Изобретение относится к области обработки оптических деталей и может использоваться при асферизации поверхностей крупногабаритных составных зеркал телескопов.
Известен способ обработки внеосевых асферических поверхностей оптических деталей (авт. свид. СССР №1689035, кл. В 24 В 13/00, опубл. 07.11.91), согласно которому перемещение инструмента осуществляют вдоль дуг концентрических окружностей с центром в геометрическом центре асферической поверхности с пошаговым переходом с траектории наименьшего радиуса на траекторию большего радиуса.
Ближайшим к предлагаемому по технической сущности является способ изготовления первичного сотового зеркала для зеркального телескопа (патент RU 2037858, кл. G 02 B 23/02, 5/08 опубл. 19.06.95), при котором поверхности каждого элемента, состоящего, в частности, из каркаса и покровной пластины, придают с помощью формозадающего инструмента форму, соответствующую расположению ее на асферической поверхности первичного зеркала, а шлифование и полирование осуществляют отдельно для каждого элемента или установив их в сборе, например, обрабатывающим инструментом, управляемым от ЭВМ в полярных координатах.
Точность обработки асферических поверхностей в указанных способах недостаточно высока, особенно в местах стыков сотовых элементов.
Задачей изобретения является оптимизация процесса асферизации и увеличение точности крупногабаритной асферической поверхности.
Технический результат, определяемый поставленной задачей, достигается тем, что в способе обработки, при котором поверхности каждого элемента придают с помощью формозадающего инструмента форму, соответствующую расположению ее на асферической поверхности первичного зеркала, а шлифование и полирование осуществляют отдельно для каждого элемента или установив их в сборе, в отличие от известного производят формообразование сферы на центральном осевом и внеосевых зеркальных элементах, получая поверхности с радиусом, равным длине нормали осевого элемента в зоне соединения осевого и внеосевого элементов, затем с радиусом, равным длине нормали в зоне соединения внеосевых элементов соседних рядов, настраивают интерференционную картину в зоне соединения элементов, производят формообразование асферики осевого элемента, перемещая обрабатывающий инструмент от точки соединения к его центру, и внеосевого элемента, перемещая обрабатывающий инструмент от точки соединения к краю внеосевого элемента, выполняют расчет топографической карты наблюдаемой общей части поверхностей и выполняют сеансы обработки оптических поверхностей.
За счет выбора оптимальной опорной сферы сравнения на осевом и внеосевых оптических элементах и благодаря обработке их от точки стыка к центру на осевом и наружу на внеосевом элементах расширяется область поверхности, от которой видна интерференционная картина, и все это в результате позволяет оптимизировать процесс асферизации сотового зеркала, увеличить точность асферической поверхности.
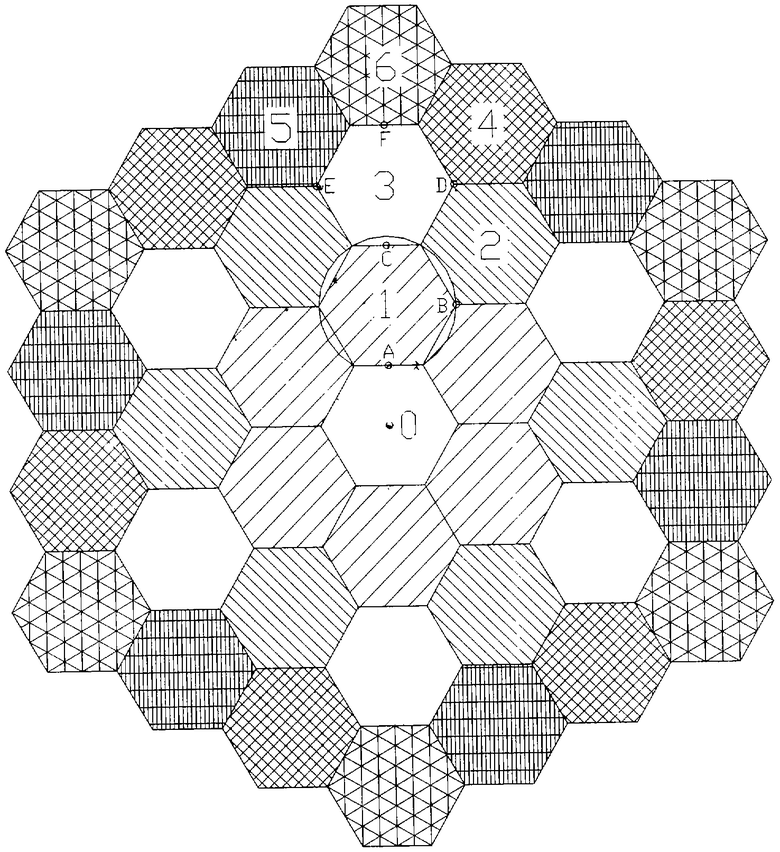
На чертеже показана конструкция составного зеркала, состоящего, в частности, из плотно состыкованных вокруг центрального осевого (тип 0) шестигранных зеркальных элементов, например, в три ряда (круга). Зеркальные элементы могут быть монолитными, облегченными, а также в виде тонких пластин, а поверхность первичного составного зеркала - параболической или гиперболической. По видам обработки элементы подразделяются на 6 типов, как это показано на чертеже. Центральный элемент может отсутствовать, элементы крепятся с тыльной стороны к разгрузочному устройству, например, механического или пневматического типа.
Согласно предложенному способу предварительно изготавливают круглую деталь с эталонной сферической поверхностью с радиусом, равным вершинному радиусу составного зеркала, измеряют точно его радиус. Затем изготавливают элементы из круглых заготовок со сферической поверхностью, имеющей радиус одного из шести типов, равный радиусу кривизны в точке соединения с элементом внутреннего ряда. Изготавливают осевой элемент для контроля внеосевых элементов первого ряда (тип 1). Асферизацию осевого элемента производят на круглой заготовке формообразованием с использованием ЭВМ, перемещая обрабатывающий инструмент от края (точка А) к центру. Заготовке придают гексагональную форму и обрабатывают окончательно таким же образом. Затем производят предварительную обработку сферической поверхности на внеосевом элементе первого ряда, радиус кривизны у него равен длине нормали в точке стыковки с осевым элементом (точка А). После этого на круглой детали формируют хордовые неглубокие пропилы для образования шестигранника. Сегменты вне шестигранника служат в качестве фальш-бортов при формообразовании деталей. Один сегмент отрезают и образовавшуюся сторону соединяют при контроле с осевым элементом для сопряжения волновых фронтов осевой и внеосевой детали (типы 0 и 1). Производят автоматизированную асферизацию поверхности детали с постепенным расширением снятия материала от точки стыковки (А) к краевой области. После асферизации фальш-борты окончательно удаляют и производят доводку поверхности детали. Аналогично ведут обработку внеосевых элементов следующих рядов и других типов (2, 3, 4, 5, 6) от точек стыка B, C, D, E, F. Фазировку каждого внешнего элемента при контроле осуществляют с использованием элементов внутреннего ряда. В этом случае наблюдают интерференционную картину на внутреннем элементе и на внутреннем крае внешнего элемента. Каждый раз после этого выполняют расчет топографической карты наблюдаемой общей части поверхностей и сеансы обработки известным способом.
Опробование способа в автоматизированном режиме подтвердило его оптимальность и надежность при обработке высокоточных крупногабаритных асферических составных зеркал, он расширяет арсенал известных средств данного назначения.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ формирования на поверхности оптических элементов астигматизма и более высоких порядков полиномов Цернике с коэффициентами n=m (n≥2) | 2023 |
|
RU2810680C1 |
| СПОСОБ ИЗМЕРЕНИЯ ФОРМЫ ВНЕОСЕВОЙ АСФЕРИЧЕСКОЙ ОПТИЧЕСКОЙ ДЕТАЛИ | 2023 |
|
RU2803879C1 |
| Способ удаления материала с поверхности оптических деталей для формирования оптических элементов с формой поверхности в виде внеосевого сегмента эллипсоида вращения | 2024 |
|
RU2838647C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДИСТОРСИИ В ИНТЕРФЕРОГРАММЕ ОПТИЧЕСКОЙ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2773806C1 |
| СПОСОБ ИЗМЕРЕНИЯ ДЕЦЕНТРИРОВКИ ОПТИЧЕСКОЙ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ | 2021 |
|
RU2758928C1 |
| Устройство для базирования и разгрузки крупногабаритных высокоточных зеркал при их формообразовании и контроле | 2017 |
|
RU2677036C2 |
| ИНТЕРФЕРЕНЦИОННЫЙ СПОСОБ ОПРЕДЕЛЕНИЯ ПОЛОЖЕНИЯ ОСИ АСФЕРИЧЕСКОЙ ПОВЕРХНОСТИ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2017 |
|
RU2658106C1 |
| Способ осесимметричной коррекции оптических деталей произвольной формы | 2022 |
|
RU2793080C1 |
| СПОСОБ ОПРЕДЕЛЕНИЯ ПРОФИЛЯ АСФЕРИЧЕСКОЙ ШЛИФОВАННОЙ ПОВЕРХНОСТИ | 2013 |
|
RU2545381C1 |
| АВТОКОЛЛИМАЦИОННОЕ УСТРОЙСТВО ДЛЯ ЦЕНТРИРОВКИ ОПТИЧЕСКИХ ЭЛЕМЕНТОВ | 2019 |
|
RU2705177C1 |
Изобретение относится к области обработки оптических деталей и может быть использовано при асферизации поверхностей крупногабаритных составных зеркал телескопов. Поочередно осуществляют формообразование сферических поверхностей на шестигранных элементах с радиусами, соответствующими расположению этих элементов на асферической поверхности первичного зеркала. Упомянутые радиусы равны длине нормали в зоне соединения осевого и внеосевого элементов или внеосевых элементов соседних рядов. При контроле настраивают интерференционную картину в зоне соединения элементов. Производят формообразование асферики осевого элемента, перемещая обрабатывающий инструмент от точки соединения к его центру, и внеосевого элемента, перемещая инструмент от точки соединения к его краю. Выполняют расчет топографической карты наблюдаемой общей части поверхностей и осуществляют сеансы обработки оптической поверхности. В результате повышается точность обработки за счет оптимизации процесса асферизации поверхности. 1 ил.
Способ обработки асферической поверхности составного зеркала телескопа, при котором поверхности каждого элемента придают с помощью формозадающего инструмента форму, соответствующую расположению поверхности этого элемента на асферической поверхности первичного зеркала, а шлифование и полирование осуществляют отдельно для каждого элемента или установив их в сборе, отличающийся тем, что производят формообразование сферы на центральном осевом и внеосевых зеркальных элементах, получая поверхности с радиусом, равным длине нормали осевого элемента в зоне соединения осевого и внеосевого элементов, затем - с радиусом, равным длине нормали в зоне соединения внеосевых элементов соседних рядов, настраивают интерференционную картину в зоне соединения элементов, производят формообразование асферики осевого элемента, перемещая обрабатывающий инструмент от точки соединения к его центру, и внеосевого элемента, перемещая обрабатывающий инструмент от точки соединения к краю внеосевого элемента, выполняют расчет топографической карты наблюдаемой общей части поверхностей и выполняют сеансы обработки оптической поверхности.
| СПОСОБ ИЗГОТОВЛЕНИЯ ПЕРВИЧНОГО ЗЕРКАЛА ДЛЯ ЗЕРКАЛЬНОГО ТЕЛЕСКОПА | 1989 |
|
RU2037858C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ПОВЕРХНОСТЕЙ КРУПНОГАБАРИТНЫХ ОПТИЧЕСКИХ ДЕТАЛЕЙ МАЛЫМ ИНСТРУМЕНТОМ | 1992 |
|
RU2111106C1 |
| Способ формообразования поверхностей крупногабаритных оптических деталей малым инструментом | 1988 |
|
SU1650395A1 |
| US 4128968 А, 12.12.1978. | |||

