ОБЛАСТЬ ТЕХНИКИ
Настоящее изобретение относится к способу изготовления проволочной сетки для формирования водяных знаков, к проволочной сетке для формирования водяных знаков и к аппарату для ее получения.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Как известно, проблемой, которая очень сильно чувствуется в настоящее время, является заинтересованность в предотвращении подделки документов, например бумажных денег, чеков, банкнот и т.п.
Уже разработан ряд различных технологий для того, чтобы сделать подделку документов более сложной, таких как, например, использование бумаги с водяными знаками, изображающими выгравированные символы или рисунки таким образом, что они видны только на просвет (т.е. только когда их держат против света).
Водяные знаки, в частности, многотоновые водяные знаки, очень широко используются и обычно изображают лицо персоны, как правило исторически важной персоны, архитектурную деталь, ландшафт или другие типы объектов.
Такой водяной знак часто используют в сочетании с одним или более выполненных водяными знаками логотипов, полученных благодаря использованию так называемых «гальваностереотипных» элементов водяных знаков, которые обычно изображают цифры, буквы или детали изображения, которое задано многотоновым водяным знаком.
Как известно, для изготовления водяного знака используют предназначенные для формирования водяных знаков проволочные сетки, на которые наносят целлюлозную суспензию, из которой формируют лист бумаги.
Проволочные сетки для формирования водяных знаков предварительно подвергают в предварительно заданных зонах прессованию посредством комбинированного действия пуансона и имеющей соответствующую форму матрицы так, чтобы получить в таких предварительно заданных зонах деформацию проволочной сетки, которая способна вызывать в таких зонах изменчивость толщины формуемой на ней бумаги с созданием в результате водяного знака.
Как отмечено выше, очень часто многотоновый водяной знак, т.е. водяной знак, имеющий переменные толщины и, следовательно, переменные степени прозрачности, сочетается с выполненным водяными знаками логотипом, полученным посредством гальваностереотипного элемента.
На практическом уровне такие гальваностереотипные элементы образованы плоскими, фигурными телами (например, выполненными с формой наподобие цифр, букв или логотипов) и изготовлены из ламинатов из металлического материала.
Такие элементы предназначены «привариваться», обычно посредством процессов контактной сварки сопротивлением, вблизи тех областей, в которых предварительно было произведено прессование, но, в любом случае, всегда на участке проволочной сетки для формирования водяных знаков, являющемся нейтральным, т.е. плоским и недеформированным.
Так как гальваностереотипные элементы являются по существу плоскими, то их невозможно приваривать к области проволочной сетки, которая уже была деформирована в результате процесса прессования, если только эти элементы не были предварительно подвергнуты штамповке для деформации их в соответствии с той областью проволочной сетки, где их надлежит приварить.
В прошлом предпринимались попытки такого рода, но в дополнение к проблемам, возникавшим из-за сложного позиционирования штампованных элементов, с еще большими сложностями сталкивались при попытках правильного выполнения приваривания гальваностереотипного элемента к предварительно отпрессованной проволочной сетке.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
Целью настоящего изобретения является исключение упомянутых выше недостатков посредством создания способа изготовления проволочной сетки для формирования водяных знаков, на которой гальваностереотипные элементы или им подобные могут быть расположены на деформированных участках и, таким образом, в зонах, предназначенных для формирования участков с водяными знаками.
В пределах данной цели задачей настоящего изобретения является получение проволочной сетки для формирования водяных знаков, которая позволяет получать защищенные от подделки документы, в частности бумажные деньги или тому подобное, которые имеют в той же самой области «классические» водяные знаки, обычно являющиеся многотоновыми, и выполненные водяными знаками логотипы, полученные посредством устройств для гальваностереотипии или им подобных.
Другой задачей настоящего изобретения является создание проволочной сетки для формирования водяных знаков, приспособленной для получения защищенных от подделки документов, имеющих водяные знаки, которые могут быть декодированы посредством оптических устройств или посредством «тактильного» считывания (распознавания на ощупь).
Еще одной задачей является создание чрезвычайно надежного в работе аппарата для изготовления проволочной сетки для формирования водяных знаков.
Эту цель, а также эти и другие задачи, которые станут более очевидными позже, достигают и решают способом изготовления проволочной сетки для формирования водяных знаков, проволочной сеткой для формирования водяных знаков и аппаратом для ее получения согласно тому, что содержится в независимых пунктах последующей формулы изобретения.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
Дополнительные характеристики и преимущества изобретения станут более очевидными после ознакомления с последующим подробным описанием некоторых предпочтительных, но не исключительных, вариантов реализации способа изготовления проволочной сетки для формирования водяных знаков, проволочной сетки для формирования водяных знаков и аппарата для ее получения согласно изобретению, проиллюстрированных в качестве неограничивающих примеров на прилагаемых чертежах, на которых:
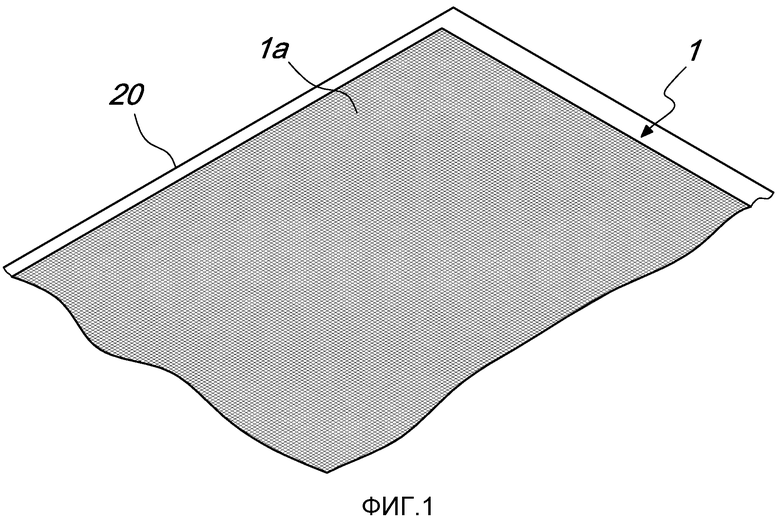
Фиг. 1 представляет собой вид в перспективе участка проволочной сетки для формирования водяных знаков, связанной с расположенной по периметру опорной рамкой;
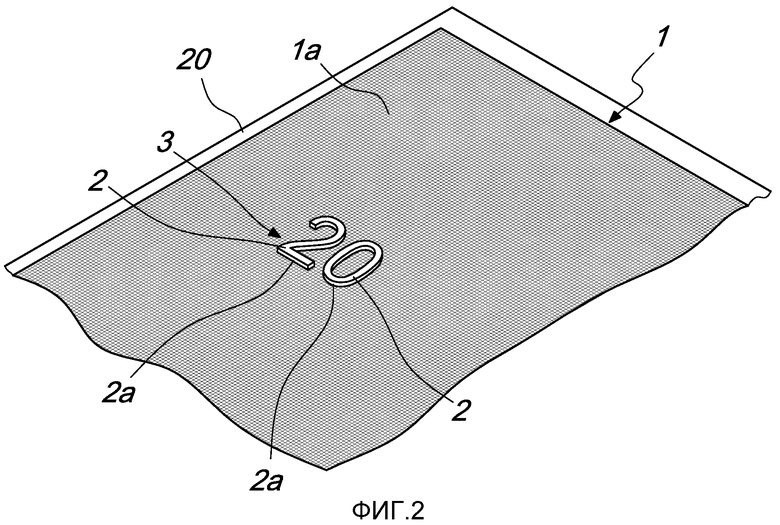
Фиг. 2 - сходный с предыдущей фигурой вид участка проволочной сетки для формирования водяных знаков со связанными с ней гальваностереотипными элементами;
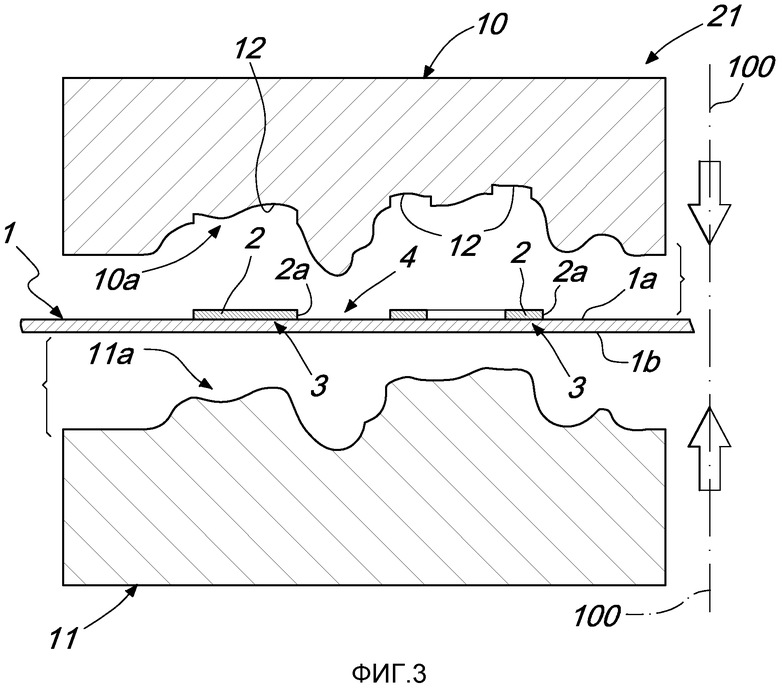
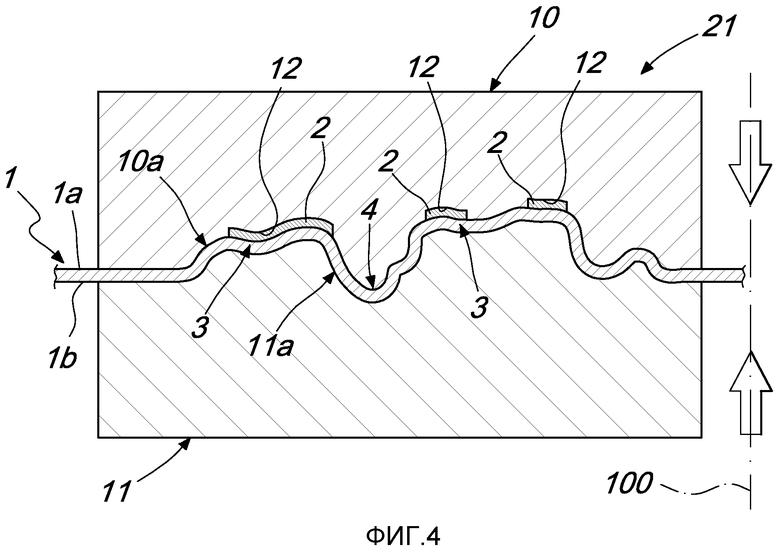
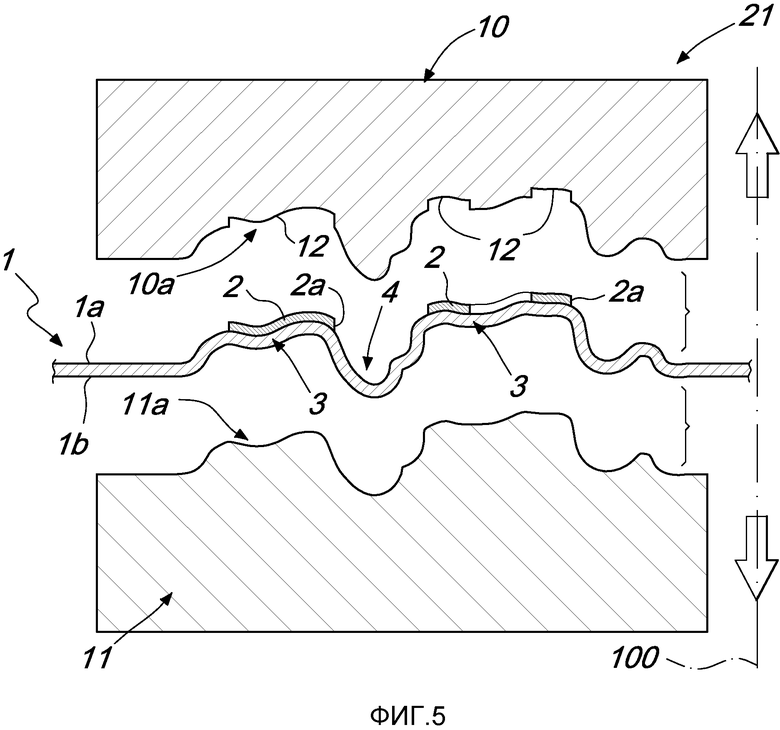
Фиг. 3-5 - виды в сечении последовательности стадий пластической деформации участка проволочной сетки для формирования водяных знаков;
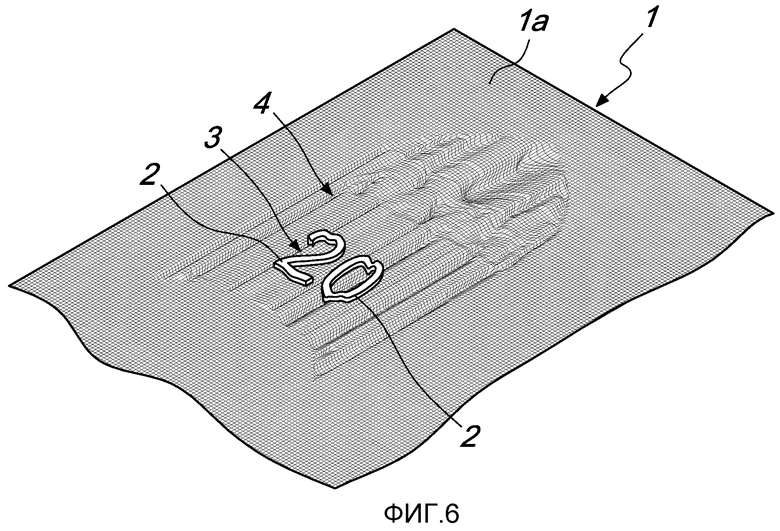
Фиг. 6 - вид в перспективе проволочной сетки для формирования водяных знаков, имеющей деформированный участок, на котором размещен гальваностереотипный элемент;
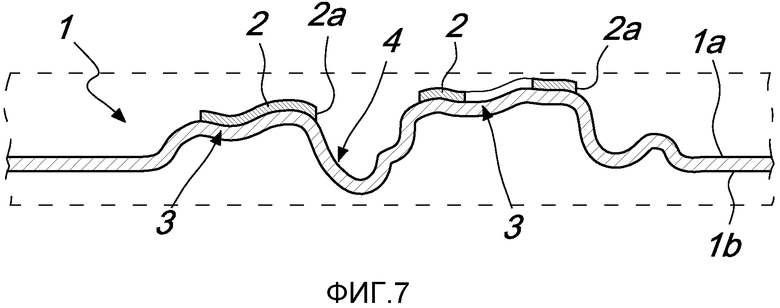
Фиг. 7 - вид в поперечном сечении участка проволочной сетки для формирования водяных знаков, показанной на фиг. 6;
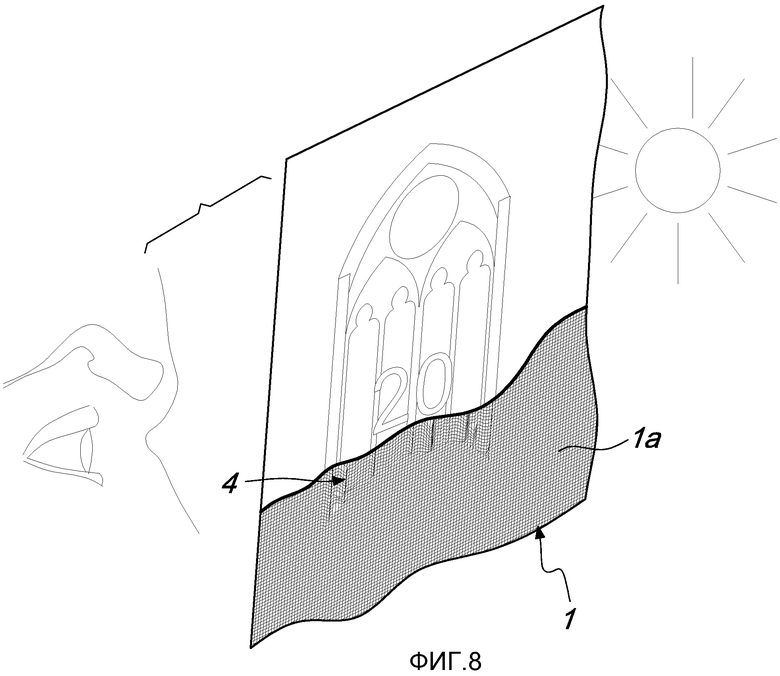
Фиг. 8 - схематический вид участка бумаги, снабженного водяным знаком, который может быть получен посредством проволочной сетки для формирования водяных знаков согласно изобретению;
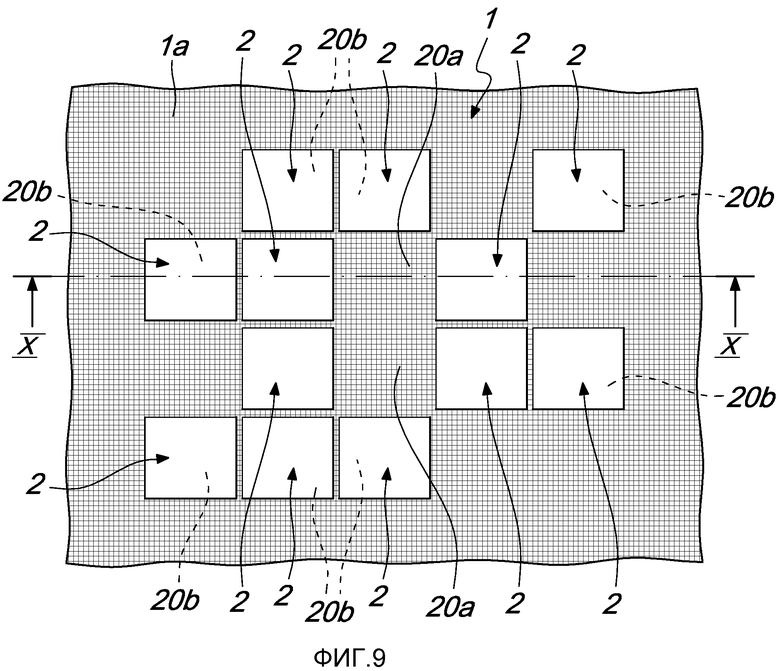
Фиг. 9 - вид сверху другого варианта реализации участка проволочной сетки для формирования водяных знаков;
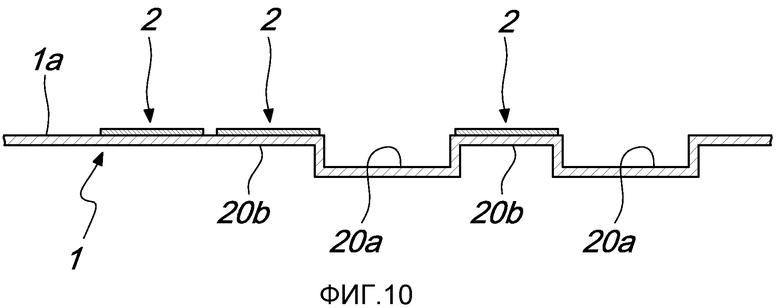
Фиг. 10 - сечение X-X на фиг. 9 проволочной сетки для формирования водяных знаков, в увеличенном масштабе.
СПОСОБЫ ОСУЩЕСТВЛЕНИЯ ИЗОБРЕТЕНИЯ
В последующих примерных вариантах реализации отдельные характеристики, показанные по отношению к конкретным примерам, могут быть в действительности взаимно заменяемыми с другими, отличающимися характеристиками, имеющими место в других примерных вариантах реализации.
Обращаясь к фигурам, настоящее изобретение относится к способу изготовления проволочной сетки для формирования водяных знаков, которая обозначена в целом ссылочной позицией 1, в частности, для изготовления защищенной бумаги, банкнот, бумажных денег, бондов, банковских чеков и т.п.
Способ согласно изобретению включает в последовательности следующие стадии:
- стабильное связывание по меньшей мере одного гальваностереотипного элемента 2 или тому подобного на предварительно заданной зоне 3 первой рабочей стороны 1a проволочной сетки 1 для формирования водяных знаков;
- пластическую деформацию по меньшей мере одного заданного участка 4 проволочной сетки 1 для формирования водяных знаков, который содержит, по меньшей мере частично, гальваностереотипный элемент или элементы 2 или тому подобное.
Рабочая сторона 1a является той стороной проволочной сетки 1 для формирования водяных знаков, которая предназначена во время изготовления бумаги с водяными знаками задавать поверхность, на которую наносят целлюлозную суспензию.
Удобным образом, стадию пластической деформации заданных участка или участков 4 проволочной сетки 1 для формирования водяных знаков выполняют с использованием по меньшей мере одного пуансона 10 и по меньшей мере одной соответствующей матрицы 11, которые можно перемещать, взаимно сближая и отдаляя по команде, вдоль направления 100 перемещения, по существу перпендикулярного плоскости расположения проволочной сетки 1 для формирования водяных знаков.
Преимущественно, стадия связывания гальваностереотипного элемента 2 или тому подобного с первой рабочей стороной 1a проволочной сетки 1 для формирования водяных знаков включает стадию приваривания гальваностереотипного элемента 2 или тому подобного на первой рабочей стороне 1a проволочной сетки 1 для формирования водяных знаков.
Более конкретно, стадию приваривания осуществляют посредством процесса сварки, выбранного из группы, включающей:
- лазерную сварку;
- дуговую сварку плавящимся электродом в среде инертного газа (MIG);
- дуговую сварку неплавящимся электродом в среде инертного газа (TIG);
- контактную сварку сопротивлением.
Согласно предпочтительному варианту реализации стадия пластической деформации заданного участка 4 проволочной сетки 1 для формирования водяных знаков включает стадию взаимного сближения (см. фиг. 3 и фиг. 4) между пуансоном 10, который выполнен с возможностью сопряжения своей модельной поверхностью 10a с подлежащей деформации зоной первой рабочей стороны 1a, и матрицей 11, которая выполнена с возможностью прилегания своей контрастной поверхностью 11a к соответствующей опорной зоне, расположенной на второй стороне 1b проволочной сетки 1 для формирования водяных знаков, лежащей напротив первой рабочей стороны 1a.
Конкретно, модельная поверхность 10a имеет по меньшей мере одно углубление 12, которому придана дополняющая форма по отношению к соответствующему гальваностереотипному элементу 2 или тому подобному, который связан с первой рабочей стороной 1a. Это или каждое углубление 12 расположено в области модельной поверхности 10a, предназначенной быть обращенной к соответствующему гальваностереотипному элементу 2 или тому подобному, нанесенному на первую рабочую сторону 1a проволочной сетки 1 для формирования водяных знаков.
Удобным образом, способ изготовления проволочной сетки для формирования водяных знаков включает, между стадией стабильного связывания гальваностереотипного элемента или элементов 2 или тому подобных с первой рабочей стороной 1a и стадией пластической деформации заданного участка проволочной сетки 1 для формирования водяных знаков, стадию обрезки по меньшей мере одного участка бокового края 2a гальваностереотипного элемента 2 или тому подобного. Эта стадия особенно важна, если стадию приваривания выполняют с использованием соединительного материала, который может, в некоторых случаях, отпасть от некоторых участков бокового края 2a гальваностереотипного элемента 2.
Для изготовления гальваностереотипных элементов 2 или им подобных удобно использовать металлические сплавы, такие как, например, латунь или другие металлы, необязательно предварительно размягченные посредством процесса отжига таким образом, чтобы сделать их более податливыми.
Как показано на фиг. 9 и 10, действие пуансона 10 и соответствующей матрицы 11 может быть удобным образом приспособлено обеспечивать на проволочной сетке для формирования водяных знаков по меньшей мере одну составленную матрицей область 20, содержащую множество заданных зон, приспособленных обеспечивать возможность получения, на формуемой бумаге, «матричного» водяного знака, который может быть декодирован, преимущественно, посредством использования оптических средств обнаружения или посредством «тактильного» считывания, используемого, в частности, невидящими и/или слабо видящими людьми.
Конкретно, составленная матрицей область 20 задает множество первых регулярных вдавленных участков 20a и множество вторых регулярных участков 20b, которые связаны с соответствующими гальваностереотипными элементами 2.
Удобным образом, как первые регулярные вдавленные участки 20a, так и вторые регулярные участки 20b имеют одинаковую форму, например прямоугольную.
На практическом уровне водяной знак, полученный в составленной матрицей области 20 проволочной сетки 1 для формирования водяных знаков, будет иметь регулярные зоны, являющиеся более светлыми (полученными на вторых регулярных участках 20b, которые имеют гальваностереотипные элементы 2), и регулярные зоны, являющиеся более темными, полученные на первых регулярных вдавленных участках 20a, так что получается матричный водяной знак.
Посредством обеспечения вдавливаний различной глубины или использования гальваностереотипных элементов 2, обладающих различными характеристиками или толщинами, можно будет получать матрицы, имеющие целых три или более степени различной непрозрачности проходящему свету.
Согласно другому аспекту настоящее изобретение относится к аппарату для изготовления проволочной сетки 1 для формирования водяных знаков.
Такой аппарат содержит расположенную по периметру опорную рамку 20 для проволочной сетки 1 для формирования водяных знаков, зажим и позиционирующее устройство (не показаны на фигурах), которые можно перемещать с помощью средств относительного перемещения по отношению к проволочной сетке для формирования водяных знаков.
В этом отношении можно предусмотреть, чтобы средства относительного перемещения действовали непосредственно на зажим и позиционирующее устройство (и в этом случае расположенную по периметру опорную рамку 20 фиксируют) или чтобы такие средства относительного перемещения действовали на расположенную по периметру опорную рамку 20, которую, таким образом, перемещают по команде относительно зажима и позиционирующего устройства.
Зажим и позиционирующее устройство выполнены, в частности, с возможностью позиционирования по меньшей мере одного гальваностереотипного элемента 2 или тому подобного на предварительно заданной зоне 3 первой рабочей стороны 1a проволочной сетки 1 для формирования водяных знаков.
Кроме того, аппарат содержит сварочное устройство для приваривания гальваностереотипного элемента или элементов 2 или тому подобных на упомянутой или на соответствующей предварительно заданной зоне 3, и устройство 21 для пластической деформации по меньшей мере одного заданного участка 4 проволочной сетки 1 для формирования водяных знаков, который содержит, по меньшей мере частично, гальваностереотипный элемент или элементы 2 или тому подобные.
Преимущественно, сварочное устройство выбирают из группы, включающей:
- лазерное сварочное устройство;
- сварочное устройство для MIG;
- сварочное устройство для TIG;
- сварочное устройство для контактной сварки сопротивлением.
Устройство 21 для пластической деформации содержит, в частности, по меньшей мере один пуансон 10 и по меньшей мере одну соответствующую матрицу 11, которые можно взаимно перемещать, сближая и отдаляя по команде, вдоль направления 100 перемещения, по существу перпендикулярного плоскости расположения проволочной сетки 1 для формирования водяных знаков.
В частности, пуансон 10 содержит модельную поверхность 10a, выполненную с возможностью сопряжения с подлежащей деформации зоной первой рабочей стороны 1a проволочной сетки 1 для формирования водяных знаков, тогда как матрица 11 содержит контрастную поверхность 11a, выполненную с возможностью сопряжения с соответствующей опорной зоной, расположенной на второй стороне 1b проволочной сетки 1 для формирования водяных знаков, лежащей напротив первой рабочей стороны 1a.
Согласно особенно важному аспекту настоящего изобретения модельная поверхность 10a имеет по меньшей мере одно углубление 12, которому придана дополняющая форма по отношению к упомянутому или каждому гальваностереотипному элементу 2 или тому подобному, связанному с первой рабочей стороной 1a. Углубление или углубления 12 расположены в зоне модельной поверхности 10a, предназначенной быть обращенной к упомянутому или к каждому гальваностереотипному элементу 2 или тому подобному, который(е) нанесен(ы) на первую рабочую сторону 1a проволочной сетки 1 для формирования водяных знаков.
Преимущественно, упомянутое или каждое углубление 12 имеет размеры (поперечный/продольный и, не обязательно, глубину), которые несколько больше (на величину порядка 0,01 мм-0,02 мм), чем соответствующий гальваностереотипный элемент 2 или тому подобный, для компенсации любых небольших ошибок в позиционировании и приваривании гальваностереотипных элементов 2 на первой рабочей стороне 1a.
Аппарат для изготовления проволочной сетки 1 для формирования водяных знаков может предусматривать, кроме того, устройство для обрезки по меньшей мере одного участка бокового края 2a гальваностереотипных элементов 2 или им подобных, особенно в том случае, если сварочное устройство использует соединительный материал, который может, в некоторых случаях, отпасть от некоторых участков бокового края 2a гальваностереотипного элемента 2.
Обращаясь особенно к варианту реализации, показанному на фиг. 9 и 10, пуансону 10 и соответствующей матрице 11 приданы такие формы, чтобы обеспечить, на проволочной сетке для формирования водяных знаков, по меньшей мере одну составленную матрицей область 20, которая содержит множество заданных зон, приспособленных обеспечивать возможность получения, на формуемой бумаге, «матричного» водяного знака, который может быть декодирован, преимущественно, посредством использования оптических средств обнаружения или посредством «тактильного» считывания, используемого, в частности, невидящими и/или слабо видящими людьми.
Конкретно, составленная матрицей область 20 задает множество первых регулярных вдавленных участков 20a и множество вторых регулярных участков 20b, которые связаны с соответствующими гальваностереотипными элементами 2.
Удобным образом, как первые регулярные вдавленные участки 20a, так и вторые регулярные участки 20b имеют одинаковую форму, например прямоугольную.
На практическом уровне водяной знак, полученный в составленной матрицей области 20 проволочной сетки 1 для формирования водяных знаков, будет иметь регулярные зоны, являющиеся более светлыми (полученными на вторых регулярных участках 20b, которые имеют гальваностереотипные элементы 2), и регулярные зоны, являющиеся более темными, полученные на первых регулярных вдавленных участках 20a, так что получается матричный водяной знак.
Посредством обеспечения вдавливаний различной глубины или использования гальваностереотипных элементов 2, обладающих различными характеристиками или толщинами, можно будет получать матрицы, имеющие целых три или более степени различной непрозрачности проходящему свету.
Изобретением предусматривается проволочная сетка для формирования водяных знаков, в частности, для изготовления защищенной бумаги и т.п., имеющая по меньшей мере один гальваностереотипный элемент 2 или тому подобный, который стабильно связан на первой рабочей стороне 1a проволочной сетки 1 для формирования водяных знаков в предварительно заданной зоне 3. Проволочная сетка 1 для формирования водяных знаков имеет, кроме того, заданный участок 4, деформированный по отношению к плоскости расположения проволочной сетки 1 для формирования водяных знаков, предназначенной для обеспечения возможности получения водяного знака.
Деформированный заданный участок содержит, в частности, по меньшей мере частично, гальваностереотипный элемент 2 или тому подобный.
Удобным образом, проволочная сетка 1 для формирования водяных знаков, в частности, для изготовления защищенной бумаги и т.п., изготовлена посредством способа изготовления согласно предыдущему описанию.
Преимущественно, проволочная сетка 1 для формирования водяных знаков имеет, как показано на фиг. 9 и 10, по меньшей мере одну составленную матрицей область 20, содержащую множество заданных зон, приспособленных обеспечивать возможность получения, на формуемой бумаге, «матричного» водяного знака, который может быть декодирован, преимущественно, посредством использования оптических средств обнаружения или посредством «тактильного» считывания, используемого, в частности, невидящими и/или слабо видящими людьми.
Конкретно, составленная матрицей область 20 задает множество первых регулярных вдавленных участков 20a и множество вторых регулярных участков 20b, которые связаны с соответствующими гальваностереотипными элементами 2.
Удобным образом, как первые регулярные вдавленные участки 20a, так и вторые регулярные участки 20b имеют одинаковую форму, например прямоугольную.
На практическом уровне водяной знак, полученный в составленной матрицей области 20 проволочной сетки 1 для формирования водяных знаков, будет иметь регулярные зоны, являющиеся более светлыми (полученными на вторых регулярных участках 20b, которые имеют гальваностереотипные элементы 2), и регулярные зоны, являющиеся более темными, полученные на первых регулярных вдавленных участках 20a, так что получается матричный водяной знак.
Посредством обеспечения вдавливаний различной глубины или использования гальваностереотипных элементов 2, обладающих различными характеристиками или толщинами, можно будет получать матрицы, имеющие целых три или более степени различной непрозрачности проходящему свету.
Наконец, настоящее изобретение относится к защищенному от подделки документу, имеющему «матричный» водяной знак, который может быть декодирован посредством оптических устройств или посредством «тактильного» считывания, используемого, в частности, невидящими и/или слабо видящими людьми.
«Матричный» водяной знак имеет видимые в проходящем свете первые регулярные зоны (например, прямоугольные), являющиеся более светлыми, и по меньшей мере вторые регулярные зоны (например, также прямоугольные), являющиеся более темными, полученные в составленной матрицей области 20, которая задана на проволочной сетке 1 для формирования водяных знаков.
Например, составленная матрицей область 20 может быть составлена первыми регулярными вдавленными участками 20a и вторыми регулярными участками 20b, имеющими такую же форму, например прямоугольную, причем последние связаны с соответствующими гальваностереотипными элементами 2.
Из предыдущего описания и пояснения можно видеть, что изобретением достигнуты поставленная цель и решены поставленные задачи.
В частности, описанные способ и аппарат позволяют получать проволочную сетку 1 для формирования водяных знаков, в которой гальваностереотипный элемент 2 связан с проволочной сеткой 1 для формирования водяных знаков в ее деформированной зоне, выполненной с возможностью формирования водяного знака, например многотонового.
Было установлено, что благодаря обеспечению углублений 12, которым придана дополняющая форма по отношению к соответствующим гальваностереотипным элементам 2, в то же самое время может быть получена правильная деформация проволочной сетки 1 для формирования водяных знаков в дополнение к приваренному к ней гальваностереотипному элементу 2 без нарушения сварки гальваностереотипного элемента 2 к проволочной сетке 1 для формирования водяных знаков.
Наконец, проволочная сетка 1 для формирования водяных знаков согласно изобретению позволяет получать бумагу с водяными знаками, при этом эффект, созданный гальваностереотипным элементом 2 или тому подобным, обладает изменчивостью в его «светимости» (при рассматривании в проходящем свете) благодаря его наложению поверх «классического» водяного знака.
Кроме того, благодаря описанным выше способу и аппарату также возможно получение проволочных сеток 1 для формирования водяных знаков, которые позволяют получать «матричные» водяные знаки, которые могут быть декодированы посредством оптических средств или приборов обнаружения или посредством «тактильного» считывания, используемого, в частности, невидящими и/или слабо видящими людьми.
Представленное таким образом изобретение восприимчиво к ряду модификаций и вариаций, которые все подпадают под объем прилагаемой формулы изобретения.
Кроме того, все детали могут быть заменены другими, технически эквивалентными элементами.
На практике используемые материалы, а также размеры и возможные формы, могут быть любыми согласно требованиям.
Раскрытия изобретений в заявках на итальянские патенты № VR2010A000098 и № VR2010A000189, по которым данная заявка испрашивает приоритет, включены в данную заявку посредством ссылки.
Там, где за техническими признаками, указанными в любом пункте формулы изобретения, следуют ссылочные обозначения, эти ссылочные обозначения были включены с единственной целью повышения понятности формулы изобретения и, соответственно, такие ссылочные обозначения не оказывают какого-либо ограничивающего влияния на интерпретацию каждого элемента, идентифицированного в качестве примера такими ссылочными обозначениями.
Изобретение относится к способу изготовления проволочной сетки для формирования водяных знаков, в частности для изготовления защищенной бумаги, включающему в последовательности следующие стадии. Стабильное связывание по меньшей мере одного гальваностереотипного элемента на предварительно заданной зоне первой рабочей стороны проволочной сетки для формирования водяных знаков. Пластическую деформацию по меньшей мере одного заданного участка упомянутой проволочной сетки для формирования водяных знаков, который содержит, по меньшей мере частично, упомянутый по меньшей мере один гальваностереотипный элемент, происходящую по отношению к плоскости упомянутой проволочной сетки. Стадия пластической деформации заданного участка проволочной сетки для формирования водяных знаков включает стадию взаимного сближения между пуансоном, выполненным с возможностью сопряжения своей модельной поверхностью с подлежащей деформации зоной первой рабочей стороны, и по меньшей мере одной соответствующей матрицей, выполненной с возможностью прилегания своей контрастной поверхностью к соответствующей упорной зоне, расположенной на второй стороне упомянутой проволочной сетки для формирования водяных знаков, лежащей напротив упомянутой первой рабочей стороны. Причем упомянутая модельная поверхность имеет по меньшей мере одно углубление, которому придана дополняющая форма по отношению к упомянутому по меньшей мере одному гальваностереотипному элементу, связанному с упомянутой первой рабочей стороной. Упомянутое по меньшей мере одно углубление расположено в зоне упомянутой модельной поверхности, предназначенной быть обращенной к упомянутому по меньшей мере одному гальваностереотипному элементу, нанесенному на упомянутую первую рабочую сторону упомянутой проволочной сетки для формирования водяных знаков. 4 н. и 12 з.п. ф-лы, 10 ил.
1. Способ изготовления проволочной сетки (1) для формирования водяных знаков, в частности для изготовления защищенной бумаги, включающий в последовательности следующие стадии:
- стабильное связывание по меньшей мере одного гальваностереотипного элемента (2) на предварительно заданной зоне (3) первой рабочей стороны (1а) проволочной сетки (1) для формирования водяных знаков;
- пластическую деформацию по меньшей мере одного заданного участка (4) упомянутой проволочной сетки (1) для формирования водяных знаков, который содержит, по меньшей мере частично, упомянутый по меньшей мере один гальваностереотипный элемент (2), происходящую по отношению к плоскости упомянутой проволочной сетки,
отличающийся тем, что упомянутая стадия пластической деформации упомянутого по меньшей мере одного заданного участка (4) упомянутой проволочной сетки (1) для формирования водяных знаков включает стадию взаимного сближения между пуансоном (10), выполненным с возможностью сопряжения своей модельной поверхностью (10а) с подлежащей деформации зоной упомянутой первой рабочей стороны (1а), и по меньшей мере одной соответствующей матрицей (11), выполненной с возможностью прилегания своей контрастной поверхностью к соответствующей упорной зоне, расположенной на второй стороне (1b) упомянутой проволочной сетки (1) для формирования водяных знаков, лежащей напротив упомянутой первой рабочей стороны (1а), причем упомянутая модельная поверхность (10а) имеет по меньшей мере одно углубление (12), которому придана дополняющая форма по отношению к упомянутому по меньшей мере одному гальваностереотипному элементу (2), связанному с упомянутой первой рабочей стороной (1а), упомянутое по меньшей мере одно углубление (12) расположено в зоне упомянутой модельной поверхности (10а), предназначенной быть обращенной к упомянутому по меньшей мере одному гальваностереотипному элементу (2), нанесенному на упомянутую первую рабочую сторону (1а) упомянутой проволочной сетки (1) для формирования водяных знаков.
2. Способ по п.1, отличающийся тем, что упомянутую стадию пластической деформации упомянутого по меньшей мере одного заданного участка (4) упомянутой проволочной сетки (1) для формирования водяных знаков выполняют с использованием по меньшей мере одного пуансона (10) и по меньшей мере одной соответствующей матрицы (11), которые можно перемещать, взаимно сближая и отдаляя по команде, вдоль направления (100) перемещения, по существу перпендикулярного плоскости расположения упомянутой проволочной сетки (1) для формирования водяных знаков.
3. Способ по п.1, отличающийся тем, что упомянутая стадия связывания упомянутого по меньшей мере одного гальваностереотипного элемента (2) с упомянутой первой рабочей стороной (1а) включает стадию приваривания упомянутого по меньшей мере одного гальваностереотипного элемента (2) на упомянутой первой рабочей стороне (1а) упомянутой проволочной сетки (1) для формирования водяных знаков.
4. Способ по п.3, отличающийся тем, что упомянутой стадии приваривания добиваются посредством процесса сварки, выбираемого из группы, включающей:
- лазерную сварку;
- дуговую сварку плавящимся электродом в среде инертного газа (MIG);
- дуговую сварку неплавящимся электродом в среде инертного газа (TIG);
- контактную сварку.
5. Способ по п.1, отличающийся тем, что он включает, между упомянутой стадией стабильного связывания упомянутого по меньшей мере одного гальваностереотипного элемента (2) с упомянутой первой рабочей стороной (1а) и упомянутой стадией пластической деформации упомянутого по меньшей мере одного заданного участка (4) упомянутой проволочной сетки (1) для формирования водяных знаков, стадию обрезки по меньшей мере одного участка бокового края (2а) упомянутого по меньшей мере одного гальваностереотипного элемента (2).
6. Способ по п.1, отличающийся тем, что он включает стадию обеспечения, посредством действия упомянутого пуансона (10) и соответствующей матрицы (11), по меньшей мере одной составленной матрицей области (20), содержащей множество заданных зон, приспособленных обеспечивать возможность получения, на формуемой бумаге, «матричного» водяного знака, который может быть декодирован с использованием оптических средств обнаружения и/или посредством «тактильного» считывания.
7. Способ по п.6, отличающийся тем, что упомянутая по меньшей мере одна составленная матрицей область (20) задает множество первых регулярных вдавленных участков (20а) и множество вторых регулярных участков (20b), которые связаны с соответствующими гальваностереотипными элементами (2).
8. Аппарат для изготовления проволочной сетки (1) для формирования водяных знаков, содержащий расположенную по периметру опорную рамку (20) для проволочной сетки (1) для формирования водяных знаков, зажим и позиционирующее устройство, которые можно перемещать с помощью средств относительного перемещения по отношению к упомянутой проволочной сетке (1) для формирования водяных знаков, причем упомянутые зажим и позиционирующее устройство выполнены с возможностью расположения по меньшей мере одного гальваностереотипного элемента (2) на предварительно заданной зоне (3) первой рабочей стороны (1а) проволочной сетки (1) для формирования водяных знаков, предусмотрено сварочное устройство для приваривания упомянутого по меньшей мере одного гальваностереотипного элемента (2) на упомянутой предварительно заданной зоне (3), упомянутый аппарат содержит устройство (21) для пластической деформации по меньшей мере одного заданного участка (4) упомянутой проволочной сетки (1) для формирования водяных знаков, который содержит, по меньшей мере частично, упомянутый по меньшей мере один гальваностереотипный элемент (2), причем упомянутая деформация происходит по отношению к плоскости упомянутой проволочной сетки, а упомянутое устройство (21) для пластической деформации содержит по меньшей мере один пуансон (10) и по меньшей мере одну соответствующую матрицу (11), которые можно перемещать, взаимно сближая и отдаляя по команде, вдоль направления (100) перемещения, по существу перпендикулярного плоскости расположения упомянутой проволочной сетки (1) для формирования водяных знаков, отличающийся тем, что упомянутый пуансон (10) содержит модельную поверхность (10а), выполненную с возможностью сопряжения с подлежащей деформации зоной первой рабочей стороны (1а) упомянутой проволочной сетки (1) для формирования водяных знаков, а упомянутая соответствующая матрица (11) содержит контрастную поверхность (11а), выполненную с возможностью сопряжения с соответствующей упорной зоной, расположенной на второй стороне (1b) упомянутой проволочной сетки (1) для формирования водяных знаков, лежащей напротив упомянутой первой рабочей стороны (1а), причем упомянутая модельная поверхность (10а) имеет по меньшей мере одно углубление (12), которому придана дополняющая форма по отношению к упомянутому по меньшей мере одному гальваностереотипному элементу (2), связанному с упомянутой первой рабочей стороной (1а), упомянутое по меньшей мере одно углубление (12) расположено в зоне упомянутой модельной поверхности (10а), предназначенной быть обращенной к упомянутому по меньшей мере одному гальваностереотипному элементу (2), нанесенному на упомянутую первую рабочую сторону (1а) упомянутой проволочной сетки (1) для формирования водяных знаков.
9. Аппарат по п.8, отличающийся тем, что упомянутое сварочное устройство выбрано из группы, включающей:
- лазерное сварочное устройство;
- сварочное устройство для MIG;
- сварочное устройство для TIG;
- сварочное устройство для контактной сварки.
10. Аппарат по п.8, отличающийся тем, что он содержит устройство для обрезки по меньшей мере одного участка бокового края (2а) упомянутого по меньшей мере одного гальваностереотипного элемента (2).
11. Аппарат по п.8, отличающийся тем, что упомянутому пуансону (10) и соответствующей матрице (11) приданы такие формы, чтобы обеспечивать на упомянутой проволочной сетке (1) для формирования водяных знаков по меньшей мере одну составленную матрицей область (20), которая содержит множество заданных зон, приспособленных обеспечивать возможность получения, на формуемой бумаге, «матричного» водяного знака, который может быть декодирован с использованием оптических средств обнаружения и/или посредством «тактильного» считывания.
12. Аппарат по п.11, отличающийся тем, что упомянутая по меньшей мере одна составленная матрицей область (20) задает множество первых регулярных вдавленных участков (20а) и множество вторых регулярных участков (20b), которые связаны с соответствующими гальваностереотипными элементами (2).
13. Проволочная сетка (1) для формирования водяных знаков, в частности, для изготовления защищенной бумаги, отличающаяся тем, что она изготовлена посредством способа по любому из пп.1-7 или аппарата по любому из пп.8-12 и содержит по меньшей мере один гальваностереотипный элемент (2), который стабильно связан на первой рабочей стороне (1а) в предварительно заданной зоне (3), причем упомянутая проволочная сетка (1) для формирования водяных знаков имеет заданный участок, который деформирован по отношению к плоскости расположения упомянутой проволочной сетки (1) для формирования водяных знаков, причем упомянутый деформированный заданный участок содержит, по меньшей мере частично, упомянутый по меньшей мере один гальваностереотипный элемент (2).
14. Проволочная сетка (1) для формирования водяных знаков по п.13, отличающаяся тем, что она содержит по меньшей мере одну составленную матрицей область (20), содержащую множество заданных зон, приспособленных обеспечивать возможность получения, на формуемой бумаге, «матричного» водяного знака, который может быть декодирован с использованием оптических средств обнаружения и/или посредством «тактильного» считывания.
15. Проволочная сетка (1) для формирования водяных знаков по п.14, отличающаяся тем, что упомянутая составленная матрицей область (20) задает множество первых регулярных вдавленных участков (20а) и множество вторых регулярных участков (20b), которые связаны с соответствующими гальваностереотипными элементами (2).
16. Защищенный от подделки документ, отличающийся тем, что он содержит по меньшей мере один «матричный» водяной знак, который может быть декодирован посредством оптических устройств и/или посредством «тактильного» считывания, причем упомянутый по меньшей мере один «матричный» водяной знак имеет видимые в проходящем свете множество первых регулярных зон, являющихся более светлыми, и множество по меньшей мере вторых регулярных зон, являющихся более темными и полученных в составленной матрицей области (20), которая задана на соответствующей проволочной сетке (1) для формирования водяных знаков, изготовленной посредством способа по любому из пп.1-7 или аппарата по любому из пп.8-12.
| DE 102006058513 A1, 19.06.2008 | |||
| DE 102005042344 A1, 08.03.2007 | |||
| СЕТКА БУМАГОДЕЛАТЕЛЬНОЙ МАШИНЫ ДЛЯ ИЗГОТОВЛЕНИЯ БУМАГИ С ВОДЯНЫМИ ЗНАКАМИ И СПОСОБ ИЗГОТОВЛЕНИЯ ЭТОЙ СЕТКИ | 2002 |
|
RU2300596C2 |

