Изобретение относится к способу аутентификации полимерной пленки.
Полимерные пленки все больше используются в качестве подложек в тех областях, где важна защищенность, аутентификация, идентификация и защита от фальсификации. Продукты на основе полимеров в данной области включают в себя, например, банкноты, важные документы (например, идентификационные материалы, такие как, паспорта и право собственности на землю, паевые сертификаты и документы, подтверждающие образование), пленки для упаковки ценных товаров для защиты от фальсификации, а также карточки-пропуски.
Защитные материалы на основе полимеров имеют преимущества в терминах защищенности, функциональности, долговечности, цены, чистоты, эксплуатационных характеристик и защиты окружающей среды. Возможно, наиболее примечательным из перечисленных преимуществ является защищенность. Бумажные банкноты, например, можно сравнительно легко копировать, и в странах с банкнотами на основе полимеров уровень подделок гораздо ниже, чем в странах с бумажными банкнотами. Банкноты на основе полимеров также более долговечны и более устойчивы к разрывам.
Защитные материалы на основе полимерных пленок имеют возможность интеграции различных видимых и скрытых защитных элементов. С момента появления первой полимерной банкноты приблизительно 25 лет назад использовались такие защитные элементы как Устройства с Оптически Изменяющимися Характеристиками (Optically Variable Device, OVD), элементы помутнения, печатные защитные элементы, защитные нити, тиснения, прозрачные окна и дифракционные решетки. Кроме технически сложных защитных элементов также присутствует более очевидное преимущество, заключающееся в том, что высокие температуры, образуемые в копировальных аппаратах, будут вызывать плавление или искажение материала на основе полимера, если фальшивомонетчики предпримут попытку простого копирования защитных материалов (например, банкнотов) посредством таких копировальных аппаратов.
В качестве защитных подложек могут использоваться разные полимеры. Среди них можно выделить полипропиленовую пленку. Существуют три основных способа изготовления полипропиленовой пленки - ширильный способ, способ отлива и пузырьковый способ.
Согласно способу отлива и ширильному способу полимерная крошка, как правило, размещается в экструдере и нагревается, так что экструдат выводится под давлением из щелевой головки на охлаждающий вал для формирования пленки (в случае способа отлива) или на толстую полимерную ленту (в случае ширильного способа). В ширильном способе толстая полимерная лента снова нагревается и далее растягивается по длине (обозначается как "направление машины") и по ширине (обозначается как "поперечное направление"), чтобы сформировать пленку.
Согласно пузырьковому способу полимер экструдируется не через щелевую головку, а через кольцеобразную головку, в результате чего образуется относительно толстый экструдат в форме пустого цилиндра или в форме "водосточной трубы", через который продувается воздух. Кольцеобразная головка находится в верхней части устройства, которое, как правило, эквивалентно по высоте многоэтажному зданию (например, от 40 до 50 м). Экструдат движется вниз и последовательно нагревается, в результате чего он расширяется и формирует пузырек. Далее пузырек разделяется на две половины, каждая из которых может отдельно использоваться как "одинарное полотно", или, альтернативно, две эти половины могут быть прижаты и заламинированы друг с другом, чтобы сформировать пленку двойной толщины (или пузырек может быть свернут, чтобы сформировать пленку двойной толщины). Как правило, в головке присутствуют три концентрических кольцеобразных отверстия, так что получающийся в результате пустой цилиндр является экструдатом трех слоев. Например, может быть сформирован центральный слой из полипропилена, на одной стороне которого формируется скин-слой из тройного сополимера, а на его другой стороне формируется еще один скин-слой из тройного сополимера. В этом случае одинарное полотно будет состоять из трех слоев, где полипропилен будет в середине, а двойное полотно будет состоять из пяти слоев, поскольку слой в середине будет представлять собой один и тот же скин-слой (из тройного сополимера) каждой половины пузырька. Представляется возможным применение множества других устройств и компонентов, например, в терминах количества кольцеобразных отверстий типа скин-слоя, типа центрального слоя и т.п.
Таким образом, по пузырьковому способу тонкая пленка (например, толщиной от 10 до 100 микрон) получается путем формирования пузырька, тогда как по ширильному способу тонкая пленка получается путем растягивания материала. По пузырьковому способу получается однородно растянутая пленка, которая отличается от ширильной пленки и для некоторых целей имеет преимущества относительно ширильной пленки. Пленка из Ориентированного по Двум Осям Полипропилена (Biaxially Oriented Polypropylene, BOPP) изготавливается по пузырьковому процессу компанией Innovia Films Ltd., Вигтон, Великобритания. Кроме полипропилена, с использованием пузырькового процесса могут быть сформированы пленки из других полимеров (например, Линейный Полиэтилен Низкой Плотности (Linear Low Density Polyethylene, LLDPE), сополимеры полипропилена/бутилена).
Было бы желательным предоставить в пленке, используемой в качестве подложки для защищенных документов, идентификационных документов или ценных документов и изделий, элементы, которые невозможно легко распознать потенциальному неавторизованному пользователю или подделывателю и которые, даже будучи идентифицированными, невозможно легко воспроизвести. Предоставление таких защитных элементов также может быть применимо к другим жетонам или изделиям, которые требуют верификации аутентификации, таким как входные документы и билеты.
В документе WO 2007/072426 раскрыт способ изготовления замедляющей поляризацию пленки и использования такой пленки в приложениях защиты.
В документе US 2006/0187452 раскрыты способы для определения уровня двойного лучепреломления оптического материала, такого как полимерная пленка.
В документе US 5,737,298 раскрыт способ верификации аутентичности конкретной партии пиратских оптических дисков с использованием поляриметра.
В документе JP 2005254643 раскрыта многослойная прозрачная пленка со свойством синего смещения, в которой последовательно заламинирована пленка с двумя разными коэффициентами преломления.
В документе US 2005/0109984 раскрыт способ аутентификации того, что тестируемый полимер является аутентифицируемым полимером, причем в этом способе используется термохромный состав.
В документе WO 2005/086099 раскрыта система детектирования подлинности денежных средств с использованием множества оптоэлектронных сенсоров со свойствами пропускания и отражения.
Согласно настоящему изобретению предусмотрен способ аутентификации полимерной пленки, содержащий этап, на котором измеряют двойное лучепреломление слоя внутри указанной пленки.
Предпочтительно, предусматривается многослойная пленка и выполняется измерение двойного лучепреломления центрального слоя пленки.
Двойное лучепреломление или двулучепреломление является свойством материалов, которое обусловлено разностью коэффициентов преломления материала для двух разных поляризаций: s- и p-. Результирующий эффект проявляется как ротация угла поляризации света, проходящего через материал. Этот эффект инициируется путем граничного взаимодействия и распространяется сквозь материал со свойством двойного лучепреломления. Степень наблюдаемого двойного лучепреломления является произведением исходного граничного взаимодействия (то есть, угла падения света) и длины пути последующего прохождения сквозь материал. Двойное лучепреломление можно наблюдать различными способами, что описано в виде примеров ниже.
Также предусмотрен способ аутентификации полимерной пленки, содержащий этап, на котором измеряют толщину слоя внутри пленки посредством интерферометрии с белым светом.
Предпочтительно, выполняется измерение центрального слоя пленки.
Материалы прозрачных тонких пленок отражают как с передней поверхности, так и с задней поверхности. Свет, отраженный с этих поверхностей, будет отличаться по длине пути прохождения на расстояние, определяемое толщиной прозрачного слоя и углом падения света. Волны отраженного света, следовательно, будут подвергаться фазовым изменениям, связанным с разностями длины пути. Разность в длине пути, равная (2n+1)*λ/2 луча света (где n=0,1,2,3... и λ = длина волны), приведет к тому, что обратные волны будут абсолютно не в фазе, и в результате этого образуется деструктивная интерференция, подавляющая весь отраженный свет. Разность в длине пути, равная nλ, приведет к тому, что обратные световые волны будут абсолютно совпадать по фазе друг с другом в состоянии, которое известно как конструктивная интерференция, в результате чего отраженный свет будет вдвое сильнее, чем раньше. Промежуточные длины пути между этими двумя состояниями будут вызывать промежуточные уровни усиления или подавления отраженного света. Интерферометрия представляет собой ряд способов, в которых используется вышеупомянутый феномен для измерения расстояний и толщин материалов.
В монохроматической интерферометрии использует источник с одной длиной волны, чтобы измерять одну характеристику интерференции. Этот способ обеспечивает хорошие результаты в таких приложениях, как профилометрия поверхности или измерение тонких оптических пленок, где толщина подложки известна в достаточной степени. Тем не менее, его применение в качестве способа верификации защищенности ограничивается малым объемом результирующих данных (одна интерференционная картина) и вероятностью того, что результирующие интерференционные картины могут быть сгенерированы с достаточно разными толщинами (из вышеприведенной формулы видно, что одинаковая интерференция может быть сгенерирована при таких длинах пути, как λ2, 3λ/2, 5λ/2, 7λ/2...).
В настоящем изобретении используется интерферометрия с белым светом в противоположность монохроматической интерферометрии. Настоящий заявитель пришел к заключению, что данный тип интерферометрии является наиболее подходящим для измерения полимерных пленок с множеством слоев в приложениях защищенности. Интерферометрия с белым светом измеряет интерференционную картину, генерируемую материалом в диапазоне волн, который определяется диапазоном и разрешающей способностью используемого спектрометра. Пленка с любым заданным размером длины пути интерференции сгенерирует интерференцию по всему анализируемому спектральному диапазону. Тем не менее, степень интерференции будет определяться тем, в какой степени совпадают или не совпадают по фазе отраженные волны с конкретной длиной волны. Следовательно, спектр, получаемый интерферометром с белым светом, будет состоять из некоторого количества полос разных размеров, причем самая большая из них будет для тех значений n, которые разрешаются проще всего. Толщина слоя может быть определена надежным образом путем применения преобразования Фурье к данным, чтобы вывести частоту полос. Дополнительное преимущество интерферометрии с белым светом заключается в том, что собранные данные будут достаточными для измерения множества интерферирующих слоев и разрешения отдельных толщин этих слоев за одно измерение.
Настоящее изобретение предоставляет возможность защиты пленки без каких-либо ее изменений. В настоящем изобретении рассматриваются конкретные свойственные характеристики пленки, и нет необходимости в добавлении каких-либо дополнительных защитных или идентификационных элементов. Эта идентификация обеспечивает возможность аутентификации для целей защиты, а также позволяет определять происхождение пленки.
Согласно настоящему документу пленки представляют собой материалы в форме листа, причем они могут быть предоставлены как отдельные листы или как материал полотна, который может быть обработан впоследствии (например, путем обрезки), чтобы предоставить лист или изделие. Если в явной форме не указано иное, используемый в настоящей спецификации термин "пленка" включает в себя пленки в форме листа, изделия или полотна.
Пленка может содержать полиолефиновую пленку, например полиэтилен, полипропилен, их смеси и/или другие известные полиолефины. Полимерная пленка может быть изготовлена по любому известному в технике процессу, включая, но не ограничиваясь перечисленным, литье листа, литье пленки или выдув пленки. Пленка или лист может иметь структуру из одного слоя или множества слоев. Предпочтительно, пленка или лист имеет многослойную структуру с, по меньшей мере, одним центральным слоем. В случае структуры с одним слоем, этот один слой является центральным слоем. В случае наличия множества центральных слоев, измерение толщины центрального слоя путем интерферометрии с белым светом или измерение двойного лучепреломления центрального слоя может быть выполнено только на одном центральном слое и/или на более чем одном центральных слоях. Пленка, опционально, может быть покрыта, например, замутнителем. В частности, настоящее изобретение может быть применимо к пленкам, содержащим вспененные или невспененные полипропиленовые пленки с полипропиленовой сердцевиной и скин-слоями, толщина которых существенно меньше толщины центрального слоя, причем эти пленки могут быть сформированы, например, из сополимеров этилена и пропилена или тройного сополимера пропилена, этилена и бутилена. Упомянутая пленка может содержать пленку из Ориентированного по Двум Осям Полипропилена (Biaxially Orientated Polypropylene, BOPP), которая может быть сформирована как сбалансированная пленка, используя, по существу, равные коэффициенты растяжения по направлению машины и поперечному направлению, или она может быть несбалансированной, когда пленка в существенно большей степени ориентирована в одном направлении (направлении машины или поперечном направлении). Может быть использовано последовательное растяжение, при котором нагревательные валы выполняют растяжение пленки в направлении машины и, далее, ширильная печь используется для выполнения растяжения в поперечном направлении. Альтернативно, может быть использовано одновременное растяжение, например, с использованием так называемого пузырькового процесса или одновременного ширильного растяжения.
Пленки согласно настоящему изобретению могут иметь различную толщину согласно требованиям конкретного приложения. Например, они могут иметь толщину примерно от 5 мкм до примерно 240 мкм, предпочтительно - от примерно 10 до примерно 120 мкм, более предпочтительно - от примерно 12 до примерно 100 мкм, и в наиболее предпочтительном случае - от примерно 14 мкм до примерно 80 мкм. Множество слоев пленок согласно настоящему изобретению могут быть заламинированы вместе, чтобы сформировать относительно толстые подложки для использования, например, в качестве карт-пропусков и т.п. Толщина таких заламинированных структур может быть существенно больше, чем предпочтительная максимальная толщина неламинированной пленки, например, она может составлять 250 мкм или даже больше.
Пленка может содержать один или более дополнительных материалов. Дополнительные материалы могут содержать: краски; пигменты, красители; металлизированные и/или псевдометаллизированные покрытия (например, из алюминию); смазки, антиоксиданты, поверхностно-активные агенты, усиливающие агенты, усилители блеска, разрушающие агенты, материалы для ослабления ультрафиолетового излучения (например, стабилизаторы ультрафиолетового света); герметизирующие присадки; усилители клейкости, антиблокирующие агенты, добавки для улучшения клейкости и/или печатных свойств чернил, сшивающие агенты (такие как меламин, формальдегидная смола); адгезивный слой (например, чувствительный к давлению адгезив); и/или слой, освобождающий адгезив (например, для использования в качестве материала подложки в способе отклеивания для изготовления ярлыков). В число дополнительных добавок входят такие, которые сокращают коэффициент трения, например, тройной сополимер.
Также могут использоваться обычные инертные порошковые добавки, предпочтительный размер частиц которых составляет от примерно 0,2 мкм до примерно 4,5 мкм, и более предпочтительно - от примерно 0,7 мкм до примерно 3,0 мкм. Уменьшение размера частиц усиливает блеск пленки. Доля добавок (предпочтительно, сферических), внедряемых в каждый слой, желательно, превышает 0,05% и составляет, предпочтительно, от примерно 0,1% до примерно 0,5% (например, примерно 0,15% по весу). Подходящие инертные порошкообразные добавки могут содержать неорганическую или органическую добавку либо смесь из двух или более таких добавок.
Подходящие порошкообразные неорганические добавки включают в себя неорганические наполнители, такие как тальк, и металлические или неметаллические оксиды, такие как оксид алюминия и окись кремния. Также могут применяться цельные или пустотелые, стеклянные или керамические микрошарики или микросферы. Подходящие органические добавки содержат частицы, предпочтительно, сферической формы из акриловой и/или метакриловой смолы, содержащей полимер или сополимер акриловой кислоты и/или метакриловой кислоты. Подобные смолы могут быть перекрестно связаны, например, путем включения в состав сшивающего агента, такого как метилированная меламин формальдегидная смола. Реализация перекрестного связывания может быть усилена путем предоставления в акриловом и/или метакриловом полимере подходящих функциональных групп, таких как гидроксильная, карбоксильная и амидная группы.
Просветляющие агенты могут быть особо предпочтительными добавками для сокращения уровня дымчатости аутентифицируемой пленки и для увеличения мощности сигнала в пленке, когда последняя, например, подвергается интерферометрии с белым светом. Низкие уровни дымчатости могут обеспечить возможность использования ненастроенных интерферометров с белым светом, чтобы производить сигнал измерения при использовании источников света с меньшим размером, более узких диапазонах длины волны (таких, как излучаемые светоизлучающими диодами белого света, например), более короткого интервала интеграции и/или менее требовательных оптических компонентов и сенсоров.
Соответственно, согласно настоящему изобретению предполагается использование ненастроенного светоизлучающего устройства и/или светоизлучающего диода белого света при измерении пленки, содержащей один или более просветляющих агентов.
Подходящие просветляющие агенты могут включать в себя диэстерические соли фосфорной кислоты, такие как фосфат натрия 2,2′-метилэнебис (4,6,-ди-тетр-бутилфенил); соли моно- и поликарбоксильных кислот, такие как бензойно-кислый натрий и t-бутилбензоат алюминия; производные сорбитола, такие как дибензилиденесорбитол или его производные с замещенной алкильной группой C1-C8, такие как метил-, этил- или диметил-дибензилиденесорбитол; неорганические добавки, такие как оксид кремния, каолин или тальк; или смеси из одного или более перечисленных веществ. Другие подходящие просветляющие агенты или их комбинации могут быть известны специалистам в данной области техники. Сведения о таких просветляющих агентах можно найти в документе Plastic Additives Handbook, 5th ed.; Zweifel, H., Ed.; Hanser Publ: Munich, 2001.
Все или некоторые из вышеперечисленных выше добавок могут быть добавлены вместе для покрытия листа согласно настоящему изобретению и/или для формирования нового слоя, который сам может быть покрыт (то есть, для формирования внутренних слоев, финального многослойного листа) и/или для формирования внешнего или поверхностного слоя листа. Альтернативно, часть или все перечисленные добавки могут быть добавлены по отдельности и/или интегрированы напрямую в массу листа в течение и/или до формирования листа (например, они могут быть интегрированы как часть исходного полимерного состава любым подходящим способом, например, путем комбинирования, смешивания и/или впрыска) и, таким образом, они могут формировать слои или покрытия.
Подобные добавки могут быть добавлены в полимерную смолу до изготовления пленки или они могут быть применены к готовой пленке в виде покрытия или другого слоя. Если добавка добавляется в смолу, то смешивание добавок со смолой выполняется путем их смешения с расплавленным полимером по обычным способам, таким как вальцевание, смешивание в смесителе Бенбери или смешивание в цилиндре экструдера и т.п. Время смешивания может быть сокращено путем смешения добавок с ненагретыми частицами полимера, чтобы достигнуть, по существу, ровного распределения агента в массе полимера, в результате чего сокращается время, необходимое для интенсивного смешивания при температуре плавления. Наиболее предпочтительным способом является смешивание добавок со смолой в экструдере с двумя шнеками, чтобы сформировать концентраты, которые впоследствии смешиваются со смолами структуры пленки непосредственно до экструзии.
Формирование пленки настоящего изобретения (которая, опционально, является ориентированной и, опционально, подвергнутой термообработке), которая содержит один или более дополнительных слоев и/или покрытий, обычно реализуется любым известным способом ламинирования или нанесения покрытий.
Например, слой или покрытие может быть нанесено на другой базовый слой по способу совместной экструзии, при которой полимерные компоненты каждого из слоев совместно эструдируются в тесном контакте, будучи в расплавленном состоянии. Предпочтительно, совместная экструзия реализуется из многоканальной кольцеобразной головки, так что расплавленные полимерные компоненты, образующие соответствующие отдельные слои многослойной пленки, сливаются по границам внутри головки, формируя единую составную структуру, которая, далее, экструдируется из общего отверстия головки в форме трубчатого экструдата.
Пленка настоящего изобретения также может быть покрыта одной или более добавками, описанными выше, используя обычные способы нанесения покрытий из раствора или диспергирующего агента. Водный латекс (например, приготовленный путем полимеризации полимерных предшественников полимерной добавки) в водной эмульсии в присутствии подходящего эмульгирующего агента является предпочтительной средой, из которой может быть нанесена полимерная добавка или покрытие.
Покрытия и/или слои могут быть нанесены на любую из поверхностей листа или на обе его поверхности. Каждое покрытие и/или слой может быть нанесен последовательно, одновременно и/или впоследствии на любой другой или все другие покрытия и/или слои. Если покрытие в форме газового барьера согласно настоящему изобретению наносится только на одну сторону листа (что является предпочтительным), то другие покрытия и/или слои могут быть нанесены либо на ту же сторону листа, либо на обратную (другую) сторону листа.
В добавление или альтернативно, в пленке могут быть предоставлены дополнительные слои путем совместной экструзии посредством головки с множеством кольцеобразным отверстий, чтобы произвести, например, два, три, четыре или более слоев в совместном экструдате, выводимом из головки.
Состав покрытия может быть нанесен на обрабатываемую поверхность листа (такого, как полимерная пленка) в любой подходящей форме, такой как глубокая печать, нанесение покрытия с помощью вала, нанесение покрытия с удалением излишков с помощью планки, погружение, распыление и/или использование планки для нанесения покрытия. При необходимости в этих процессах могут использоваться растворители, разбавители и вспомогательные вещества. Излишняя жидкость (например, водный раствор) может быть удалена любым подходящим средством, таким как отжимные валы, ракля и/или воздушный шабер. Состав покрытия может быть нанесен обычным образом в таком количестве, при котором после высыхания будет образован однородно распределенный слой толщиной от примерно 0,02 мкм до примерно 10 мкм, предпочтительно, от примерно 1 мкм то примерно 5 мкм. Обычно толщина наносимого покрытия выбирается таким образом, чтобы обеспечивались требуемые характеристики листа подложки. После нанесения на лист покрытие может быть высушено горячим воздухом, тепловым излучением или любым другим подходящим средством, чтобы предоставить лист настоящего изобретения с требуемыми свойствами.
Также представляется возможным использовать комбинации вышеописанных способов нанесения на пленку добавок и/или их компонентов. Например, одна или более добавок могут быть интегрированы в смолу до изготовления пленки, и одна или более добавок могут быть нанесены на поверхность пленки в виде покрытия.
В многослойной пленке согласно настоящему изобретению, которая содержит, по меньшей мере, слой подложки и скин-слой, скин-слой, предпочтительно, пригоден для печати чернилами. Скин-слой имеет толщину от приблизительно 0,05 мкм до приблизительно 2 мкм, предпочтительно - от приблизительно 0,1 мкм до приблизительно 1,5 мкм, более предпочтительно - от приблизительно 0,2 мкм до приблизительно 1,25 мкм и в наиболее предпочтительном случае - от приблизительно 0,3 мкм до приблизительно 0,9 мкм.
Пленка может иметь, по меньшей мере, одну область с меньшей степенью непрозрачности по сравнению с окружающими областями. Непрозрачность пленки может быть, по меньшей мере частично, обеспечена присутствием в пленке пустых (или вспененных) областей. Подобные пустые области могут быть созданы, например, путем предоставления в пленке, по меньшей мере, одного образующего пустоты агента. Производство пленок с пустотами хорошо известно, и в данном случае может быть использован любой подходящий агент, образующий пустоты. Агенты, образующие пустоты, обычно представляют собой зернистые материалы, которые могут быть выбраны из органических, неорганических или полимерных материалов. В документе US 4,377,616 корпорации Mobil Oil раскрыт ряд подобных агентов. Образующие пустоты агенты могут быть, по существу, порошкообразными материалами со сферическими частицами или они могут иметь более высокое значение соотношения геометрических размеров. Например, могут быть использованы образующие пустоты агенты, описанные в документе WO-A-03/033574.
Непрозрачность пленки может быть усилена дополнительными материалами, которые не являются образующими пустоты агентами, а агентами, усиливающими непрозрачность. В этой связи можно упомянуть неорганические наполнители, такие как TiO2.
Настоящее изобретение в особенности полезно в тех случаях, когда пленка изготовлена согласно пузырьковому процессу. В результате пузырькового процесса получаются пленки, которые имеют сбалансированную ориентацию, точно определенную и равномерную толщину, а также другие свойства (высокий предел прочности на разрыв, низкий коэффициент вытягивания, сильный блеск и чистота, устойчивость к прокалыванию и образованию трещин при изгибах, устойчивость к маслам и жирам, водонепроницаемость), которые определяют "подпись" пленки, указывающую, что она была изготовлена по пузырьковому процессу.
Предыдущие попытки защиты пленки включают в себя внедрение в пленку одного или более маркеров в низких концентрациях для обеспечения возможности идентификации пленки путем детектирования отклика возбуждения. Тем не менее, внедрение маркеров повышает стоимость и сложность, и также может возникнуть конфликт с другими добавками. Настоящее изобретение обеспечивает возможность оценки и анализа информации, которая по своей природе уже записана в структуре пленки. Предпочтительно, идентификация согласно настоящему изобретению включает в себя идентификацию центрального слоя, а не поверхностного слоя, в результате чего повышается уровень защищенности путем аутентификации слоя, который заключен в пленку таким образом, что подделывание или манипуляция такого слоя будет очень обременительной и сложной.
Чтобы дифференцировать пленки (например, пленки BOPP и другие пленки) может быть измерена общая толщина пленки, а также толщина отдельных слоев, например, ламинирующего слоя. Это обеспечивает возможность определения конкретных характеристик, которые зависят от конкретных процессов, например от конкретного пузырькового процесса. В добавление или альтернативно, уникальная подпись двойного лучепреломления может быть оценена и использована для определения того, была ли пленка изготовлена посредством конкретного процесса и, соответственно, является ли она, например, подлинным банкнотом или это подделка. Двойное лучепреломление зависит от анизотропии материала, и пленки, изготовленные по пузырьковому процессу, имеют разные анизотропии и, следовательно, их свойства двойного лучепреломления отличаются от соответствующих свойств пленок, изготовленных по другим процессам. Сверх того, точные условия, использованные в пузырьковом процессе, влияют на подпись двойного лучепреломления.
Так, в настоящем изобретении вместо добавления защитных или идентификационных элементов внутренние свойства пленок, изготовленных по конкретным процессам, таким как пузырьковый процесс, являются уникальными и действуют как подпись.
Процессы аутентификации настоящего приложения, а также устройства, используемые для таких целей, в целом применимы к ряду полимерных пленок, и они могут быть адаптированы для конкретных подложек и величин толщины по критериям, которые известны в технике. Что касается аутентификации путем измерения толщины с использованием интерферометрии с белым светом, то диапазон длин волн спектрометра определяется интервалами решетки спектрометра, длиной детекторной матрицы и фокусным расстоянием оптики спектрометра. Диапазон толщины, которая может быть измерена, пропорционален используемому диапазону спектра. В настоящем изобретении предпочтительно измеряют толщину в интервале от 0,5 мкм до 100 мкм, что соответствует спектральному диапазону примерно 500-100 нм. В зависимости от типа используемого устройства, желательность большого диапазона спектра может быть сбалансирована относительно других факторов, в особенности, в маленьких устройствах. Факторы, которые в идеале требуют сбалансированности в маленьком устройстве, включают в себя спектральный диапазон, спектральное разрешение и ширину щели. Эти факторы определяют возможный диапазон толщины, способность разрешения тонких слоев и время, необходимое для получения отклика. В маленьком устройстве большой спектральный диапазон может быть сдвинут из-за использования менее узких щелей, чтобы получить удовлетворительное разрешение, достаточную чувствительность и приемлемое время измерения. Согласно настоящему изобретению могут быть предоставлены устройства, которые являются специальными для аутентификации конкретной заданной толщины.
Время детектирования спектрометра определяется минимальным временем, которое необходимо для насыщения детекторной матрицы в спектрометре. Следовательно, чем ярче свет, тем быстрее происходит насыщение. Тем не менее, желательность быстрого детектирования должна уравновешиваться необходимостью исключения теплового повреждения пленки, которая подвергается аутентификации. Использование источника импульсного света, такого как ксеноновая белая импульсная лампа с короткими импульсами, может смягчить эту проблему.
Соответственно, один аспект настоящего изобретения включает в себя использование в измерении импульсного источника света.
Согласно еще одному аспекту настоящего изобретения предоставлен блок детектирования, который устроен так, чтобы выполнять способ настоящего изобретения. Подобный блок детектирования адаптируется для распознавания характеристик конкретной подписи защищенного материала на основе полимера. Этот блок детектирования может быть использован для проверки аутентичности материалов, например, в банках, банкоматах или считывателях банкнотов, которые используют кассиры.
Согласно еще одному аспекту настоящего изобретения предоставлено применение интерферометрии и/или измерения двойного лучепреломления при определении аутентичности защищенного изделия на основе полимерной пленки.
Интерферометрия основана на оптической интерференции между лучами, которые отражаются от разных поверхностей внутри пленки. Интерференция дает меру длины оптического пути между этими поверхностями и, следовательно, толщины пленки (или слоя). Однородность границ между слоями также влияет на измерение. Отражение имеет место там, где слои имеют разные коэффициенты преломления.
Интерферометрия, используемая в настоящем изобретении, представляет собой интерферометрию с белым светом, поскольку монохроматическая интерферометрия не обеспечивает достаточно эффективного различения.
Как правило, узкий луч света направляется на измеряемый материал и детектор детектирует свет, отраженный от границ между слоями. В интерферограмме получаются несколько пиков, которые указывают место соответствующих слоев. Таким образом, предоставляется возможность быстро исследовать многослойные пленки и полотна без необходимости прямого контакта или деструктивного анализа материалов.
Ориентация в полимерах не только влияет на их свойства (механические, оптические, барьерные и другие), но также и на двойное лучепреломление из-за анизотропии в коэффициентах преломления. Двойное лучепреломление представляет собой разделение света на два луча, которое вызывается подобной анизотропией и которое является явной функцией от процесса изготовления пленки. Например, BOPP-пленки, изготовленные по пузырьковому процессу, имеют конкретное анизотропное свойство из-за равномерного растяжения.
Упомянутая пленка, предпочтительно, представляет собой свернутую пузырьковую пленку, то есть пленку, которая содержит две ламинированные друг с другом половины пузырька. Ламинирующий слой, предпочтительно, представляет собой тройной сополимер.
Некоторые аспекты настоящего изобретения описаны ниже в качестве неограничивающего примера со ссылкой на Фиг.1-3, на которых показаны компоненты устройства для разных способов наблюдения двойного лучепреломления согласно настоящему изобретению.
Ссылаясь на Фиг.1, первый способ наблюдения двойного лучепреломления реализуется путем использования скрещенных поляризаторов. Линейные поляризаторы обеспечивают возможность пропускания поляризованного света только одного типа, то есть либо с s-поляризацией, либо с p-поляризацией, так что когда представляется второй линейный поляризатор и он поворачивается на 90° относительно первого поляризатора, то остающийся свет, обусловленный одним поляризованным типом, отфильтровывается. Этот способ называют использованием скрещенных поляризаторов. Материалы с двойным лучепреломлением эффективно поворачивают ось поляризации, и когда они размещаются между двумя скрещенными поляризаторами, они оказывают воздействие на то, сколько света проходит сквозь них. Вращение материала с двойным лучепреломлением, когда он располагается между скрещенными поляризаторами, приводит к изменению интенсивности света при изменении углов двойного лучепреломления. Тонкие полимерные пленки действуют на первом порядке двойного лучепреломления, и имеет место тенденция вращения света между углами 0 и 90°. Материал с полным двойным лучепреломлением может изменяться в диапазоне от отсутствия улучшения в передаче между поляризаторами до устранения эффекта первого поляризатора путем вращения света, проходящего через второй поляризатор. Это поведение формирует основу одного способа измерения двойного лучепреломления пленок: образец, как правило, устанавливается между скрещенными поляризационными фильтрами с моторами, которые вращаются на 360°, сохраняя взаимное расположение, свет пропускается из источника сквозь набор фильтр/образец/фильтр, и интенсивность света измеряется посредством фотодиода. Измеренная интенсивность следует двум циклам 180°, максимальные и минимальные величины которых будут связаны с двойным лучепреломлением этой пленки.
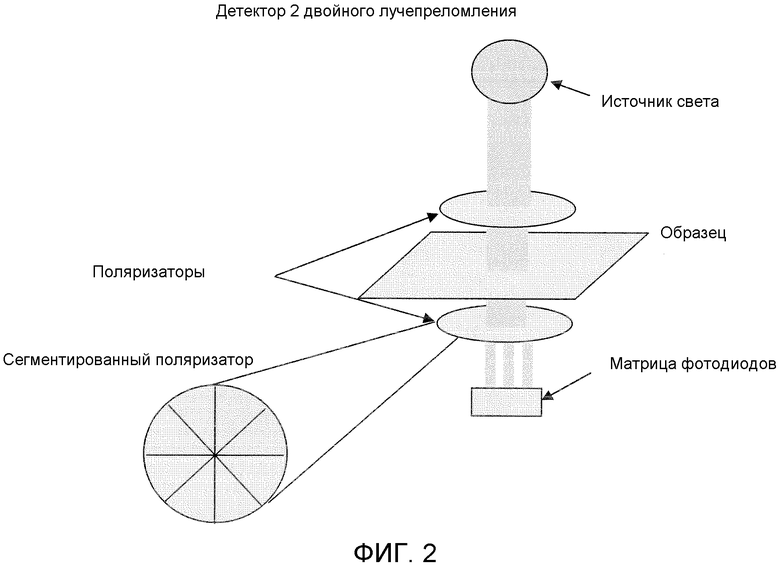
Ссылаясь на Фиг.2, согласно второму способу измерения двойного лучепреломления используют два кругообразных линейных поляризационных фильтра, которые состоят из секторов материала, причем каждый из этих секторов имеет свой угол поляризации, который связан с позиционным углом этого сектора на круге. Если два этих оптических элемента дифференцируются по их s- и p-ориентациям, то их комбинация будет действовать как скрещенные поляризаторы для каждого сектора. Один источник света может использоваться для освещения образца, размещенного между двумя такими поляризаторами, и проходящий свет из каждого сектора может быть подан в оптическое волокно, в котором интенсивность измеряется посредством фотодиода. Таким образом, поведение двойного лучепреломления пленки может быть измерено за одно измерение без вращения поляризаторов. Разрешение такого измерения будет зависеть от углового размера каждого из секторов, например, секторы с угловым размером 20° обеспечат восемнадцать измерений и это будет более чем достаточно для обнаружения максимального и минимального коэффициента пропускания.
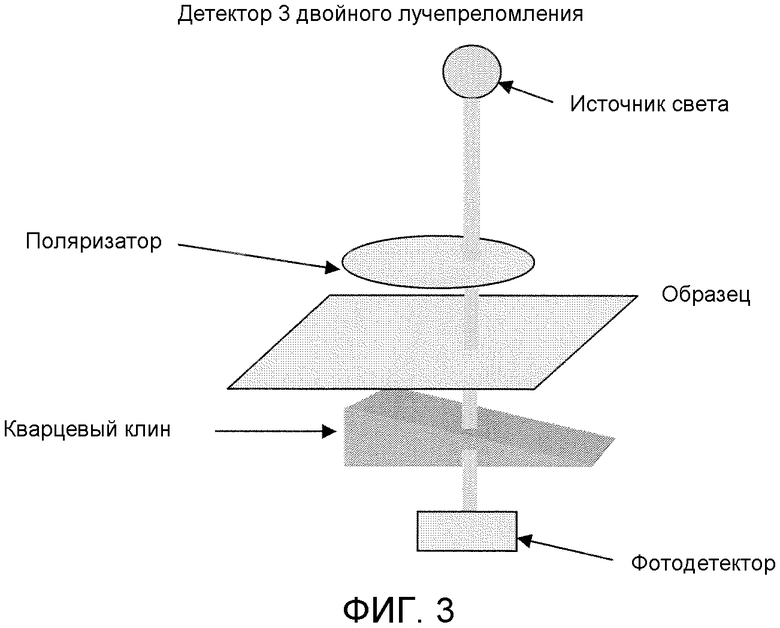
Ссылаясь на Фиг.3, третий способ измерения двойного лучепреломления заключается в использовании кварцевого клина. В этом случае материал с двойным лучепреломлением размещается между поляризационным фильтром и откалиброванным кварцевым клином, при этом свет излучается сквозь образец в направлении системы контроля, которая измеряет позиции полос на клине.
Для дифференцирования подлинной пленки и других пленок в сочетании используются два способа, которые позволяют пользователю исключать пленки других типов, например, поддельные пленки:
1. Интерферометрия с белым светом: измерение интерференционной картины, генерируемой слоями подложки в видимом спектре, предоставляет пользователю информацию о толщине слоев внутри подложки. Эти сведения позволяют исключить более тонкие пленки, пленки, которые были заламинированы друг с другом (процедуры ламинации, выполняемые после основного процесса, обеспечивают гораздо более толстые слои ламинации), а также пленки с корректной толщиной, но неправильной послойной структурой. Это исключает литые пленки (из-за толщины) и сильно ограничивает выбор ВОРР-пленок, которые может использовать подделыватель.
2. Двойное лучепреломление: ВОРР-пленка, изготовленная по ширильному процессу, ориентирована в поперечном направлении в большей степени, чем в направлении машины, и эффект двойного лучепреломления выражается в ней значительно сильнее, чем в ВОРР-пленках, изготовленных по пузырьковому процессу с последующим сдваиванием. Двойным лучепреломлением можно точно управлять, используя пузырьковый процесс с последующим сдваиванием, который может предоставлять уникальную подпись, которая может исключать еще большее количество пленок. Таким образом, значение двойного лучепреломления заданной подлинной пленки обеспечивает уникальную подпись по отношению к значению двойного лучепреломления других исследуемых пленок, при их сравнении.
Комбинация этих двух тестов также может исключать неполипропиленовые пленки на основании толщины, ориентации или ограничений совместной экструзии.
Был разработан протокол, в котором разные уровни защищенности (Уровень 1 соответствует наименьшей защищенности, а Уровень 6 соответствует наибольшей защищенности) были присвоены способам определения того, содержит ли материал пленку толщиной приблизительно x мкм, изготовленную путем свертывания пузырька, каждая половина которого имеет толщину приблизительно x/2 и который содержит BOPP в качестве центрального слоя и тройной сополимер в качестве скин-слоев (два внутренних скин-слоя образует слой ламинации)
Уровень 1: различение между подлинным и фальшивым изделием на основании разностей в толщине.
Уровень 2: различение между пленкой со свойством двойного лучепреломления и без этого свойства (то есть, ширильный процесс или нет).
Уровень 3: различение между структурами пленки (то есть, изготовлена ли пленка из двух ламинированных половин толщиной x/2 мкм или нет).
Уровень 4: различение между пузырьковой пленкой и непузырьковой пленкой без свойства двойного лучепреломления, изготовленной из двух ламинированных половин толщиной x/2 мкм.
Уровень 5: различение между пузырьковыми пленками, которые были подвергнуты ламинации со свертыванием пузырька, и пленками, которые были ламинированы позже в отдельном процессе (будут отличия в толщине и двойном лучепреломлении).
Уровень 6: различение между свернутыми пузырьковыми пленками толщиной x мкм, произведенными по одному конкретному пузырьковому процессу, и схожими пленками, произведенными по другому пузырьковому процессу.
Детектирование по любому уровню указывает успех: Уровень 1 исключает 99% коммерчески доступных пленок; Уровень 2 исключает большинство обычных пленок, которые похожи на BOPP-пленки, изготовленные пузырьковым способом. Уровень 4 рассматривался как приемлемый уровень успеха. Тем не менее, в настоящее время детектор работает на уровне 5 и рассматривается как защищенный от всего кроме попытки подделывания, которая рассматривается как нереалистичная (то есть, даже настройка пузырькового процесса со сдваиванием не обманет детектор).
Вышеописанная шкала не предлагает, что подделывание пленки невозможно. Существуют нестандартные и еще неизвестные способы получения пленки со схожей структурой. Тем не менее, подделывание пленки потребует существенных знаний от подделывателя.
Фактическая поддельная пленка скорее будет куплена, чем изготовлена подделывателем. Существует несколько источников, которые можно разделить на три основные группы:
1. Литые или выдувные пленки. Литые пленки изготавливаются путем экструзии полимера через головку на охлаждающий вал. Выдувные пленки изготавливаются путем экструзии полимера через кольцеобразную головку и путем выдувания пузырька в полурасплавленном состоянии. Литые пленки и выдувные пленки, как правило, либо не ориентированы, либо ориентированы слабо, так что они имеют внутреннюю размерную стабильность (то есть, их можно с легкостью растягивать), и менее эффективное управление оптическими характеристиками и толщиной.
2. Моноориентированные пленки. Моноориентированные пленки изготавливаются путем экструзии через головку и путем растягивания в направлении машины. Моноориентированные пленки имеют высокий уровень ориентации, более низкий уровень оптических характеристик и низкую размерную стабильность в поперечном направлении.
3. Пленки, ориентированные по двум осям. Пленки, ориентированные по двум осям, производятся компанией Innovia Films Limited, а также рядом других поставщиков. Коммерческие сорта BOPP многих поставщиков обычно изготавливаются путем ширильного процесса, где полипропилен экструдируется через щелевую головку на ограждающий вал, растягивается в направлении машины на нагретых валах и растягивается в поперечном направлении в ширильной раме. Эти пленки анизотропны по природе в отличие от BOPP-пленок, которые изготавливаются по пузырьковому процессу со сдваиванием и которые ориентированы равномерно по всем направлениям. Вероятно, наибольшая опасность с точки зрения подделывания заключается в ламинации множества более тонких пленок для имитации более толстых пленок, из-за чего был выбран Пример, следующий ниже. В этом примере демонстрируется способность изобретательского способа различать эти сценарии.
ПРИМЕРЫ
Пятислойная пленка (Подлинная)
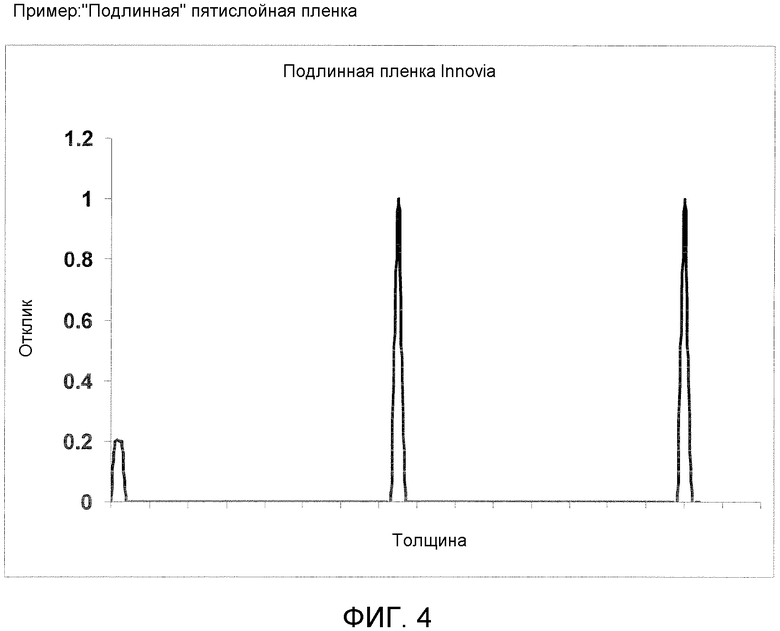
Пятислойная пленка была изготовлена с использованием так называемого пузырькового процесса со сдваиванием. Расплавленный полимер из трех экструдеров (большой центральный экструдер и два меньших экструдера для скин-слоев) был экструдирован через кольцеобразную головку, чтобы произвести полипропиленовую трубку толщиной 1-2 мм. Далее, эта трубка была повторно разогрета и одновременно растягивалась в направлении машины и поперечном направлении путем комбинирования растягивания пленки в направлении машины и ее выдувания в форме пузырька для растягивания в поперечном направлении. Результирующая пленка была растянута в пропорции 8×8, чтобы произвести пленку с толщиной в диапазоне от 20 до 50 мкм. Пузырек может быть либо разрезан и разделен на две половины (чтобы произвести трехслойную пленку), либо он может быть свернут и заламинирован, чтобы произвести толстую пятислойную пленку толщиной от 50 до 100 мкм. В данном Примере была изготовлена пятислойная пленка, и эта пленка была подвергнута закалке путем повторного нагрева и была свернута в рулон. Упомянутые пять слоев включают в себя два внешних скин-слоя (<0,5 мкм), две главных центральных области (20-55 мкм) и один ламинирующий слой, удерживающий два центральных слоя вместе (<1 мкм). Из этого образца были получены общая толщина, толщина каждого слоя и двойное лучепреломление. Интерферограмма результирующей структуры пленки (обозначенной как "подлинная") показана на Фиг.4.
Пятислойная пленка (Поддельная)
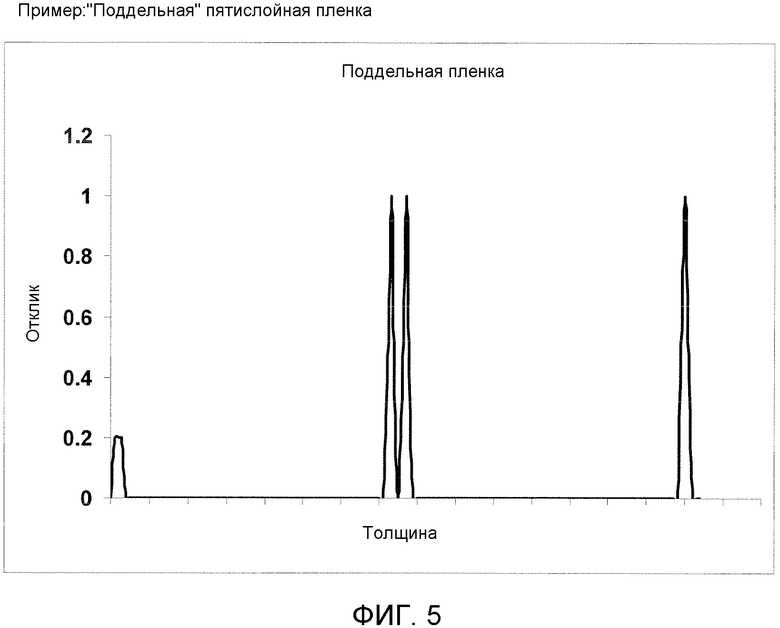
Гипотетическая поддельная пленка была изготовлена из подлинной пленки путем ламинирования друг с другом двух полотен "подлинной" пленки. Интерферограмма результирующей структуры пленки (обозначенной как "поддельная") показана на Фиг.5.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ АУТЕНТИФИКАЦИИ ПОЛИМЕРНОЙ ПЛЕНКИ | 2009 |
|
RU2479827C2 |
| ОПТИЧЕСКИЕ ЗАПОМИНАЮЩИЕ СРЕДЫ И СПОСОБ ИХ ПРОИЗВОДСТВА | 2007 |
|
RU2473979C2 |
| УСТРОЙСТВО ЖИДКОКРИСТАЛЛИЧЕСКОГО ДИСПЛЕЯ | 2008 |
|
RU2444034C1 |
| Способ изготовления защищенного изделия, защищенное изделие и способы изготовления множества различных типов защищенных изделий | 2019 |
|
RU2785049C1 |
| СРЕДСТВО ЗАПИСИ КОНФИДЕНЦИАЛЬНОЙ ИНФОРМАЦИИ | 2006 |
|
RU2417440C2 |
| ПРОЦЕСС ПОЛУЧЕНИЯ ПОЛИМЕРНЫХ ЗАЩИЩЕННЫХ ИЗДЕЛИЙ | 2019 |
|
RU2785837C1 |
| УСТРОЙСТВО ЖИДКОКРИСТАЛЛИЧЕСКОГО ДИСПЛЕЯ | 2010 |
|
RU2450295C1 |
| СПОСОБ МОДИФИКАЦИИ ХИРАЛЬНЫХ ЖИДКОКРИСТАЛЛИЧЕСКИХ ПЛЕНОК С ПОМОЩЬЮ ЭКСТРАГЕНТОВ | 2004 |
|
RU2367677C2 |
| ЖИДКОКРИСТАЛЛИЧЕСКОЕ УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2011 |
|
RU2460107C1 |
| ЖИДКОКРИСТАЛЛИЧЕСКОЕ УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЯ | 2009 |
|
RU2445664C1 |
Способ аутентификации полимерной пленки содержит этап, на котором измеряют двойное лучепреломление слоя внутри этой пленки, сравнивают величину двойного лучепреломления, полученное на этапе измерения, с предварительно заданной величиной двойного лучепреломления, указывающей заданную аутентичную пленку, и определяют, является ли указанная пленка аутентичной или нет, на основании указанного сравнения. Технический результат - возможность защиты пленки без внесения в нее каких-либо изменений. 4 н. и 16 з.п. ф-лы, 5 ил.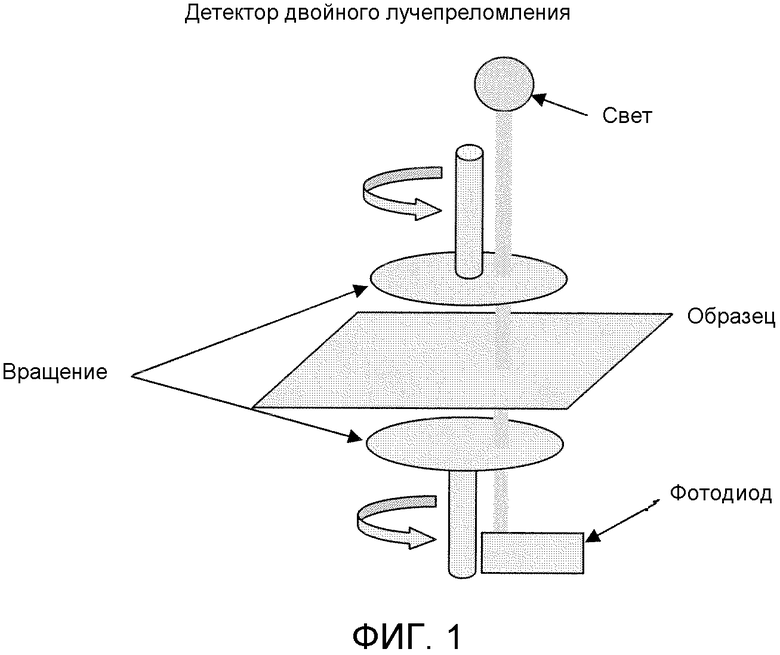
1. Способ аутентификации полимерной пленки, содержащий этап, на котором измеряют двойное лучепреломление слоя внутри этой пленки, сравнивают величину двойного лучепреломления, полученное на этапе измерения, с предварительно заданной величиной двойного лучепреломления, указывающей заданную аутентичную пленку; и определяют, является ли указанная пленка аутентичной или нет, на основании указанного сравнения.
2. Способ по п.1, в котором указанная пленка является многослойной пленкой
3. Способ по п.2, в котором упомянутое измерение двойного лучепреломления выполняется на центральном слое пленки.
4. Способ по одному любому из пп.1-3, дополнительно содержащий измерение толщины слоя внутри указанной пленки путем интерферометрии с белым светом.
5. Способ по п.4, в котором измерение толщины слоя путем интерферометрии с белым светом выполняют на центральном слое указанной пленки.
6. Способ по п.4, в котором указанное измерение путем интерферометрии с белым светом выполняется с использованием импульсного источника света или ненастроенного источника света, или источника света на основе светоизлучающего диода.
7. Способ по п.1, в котором измерение выполняется на более чем одном слое.
8. Способ по п.1, в котором измерение выполняется с использованием импульсного источника света.
9. Способ по п.1, в котором измерение выполняется с использованием ненастроенного источника света.
10. Способ по п.1, в котором измерение выполняется с использованием источника света на основе светоизлучающего диода.
11. Способ по п.1, в котором пленка содержит, по меньшей мере, один просветляющий агент.
12. Способ по п.1, в котором пленка изготавливается путем пузырькового процесса.
13. Способ по п.1, в котором пленка содержит слой полипропилена, ориентированного по двум осям.
14. Способ по п.1, в котором пленка представляет собой одинарное полотно из трех или более полимерных слоев или двойное полотно из пяти или более полимерных слоев.
15. Способ по п.1, который используется для идентификации аутентичной пленки или объекта, на основании пленки или объекта, содержащей величину двойного лучепреломления, соответствующую величине двойного лучепреломления заданной аутентичной пленки.
16. Способ аутентификации объекта, содержащего полимерную пленку, в котором аутентификацию выполняют путем аутентификации полимерной пленки согласно способу по любому из предшествующих пунктов.
17. Способ по п.16, в котором объект представляет собой:
банкноту;
правительственный документ;
неправительственный документ;
идентификационный документ;
паспорт;
защитную нить;
устройство с оптически изменяющимися характеристиками;
обертку или дополнительное приспособление некоторого элемента.
18. Способ по п.16, который используется для идентификации аутентичной пленки или объекта, на основании пленки или объекта, содержащей величину двойного лучепреломления, соответствующую величине двойного лучепреломления заданной аутентичной пленки.
19. Блок проверки аутентичности полимерной пленки или объекта, содержащего полимерную пленку, для способа по любому из предшествующих пунктов.
20. Применение измерения двойного лучепреломления для определения аутентичности защищенного элемента, содержащего подложку из полимерной пленки.
| US 2003072931 A1, 17.04.2003, | |||
| ДЕТАЛЬ РЕЛЬСОВОГО ПУТИ И СПОСОБ ПОЛУЧЕНИЯ ДЕТАЛИ РЕЛЬСОВОГО ПУТИ | 2018 |
|
RU2731621C1 |
| US 2005088663 A1, 28.04.2005, | |||
| Стенд для испытания гидропередач | 1982 |
|
SU1094942A1 |
| US 20080085383 A1, 10.04.2008 | |||

