Изобретение относится к технике измерений соосности и центрировки оптических деталей и может использоваться при формообразовании осевых и внеосевых высокоточных асферических поверхностей крупногабаритных оптических деталей, в частности зеркал телескопов.
При контроле оптических деталей с асферическими поверхностями применяют механический и оптический методы измерения. Среди оптических методов известен интерференционный способ измерения децентрировки, предложенный В.Г. Зубаковым (Креопалова Г.В., Лазарева Н.Л., Пуряев Д.Т. Оптические измерения: учебник для вузов, М., Машиностроение, 1987 г., стр.96). Способ заключается в наложении на измеряемую асферическую поверхность детали сферического пробного стекла. Пробное стекло самоустанавливается на измеряемой поверхности, в воздушном промежутке возникает кольцевая интерференционная картина. Децентрировку поверхности определяют по значению смещения центра колец относительно центра поперечного сечения цилиндрической поверхности детали. Способ позволяет измерять смещение вершины поверхности с геометрической оси детали. Погрешность измерения децентрировки вершины для различных типов асферических поверхностей не более 5 мкм. К крупногабаритным астрономическим зеркалам данный метод неприменим, поскольку пробное стекло имеет очень малые размеры по сравнению с диаметром зеркала, что ведет к потере необходимой точности измерений, и кроме того, как правило, главные зеркала телескопов имеют центральное отверстие, и использование пробного стекла при вершине зеркала вообще невозможно.
Известен оптический автоколлимационный способ измерения децентрировки оптических одиночных и склеенных линз в оправах (тот же источник, стр.94), который можно адаптировать и к измерению децентрировок асферической поверхности зеркала. Способ основан на использовании приборов, построенных по схеме автоколлимационной трубки А.А. Забелина. Объектив прибора формирует изображение прозрачного перекрестия в плоскости, где расположен центр кривизны верхней поверхности измеряемой линзы. При вращении линзы, если она децентрирована, автоколлимационное изображение центра перекрестия на измеряемой сетке опишет окружность с определенным радиусом «у». По этому смещению «у» судят о децентрировке линзы. Но в этом случае оптическая система (вращающийся стол - оправа зеркала - зеркало - корректор асферического волнового фронта - вспомогательная оптика) должна не иметь биений и наклонов и собственных смещений элементов с оптической оси, что невозможно реализовать на практике для крупногабаритных астрономических зеркал.
Известен также механический метод измерения децентрировки асферических поверхностей (тот же источник, стр.92) - он и будет ближайшим к предлагаемому способу. Из теории следует, что децентрированная линза обладает разнотолщинностью Δd по краю и клиновидностью, поэтому может быть представлена как совокупность центрированной линзы и клина с углом θ=Δd/D, где D - диаметр линзы. В данном методе используют индикаторный контактный косиномер, которым измеряют толщины d1 и d2 диаметрально противоположных краев линзы по нескольким сечениям, и вычисляют разнотолщинность Δd=d1-d2, а затем ее функцию - смещение вершины поверхности, т.е. децентрировку. Метод применим только для контроля линз (деталей) диаметром до 200 мм и не решает поставленную задачу. Крупногабаритные астрономические зеркала всегда имеют разнотолщинность и не ставится задача максимально ее устранить. Задача заключается только в том, чтобы в пределах допуска совместить оптическую вершину зеркала с механическим центром зеркала, определяемым по внешней образующей зеркала. Однако указанный принцип съема геометрических характеристик поверхности контактным прибором по ее краю по нескольким диаметральным сечениям может быть с успехом применен для контроля децентрировки крупногабаритных асферических деталей, например, с помощью линейного трехточечного сферометра.
Известно устройство типа сферометра для контроля асферических поверхностей в процессе их шлифовки по авт. свид. SU №413117, опубл. 30.01.1974 г., выполненное в виде металлической линейки с двумя агатовыми ножками на концах, разнесенными на величину «а», и пружинной головкой, установленной посредине для измерения стрелок прогиба. Устройство не решит поставленную задачу при измерении зеркал диаметром 2-4 м, т.к. его жесткость, а значит, и точность измерения будет невысока.
Ближайшим к предлагаемому по конструктивному исполнению является сферометр по авт. свид. SU №619779, опубл. 15.08.1978 г., содержащий корпус, закрепленные в корпусе на одной линии две опоры по краям, измеритель (датчик) - в центре и три упора. Три упора расположены в углах равнобедренного треугольника и предназначены для разгрузки веса корпуса сферометра и фиксации (устойчивости) трех опор, расположенных на одной линии. Данный сферометр не решит поставленную задачу, т.к. у него нет упоров для фиксации его на боковой поверхности измеряемой детали.
Техническим результатом изобретения является создание способа и сферометра для измерения децентрировки оптической оси асферической поверхности крупногабаритных оптических деталей диаметром более 200 мм с высокой точностью и достижение требований спецификации по смещению оптической оси относительно геометрического центра детали во время формообразования асферической поверхности.
Технический результат достигается тем, что в способе измерения децентрировки оптической оси асферической поверхности оптической детали путем съема контактным индикаторным прибором геометрических характеристик поверхности по ее краю по нескольким диаметральным сечениям, в отличие от известного, в качестве прибора используют линейный трехточечный сферометр, который помещают последовательно вдоль радиального направления на одинаковом расстоянии от края детали в различных сечениях и по относительной разности в измеренных показаниях стрелки прогиба во взаимно противоположных направлениях определяют величину смещения оптической оси относительно геометрического центра оптической детали.
В сферометре, включающем полый корпус, закрепленные в нем на одной линии две опоры по краям и датчик в центре, а также три дополнительных упора, в отличие от известного, один упор расположен сбоку датчика и два упора - на одном из торцев ниже корпуса горизонтально с возможностью их фиксации на боковой поверхности измеряемой детали.
Поскольку съем характеристик асферической поверхности крупногабаритного зеркала производится по его краю, когда толщины краевых зон не принципиальны и никак не лимитируются, предложенные способ и сферометр позволяют впервые измерять децентрировку астрозеркал диаметром более 200 мм, причем точность измерения не хуже, чем у линз диаметром до 200 мм.
Изобретение поясняется чертежом, рисунком и фотографией, где:
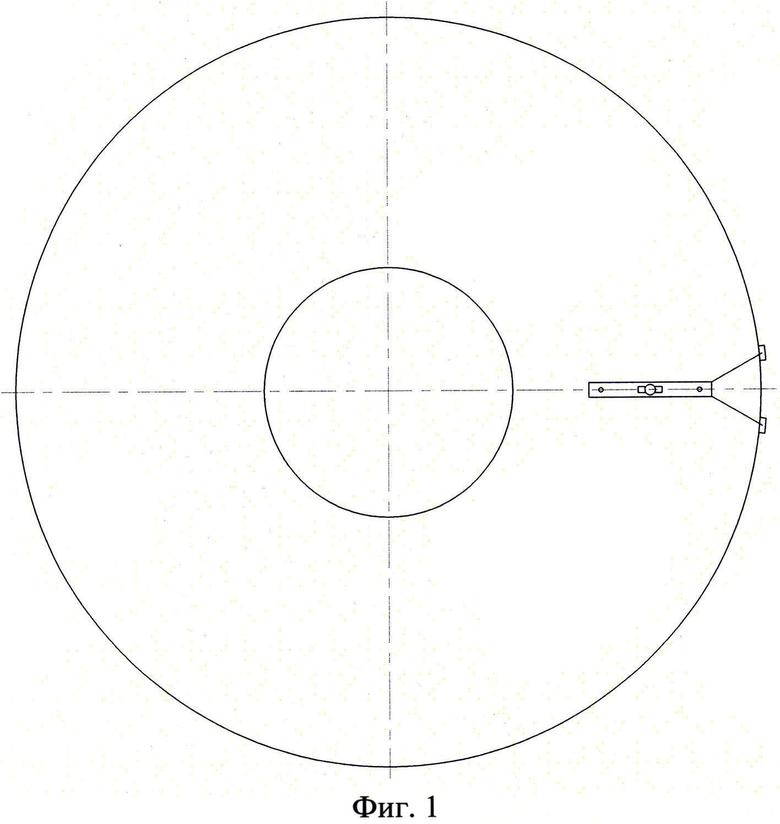
фиг.1 - расположение сферометра на детали, вид сверху;
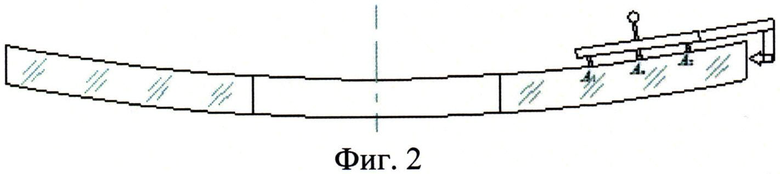
фиг.2 - расположение сферометра на детали, вид сбоку;
фиг.3 - вид сферометра сбоку;
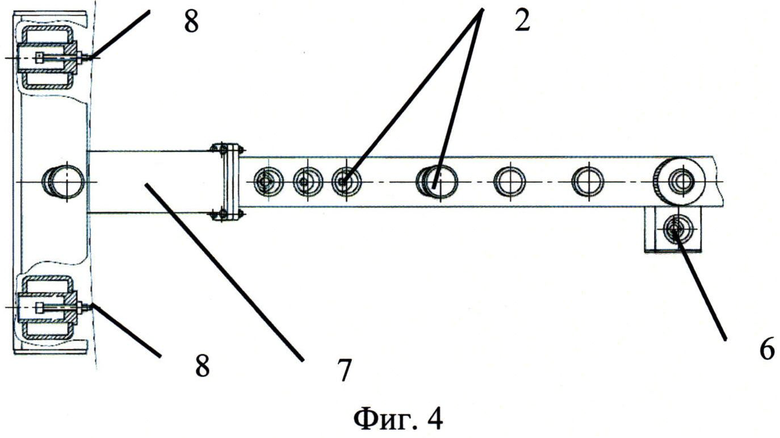
фиг.4 - вид сферометра сверху;
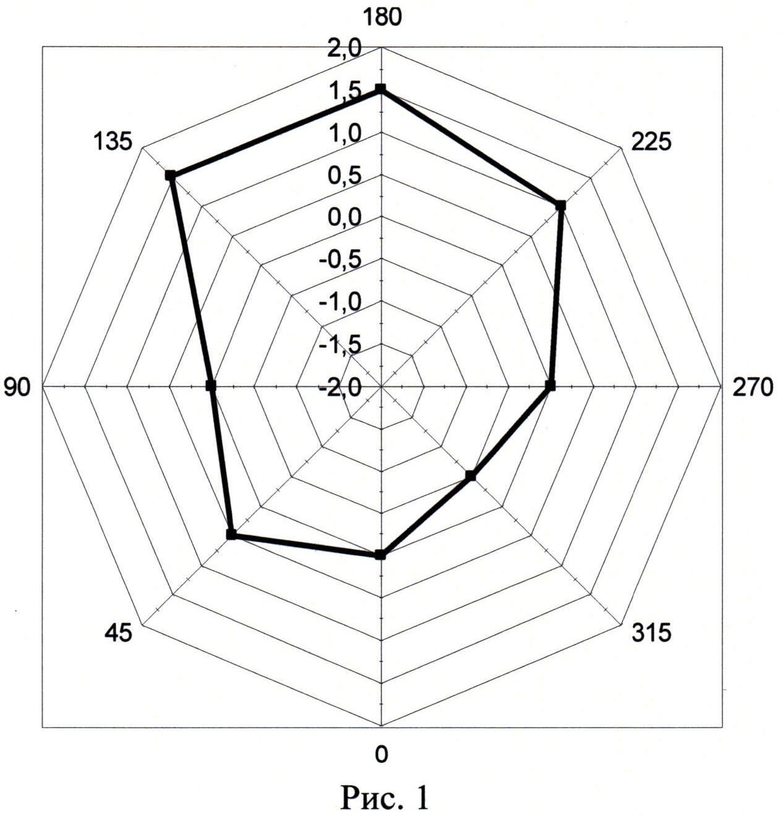
рис.1 - диаграмма углового распределения измеренных показаний сферометра;
фото 1 - сферометр на поверхности оптической детали при измерениях. Для реализации предложенного способа был сконструирован и изготовлен специальный сферометр на базе линейного трехточечного прибора (фиг.3).
Сферометр (фиг.3 и 4) содержит полый металлический корпус 1 в виде параллелепипеда с несколькими сквозными вертикальными отверстиями 2. В крайних отверстиях размещены две опорные ножки 3 и в центральном отверстии - измерительная ножка 4 с центральным микронным индикатором 5. В центральной части на корпусе закреплен боковой упор 6 - регулируемая по высоте ножка, необходимая для устойчивости сферометра и установки трех измерительных опор строго в вертикальной плоскости. На одном из торцев корпуса 1 закреплен кронштейн 7, в нижней части которого установлены два горизонтальных регулируемых упора 8, необходимых для фиксации сферометра на боковой поверхности измеряемой детали 9. Для переноски сферометра на корпусе сверху предусмотрены три ручки 10. Опорные ножки можно устанавливать в резервных вертикальных отверстиях 2 и таким образом менять базу сферометра в зависимости от диаметра детали. Желательная база - в пределах от 600 до 1000 мм.
Предложенный способ реализуется следующим образом. Для измерений используют линейный трехточечный сферометр с базой примерно равной величине расстояния от края детали до центра или до центрального отверстия, если деталь с отверстием, но не более 1000 мм, чтобы избежать ошибок собственных деформаций сферометра. Овальность образующей зеркала при этом не должна превышать 0.1 мм. Чувствительность измерительной головки сферометра составляет обычно 0.2 мкм. Сферометр размещают вдоль радиального направления от края детали к центру. Положение сферометра относительно края фиксируется на образующей зеркала двумя упорами с точностью менее 0.1 мм (фиг.1, фиг.2, фото 1). При размещении сферометра на идеальной поверхности мы получим величину стрелки прогиба, которая должна соответствовать теоретическому значению.
Теоретическая величина изменения стрелки прогиба при смещении сферометра в радиальном направлении вдоль кривой, описывающей контролируемую поверхность зеркала, например, на 1 мм, вычисляется теоретически по уравнению поверхности для заданной базы сферометра.
Если при радиальном смещении сферометра на величину допустимого по спецификации смещения оптической оси показания сферометра изменятся в пределах чувствительности сферометра, то в этом случае можно измерить смещение оптической оси. Если асферическая поверхность смещена, например, на 1 мм относительно механического центра детали, а показания сферометра при смещении его на 1 мм меняются на 0.75 мкм, то если вдоль направления смещения поверхности с одной стороны (0 градусов на рис.1) мы выставим отклонение 0 мкм, то с противоположной стороны отклонение будет +1.5 мкм (180 градусов на рис.1).
В результате точность измерения смещения вершины асферической поверхности данным методом при данной базе сферометра менее 1 мм. При этом при погрешности головки сферометра 0.2 мкм может быть получена ошибка измерения не более 0.5 мкм.
Проведя измерения в нескольких радиальных положениях (8-12 положений) на одинаковом расстоянии от края детали, мы получим смещенную относительно центра замкнутую кривую, указывающую направление и величину продольного смещения оптической оси.
При этом собственные ошибки поверхности должны иметь отклонения менее 1 мкм, что уже выполняется на готовой обработанной поверхности детали.
Таким образом, можно описать условия, при которых можно использовать данную методику измерения смещения оптической оси относительно механического центра детали:
- Образующая детали, на которую опирается сферометр, должна иметь овальность намного меньшую, чем требуемая измеряемая величина смещения.
- Форма поверхности детали должна иметь собственные ошибки поверхности меньшие, чем погрешность сферометра, чтобы ошибки поверхности детали не сказывались на результатах измерений. При большом количестве измеряемых сечений влияние локальных ошибок поверхности можно усреднить и исключить.
- В процессе измерений необходимо с максимально возможной точностью сохранять направление измерений, для чего сферометр базируется за образующую детали с точностью менее 0.1 мм.
- Наклон сферометра к детали устраняется четвертой вспомогательной ножкой сферометра, он должен быть неизменным в процессе измерений.
- База сферометра должна быть максимально возможной для данной измеряемой детали, поскольку в этом случае повышается точность измерений.
- Метод позволяет определить заданную по техническим условиям величину смещения оптической оси, когда при перемещении сферометра на данную величину в радиальном направлении от центра детали чувствительность его позволяет зафиксировать изменения в величине стрелки прогиба.
- Зеркало во время проведения измерений должно находиться в разгруженном состоянии либо на технологической разгрузке, либо на штатной разгрузке, так же, как в процессе контроля формы поверхности зеркала.
Предложенный способ и сферометр были применены на практике, они позволили простым путем измерять с заданной точностью децентрировку асферической поверхности зеркал телескопов, в том числе у зеркал с центральным отверстием.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ДЕЦЕНТРИРОВКИ ОПТИЧЕСКОЙ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2758928C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОФИЛЯ АСФЕРИЧЕСКОЙ ШЛИФОВАННОЙ ПОВЕРХНОСТИ | 2013 |
|
RU2545381C1 |
| ИНТЕРФЕРЕНЦИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2658106C1 |
| ИНТЕРФЕРОМЕТРИЧЕСКИЙ СПОСОБ ЮСТИРОВКИ ДВУХЗЕРКАЛЬНОГО ОБЪЕКТИВА С АСФЕРИЧЕСКИМИ ЭЛЕМЕНТАМИ | 2014 |
|
RU2561018C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ВНЕОСЕВОЙ АСФЕРИЧЕСКОЙ ОПТИЧЕСКОЙ ДЕТАЛИ | 2023 |
|
RU2803879C1 |
| ИНТЕРФЕРОМЕТРИЧЕСКИЙ СПОСОБ ЮСТИРОВКИ ТРЕХКОМПОНЕНТНЫХ ОБЪЕКТИВОВ | 2021 |
|
RU2776692C1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |
| ИНТЕРФЕРОМЕТР ДЛЯ КОНТРОЛЯ ФОРМЫ РАЗНОПРОФИЛЬНЫХ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ОПТИЧЕСКИХ ДЕТАЛЕЙ | 2017 |
|
RU2663547C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИСТОРСИИ В ИНТЕРФЕРОГРАММЕ ОПТИЧЕСКОЙ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2773806C1 |
| СПОСОБ ОБРАБОТКИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ СОСТАВНОГО ЗЕРКАЛА | 2003 |
|
RU2243876C1 |
Изобретение может быть использовано при финишной обработке и контроле параметров крупногабаритных зеркал телескопов. Способ осуществляют путем съема контактным линейным трехточечным сферометром геометрических характеристик поверхности по ее краю по нескольким диаметральным сечениям. Сферометр помещают последовательно вдоль радиального направления на одинаковом расстоянии от края детали в различных сечениях. По относительной разности в измеренных показаниях стрелки прогиба во взаимно противоположных направлениях определяют величину смещения оптической оси относительно геометрического центра зеркала. Сферометр содержит корпус, закрепленные в корпусе на одной линии две опоры по краям, измерительный датчик в центре и три упора. Один упор расположен сбоку датчика и два упора - на одном из торцев ниже корпуса горизонтально с возможностью их фиксации на боковой поверхности измеряемого зеркала. Технический результат - измерения децентрировки оптической оси асферической поверхности крупногабаритных оптических деталей диаметром более 200 мм с высокой точностью. 2 н.п. ф-лы, 6 ил. 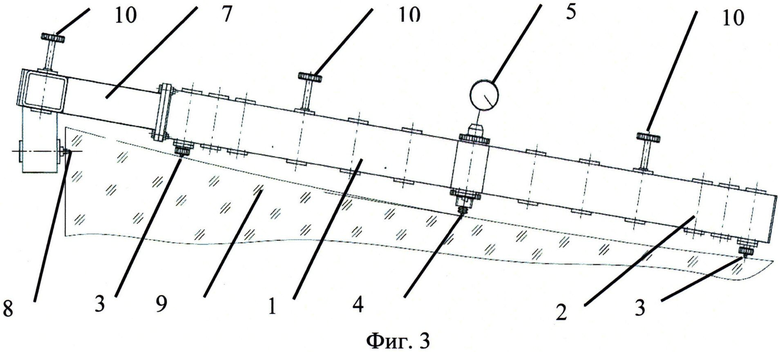
1. Способ измерения децентрировки оптической оси асферической поверхности зеркала телескопа путем съема контактным индикаторным прибором геометрических характеристик поверхности по ее краю по нескольким диаметральным сечениям, отличающийся тем, что в качестве прибора используют линейный трехточечный сферометр, который помещают последовательно вдоль радиального направления на одинаковом расстоянии от края детали в различных сечениях и по относительной разности в измеренных показаниях стрелки прогиба во взаимно противоположных направлениях определяют величину смещения оптической оси относительно геометрического центра зеркала.
2. Сферометр для измерения децентрировки оптической оси асферической поверхности зеркала телескопа, содержащий корпус, закрепленные в корпусе на одной линии две опоры по краям, измерительный датчик в центре и три упора, отличающийся тем, что один упор расположен сбоку датчика и два упора - на одном из торцев ниже корпуса горизонтально с возможностью их фиксации на боковой поверхности измеряемого зеркала.
| Креопалова Г.В., Лазарева Н.Л., Пуряев Д.Т | |||
| "Оптические измерения", М., Машиностроение, 1987, с.92 | |||
| Сферометр | 1976 |
|
SU619779A1 |
| СПОСОБ ОЧИСТКИ СТОЧНЫХ ВОД ПРИ МОЙКЕ ТРАНСПОРТНЫХ СРЕДСТВ | 1996 |
|
RU2115575C1 |
| JP 2007147371 A, 14.06.2007, | |||
| Прибор для измерения отклонений поверхности вращения от заданной формы | 1946 |
|
SU67863A1 |

