав неметаллической фазы расплава изменяется из-за перехода части элементов в металл и газовую фазу. Таким образом, в результате восстановительного этапа плавки получают металл заданного химического состава и шлак, химический состав которого обеспечил заданную химию металла. Если после восстановления металл в расплаве занимает значительный объем, и его присутствие оказывает негативное влияние на дальнейшее проведение плавки, то его частично или полностью выпускают из плавильного агрегата. Перед выпуском перемешивание расплава прекращают, чтобы произошло разделение фаз. Более плотный металл опускается вниз, а шлак остается сверху. Если объем восстановленного металла незначителен или присутствие жидкой металлической фазы оказывает положительное влияние на ход проведения плавки, улучшает перемешивание или разогрев (например, при индукционном нагреве), то его оставляют в расплаве, а выпуск производят на последующих этапах производства.
На окислительном этапе плавки в расплав вводят материалы, формирующие заданный химический состав клинкера или активной минеральной добавки. При этом окислительная атмосфера этапа позволяет перевести образовавшийся в процессе восстановительного этапа двухвалентный оксид железа FeO, в трехвалентное состояние Fе2O3.
При производстве клинкера с заданными показателями KH, n, р, на окислительном этапе в расплав вносят весь недостающий состав SiO2, Аl2О3, Fе2О3, рассчитанный традиционным способом, и часть расчетного состава СаО. Объем вносимой извести не должен увеличить вязкость расплава на столько, чтобы она явилась препятствием для его перемешивания и выпуска. Предельное содержание извести в расплаве после окислительного этапа плавки определяют, исходя из условий проведения плавки и состава материалов, в которых она содержится.
При производстве активной минеральной добавки на окислительном этапе плавки в расплав вводят материалы, содержащие оксиды, количественный состав которых определяют, исходя из известного коэффициента качества [3]. Для расчета состава активной минеральной добавки с содержанием Mg0<10% коэффициент качества находят по формуле K=(%CaO+%Al2O3+%MgO)/(%SiO2+%TiO2). В соответствии с действующими требованиями для активной минеральной добавки первого сорта K≥1,65, содержание Аl2O3≥8%, а содержание MgO<15%. В связи с этим, преимущество предлагаемого способа производства активной минеральной добавки заключается в том, что он позволяет более точно корректировать химический состав расплава, получая оптимальные параметры продукта.
Насыщение расплава известью является заключительным этапом плавки при получении клинкера, на котором в расплав вводят недостающий объем СаО, чтобы обеспечить заданный коэффициент насыщения KH. Как известно, процесс образования клинкерных минералов сопровождается выделением тепла, что приводит к дополнительному разогреву клинкерной смеси. В связи с этим, удержание расплава в заданном диапазоне температур происходит, главным образом, за счет сохранения уже имеющегося тепла футеровкой камеры насыщения. Важным технологическим параметром этапа насыщения является начальная температура смеси - Тcм. Данная температура зависит от теплосодержания компонентов и теплотехнических характеристик камеры насыщения. Если после смешивания расплава с известью начальная температура смеси ниже определенного опытным путем значения, то смесь разогревают, чтобы начался процесс образования трехкальциевого силиката. Если начальная температура смеси значительно выше заданного значения, то принимают меры, чтобы ее снизить. В этом случае в смесь вводят гранулы металла, которые позднее удаляют в процессе очистки клинкера. Таким образом, увеличивая или уменьшая начальную температуру смеси, регулируют температуру на этапе насыщения. Для насыщения расплава известью температуру в камере насыщения удерживают в диапазоне температур образования трехкальциевого силиката (1250-1600)°С. Разогрев смеси выше 1600°С нецелесообразен, поскольку усложняет процесс ускоренного охлаждения клинкера, а снижение температуры ниже 1250°С приводит к распаду трехкальциевого силиката.
Насыщение расплава известью проводят в агрегатах, которые позволяют организовать перемешивание густеющего расплава с известью и удержать температуру в диапазоне указанных значений. Такой агрегат может быть выполнен в виде термоса, корпус которого имеет форму полого цилиндра с торцевыми крышками. Внутренняя поверхность термоса имеет теплоизоляционное покрытие. В термос загружают рассчитанный объем извести и заливают определенный объем расплава после окислительного этапа плавки. Пред тем как закрыть термос, регулируют начальную температуру смеси. Для этого, в случае необходимости, в него вводят фурму и в течение нескольких минут разогревают содержимое, поднимая начальную температуру смеси до заданного значения. После закрытия торцевой крышки термос перекатывают по направляющим от места разливки к месту выгрузки. При этом материал в термосе интенсивно перемешивается, находясь в диапазоне температур, при которых образуется трехкальциевый силикат. В результате, в термосе происходят экзотермические реакции образования клинкерных минералов, при этом футеровка термоса сохраняет тепло, не позволяя температуре смеси опуститься ниже 1250°С. Время, в течение которого происходит насыщение клинкеpa известью, определяют опытным путем, исходя из объема заполнения термоса и его теплотехнических характеристик. Выгрузку клинкера из термоса производят толкателем, предварительно сняв торцевые крышки.
Процесс охлаждения продукта является важной технологической операцией, как при производстве клинкера, так и при производстве активной минеральной добавки. В зависимости от того, с какой скоростью мы производим охлаждение материала, формируется тот или иной минералогический и кристаллический состав продукта. В связи с этим, оптимальную скорость охлаждения клинкера и активной минеральной добавки определяют опытным путем. При выборе способа охлаждения предпочтение отдают тому способу, который позволяет использовать отводимое тепло для сушки и обжига сырьевых компонентов.
На заключительной стадии способа полученный продукт очищают от металлических включений, которые появляются в нем как в процессе металлургического производства, так и в процессе плавки. Для очистки и клинкер, и активную минеральную добавку подвергают избирательному измельчению, в процессе которого неметаллическая составляющая смеси измельчается, в то время как металлические включения способствуют размолу, выступая в роли концентраторов напряжений. Измельченный до заданного дисперсного состояния продукт извлекают из смеси воздушным потоком в систему аспирации, где происходит его накопление. Избирательное измельчение и воздушную сепарацию проводят как последовательно, так и одновременно. Кроме этого, в зависимости от состава используемого оборудования, процесс очистки могут разбивать на стадии, каждая из которых включает в себя избирательное измельчение и воздушную сепарацию. Цель очистки - перевод всей неметаллической составляющей в пылевидную фракцию и извлечение ее из смеси воздушным потоком. В предлагаемом способе чистку клинкера и активной минеральной добавки проводят как по отдельности, так и совместно в составе шлакопортландцементной смеси.
В частных формах реализации способа восстановительный этап плавки проводят в процессе металлургического производства. Если огненно-жидкий шлак, используемый в способе, образуется в результате восстановительного металлургического процесса, то нет необходимости еще раз проводить восстановительный этап плавки. В связи с этим, при переработке доменного шлака восстановительный этап не проводят, так как весь металл, содержащийся в шлаке, уже восстановлен - переведен в металл (чугун), и в шлаке FеОсум обычно содержится всего (0,2-1)%. В этом случае, на окислительном этапе плавки в расплав дополнительно вводят Fе2О3, так как его содержание в клинкере должно находиться в диапазоне (2-4)%.
В частных формах реализации способа восстановительный и окислительный этапы плавки повторяют. После проведения первого восстановительного этапа плавки образовавшийся металл частично или полностью сливают. Проводят первый окислительный этап плавки, после чего подготовленный для дальнейшей переработки шлак частично или полностью сливают, освобождая место в плавильной камере для нового продукта. На втором восстановительном этапе в оставшийся расплав (расплав металла или расплав шлака) вводят металлосодержащие материалы, восстановитель и корректирующие добавки, обеспечивающие приемлемую вязкость расплава и заданную химию восстанавливаемого металла. По окончании этапа восстановленный металл полностью или частично сливают. Оставшийся в плавильной камере расплав в процессе второго окислительного этапа приводят к заданному химическому составу. Восстановительный и окислительный этапы повторяют несколько раз, в зависимости от производственной необходимости. В процессе проведения плавки регулируют температуру и вязкость расплава. При этом для нагрева расходуют определенное количество энергии, а для охлаждения в плавильную камеру вводят новые компоненты или гранулы металла. Данный способ позволяет вернуть в металлургическое производство металл, содержащийся в таких побочных продуктах металлургического производства, как пыль воздухоочистки, прокатная окалина, продукты переработки отвалов и т.д.
В частных случаях реализации способа в расплав для восстановления вводят не побочные продукты металлургического производства с относительно небольшим содержанием металла, а обогащенную металлосодержащую руду (концентрат). В этом случае проводят затяжной восстановительный этап плавки, который включает в себя один или несколько последовательных повторов восстановительного этапа. В процессе каждого повтора в расплав, кроме концентрата, вводят восстановитель и корректирующие добавки, обеспечивающие приемлемый диапазон вязкости расплава и заданную химию восстанавливаемого металла. После каждого повтора восстановленный металл (частично или полностью) сливают, освобождая место для нового материала, а расплав шлака (частично или полностью) оставляют в плавильной камере. В этом случае окислительный этап плавки (приведение расплава к заданному составу) проводят после заключительного повтора, а в случае выпуска расплава окислительный этап проводят в другом агрегате или при разливке.
В частных случаях реализации способа для повышения его производительности восстановительный этап плавки проводят в отдельном плавильном агрегате, в который непрерывно или периодически вводят металлосодержащие материалы (шлак, рудный концентрат и т.д.), восстановитель и корректирующие добавки. В процессе восстановительной плавки непрерывно или периодически производят выпуск металлической (чугун) и неметаллической (восстановленный шлак) фазы расплава. При этом металл возвращают в металлургическое производство, а восстановленный шлак направляют на окислительный этап плавки. Данную форму реализации способа используют, в частности, для целенаправленного восстановления металла из железорудного концентрата.
В частных случаях реализации способа, материалы, содержащие металл в виде оксидов и металлических включений, перед введением в расплав обогащают. В процессе их обогащения производят перевод всей неметаллической составляющей материала в пылевидную фракцию с последующим извлечением ее из смеси воздушным потоком. Полученный таким образом металлический концентрат вводят в расплав на восстановительном этапе плавки. Образующаяся в процессе обогащения металла пылевоздушная смесь также содержит в своем составе мелкие частицы металла и оксиды. Для их выделения проводят дополнительную сепарацию материала. Сепарацию проводят в одном или нескольких последовательно расположенных сепараторах, причем, в зависимости от свойств извлекаемых материалов используют воздушные, магнитные или иные сепараторы. Полученные в процессе обогащения материалы вводят в плавильную камеру таким образом, чтобы минимизировать их унос в систему воздухоочистки.
В частных формах реализации способа при производстве клинкера окислительный этап плавки проводят одновременно с насыщением расплава известью. Совмещение этапов плавки проводят как в термосах, так и в печи насыщения. В отличие от термоса печь насыщения позволяет в процессе плавки корректировать как состав смеси, так и температурный режим насыщения. Печь насыщения включает в себя вращающуюся вокруг горизонтальной оси плавильную камеру и две одинаковые системы отопления с воздухонагревателем регенеративного типа, которые нагревают плавильную камеру через правую и левую горловину. Корпус плавильной камеры состоит из нескольких симметрично расположенных участков. Центральный цилиндрический участок имеет наибольший диаметр. На нем расположен загрузочный люк с механизмом его фиксации. С обеих сторон от центрального участка расположены конические участки камеры, которые переходят в цилиндрические участки меньшего диаметра. На цилиндрических участках расположены бандажи опор качения и приводные венцы зубчатых передач. Внутренняя поверхность плавильной камеры имеет футеровку, позволяющую минимизировать потери тепла через корпус печи. Система отопления печи реверсивного действия, в которой направление движения газов периодически меняют, чтобы использовать тепло отходящих газов для подогрева воздуха топлива. Плавку в печи насыщения производят следующим образом: предварительно разогретую плавильную камеру устанавливают загрузочным люком вверх и через него загружают твердые и жидкие компоненты плавки. Люк закрывают и надежно фиксируют. Оператор печи, поочередно включая правое и левое вращение, раскачивает печь, не опуская загрузочный люк ниже уровня горизонта. Удержание жидкотекучего расплава на противоположной от загрузочного люка стороне камеры позволяет исключить затекания еще жидкого расплава в возможные щели люка. В процессе качания камеры происходит перемешивание твердых компонентов плавки с расплавом. Смесь густеет и становится однородной, что позволяет снизить унос материала в процессе возможного разогрева печи. После определения начальной температуры смеси принимают решение на ее разогрев или охлаждение. Если начальная температура смеси соответствует заданной, то разогрев печи не производят, так как тепла клинкерообразования будет достаточно, чтобы удержать сырьевую смесь в диапазоне температур образования трехкальциевого силиката (см. выше). Время проведения плавки определяют опытным путем в соответствии с составом компонентов и теплотехническими характеристиками печи. Для выгрузки клинкера плавильную камеру устанавливают загрузочным люком вверх и снимают крышку люка. После этого оператор поворачивает плавильную камеру люком вниз и посредством раскачивания камеры выгружает ее содержимое в приемник.
В частных формах реализации способа, перед восстановительным этапом проводят подготовительный этап. На подготовительном этапе плавки в плавильную камеру вводят сырьевые материалы, которые до взаимодействия с огненно-жидким шлаком должны пройти предварительную подготовку. Это может быть нагрев, сушка, обжиг и так далее. Как правило, на этом этапе вводят материалы, которые по экономическим или технологическим причинам целесообразно вводить раньше расплава. Так, например, экономически нецелесообразно сушить в отдельном агрегате крупные куски глины, отвального шлака, содержащего известняк и скрап. В то же время введение этих материалов в расплав может привести к взрыву из-за активного выделения газа (пара).
В частных формах реализации способа используют огненно-жидкие шлаки различных металлургических процессов, которые вводят в расплав на определенных этапах плавки в зависимости от их химического состава. Введение в расплав горячих и огненно-жидких шлаков значительно снижает энергозатраты на реализацию способа. При этом химический состав того или иного шлака определяет этап, на котором он может вводиться в расплав. Так, например, сталеплавильный шлак, содержащий 40% Fe2O3, вводят на восстановительном этапе, а шлак, образующийся в процессе внепечной обработки стали, содержащий 58% CaO, 32% SiO2, 2,8% Аl2O3 и 0,8% FeO, вводят на окислительном этапе плавки, а если вязкость расплава не позволяет, то на этапе насыщения известью.
В частных формах реализации способа обжиг извести для этапа насыщения (при получении клинкера) проводят непосредственно в камере насыщения, используя для этого теплосодержание камеры после выпуска предыдущей партии клинкера. Как известно, декарбонизация известняка проходит при температуре (600-1000)°С, в то время как температура футеровки термоса или печи насыщения после выгрузки клинкера находится в диапазоне (1200-1400)°С. В связи с этим, при проектировании камеры насыщения материал футеровки выбирают таким образом, чтобы теплоемкость теплоизоляционного слоя позволяла аккумулировать достаточное количество тепла для обжига заданного объема извести. При обжиге СаСО3 в термосах на торцевой крышке предусматривают канал для выхода СО2, а по всему маршруту движения термоса устанавливают вытяжную вентиляцию.
Металлургические предприятия являются крупнейшими потребителями и производителями извести. В их составе действуют цеха по ее обжигу. Но в рамках металлургического производства используется не вся известь, а только фракция +20 мм. При этом так называемый отсев извести и известняка считают побочным продуктом. В предлагаемом способе стараются использовать побочные продукты металлургического производства, причем отсев извести уже готов к использованию, а отсев известняка обжигают, используя отходящие печные газы, образующиеся на этапах плавки, или воздух, нагретый в процессе ускоренного охлаждения клинкера. В связи с этим, при реализации способа, возможны случаи, когда декарбонизация известняка еще не произведена полностью, а поступление тепла прекратилось, в силу завершения соответствующей технологической операции (плавки клинкера, подогрева смеси для насыщения, ускоренного охлаждения клинкера и т.д.). В этом случае неполностью обожженную известь окончательно обжигают в камере насыщения, используя тепло, накопленное футеровкой.
В частных формах реализации способа ускоренное охлаждение материала проводят одновременно с его чисткой от металлических включений. Данные операции проводят в технологическом комплексе, который включает в себя барабан-охладитель и систему аспирации. Вращающийся вокруг горизонтальной оси пустотелый барабан-охладитель состоит из рабочей части, а также загрузочной и вытяжной цапфы, на которых размещены подшипниковые опоры. Нижняя часть наружной поверхности барабана погружена в резервуар с водой. В барабан загружают охлаждающе-измельчающие (рабочие) тела. Это могут быть стальные шары, стержни и т.д. Расплав охлаждаемого материала заливают по желобу в барабан со стороны загрузочной цапфы, где он попадает на перемещающуюся массу рабочих тел. Имея большую удельную поверхность и высокую теплопроводность, рабочие тела интенсивно отводят тепло от расплава, при этом они охлаждаются, соприкасаясь между собой и охлаждаемым водой корпусом барабана. Кроме этого, в результате движения рабочей среды происходит избирательное измельчение неметаллической составляющей расплава и воздушная сепарация измельченного продукта. Воздух для воздушной сепарации захватывается из цеха через загрузочную цапфу, проходит через рабочую часть барабана и выходит в систему аспирации через вытяжную цапфу. В процессе вращения барабана измельченный материал поднимается гребнем стальной футеровки барабана и перемешивается с воздушным потоком, проходящим через рабочую часть барабана. Воздушный поток регулируют таким образом, чтобы в систему аспирации отводилась неметаллическая составляющая расплава заданной фракции. Таким образом, охлажденный и очищенный от металлических включений продукт извлекается из воздушного потока и накапливается в системе аспирации.
По мере извлечения из барабана неметаллической составляющей в корпусе охладителя накапливается металлический скрап, включающий изношенные шары и металлические включения, содержащиеся в расплаве. Присутствие дополнительного металла в барабане не ухудшает его работы, однако, периодически (в зависимости от режима эксплуатации), производят извлечение металлического скрапа из барабана. Для облегчения этой операции барабан футеруется стальной броней, выполненной в виде пластин с косым гребнем. Футеровка укладывается таким образом, чтобы при вращении барабана по часовой стрелке рабочие тела отгребались от загрузочной цапфы и закрепленного на ней шароподъемника, а при вращении против часовой стрелки наоборот, все содержимое перемещалось к шароподъемнику и выгружалось им из барабана. Таким образом, для чистки барабана оператор задает вращение «на выгрузку рабочих тел», при этом все содержимое барабана посредством шароподъемника выгружается на решетку. Те шары, которые имеют допустимый диаметр, скатываются по решетке в бункер, а весь извлеченный из расплава металл и изношенные шары проходят через решетку и попадают в скрап. Загрузку пополненного комплекта рабочих тел производят посредством желоба через загрузочную цапфу.
В качестве рабочих тел могут быть использованы стальные шары, изготавливаемые на шаропрокатных станах. При этом отдают предпочтение мелким шарам (10-40) мм, так как мелкие шары имеют более высокую удельную поверхность, чем крупные, при одинаковой массе. Кроме того, крупные шары заметно увеличивают износ брони и усложняют эксплуатацию комплекса.
Количество загружаемых в барабан тел определяют относительным показателем φ=Vp/V, где φ - относительное заполнение охладителя рабочими телами в долях единицы, Vp - объем рабочих тел в м3, V - объем рабочей части барабана охладителя в м3. Относительное заполнение барабана рабочими телами находится в диапазоне φ=(0,1-0,4). φ<0,1 не используют, так как из-за небольшого количества шаров материал начинает прилипать к футеровке барабана, образуя грильяж, который снижает эффективность работы установки. Использовать загрузку φ>0,4 не выгодно, так как это приводит к повышенному расходу энергии и оборудования.
Частоту вращения барабана определяют, исходя из относительной частоты вращения, которую находят из формулы Ψ=n/nкр, где Ψ - относительная частота вращения барабана в долях единицы, n - фактическая частота вращения барабана (об/мин), nкр - критическая частота вращения барабана, при которой центробежная сила, действующая на рабочие тела, равна его силе тяжести (об/мин). Относительную частоту вращения барабана выбирают, исходя из массы заливаемого расплава и состава рабочих тел. Обычно относительная частота вращения находится в диапазоне Ψ=(0,2…0,9)nкр. Уменьшение частоты вращения ниже указанного диапазона нецелесообразно, так как это неоправданно снижает производительность процесса, а превышение указанного диапазона приводит к прекращению измельчения в связи с действием центробежных сил на рабочие тела.
Расход воздуха при охлаждении и чистке материала находится в диапазоне Qв=(0,1-6,0) кубических метров на килограмм перерабатываемого материала. Уменьшение расхода воздуха ниже указанного диапазона приводит к неоправданному снижению производительности процесса. Увеличение расхода воздуха выше указанного диапазона приводит к повышенному абразивному износу оборудования системы аспирации. Скорость воздушного потока в барабане определяют, исходя из скорости витания частиц металла, попадание которых в пылевоздушный поток приведет к снижению потребительских свойств конечного продукта.
Примеры
Пример 1
Производство клинкера
Для проведения восстановительного и окислительного этапа плавки используют конвертер цилиндрической формы с конической горловиной, которая в процессе работы закрывается крышкой. Крышку конвертера монтируют на поворотной стойке, внутри которой имеется канал для отходящих печных газов. В нижней части корпуса конвертера расположена летка для выпуска металла и шлака. Для подачи в плавильную камеру восстановителя и корректирующих добавок используют пневмотранспорт горячего воздуха и загрузочные фурмы, расположенные выше летки. Окисление восстановителя является основным источником тепла на восстановительном этапе плавки. Дополнительный разогрев расплава на восстановительном этапе плавки и основной разогрев на окислительном этапе производят посредством сжигания топливной смеси с горячим воздухом в топливных фурмах, которые располагают на одном уровне с загрузочными. Уходящие из конвертера газы дожигают и направляют в воздухонагреватели регенеративного типа для подогрева воздуха топлива и пневмотранспорта. Излишек печных газов идет на обжиг известняка. Отходящие после воздухонагревателей продукты горения подогревают посредством сжигания природного газа и также направляют на обжиг извести и сушку сырьевых компонентов.
Восстановительный этап плавки. 28000 кг огненно-жидкого электросталеплавильного шлака снимают с печи при температуре 1600°С, ковшом доставляют на участок переработки и заливают в плавильную камеру через горловину. Конвертер закрывают крышкой. В качестве восстановителя используют измельченный до фракции (0-1) мм бурый уголь. В таблице 1 приведен химический состав золы восстановителя, а также химический состав сырьевых материалов, используемых в способе. Для создания в плавильной камере восстановительной атмосферы 2328 кг угольной пыли вдувают в расплав через загрузочные фурмы. Восстановление оксидов железа шлака идет по следующим реакциям FeO+C=Fe+CO - прямое восстановление и FеО+СО=Fе+СО2 - косвенное восстановление. Кроме этого, восстановитель науглероживает чугун, восстанавливает часть кремния и окисляется воздухом транспорта. Суммарный коэффициент расхода воздуха на восстановительном этапе плавки α=0,8. Данный коэффициент включает воздух, вдуваемый для горения восстановителя, воздух пневмотранспорта и кислород (его воздушный эквивалент), образующийся в результате восстановления Fe и Si. В результате прохождения продуктов горения через расплав происходит его перемешивание. Химический состав расплава в процессе восстановительного этапа плавки меняется в сторону увеличения содержания извести. Это приводит к увеличению вязкости расплава. Для ее удержания в диапазоне (0,1-0,9) Па·с в расплав через транспортную фурму вводят кремниевый компонент (прокаленный песок) в объеме 1624 кг.
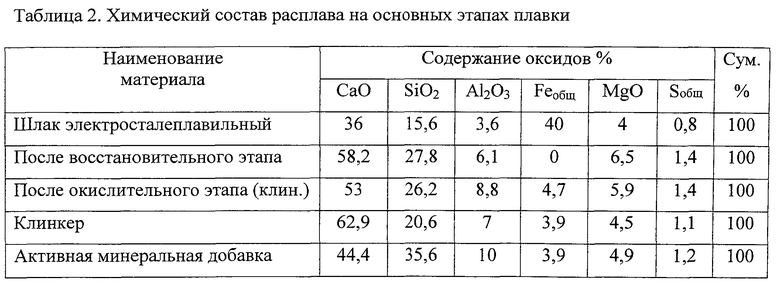
Таким образом, в процессе восстановительного этапа плавки состав исходного шлака изменяется в результате восстановления железа, внесения в расплав золы топлива и кремниевого компонента. В таблице 2 показан химический состав расплава на основных этапах плавки клинкера и активной минеральной добавки.
В результате восстановительного этапа плавки получают 17860 кг восстановленного шлака и 9495 кг чугуна с содержанием углерода и кремния соответственно 3,3% и 4%. Время восстановительного этапа плавки - 30 минут. Температура расплава к концу плавки - 1600°С. Полученный чугун полностью выпускают из плавильной камеры на разливочную машину и разливают в чушку.

Окислительный этап плавки клинкера. На окислительном этапе плавки при производстве клинкера в расплав вводят следующие компоненты: 1092 кг - алюмотермического шлака, образующегося в процессе литейного производства деталей из алюминия, 1181 кг - огарков (содержимое воздушных фильтров сталеплавильного производства) и 138 кг - кремниевого компонента (песок). Для компенсации потерь энергии на нагрев вводимых компонентов и потерь тепла через стенки плавильной камеры сжигают 360 м3 природного газа с коэффициентом расхода воздуха α=1,2. Воздух подогревают до температуры 800°С. В результате прохождения продуктов горения через расплав происходит его перемешивание. После окислительного этапа плавки клинкера получают 20271 кг расплава, который направляют на насыщение (см. таблицу 2). Температура расплава на выходе 1600°С. Продолжительность окислительного этапа плавки - 20 минут.
Насыщение расплава известью. Насыщение расплава известью производят в термосах. Термос представляет собой полый цилиндр с наружным диаметром 1420 мм, закрывающийся с обеих сторон торцевыми крышками. Длина термоса -12 м. Внутреннюю поверхность термоса футеруют шамотным кирпичом. Массу кладки рассчитывают таким образом, чтобы при температуре кладки 1300°С теплосодержание термоса перекрывало потери тепла на обжиг 2500 кг известняка. При этом в торцевой крышке, расположенной с загрузочной стороны термоса, предусмотрен канал для выхода СО2, образующегося в результате обжига известняка. Наружная поверхность термоса имеет опорные бандажи с профилем направляющих, по которым его перекатывают от места разливки к месту выгрузки клинкера.
Для получения клинкера с параметрами KH=0,87, n=1,9, р=1,8 в расплав после окислительного этапа плавки вносят 6620 кг извести. Для этой цели используют 5 термосов, три из которых заправляют известью по 1324 кг в каждый, а два - известняком по 2263 кг в каждый. Термос под загрузку извести (известняка) поступает после выгрузки клинкера с температурой футеровки 1300°С. Если термос используется первый раз, то его предварительно нагревают до указанной температуры. После загрузки извести и известняка в термос робот-манипулятор закрывает крышку, и термос перекатывают к месту разливки расплава. В процессе движения термоса происходит нагрев извести и декарбонизация известняка с удалением углекислого газа через канал в торцевой крышке. Для введения расплава термос устанавливают под углом 4° к горизонту и снимают одну торцевую крышку. В каждый термос заливают 4054 кг расплава. После перемешивания расплава с известью определяют начальную температуру смеси. В термосах с известью начальная температура смеси составляет 1280°С, а в термосах с известняком начальная температура смеси составляет 1190°С. Чтобы активизировать процесс клинкерообразования, в термосе производят разогрев смеси. Для этого, не закрывая крышки, термос перекатывают к фурме, которая в течение 5-10 минут разогревает содержимое термоса до 1350°С. Для разогрева термоса, заправленного известью, расходуют 82 м3 природного газа, а для термоса, заправленного известняком - 356 м3. Топливо сжигают с коэффициентом расхода воздуха α=1,2 при температуре воздуха 400°С. Разогретый термос закрывают крышкой и перекатывают по направляющим к месту его выгрузки. В течение 30 минут в термосе происходит интенсивное перемешивание густеющего расплава в диапазоне температур образования трехкальциевого силиката. В результате экзотермических реакций образования клинкерных минералов смесь разогревается до температуры 1400°С. Для выгрузки клинкера робот-манипулятор снимает торцевые крышки. Толкателем выгружают содержимое в приемный бункер для отправки на ускоренное охлаждение. При обратном ходе толкателя в термос загружают очередную партию извести или известняка. Торцевые крышки закрывают и перекатывают термос к месту заправки расплавом. В результате насыщения расплава известью получают 26890 кг портландцементного клинкера с параметрами KH=0,87, n=1,9, р=1,8.
Ускоренное охлаждение клинкера производят в кипящем (псевдоожиженном) слое. Охлаждаемый материал имеет температуру (1300-1400)°С и представляет собой гранулы диаметром (3-20) мм. Клинкер бункером перевозят к месту охлаждения и выгружают на газораспределительную решетку. Решетку закрывают колпаком, который соединен с системой аспирации. Под газораспределительную решетку вентилятором подают воздух температурой (20-30)°С. Расход воздуха устанавливают такой, чтобы произошло псевдоожижение слоя материала. Продувку ведут в течение (10-20) минут, пока температура клинкера не опустится до (40-60)°С. Нагретый в результате охлаждения клинкера воздух после удаления пыли поступает подготовительный участок, где его используют для сушки измельченных сырьевых компонентов. Для выгрузки материала из холодильника газораспределительную решетку наклоняют и подают под нее воздух. Псевдоожиженный материал перетекает в приемный бункер отводящего конвейера.
Чистка материала от металлических включений. Чистку клинкера от металлических включений производят в несколько стадий, каждая из которых включает в себя избирательное измельчение и воздушную сепарацию.
Материал после охлаждения подают на первую стадию очистки. Избирательное измельчение материала фракции (3-20) мм проводят в конусной инерционной дробилке, где в очаге деформации происходит разрушение неметаллической составляющей смеси. Размольный агрегат настраивается таким образом, чтобы выход пылевидной фракции был максимальным. После измельчения материал направляют в барабанный сепаратор. В процессе вращения барабана вокруг горизонтальной оси, лопатки, размещенные на внутренней стенке сепаратора, перемешивают материал с регулируемым потоком воздуха, проходящим через сепаратор. Воздушный поток настраивают таким образом, чтобы в систему аспирации удалить очищенный от металлических включений клинкер фракции (0-0,08) мм. Оставшийся в барабане материал попадает на разделительную решетку, где происходит его сортировка по крупности. Мелкая фракция подается на следующую стадию очистки, а надрешетная фракция после магнитной сепарации и отбора металла возвращается на повторное измельчение. На следующий этап очистки поступает клинкер фракции (0-10) мм. На этом этапе избирательное измельчение проводят в валковом прессе в слое материала. На выходе из пресса получают плотный, но не прочный брикет материала, который разрушают в процессе воздушной сепарации. Расход воздуха в сепараторе регулируют таким образом, чтобы очищенный от металлических включений клинкер фракцией (0-0,08) мм уносился в систему аспирации, а металлическая составляющая задерживалась в бункере сепаратора. Очищенный от металлических включений клинкер накапливают в системе аспирации и направляют в цементное отделение для смешивания с активной минеральной добавкой.
Производство активной минеральной добавки
Восстановительный этап плавки. Восстановительный этап плавки при производстве активной минеральной добавки такой же, как при производстве клинкера.
Окислительный этап плавки. Состав вводимых компонентов на окислительном этапе плавки активной минеральной добавки рассчитывают, исходя из получения коэффициента качества добавки K=1,67 и содержания Аl2О3=10%. В соответствии с расчетом, в расплав (17860 кг) вводят следующие компоненты: 2144 кг - алюмотермического шлака, 1014 кг - огарков и 3951 кг - кремниевого компонента (песок). Для компенсации потерь энергии на нагрев вводимых компонентов и потерь тепла через стенки плавильной камеры сжигают 1175 м природного газа с коэффициентом расхода воздуха α=1,2. Воздух подогревают до температуры 800°С. В результате окислительного этапа плавки получают 24969 кг расплава активной минеральной добавки (см. таблицу 2). Температура расплава на выходе 1500°С. Продолжительность окислительного этапа плавки - 20 минут.
Ускоренное охлаждение и очистка от металлических включений
Ускоренное охлаждение и очистку активной минеральной добавки от металлических включений проводят одновременно в технологическом комплексе, включающем барабан-охладитель и систему аспирации. В барабан-охладитель диаметром рабочей части 3,6 м и длиной 4,65 м загружают шары диаметром 40 мм. Относительное заполнение барабана рабочими телами φ=0,24, а относительная частота вращения барабана Ψ=0,75nкр (n=18 об/мин). Расход воздуха Qв=0,8 м3/на кг расплава. Наружная поверхность рабочей части барабана погружена в воду. Уровень воды совпадает с уровнем рабочих тел внутри барабана.
Расплав активной минеральной добавки после окислительной плавки ковшом подают к месту переработки (24969 кг). По желобу 13000 кг расплава заливают во вращающийся барабан. Охлаждение и очистка порции материала от металлических включений занимает 20 минут. Оставшийся в ковше расплав заливают в барабан-охладитель после выгрузки из циклонов системы аспирации 60-70% материала первой порции. Баланс материала, составленный в процессе переработки, показывает, что в барабане после очистки всей партии продукта остается примерно 16% материала, при этом 1% - металл и 15% - неметаллическая составляющая, которая выходит из барабана при переработке следующей партии.
Охлажденный и очищенный от металлических включений материал, выгружаемый из циклонов и фильтров системы аспирации, представляет собой сухой сыпучий порошок фракции (0-0,08) мм и температурой 50°С. Данный продукт накапливают в силосах и направляют в цементное отделение для смешивания с клинкером.
Пример 2
При производстве клинкера и активной минеральной добавки из доменного шлака восстановительный этап плавки не проводят, так как шлак получен в результате восстановительного металлургического процесса и содержит всего 0,2% Fе2О3. Для проведения окислительного этапа плавки при производстве кличкера используют индукционную тигельную печь. Чтобы повысить коэффициент полезного действия агрегата при работе с расплавом шлака, оптимизируют геометрические размеры тигля, в зависимости от электропроводности расплава и частоты используемого тока. При рабочей частоте тока индуктора 3000 Гц используют тигель диаметром 4 м и высотой 1 м. Рабочую емкость печи закрывают крышкой с горловиной для загрузки расплава и компонентов. Выпуск расплава производят через летку, которая расположена в нижней части тигля. Для проведения более интенсивного перемешивания расплава в печи предусмотрен второй индуктор, который используют дополнительно, в случае если энергии основного индуктора будет недостаточно для перемешивания расплава.
Для производства портландцементного клинкера 20430 кг огненно-жидкого доменного шлака с температурой 1500°С ковшом доставляют к месту переработки и заливают в тигель индукционной печи. В процессе проведения окислительного этапа плавки в расплав вводят следующие компоненты (см. таблицу 1): известь - 9232 кг (46% от расчетной массы извести), алюмотермический шлак - 435 кг, огарки - 1680 кг, кремниевый компонент - 223 кг. Ввод указанных компонентов сопровождается разогревом и перемешиванием расплава, который производят посредством создания в тигле переменного магнитного поля. Время окислительного этапа плавки - 15 минут. Температура расплава на выходе составляет 1600°С. Удельный расход электроэнергии - 150 кВт·ч/т. В результате окислительного этапа плавки получают 32000 кг расплава, который выпускают из тигля и направляют на участок насыщения известью.
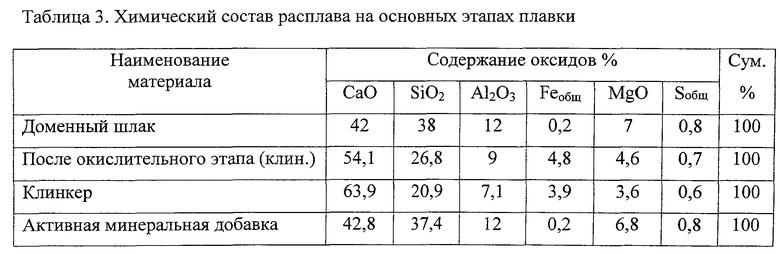
Насыщение расплава известью проводят в термосах (см. пример 1). В процессе насыщения в расплав вводят оставшуюся расчетную массу извести 10840 кг (54% от расчетной массы извести). Для насыщения расплава используют 10 термосов. При смешивании в каждом находится 1084 кг извести и 3200 кг расплава. Для разогрева термоса, заправленного известью, расходуют 74 м3 природного газа, а для термоса, заправленного известняком, - 300 м3. Топливо сжигают с коэффициентом расхода воздуха α=1,2, при температуре воздуха 400°С. В результате реализации способа получают 42840 кг клинкера с параметрами KH=0,87, n=1,9, р=1,8. В таблице 3 показан химический состав исходного доменного шлака, химический состав расплава после окислительного этапа плавки и химический состав клинкера после этапа насыщения известью.
Окислительный этап плавки при производстве активной минеральной добавки из доменного шлака проводят в ковше при выпуске шлака из печи. На стадии подготовки разливочного ковша, в него вводят следующие компоненты (см. таблицу 1): известь - 541 кг (или 925 кг известняка), алюмотермический шлак - 125 кг, кремниевый компонент - 50 кг. Вводимые компоненты вместе с ковшом разогревают посредством сжигания топлива до температуры 1500°С. При этом, если в качестве компонента использовали известняк, то в процессе нагрева происходит его обжиг. В подготовленный таким образов ковш из доменной печи заливают 30004 кг огненно-жидкого доменного шлака с температурой 1500°С. В процессе заполнения ковша происходит активное перемешивание расплава и вводимых компонентов. В результате проведения окислительного этапа плавки повышают качество активной минеральной добавки. Исходный доменный шлак в соответствии с действующими требованиями имел коэффициент качества K=1,61 (2 сорт), в то время как продукт, полученный в результате окислительного этапа плавки, имеет коэффициент качества K=1,65 (1 сорт). В таблице 3 показан химический состав исходного доменного шлака и основных продуктов плавки.
Дальнейшую переработку продуктов плавки проводят в соответствии с примером 1.
Пример 3
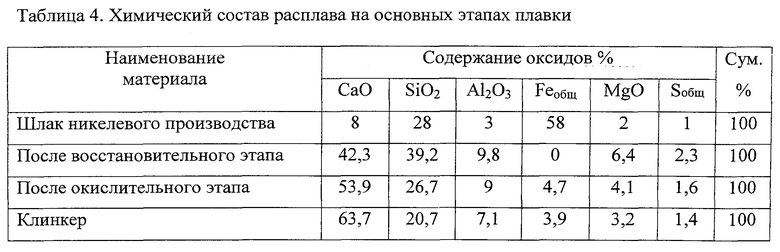
После проведения восстановительного и окислительного этапа плавки клинкера (см. пример 1) расплав шлака (20271 кг) частично сливают, оставляя в конвертере 7250 кг расплава. Используя пневмотранспорт и загрузочные фурмы, в конвертер под расплав подают 20000 кг измельченного конвертерного шлака с никелевого производства (см. таблицу 1). Для создания восстановительной атмосферы вместе со шлаком в расплав вдувают 2326 кг бурого угля. Чтобы обеспечить заданную вязкость расплава, дополнительно сжигают 930 м3 природного газа. Суммарный коэффициент расхода воздуха α=0,8. В результате второго восстановительного этапа плавки получают 15120 кг восстановленного расплава и 9779 кг чугуна с содержанием углерода и кремния соответственно 3,3% и 4%. Время второго восстановительного этапа плавки - 30 минут. Температура продуктов плавки 1600°С. Важно отметить, что полученный чугун содержит 3% Ni и 1,6% Со, так как в составе используемого шлака данные металлы присутствуют, как потери никелевого производства. После восстановительного этапа металл сливают полностью.
На втором окислительном этапе плавки клинкера в расплав через загрузочные фурмы вводят следующие компоненты (см. таблицу 1): известь - 7095 кг (46% от расчетной массы), алюмотермический шлак - 981 кг, огарки - 1331 кг, кремниевый компонент - 171 кг. Ввод указанных добавок сопровождают разогревом расплава посредством сжигания 270 м3 природного газа с коэффициентом расхода воздуха α=1,2. Воздух топливной смеси подогревают до температуры 800°С. В результате второго окислительного этапа плавки получают 24698 кг расплава с температурой 1600°С, который выпускают из конвертера и направляют на этап насыщения известью. Время второго окислительного этапа плавки - 20 минут.
Насыщение расплава известью проводят в термосах (см. пример 1). В процессе насыщения в расплав вводят оставшуюся расчетную массу извести 8328 кг (54% от расчетной массы). Для насыщения расплава используют 8 термосов, в каждом из которых на момент смешивания находится 1041 кг извести и 3088 кг расплава. Для разогрева термоса, заправленного известью, расходуют 72 м3 природного газа, а термоса, заправленного известняком - 290 м3. Топливо сжигают с коэффициентом расхода воздуха α=1,2, при этом воздух топливной смеси разогревают до температуры 400°С. В результате насыщения расплава известью получают 33032 кг клинкера с параметрами KH=0,87, n=1,9, р=1,8. В таблице 4 показан химический состав исходного конвертерного шлака никелевого производства и химический состав расплава после основных этапов плавки.
Последующую переработку расплава клинкера проводят в соответствии с примером 1.
Пример 4
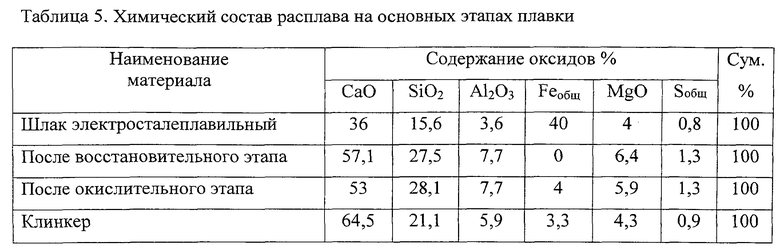
Для проведения восстановительного этапа плавки загружают 2948 кг глины в конвертер через горловину и производят разогрев плавильной камеры с глиной. После прокаливания в конвертере остается 2602 кг глины. В конвертер заливают 28000 кг огненно-жидкого электросталеплавильного шлака. Для создания восстановительной атмосферы в конвертер через загрузочные фурмы подают 2277 кг бурого угля, фракции (0-1) мм. Углерод угля используют в качестве восстановителя, а залу в качестве корректирующей добавки для регулировки вязкости. Химический состав используемых материалов приведен в таблице 1. Чтобы обеспечить заданную вязкость расплава, кроме этого, дополнительно сжигают 100 м3 природного газа с нагретым до температуры 800°С воздухом. Суммарный коэффициент расхода воздуха на восстановительном этапе плавки α=0,8. В результате восстановительного этапа плавки получают 18730 кг расплава и 9571 кг чугуна с содержанием углерода и кремния соответственно 3,3% и 4%. Время восстановительного этапа плавки - 30 минут. Температура расплава в конце этапа составляет 1600°С. Полученный чугун полностью выпускают из плавильной камеры.
Перед окислительным этапом плавки клинкера крышку конвертера открывают и в расплав вводят следующие компоненты: 2866 кг огненно-жидкого шлака после внепечной обработки стали (ковшовый шлак), 578 кг смеси измельченной старой футеровки, 1140 кг огарков и 29 кг песка. Химический состав используемых компонентов приведен в таблице 1. Чтобы компенсировать потерю тепла на нагрев внесенных материалов и обеспечить заданную вязкость расплава сжигают 170 м3 природного газа с коэффициентом расхода воздуха α=1,2. В результате окислительного этапа плавки получают 23343 кг расплава, который выпускают из конвертера и направляют для насыщения известью. Время окислительного этапа - 20 минут. Температура расплава после окислительного этапа плавки составляет 1600°С.
Насыщение расплава известью проводят в термосах (см. пример 1). В процессе насыщения в расплав вводят 9435 кг извести. Для насыщения расплава используют 8 термосов, в каждом из которых на момент смешивания находится 1179 кг извести и 2918 кг расплава. Для разогрева термоса, заправленного известью, расходуют 96 м3 природного газа, а для термоса, заправленного известняком - 340 м3. Топливо сжигают с коэффициентом расхода воздуха α=1,2, при этом воздух топливной смеси имеет температуру 400°С. В результате насыщения расплава известью получают 32776 кг клинкера с параметрами KH=0,91, n=2,3, p=1,78. В таблице 5 показан химический состав расплава после основных этапов плавки.
Дальнейшую переработку расплава клинкера проводят в соответствии с примером 1.
Пример 5
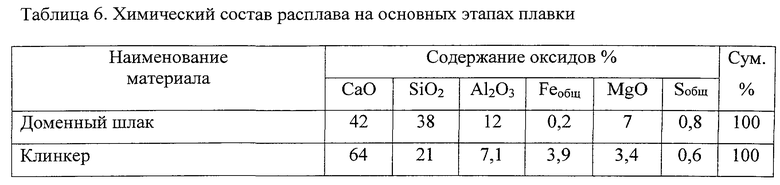
В предварительно разогретую до 1400°С печь насыщения загружают 20778 кг известняка. Оператор печи, поочередно включая правое и левое вращение, раскачивает плавильную камеру. Не опуская открытый загрузочный люк ниже линии горизонта, производит обжиг известняка, используя теплосодержание кладки печи. После удаления СO2 в печи остается 12155 кг извести. В печь загружают 552 кг измельченной смеси старой футеровки, 968 кг огарок и 130 кг песка. После прогрева и перемешивания компонентов в печь заливают 11195 кг доменного шлака, определяют начальную температуру смеси и закрывают загрузочный люк. Разогрев клинкерной смеси производят поочередно через правую или левую горловину камеры. Для нагрева смеси сжигают 3000 м3 природного газа, поднимая температуру смеси до 1350°С. Топливо сжигают с коэффициентом расхода воздуха α=1,2, при температуре воздуха 800°С. В процессе вращения плавильной камеры происходит интенсивное перемешивание клинкерной смеси в диапазоне температур образования трехкальциевого силиката. В результате экзотермических реакций образования клинкерных минералов смесь разогревается до температуры 1400°С. Время окислительного этапа плавки и этапа насыщения - 40 минут. В результате получают 25000 кг клинкера с параметрами KH=0,87, n=1,9, р=1,8. В таблице 6 показан химический состав исходного доменного шлака и клинкера после совмещенного окислительного этапа и этапа насыщения известью.
Дальнейшую переработку клинкера проводят в соответствии с примером 1.
Пример 6
Для получения чугуна из железорудного концентрата восстановительный и окислительный этап плавки периодически повторяют, выпуская из плавильной камеры образовавшиеся продукты. Для производства используют конвертер (см. пример 1) с двумя летками. Летка для выпуска металла расположена у пода конвертера (как в примере 1), а летка для выпуска шлака находится выше уровня фурм.
Для проведения первого восстановительного этапа 28000 кг огненно-жидкого электросталеплавильного шлака снимают с печи и ковшом заливают в конвертер. В качестве восстановителя используют бурый уголь - 2268 кг. Для корректировки вязкости расплава вводят песок - 1624 кг. Химический состав используемых материалов - в таблице 1. Суммарный коэффициент расхода воздуха на восстановительном этапе плавки α=0,8. Данный коэффициент включает воздух, вдуваемый для горения восстановителя, воздух пневмотранспорта и кислород (его воздушный эквивалент), образующийся в результате восстановления Fe и Si. После проведения восстановительного этапа плавки через шлаковую летку выпускают 10918 кг восстановленного шлака (оставляют оборотный шлак - 7252 кг) и 9242 кг чугуна с содержанием углерода и кремния соответственно 3,3% и 4%. Время восстановительного этапа плавки - 30 минут. Температура продуктов плавки 1600°С. Полученный чугун заливают в миксер для дальнейшей отправки в сталеплавильное отделение, а восстановленный шлак направляют на окислительный этап и насыщение, которые проводят совместно в печи насыщения (см. пример 5). В результате получают 20592 кг клинкера KH=0,87, n=1,9, р=1,8.
Для проведения второго повтора восстановительного этапа в конвертер под оборотный шлак вдувают 30000 кг железорудного концентрата фракцией (0-0,07) мм (см. таблицу 1). Для создания восстановительной атмосферы вместе с концентратом в расплав вдувают 4137 кг бурого угля. Чтобы обеспечить выход чугуна с заданным содержанием серы в расплав вдувают 1940 кг извести. Для удержания вязкости расплава в допустимых пределах дополнительно сжигают 1520 м3 природного газа. Суммарный коэффициент расхода воздуха на восстановительном этапе α=0,8. Время восстановительного этапа - 40 минут. После выпуска чугуна проводят окислительный этап плавки с целью получения активной минеральной добавки. В связи с тем что химический состав расплава уже соответствует действующим требованиям (коэффициент качества K>1,65, Аl2O3>8%, MgO<15%), сырьевые компоненты не вводят, но в плавильной камере создают окислительную атмосферу посредством сжигания природного газа с коэффициентом расхода воздуха α=3. В течение двухминутного окислительного этапа плавки переводят FeO, оставшийся после восстановительного этапа, в Fе2O3. Окисленный расплав выпускают, оставляя в конвертере оборотный шлак (7252 кг) для проведения следующего восстановительного этапа. Таким образом, в результате второго восстановительно-окислительного цикла из конвертера выпускают 17460 кг чугуна и 10288 кг огненно-жидкой активной минеральной добавки, которую ковшом перевозят на участок ускоренного охлаждения и очистки от металла (см. пример 1).
Для проведения третьего повтора восстановительного этапа под оборотный шлак вводят 30000 кг железорудного концентрата, 4138 кг бурого угля и 2880 кг извести. Дополнительно сжигают 1560 м3 природного газа. После проведения восстановительного этапа плавки выпускают 17460 кг чугуна, а после окислительного - 11218 кг огненно-жидкой активной минеральной добавки. В конвертере оставляют 7252 кг оборотного шлака.
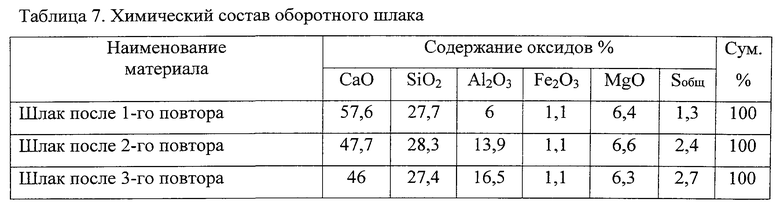
В таблице 7 показан химический состав оборотного шлака после первых трех повторов. Количество повторов определяют, исходя из производственной необходимости и текущего состава оборотного шлака, который меняется от повтора к повтору. Данные изменения регулируют введением корректирующих добавок. При их введении достигают следующих целей: обеспечивают достаточное содержание СаО в расплаве, чтобы минимизировать попадание серы в чугун, приемлемую вязкость расплава и заданный химический состав активной минеральной добавки. В приведенном примере на первом повторе в качестве корректирующей добавки вводили песок, а на втором и третьем повторах - известь.
Пример 7
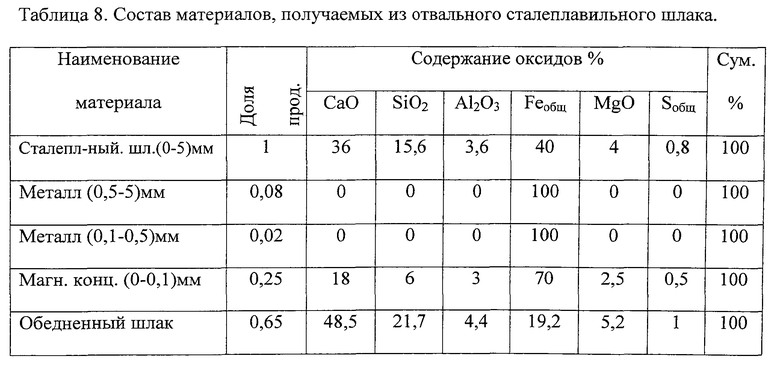
Железорудный концентрат для получения чугуна и плавленых минеральных добавок получают в результате обогащения отвальных сталеплавильных шлаков. Шлак фракции (0-5) мм подвергают избирательному измельчению в валковом прессе. Диаметр валков пресса 500 мм. Раствор валков 15 мм. Под действием нормальных и касательных напряжений, возникающих в очаге деформации, происходит избирательное измельчение неметаллической составляющей шлака. Образующаяся на выходе из валков полоса толщиной 15 мм попадает в воздушный сепаратор, где происходит ее разрушение и смешивание с регулируемым воздушным потоком. Воздушный поток настраивают таким образом, чтобы частицы металла крупнее 0,5 мм задерживались в сепараторе. Образующийся в процессе воздушной сепарации пылевоздушный поток направляют в бункер-осадитель, где он уменьшает скорость и меняет направление. В результате этого происходит расслоение пылевоздушного потока с выделением частиц металла фракции (0,1-0,5) мм. Для извлечения в концентрат всего оставшегося в воздушном потоке металла и части, содержащихся в нем оксидов, воздушный поток пропускают через магнитный сепаратор. После магнитной сепарации пылевоздушный поток направляют в систему аспирации, где производят извлечение материала из воздушного потока. В таблице 8 показан состав продуктов, получаемых в процессе воздушно-гравитационного обогащения отвального сталеплавильного шлака.
Обедненный шлак направляют на производство строительных материалов, а металл и магнитный концентрат используют при производстве чугуна и плавленых минеральных добавок для шлакопортландцемента (см. пример 6). Чтобы минимизировать унос материала из плавильного агрегата, обогащенный концентрат фракции (0-0,5) мм вдувают под расплав вместе с восстановителем и корректирующими добавками, а металл фракции (0,5-5) мм вводят в расплав через наклонный загрузочный ввод, который входит в плавильную камеру выше уровня шлака.
Первый восстановительный этап плавки проводят также, как в примере 6.
Для проведения второго повтора восстановительного этапа в конвертер под оборотный шлак вдувают 32400 кг обогащенного отвального сталеплавильного шлака фракции (0-0,5) мм. Кроме этого, через наклонный ввод в расплав вводят 9600 кг металла фракции (0,5-5) мм (см. таблицу 8). Для создания восстановительной атмосферы вместе с концентратом в расплав вдувают 4152 кг бурого угля. Для удержания вязкости расплава в допустимых пределах в расплав вводят 3000 кг песка и дополнительно сжигают 2010 м3 природного газа. Суммарный коэффициент расхода воздуха на восстановительном этапе α=0,8. Время восстановительного этапа - 40 минут. После проведения второго восстановительного этапа плавки через шлаковую летку выпускают 11268 кг восстановленного шлака (оставляют оборотный шлак - 7252 кг), а через нижнюю летку - 29520 кг чугуна. Температура продуктов плавки - 1600°С. Чугун отправляют к электросталеплавильной печи, а восстановленный шлак - на окислительный этап плавки, который совмещают с насыщением расплава известью (см. пример 5). В результате этого получают 18491 кг клинкера KH=0,9, n=2,2, р=1,8.
Третий восстановительный этап проводят аналогично второму, но после выпуска чугуна проводят окислительный этап плавки с целью получения активной минеральной добавки. В связи с тем что химический состав расплава уже соответствует действующим требованиям для активной минеральной добавки (коэффициент качества K=2,65, Аl2O3=9,1%, MgO=7,4%), сырьевые компоненты не вводят, но в плавильной камере создают окислительную атмосферу посредством сжигания природного газа с коэффициентом расхода воздуха α=3. В течение двухминутного окислительного этапа плавки переводят FeO, оставшийся после восстановительного этапа, в Fе2O3. Окисленный расплав выпускают, оставляя в конвертере оборотный шлак (7252 кг) для проведения следующего восстановительного этапа. Таким образом, в результате третьего восстановительно-окислительного цикла из конвертера выпускают 29520 кг чугуна и 11268 кг огненно-жидкой активной минеральной добавки, которую направляют на участок ускоренного охлаждения и очистки от металла (см. пример 1).
В таблице 9 показан химический состав оборотного шлака после первых трех повторов. Количество повторов определяют, исходя из производственной необходимости и текущего состава оборотного шлака, который меняется от повтора к повтору. Данные изменения регулируют введением корректирующих добавок. В приведенном примере в качестве корректирующей добавки вводят песок.

Литература
1. Волженский А.В., Буров Ю.С., Колокольников B.C. «Минеральные вяжущие вещества». - М.: Стройиздат, 1979 г.
2. Крылов В.Ф., Помян В.К. «Получение плавленых цементов по способу В.В. Серова», Журнал «Цемент», №2, 1960 г.
3. ГОСТ 3476-74. «Шлаки доменные и электротермофосфорные гранулированные для производства цементов».
Изобретение относится к металлургической и строительной отраслям промышленности и может быть использовано для получения плавленого клинкера и активной минеральной добавки для шлакопортландцемента из огненно-жидкого металлургического шлака, а также для получения металла посредством восстановления соответствующих оксидов, содержащихся в шлаке, в прокатной окалине, в пыли воздухоочистки, в рудных концентратах и т.д. Способ включает в себя восстановительный этап плавки, окислительный этап плавки и ускоренное охлаждение продукта с получением целевого минерального компонента. Согласно изобретению на каждом этапе плавки нагрев расплава совмещают с его перемешиванием, а температуру расплава и состав вводимых материалов регулируют таким образом, чтобы вязкость расплава находилась в диапазоне (0,1-0,9) Па·с, причем после ускоренного охлаждения продукт плавки очищают от металлических включений путем избирательного измельчения неметаллической составляющей и извлечения ее из смеси воздушным потоком с получением целевого минерального компонента. При получении портландцементного клинкера после окислительного этапа плавки дополнительно проводят этап насыщения расплава известью посредством смешивания извести с густеющим расплавом в диапазоне температур образования трехкальциевого силиката. В результате реализации способа получают клинкер и активную минеральную добавку - компоненты шлакопортландцемента, а также металл, полученный в результате восстановительного этапа плавки. Способ позволяет повысить эффективность металлургического производства за счет получения из отходов нового товарного продукта и возвращения в производство потерянного металла. 2 н. и 16 з.п. ф-лы, 9 табл.
1. Способ получения плавленых минеральных компонентов для шлакопортландцемента из огненно-жидких металлургических шлаков, включающий восстановительный этап плавки, окислительный этап плавки и ускоренное охлаждение продукта с получением целевого минерального компонента, отличающийся тем, что дополнительно проводят этап насыщения расплава известью, причем на каждом этапе плавки нагрев расплава совмещают с его перемешиванием, при проведении восстановительного и окислительного этапов плавки температуру расплава и состав вводимых материалов регулируют таким образом, чтобы вязкость расплава находилась в диапазоне (0,1-0,9) Па·с, а насыщение расплава известью проводят при густеющем расплаве в диапазоне температур образования трехкальциевого силиката, кроме этого, продукт плавки очищают от металлических включений путем избирательного измельчения неметаллической составляющей и извлечения ее из смеси воздушным потоком с получением клинкера в качестве целевого минерального компонента.
2. Способ по п.1, отличающийся тем, что восстановительный этап плавки проводят в процессе металлургического производства.
3. Способ по п.1, отличающийся тем, что восстановительный и окислительный этапы плавки повторяют, по меньшей мере, два раза, вводя на восстановительном этапе в расплав материалы, содержащие металл в виде оксидов и металлических включений, причем после восстановительного этапа частично или полностью выпускают восстановленный металл, а после окислительного этапа частично или полностью выпускают расплав шлака.
4. Способ по п.1, отличающийся тем, что восстановительный этап плавки последовательно повторяют, по меньшей мере, два раза, причем после каждого восстановительного этапа восстановленный металл частично или полностью выпускают, а расплав шлака частично или полностью оставляют на следующий этап.
5. Способ по п.1, отличающийся тем, что окислительный этап плавки проводят одновременно с этапом насыщения расплава известью.
6. Способ по п.1, отличающийся тем, что перед восстановительным этапом проводят подготовительный этап, в процессе которого в плавильной камере производят предварительную обработку сырьевых материалов, выбранных из группы, включающей, по меньшей мере, глину, известняк, отвальный шлак, скрап.
7. Способ по любому из пп.1-6, отличающийся тем, что в одной плавке используют огненно-жидкие шлаки разных металлургических процессов, которые вводят в расплав на определенных этапах плавки в зависимости от их химического состава.
8. Способ по любому из пп.1-6, отличающийся тем, что обжиг извести для насыщения расплава проводят непосредственно в камере насыщения за счет теплосодержания камеры после выпуска продукта с предыдущего технологического цикла.
9. Способ по любому из пп.1-6, отличающийся тем, что ускоренное охлаждение и очистку продукта от металлических включений проводят одновременно.
10. Способ по любому из пп.3, 4, отличающийся тем, что материалы, содержащие металл в виде оксидов и металлических включений перед введением в расплав обогащают путем избирательного измельчения и удаления из материала неметаллической составляющей, которую дополнительно подвергают сепарации с выделением из нее металлосодержащих компонентов.
11. Способ получения плавленых минеральных компонентов для шлакопортландцемента из огненно-жидких металлургических шлаков, включающий восстановительный этап плавки, окислительный этап плавки и ускоренное охлаждение продукта с получением целевого минерального компонента, отличающийся тем, что на каждом этапе плавки нагрев расплава совмещают с его перемешиванием, а температуру расплава и состав вводимых материалов регулируют таким образом, чтобы вязкость расплава находилась в диапазоне (0,1-0,9) Па·с, кроме этого, продукт плавки очищают от металлических включений путем избирательного измельчения неметаллической составляющей и извлечения ее из смеси воздушным потоком с получением активной минеральной добавки в качестве целевого минерального компонента.
12. Способ по п.11, отличающийся тем, что восстановительный этап плавки проводят в процессе металлургического производства.
13. Способ по п.11, отличающийся тем, что восстановительный и окислительный этапы плавки повторяют, по меньшей мере, два раза, вводя на восстановительном этапе в расплав материалы, содержащие металл в виде оксидов и металлических включений, причем после восстановительного этапа восстановленный металл частично или полностью выпускают, а после окислительного этапа частично или полностью выпускают расплав шлака.
14. Способ по п.11, отличающийся тем, что восстановительный этап плавки последовательно повторяют, по меньшей мере, два раза, причем после каждого восстановительного этапа восстановленный металл частично или полностью выпускают, а расплав шлака частично или полностью оставляют на следующий этап.
15. Способ по п.11, отличающийся тем, что перед восстановительным этапом проводят подготовительный этап, в процессе которого в плавильной камере производят предварительную обработку сырьевых материалов, выбранных из группы, включающей, по меньшей мере, глину, отвальный шлак, скрап.
16. Способ по любому из пп.11-15, отличающийся тем, что в одной плавке используют огненно-жидкие шлаки разных металлургических процессов, которые вводят в расплав на определенных этапах плавки в зависимости от их химического состава.
17. Способ по любому из пп.11-15, отличающийся тем, что ускоренное охлаждение и очистку продукта от металлических включений проводят одновременно.
18. Способ по любому из пп.13, 14, отличающийся тем, что материалы, содержащие металл в виде оксидов и металлических включений перед введением в расплав обогащают путем избирательного измельчения и удаления из материала неметаллической составляющей, которую дополнительно подвергают сепарации с выделением из нее металлосодержащих компонентов.
| КРЫЛОВ В.Ф | |||
| и др | |||
| Получение плавленых цементов по способу В.В | |||
| Серова, Журнал "Цемент", N2, 1960г | |||
| Способ изготовления вентильных фотоэлементов и выпрямителей | 1935 |
|
SU47015A1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛИ И ГИДРАВЛИЧЕСКИ АКТИВНЫХ СВЯЗУЮЩИХ ИЗ ШЛАКОВ | 1994 |
|
RU2127765C1 |
| СПОСОБ ОКИСЛИТЕЛЬНОЙ ОБРАБОТКИ СТАЛЕЛИТЕЙНОГО ШЛАКА С ЦЕЛЬЮ ПОЛУЧЕНИЯ ЦЕМЕНТНЫХ МАТЕРИАЛОВ | 2002 |
|
RU2261846C2 |
| 1971 |
|
SU416933A3 | |
| WO 9417214 А1, 04.08.1994 | |||

