Изобретение относится к детали рельсового пути, в частности, к рельсу для рельсовых транспортных средств, из низколегированной стали.
Кроме того, изобретение относится к способу получения детали рельсового пути из горячекатаного профиля.
В последнее время постоянно возрастают вес транспортируемых грузов при железнодорожных перевозках и скорость движения, чтобы повысить пропускную способность рельсового транспорта. Поэтому железнодорожные рельсы находятся в усложненных эксплуатационных условиях, и тем самым должны иметь более высокое качество, чтобы выдерживать более высокие нагрузки. Конкретные проблемы проявились в резком повышении износа, особенно смонтированных на закруглениях участках пути рельсов, и вследствие возникновения усталостных повреждений материала, которые прежде всего развиваются на внутренней грани головки рельса, которая представляет собой основную точку контакта рельса с колесами на криволинейном пути. Это приводит к усталостным повреждениям при контакте в условиях качения (RCF – контактная усталость при качении). Примерами поверхностных повреждений вследствие RCF являются, например, растрескивание головки (усталостные явления при качении), выкрашивание (отслоения), расплющивания (пластические деформации поверхности), волнообразный износ вследствие проскальзывания и рифления. Эти повреждения поверхности обусловливают сокращение срока службы рельса, повышенную шумность и эксплуатационные осложнения. Усиленное накопление дефектов к тому же ускоряется постоянно растущей интенсивностью движения. Непосредственным итогом этого развития является повышенная необходимость в техническом обслуживании рельсов. Однако необходимость в более частом техническом обслуживании приходит в противоречие с всегда малыми возможными периодами времени для поддержания в исправном состоянии. Более высокая густота движения поездов все больше и больше сокращает промежутки времени, в течение которых могут быть обработаны рельсы.
Хотя указанные повреждения могут быть устранены на ранней стадии шлифованием, однако при более сильном повреждении рельс должен быть заменен. В эксплуатационных условиях на закруглениях с радиусом менее 500 м, то есть, там, где износ уже начинает играть второстепенную роль, это приводит в области внутренней грани головки рельса на внешней стороне закругления к появлению растрескивания головки. Высокие локальные удельные поверхностные напряжения в сочетании с локальным проскальзыванием в контакте колеса и рельса, обусловленным разницей в радиусах качения, приводят к сдвиговому напряжению в материале рельса на поверхности, которое возникает при каждом перекатывании. Это приводит к инициированию растрескивания, и впоследствии к разрастанию трещины вдоль направления деформированного в холодном состоянии слоя, как это может наблюдаться на шлифе продольного сечения данного конкретного рельса. Разрастание трещины на первой стадии происходит приблизительно параллельно поверхности, и затем непрерывно проходит внутрь рельса. Когда трещины достигают критической длины, это может приводить к внезапному выходу из строя, и, вследствие периодичности трещин, к излому участков рельса.
Интенсивность происходящего износа параллельно разрастанию трещины всегда является меньшей как в случае классических полностью перлитных, так и бейнитных материалов рельса, так что фактически разрастание трещины является преобладающим.
Поэтому в прошлом не было недостатка в попытках как улучшения износостойкости, так и устойчивости к RCF–повреждениям, чтобы увеличить эксплуатационную долговечность рельсов. Помимо всего прочего, это достигалось внедрением и применением бейнитных рельсовых сталей.
Бейнит представляет собой структуру, которая может возникать при термической обработке углеродсодержащей стали в результате изотермического превращения или при непрерывном охлаждении. Бейнит образуется при температурах и скоростях охлаждения, которые находятся в диапазоне между образованием перлита и, соответственно, мартенсита. Иначе, чем при образовании мартенсита, здесь связаны процессы внедрения в кристаллическую решетку и диффузионные процессы, вследствие чего возможны различные механизмы превращения. Ввиду зависимости от скорости охлаждения, содержания углерода, легирующих элементов и обусловленной этим температуры формирования, бейнит не обладает характеристической структурой. Бейнит так же, как перлит, состоит из фаз феррита и цементита (Fe3С), но отличается от перлита формой, величиной и распределением. В принципе в бейните имеют место две различных основных структурных формы, верхний бейнит и нижний бейнит.
Из WO 2014/040093 А1 известен способ получения детали рельсового пути и рельсовой стали, целью которого является улучшение износостойкости, в частности, предотвращение растрескивания головки (усталостные явления при качении), и для этого отличается структурой на головке рельса с многофазной бейнитной структурой с содержанием феррита 5–15%. Тем не менее при закруглениях с радиусом менее 500 м все же возникают вышеуказанные явления.
Поэтому цель изобретения состоит в усовершенствовании детали рельсового пути, в частности, рельса, который и, соответственно, которые по экономическим соображениям и с позиции сварочной техники должны состоять из низколегированной стали, в том отношении, что даже при повышенных нагрузках на колесо и при увеличенных изгибах пути затрудняется образование трещин, и, во–вторых, начальное разрастание трещины, с одной стороны, происходит явно замедленно, и, с другой стороны, траектория распространения трещины не направляется внутрь рельса. Наконец, деталь рельсового пути должна быть хорошо свариваемой, и иметь подобные прочие свойства материала, как, например, подобную электропроводность и подобные коэффициенты теплового расширения, как у до сих пор испытанных при изготовлении рельсов сталей.
Для решения этой задачи согласно первому аспекту изобретения предусматривается деталь рельсового пути указанного вначале типа, которая усовершенствована таким образом, что сталь в головке рельса детали рельсового пути имеет содержание феррита 5–15 об.%, содержание аустенита 5–20 об.%, содержание мартенсита 5–20 об.%, и содержание бескарбидного бейнита 55–75 об.%. Бескарбидный бейнит состоит из игольчатого феррита с высокой плотностью дислокаций, без карбидных выделений. Доли аустенитной фазы в испытывающей контактное напряжение зоне основываются на ином механизме формирования, нежели в случае обычных содержащих карбиды рельсов. Это приводит к стимулируемому деформацией мартенситному фазовому превращению, к TRIP–эффекту (наведенной превращением пластичности), и в конечном итоге к одновременному повышению твердости, а также формуемости при нагрузке с пластической деформацией. Повышение твердости, равнозначное повышенному сопротивлению деформации, проявляется в таком влиянии на бескарбидный бейнит в приповерхностных областях, что затрудняется его срезание. Находящиеся непосредственно на поверхности головки рельса подвергнутые мартенситному превращению области главным образом испытывают абразивный износ. Образование трещин, а также начальное разрастание трещин значительно затрудняются и, соответственно, замедляются благодаря повышенной вязкости разрушения растрескиванием, так что это в сочетании с естественно происходящим износом фактически не приводит к росту трещины. Тем самым деталь рельсового пути по большей части подвергается только износу, так что может быть точно определена продолжительность эксплуатации, и не должно проводиться дополнительное обследование в отношении растрескивания.
Особенно хорошая устойчивость к растрескиванию достигается, когда содержание бескарбидного бейнита составляет 60–70 об.%.
Содержание феррита предпочтительно составляет 8–13 об.%.
Кроме того, предпочтительно предусматривается, что бейнит образует матрицу, в которой, предпочтительно однородно, распределены аустенит, мартенсит и феррит. Аустенит и мартенсит предпочтительно присутствуют, по меньшей мере частично, в форме островков, либо полигональных, либо глобулярных, с размером в поперечном сечении порядка нескольких мкм, в частности, в диапазоне 1–10 мкм. Кроме того, аустенит предпочтительно присутствует частично в пленочной форме с толщиной менее 1 мкм и длиной порядка нескольких мкм. Мартенсит присутствует, в особенности частично, в виде чистого мартенсита с морфологией в очень мало и, соответственно, едва отожженном состоянии, так что едва ли происходят выделения карбида из мартенсита. Размер индивидуальных мартенситных областей составляет около 5 мкм. Феррит присутствует частично как феррит на границах зерен, и частично как полигональный феррит. Кроме того, непредусмотренный намеренно перлит на границах зерен образуется прежде всего внутри головки рельса, поскольку там вследствие несколько меньшей скорости охлаждения, чем в охватывающей несколько миллиметров краевой зоне, обеспечивается возможность его возникновения.
Как уже упоминалось, соответствующие изобретению низколегированные стали используются, чтобы свести к минимуму затраты и улучшить пригодность к сварке. В общем и целом, низколегированная сталь в рамках изобретения предпочтительно содержит в качестве легирующих компонентов углерод, кремний, марганец, хром, молибден, а также, по обстоятельствам, ванадий, фосфор, серу, бор, титан, алюминий и/или азот, причем остальное количество составляет железо.
Основное назначение легирующих элементов состоит в регулировании бескарбидной бейнитной структуры, несмотря на среднее содержание углерода около 0,3%. Это удается сделать путем преднамеренного легирования кремнием, который в дальнейшем присутствует в виде твердого раствора. Существенная характеристика кремния заключается в том, что его растворимость в цементитной фазе является очень низкой. Этим обусловливается то, что при однородном распределении кремния значительно затрудняется, и, соответственно, затягивается во времени образование цементита. Вместо этого в тех диапазонах температур, где обычно происходит образование цементита, это приводит к перераспределению углерода. Причиной этого является то, что ферритная фаза может растворять значительно меньше углерода, чем аустенитная высокотемпературная фаза. Тем самым на фронте реакции «феррит–аустенит» это приводит к переносу углерода в еще не претерпевший превращение аустенит, который обогащается углеродом и во все большей степени термически стабилизируется. Насыщение аустенита углеродом прекращается, когда достигается его максимальная растворимость. Это графически описывается так называемой T0’–кривой, которая описывает зависимость максимального содержания углерода в аустените от температуры. Если достигается максимальное содержание, реакция останавливается, то есть, это не приводит к дальнейшему образованию бейнита из насыщенного углеродом аустенита. При дополнительном охлаждении не стабилизированные термически области аустенита преобразуются в более или менее науглероженный мартенсит, и по обстоятельствам даже претерпевают отпуск.
Предпочтительно предусматривается, что никакой легирующий компонент не присутствует в количестве свыше 1,8 вес.%.
Предпочтительно предусматривается, что кремний присутствует с содержанием менее 1,2 вес.%. Кремний, как уже упоминалось, примешивается, чтобы препятствовать образованию цементита. При этом особенно важным является соотношение «кремний–углерод», поскольку в случае слишком низкого содержания Si может происходить частичное формирование цементита. Во–первых, карбиды нежелательны сами по себе в целевой многофазной структуре, во–вторых, вследствие образования карбидов оказывается меньшим доступное количество углерода для стабилизации аустенита, что впоследствии облегчает образование мартенсита. Это также является нежелательным. В уровне техники минимальное содержание составляет 1,5 вес.% кремния, чтобы при среднем содержании углерода около 0,3 вес.% воспрепятствовать образованию цементита. Однако в одном предпочтительном варианте исполнения содержание кремния ограничивается величиной 1,20 вес.%, так как кремний может сильно повышать электрическое сопротивление, и тем самым могут возникать проблемы с отведением тока в рельсовом пути.
Кроме того, предпочтительно предусматривается, что углерод присутствует с содержанием менее 0,6 вес.%, предпочтительно менее 0,35 вес.%. Углерод представляет собой тот элемент, который в наибольшей мере влияет на температуру начала мартенситного превращения. Повышенное содержание углерода приводит к снижению температуры начала мартенситного превращения. Температура начала мартенситного превращения не должна быть сильно выше 320°С, чтобы предотвращать возникновение повышенного содержания мартенсита в ходе термической обработки и, соответственно, последующего охлаждения на стенде для охлаждения. Преимущество сниженного содержания углерода состоит в том, что аустенит может воспринимать больше углерода, и образование бейнита может выполняться до большей степени. Кроме того, снижается опасность нежелательного образования цементита.
Марганец добавляется главным образом для того, чтобы противодействовать образованию феррита, а также перлита во время термической обработки, и стимулировать преимущественное образование бескарбидного бейнита, в результате чего повышается закаливаемость. Кроме того, марганец представляет собой стабилизатор аустенита, и, наряду с углеродом, снижает температуру начала мартенситного превращения. К тому же из литературы известно, что при повышении содержания марганца T0’–кривая сдвигается в сторону более низких уровней содержания углерода, что противодействует непрерывному образованию бескарбидного бейнита. С этой точки зрения максимальное содержание Mn ограничивается значением 1,8%, но по вышеуказанным соображениям предпочтительно составляет существенно более низкую величину.
Подобно марганцу, хром также повышает закаливаемость, но оказывает более сильное влияние, чем марганец. В дополнение, хром приводит к твердорастворному упрочнению, которое используется преднамеренно. Чтобы, с одной стороны, предотвращать образование карбидов хрома, а также, с другой стороны, улучшать свариваемость, следует применять относительно низкие уровни содержания хрома.
Ванадий представляет собой микролегирующий элемент, который повышает твердость, без ухудшения при этом вязкости. При этом он, наряду с твердорастворным упрочнением, приводит также к образованию выделившихся фаз из мельчайших частиц, которые обусловливают повышение твердости.
Подобно марганцу и хрому, молибден повышает закаливаемость. Особенность молибдена состоит в том, что прежде всего продукты диффузионно–контролируемых превращений, то есть, феррит и перлит, сдвигаются к более отдаленным моментам времени превращения, что в литературе приписывается эффекту «закрепления дислокаций». Тем самым также при непрерывном охлаждении может непрерывно настраиваться бейнитная область. Для проявления этого эффекта достаточны уже относительно небольшие уровни содержания молибдена, менее 1/10%. Напротив, молибден оказывает негативное влияние на характеристики сегрегации, так что области сегрегации оказываются явно обогащенными молибденом, и впоследствии приобретают мартенситную структуру. Равным образом молибден явно ухудшает свариваемость. Из этих обоих соображений содержание молибдена следует поддерживать настолько низким, насколько возможно, чтобы в сочетании с термической обработкой регулировать предпочтительно бескарбидную структуру.
Такое же действие, как влияние молибдена, а именно, заметное замедление во времени образования феррита и перлита, оказывает также элемент бор. Его действие основывается на том, что атомарный бор почти не растворяется в аустените, и поэтому преимущественно находится на границах зерен, и тем самым впоследствии сильно затрудняет образование центров кристаллизации для феррита и, соответственно, перлита. Для этого эффекта достаточны уже малые количества бора в несколько млн–1, для десятикратного замедления во времени образования феррита достаточно около 30 млн–1. Напротив, если это приводит к образованию нитридов бора или карбонитридов бора, то это позитивное действие утрачивается. По этой причине к стали дополнительно примешивается титан, так как сродство титана к азоту является явно более высоким, чем у бора, и тем самым приводит к выделению карбонитридов титана. Чтобы надежно предотвратить образование содержащих бор выделений, отношение титана к азоту, который всегда присутствует в расплаве в количество около 50–100 млн–1, должно составлять по меньшей мере 4:1, и тем самым может быть связан весь азот. Одна проблема, которая при этом возникает, состоит в выделении по обстоятельствам крупнозернистых карбонитридов титана, которые могут оказывать вредное влияние на вязкость и, соответственно, усталостные характеристики.
Предпочтительно применяется низколегированная сталь со следующим составом, согласно элементному анализу:
0,2–0,6 вес.% C
0,9–1,2 вес.% Si
1,2–1,8 вес.% Mn
0,15–0,8 вес.% Cr
0,01–0,15 вес.% Mo, а также необязательно
0–0,25 вес.% V, в частности, 0,01–0,25 вес.% V
0–0,016 вес.% P, в частности, 0,01–0,016 вес.% P
0–0,016 вес.% S, в частности, 0,01–0,016 вес.% S,
остальное количество: железо
Особенно хороших результатов удалось достигнуть с низколегированной сталью со следующим составом согласно элементному анализу:
0,28–0,32 вес.% C
0,98–1,03 вес.% Si
1,7–1,8 вес.% Mn
0,28–0,32 вес.% Cr
0,08–0,13 вес.% Mo, а также необязательно
0–0,25 вес.% V, в частности, 0,01–0,25 вес.% V
0–0,016 вес.% P, в частности, 0,01–0,016 вес.% P
0–0,016 вес.% S, в частности, 0,01–0,016 вес.% S
остальное количество: железо
Кроме того, предпочтительным является применение низколегированной стали со следующим составом согласно элементному анализу:
0,44–0,52 вес.% C
1,05–1,17 вес.% Si
1,4–1,7 вес.% Mn
0,36–0,80 вес.% Cr
0,01–0,08 вес.% Mo, а также необязательно
0–0,25 вес.% V, в частности, 0,01–0,25 вес.% V
0–0,016 вес.% P, в частности, 0,01–0,016 вес.% P
0–0,016 вес.% S, в частности, 0,01–0,016 вес.% S
остальное количество: железо
Особенно хорошая пригодность для высоконагруженного участка пути предпочтительно получается тогда, когда деталь рельсового пути в области головки имеет предел прочности при растяжении Rm 1150–1400 Н/мм2. Кроме того, деталь рельсового пути в области головки предпочтительно имеет твердость 320–380 HB.
Согласно второму аспекту, изобретение представляет способ получения вышеописанной детали рельсового пути, в котором деталь рельсового пути получается из горячекатаного профиля, причем головка рельса из горячекатаного профиля непосредственно после выхода из клети прокатного стана с температурой прокатки подвергается регулируемому охлаждению, причем регулируемое охлаждение в первой стадии включает охлаждение в окружающем воздухе до достижения первой температуры 780–830°С, во второй стадии ускоренное охлаждение до второй температуры 450–520°С, в третьей стадии выдерживание при второй температуре, в четвертой стадии дополнительное ускоренное охлаждение до достижения третьей температуры 420–470°С, в пятой стадии выдерживание при третьей температуре, и в шестой стадии охлаждение в окружающем воздухе до комнатной температуры. Регулируемое охлаждение предпочтительно выполняется, как это является общеизвестным, погружением по меньшей мере головки рельса в жидкостную охлаждающую среду. В результате ускоренного охлаждения в жидкостной охлаждающей среде могут быть целенаправленно и за короткое время настроены целевые температурные зоны, без нежелательного пропуска областей существования фаз.
Предпочтительно предусматривается, что ускоренное охлаждение во второй стадии выполняется со скоростью охлаждения 2–5°С/сек.
Предпочтительно предусматривается, что деталь рельсового пути во время второй стадии полностью погружается в охлаждающую среду.
Стадия выдерживания между 450°С–520°С (третья стадия) прежде всего должна приводить к выравниванию температур между находящейся в контакте с охлаждающей средой поверхностью головки рельса и внутренней частью головки рельса, чтобы сохранять незначительным более сильное повторное разогревание при второй стадии выдерживания (пятой стадии). Кроме того, этот температурный диапазон для стали с вышеуказанным химическим составом представляет следующую особенность: посредством скорости охлаждения (и тем самым временем до достижения температурного диапазона), а также посредством продолжительности пребывания в этом температурном диапазоне, можно влиять на то, в какой мере это приводит к образованию феррита или нет. По обстоятельствам, в этом температурном диапазоне это может также приводить к образованию перлита на границах зерен. Для достижения вышеуказанных эффектов предпочтительно предусматривается, что третья стадия проводится с продолжительностью 10–300 секунд, предпочтительно 30–60 секунд.
Предпочтительно предусматривается, что ускоренное охлаждение в четвертой стадии выполняется со скоростью охлаждения 2–5°С/сек.
Предпочтительно предусматривается, что деталь рельсового пути во время четвертой стадии погружается в охлаждающую среду только головкой рельса.
Вторая стадия выдерживания при температуре между 420°С–470°С (пятая стадия) служит для формирования бескарбидного бейнита с одновременно происходящим перераспределением углерода в окружающий аустенит. В этом температурном диапазоне аустенит присутствует по большей части в виде островков, в меньшей степени как пленочный тип. Интенсивность перераспределения углерода в этом диапазоне является решающим фактором того, насколько сильно аустенит может насыщаться углеродом, и при последующем охлаждении остается метастабильным, как аустенит, или претерпевает мартенситное превращение. Кроме того, для формирования структуры особенное значение имеет то, чтобы при ускоренном охлаждении (в четвертой стадии) температура не опускалась ниже 400°С, так как в противном случае это приводило бы к образованию ступени нижнего бейнита, которое сопровождается выделениями мелкозернистого цементита. Для достижения этого эффекта предпочтительно предусматривается, что третья стадия имеет продолжительность 50–600 секунд, предпочтительно 100–270 секунд.
Регулирование обеих стадий выдерживания (третьей и пятой стадий) может проводиться, например, путем охлаждения до нижней границы температурного диапазона с последующим дополнительным нагревом.
Предпочтительно предусматривается, что деталь рельсового пути во время третьей и/или пятой стадии выдерживается в выведенном из охлаждающей среды положении.
Поскольку температурный диапазон обеих контрольных точек выдерживания зависит от легирующих элементов данной конкретной стали и уровней их содержания, прежде всего должно быть точно определено значение первой температуры и значение второй температуры для данной стали. Тогда температура рельса непрерывно измеряется во время регулируемого охлаждения, причем фазы охлаждения и выдерживания начинаются и, соответственно, заканчиваются при достижении данных пороговых температур. Поскольку температура поверхности рельса по всей длине детали рельсового пути может варьировать, но охлаждение проводится единообразно для всей детали рельсового пути, предпочтительно действовать так, что регистрируется температура в многочисленных распределенных по длине детали рельсового пути точках измерения, и выводится среднее значение температуры, которое привлекается для управления регулируемым охлаждением.
Во время регулируемого охлаждения посредством жидкостной охлаждающей среды охлаждающая среда проходит три фазы процесса мгновенного охлаждения. В первой фазе, фазе паровой пленки, температура на поверхности головки рельса является настолько высокой, что охлаждающая среда быстро испаряется, и образуется тонкая изолирующая паровая пленка (эффект Лейденфроста). Эта фаза паровой пленки, помимо всего прочего, весьма сильно зависит от теплоты парообразования охлаждающей среды, состояния поверхности детали рельсового пути, например, такого как наличие окалины, или от химического состава и конфигурации охлаждающей ванны. Во второй фазе, фазе кипения, охлаждающая среда приходит в непосредственный контакт с горячей поверхностью головки рельса и немедленно доводится до кипения, вследствие чего достигается высокая скорость охлаждения. Третья фаза, фаза конвекции, начинается, когда температура поверхности детали рельсового пути снижается до температуры кипения охлаждающей среды. В этом диапазоне на скорость охлаждения по существу влияет скорость течения охлаждающей среды.
Переход от фазы паровой пленки к фазе кипения обычно происходит относительно бесконтрольно и самопроизвольно. Поскольку температура рельса по всей длине детали рельсового пути испытывает известные обусловленные технологией колебания температуры, возникает такая проблема, что переход от фазы паровой пленки к фазе кипения на различных участках по длине детали рельсового пути происходит в различные моменты времени. Это приводило бы к неравномерному по длине детали рельсового пути формированию структуры, и в результате этого к неоднородным свойствам материала. Чтобы унифицировать момент времени перехода от фазы паровой пленки к фазе кипения по всей длине рельса, предпочтительным порядком действий предусматривается, что во время третьей стадии вдоль всей длины детали рельсового пути на головку рельса подается разрушающая пленку газообразная среда под давлением, например, такая как азот, чтобы разрушить паровую пленку вдоль всей длины детали рельсового пути и начать фазу кипения.
В частности, может быть принят такой порядок действий, что отслеживается состояние охлаждающей среды во время второй и/или четвертой стадии вдоль всей длины детали рельсового пути, и на головку рельса подается разрушающая пленку газообразная среда под давлением, как только на частичном участке длины детали рельсового пути выявляется первое проявление фазы кипения.
Разрушающая пленку газообразная среда под давлением предпочтительно подается на головку рельса в течение около 20–100 секунд, в частности, около 50 секунд, после начала второй и/или четвертой стадии.
Далее изобретение более подробно разъясняется посредством примеров осуществления.
Пример 1
В первом примере осуществления низколегированная сталь со следующим составом согласно элементному анализу была сформована горячей прокаткой в ходовой рельс с регулярным рельсовым профилем:
0,3 вес.% C
1,0 вес.% Si
1,74 вес.% Mn
0,31 вес.% Cr
0,1 вес.% Mo
0,014 вес.% S
0,014 вес.% P
20 млн–1 Al
70 млн–1 N
Бор и титан не добавлялись. Остальное количество составляли Fe и непреднамеренные примесные элементы.
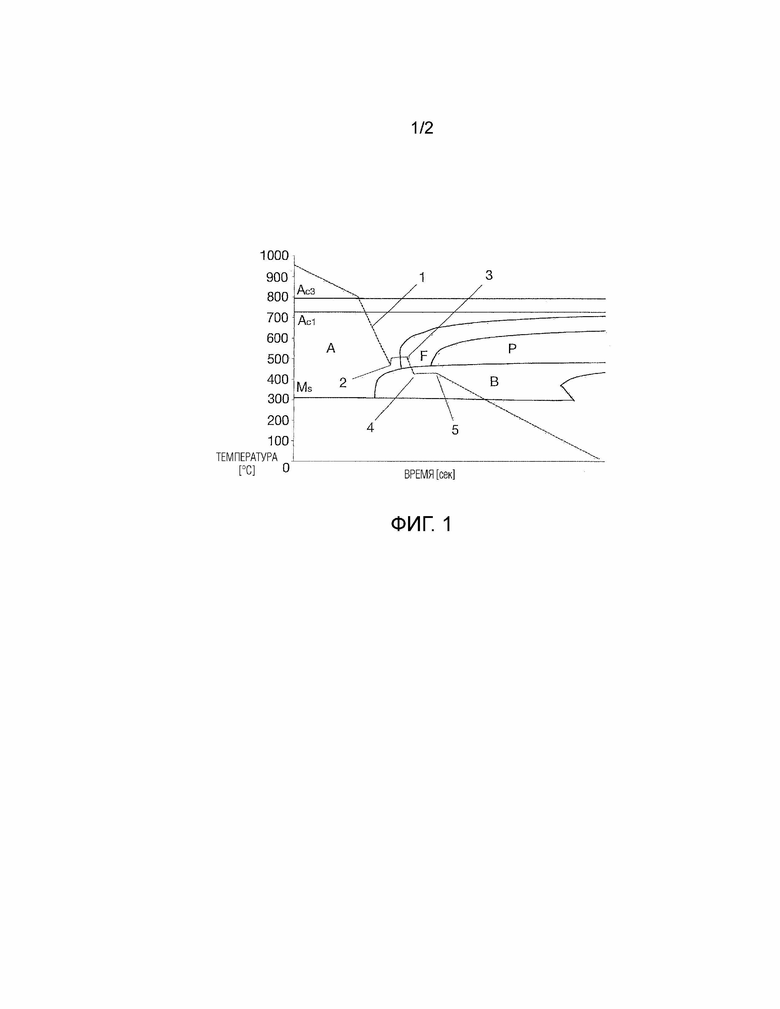
Непосредственно после выхода из клети прокатного стана рельс с температурой после прокатки был подвергнут регулируемому охлаждению. Регулируемое охлаждение далее разъясняется представленной в Фиг. 1 диаграммой превращения в зависимости от времени и температуры, причем обозначенная числом 1 линия показывает процесс охлаждения. В первой стадии рельс охлаждается до температуры 810°С в окружающем воздухе. Во второй стадии рельс по всей его длине и по всему поперечному сечению погружается в жидкостную охлаждающую среду, и скорость охлаждения регулируется на 4°С/сек. Спустя примерно 85 секунд рельс был извлечен из охлаждающей ванны, и была измерена начальная температура поверхности головки рельса 470°С, причем была достигнута точка 2. На протяжении периода времени около 45 секунд рельс выдерживался в выведенном из охлаждающей среды положении. В течение первых 5 секунд это может привести к повторному нагреву до температуры 500°С. По достижении точки 3 рельс опять был погружен в охлаждающую ванну, и охлаждался со скоростью охлаждения 4°С/сек до 440°С (точка 4). Эта температура поддерживалась в течение 100 секунд. По достижении точки 5 рельс охлаждался в окружающем воздухе до комнатной температуры.
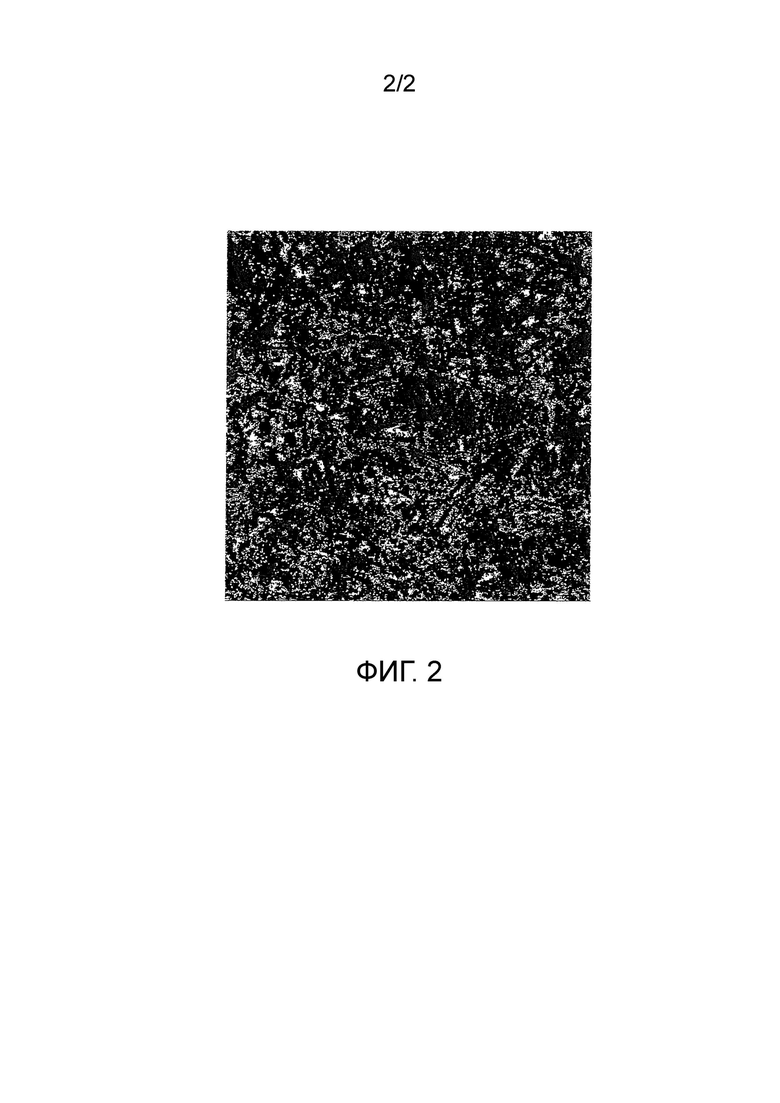
Посредством вышеописанного регулируемого охлаждения в головке рельса сформировалась следующая структура:
60–70 об.% бескарбидного бейнита,
8–13 об.% феррита,
11–18 об.% аустенита,
5–15 об.% мартенсита.
В Фиг. 2 показано структурное состояние. Были измерены следующие свойства материала:
0,2%–ный условный предел текучести: 750 МПа±10 МПа
предел прочности при растяжении: 1130 МПа±10 МПа
относительное удлинение при разрыве: 17%±1%
твердость поверхности: 330 HB±5 HB
вязкость разрушения KIc на стандартном образце при комнатной температуре: 58 МПа√м±3 МПа√м
Пример 2
Во втором примере исполнения низколегированная сталь со следующим составом согласно элементному анализу была сформована горячей прокаткой в ходовой рельс с регулярным рельсовым профилем:
0,5 вес.% C
1,1 вес.% Si
1,5 вес.% Mn
0,7 вес.% Cr
0,01 вес.% Mo
0,20 вес.% V
0,014 вес.% S
0,014 вес.% P
20 млн–1 Al
70 млн–1 N
Остальное количество составляли Fe и непреднамеренные примесные элементы.
Термическая обработка проводилась так же, как в Примере 1.
Чтобы повысить износостойкость по сравнению с Примером 1 (0,3 вес.% С), но в то же время также сохранить состояние без трещин, в Примере 2 используется материал с явно более высоким содержанием углерода (0,5 вес.% С).
Преимущество, которое достигается благодаря более высокому содержанию углерода, состоит в том, что может происходить усиленное обогащение как в аустените, так и в мартенсите, и тем самым увеличиваются оба эти компонента структуры, что весьма позитивно сказывается на износостойкости. Посредством термической обработки (регулируемого охлаждения) благодаря более высокому содержанию углерода обусловливается смягчение повышенной склонности к образованию перлита – то есть, очень быстро пропускается область, где происходит формирование перлита, так что не могут выделяться существенные количества перлита на поверхности головки рельса (до глубины 10 мм). Это значит, что структура в основном состоит из приведенных выше компонентов структуры.
Были измерены следующие свойства материала:
0,2%–ный условный предел текучести: 900 МПа±10 МПа
предел прочности при растяжении: 1320 МПа±10 МПа
относительное удлинение при разрыве: 13%±1%
твердость поверхности: 380 HB±5 HB
вязкость разрушения KIc на стандартном образце при комнатной температуре: 53 МПа√м±3 МПа√м
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ БЕЙНИТНЫХ РЕЛЬСОВЫХ СТАЛЕЙ | 2013 |
|
RU2608254C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РЕЛЬСА И СООТВЕТСТВУЮЩИЙ РЕЛЬС | 2018 |
|
RU2747773C1 |
| ПРОФИЛИРОВАННЫЙ ПРОКАТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2136767C1 |
| ХОЛОДНОКАТАНЫЙ И ТЕРМООБРАБОТАННЫЙ СТАЛЬНОЙ ЛИСТ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2829770C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ДЕТАЛИ И СООТВЕТСТВУЮЩАЯ СТАЛЬНАЯ ДЕТАЛЬ | 2018 |
|
RU2725263C1 |
| СПОСОБ ПОЛУЧЕНИЯ СТАЛЬНОЙ ДЕТАЛИ С МНОГОФАЗНОЙ МИКРОСТРУКТУРОЙ | 2006 |
|
RU2403291C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТАЛЬНОГО ЭЛЕМЕНТА И СТАЛЬНОЙ ДЕТАЛИ | 2021 |
|
RU2822646C2 |
| РЕЛЬСОВАЯ СТАЛЬ | 2003 |
|
RU2259418C2 |
| ХОЛОДНОКАТАНЫЙ СТАЛЬНОЙ ЛИСТ С ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2831670C1 |
| КОВАНАЯ ДЕТАЛЬ ИЗ СТАЛИ И СПОСОБ ЕЁ ИЗГОТОВЛЕНИЯ | 2020 |
|
RU2832530C1 |
Изобретение относится к области металлургии, в частности к детали рельсового пути и способу ее изготовления. Сталь в головке рельса детали рельсового пути содержит 5–15 об.% феррита, 5–20 об.% аустенита, 5–20 об.% мартенсита и 55–75 об.% бескарбидного бейнита. Способ получения детали рельсового пути из низколегированной стали заключается в регулируемом охлаждении головки рельса в шесть стадий непосредственно после выхода из клети прокатного стана. Техническим результатом является повышение трещиностойкости, обеспечение хорошей свариваемости при высокой долговечности готовой детали. 2 н. и 27 з.п. ф-лы, 2 ил., 2 пр.
1. Деталь рельсового пути из низколегированной стали, в частности рельс для рельсовых транспортных средств, отличающаяся тем, что сталь в головке рельса детали рельсового пути имеет содержание феррита 5–15 об.%, содержание аустенита 5–20 об.%, содержание мартенсита 5–20 об.% и содержание бескарбидного бейнита 55–75 об.%.
2. Деталь рельсового пути по п. 1, отличающаяся тем, что содержание бескарбидного бейнита составляет 60–70 об.%.
3. Деталь рельсового пути по п. 1 или 2, отличающаяся тем, что содержание феррита составляет 8–13 об.%.
4. Деталь рельсового пути по любому из пп. 1-3, отличающаяся тем, что бескарбидный бейнит образует матрицу, в которой, предпочтительно однородно, распределены аустенит, мартенсит и феррит.
5. Деталь рельсового пути по любому из пп. 1–4, отличающаяся тем, что фаза аустенита и фаза мартенсита, по меньшей мере частично, присутствуют в форме островков.
6. Деталь рельсового пути по любому из пп. 1–5, отличающаяся тем, что низколегированная сталь содержит в качестве легирующих компонентов углерод, кремний, марганец, хром, молибден и, при необходимости, ванадий, фосфор, серу, бор, титан, алюминий и/или азот, остальное – железо.
7. Деталь рельсового пути по п. 6, отличающаяся тем, что содержание легирующих компонентов не превышает 1,8 вес.% для каждого.
8. Деталь рельсового пути по любому из пп. 1–7, отличающаяся тем, что кремний присутствует в количестве менее 1,2 вес.%.
9. Деталь рельсового пути по любому из пп. 1–8, отличающаяся тем, что углерод присутствует в количестве менее 0,6 вес.%, предпочтительно менее 0,35 вес.%.
10. Деталь рельсового пути по любому из пп. 1–9, отличающаяся тем, что она изготовлена из низколегированной стали со следующим составом, вес.%:
0,2–0,6 C
0,9–1,2 Si
1,2–1,8 Mn
0,15–0,8 Cr
0,01–0,15 Mo и, при необходимости,
0–0,25 V, в частности, 0,01–0,25 V
0–0,016 P, в частности, 0,01–0,016 P
0–0,016 S, в частности, 0,01–0,016 S,
железо и примеси - остальное.
11. Деталь рельсового пути по любому из пп. 1–10, отличающаяся тем, что она изготовлена из низколегированной стали со следующим составом, вес.%:
0,28–0,32 C
0,98–1,03 Si
1,7–1,8 Mn
0,28–0,32 Cr
0,08–0,13 Mo и, при необходимости,
0–0,25 V, в частности, 0,01–0,25 V
0–0,016 P, в частности, 0,01–0,016 P
0–0,016 S, в частности, 0,01–0,016 S
железо и примеси - остальное.
12. Деталь рельсового пути по любому из пп. 1–10, отличающаяся тем, что она изготовлена из низколегированной стали со следующим составом, вес.%:
0,44–0,52 C
1,05–1,17 Si
1,4–1,7 Mn
0,36–0,80 Cr
0,01–0,08 Mo и, при необходимости,
0–0,25 V, в частности, 0,01–0,25 V
0–0,016 P, в частности, 0,01–0,016 P
0–0,016 S, в частности, 0,01–0,016 S
железо и примеси - остальное.
13. Деталь рельсового пути по любому из пп. 1–12, отличающаяся тем, что в области головки рельса детали рельсового пути предел прочности при растяжении составляет 1050–1400 Н/мм2.
14. Деталь рельсового пути по любому из пп. 1–13, отличающаяся тем, что в области головки рельса детали рельсового пути твердость составляет 320–400 HB.
15. Способ получения детали рельсового пути из низколегированной стали по любому из пп. 1–14 из горячекатаного профиля, отличающийся тем, что головку рельса детали рельсового пути из горячекатаного профиля непосредственно после выхода из клети прокатного стана с температурой прокатки подвергают регулируемому охлаждению, причем регулируемое охлаждение на первой стадии включает охлаждение в окружающем воздухе до достижения первой температуры 780–830°С, на второй стадии - ускоренное охлаждение до второй температуры 450–520°С, на третьей стадии - выдерживание при второй температуре, на четвертой стадии - дополнительное ускоренное охлаждение до достижения третьей температуры 420–470°С, на пятой стадии - выдерживание при третьей температуре и на шестой стадии - охлаждение в окружающем воздухе до комнатной температуры.
16. Способ по п. 15, отличающийся тем, что ускоренное охлаждение на второй стадии выполняют со скоростью охлаждения 2–5°С/с.
17. Способ по п. 15 или 16, отличающийся тем, что третью стадию проводят с продолжительностью 10–300 секунд, предпочтительно 30–60 секунд.
18. Способ по любому из пп. 15-17, отличающийся тем, что ускоренное охлаждение на четвертой стадии выполняют со скоростью охлаждения 2–5°С/с.
19. Способ по любому из пп. 15–18, отличающийся тем, что пятую стадию проводится с продолжительностью 50–600 секунд, предпочтительно 100–270 секунд.
20. Способ по любому из пп. 15–19, отличающийся тем, что во время третьей и/или пятой стадии при достижении нижней границы температурного диапазона осуществляют подогрев детали рельсового пути для поддержания температуры выдержки.
21. Способ по любому из пп. 15–20, отличающийся тем, что регистрируют температуру в многочисленных распределенных по длине детали рельсового пути точках измерения и определяют среднее значение температуры, которое используют для управления регулируемым охлаждением.
22. Способ по любому из пп. 15–21, отличающийся тем, что регулируемое охлаждение выполняют погружением, по меньшей мере головки рельса детали рельсового пути, в жидкую охлаждающую среду.
23. Способ по любому из пп. 15–22, отличающийся тем, что охлаждение во время второй и четвертой стадии регулируют так, что охлаждающая среда сначала образует на поверхности головки рельса детали рельсового пути паровую пленку, и после этого закипает на поверхности.
24. Способ по п. 23, отличающийся тем, что во время второй и/или четвертой стадии вдоль всей длины детали рельсового пути на головку рельса детали рельсового пути подают газообразную среду под давлением, например азот, для разрушения паровой пленки вдоль всей длины детали рельсового пути и инициирования фазы кипения.
25. Способ по п. 24, отличающийся тем, что во время второй и/или четвертой стадии отслеживают состояние охлаждающей среды вдоль всей длины детали рельсового пути, причем при выявлении первого проявления фазы кипения на частичном участке длины детали рельсового пути, на головку рельса детали рельсового пути подают газообразную среду под давлением, разрушающую паровую пленку.
26. Способ по п. 24 или 25, отличающийся тем, что газообразную среду под давлением, разрушающую пленку, подают на головку рельса детали рельсового пути в течение около 20–100 секунд, в частности около 50 секунд, после начала второй и/или четвертой стадии.
27. Способ по любому из пп. 15–26, отличающийся тем, что деталь рельсового пути во время второй стадии полностью погружают в охлаждающую среду.
28. Способ по любому из пп. 15–27, отличающийся тем, что деталь рельсового пути во время третьей и/или пятой стадии выдерживают в выведенном из охлаждающей среды положении.
29. Способ по любому из пп. 15–28, отличающийся тем, что деталь рельсового пути во время четвертой стадии погружают в охлаждающую среду только головкой рельса детали рельсового пути.
| KR 1020160024681 A, 07.03.2016 | |||
| СТАЛЬ ДЛЯ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ С ПОВЫШЕННОЙ ПРОКАЛИВАЕМОСТЬЮ | 2013 |
|
RU2532628C1 |
| СОСТАВ СВЕРХПРОЧНОЙ СТАЛИ, СПОСОБ ПОЛУЧЕНИЯ ИЗДЕЛИЯ ИЗ СВЕРХПРОЧНОЙ СТАЛИ И ПОЛУЧАЕМОЕ ИЗДЕЛИЕ | 2002 |
|
RU2318911C2 |
| RU 2015113360 A, 10.11.2016 | |||
| CN 104087852 B, 17.08.2016. | |||

