Настоящее изобретение относится к элементу для формирования водяного знака для формирования водяных знаков на бумаге, покрытию формующего цилиндра, которое содержит такой элемент для формирования водяного знака, способу получения такого покрытия формующего цилиндра, способу получения бумаги с использованием такого покрытия формующего цилиндра и бумаге, полученной тем самым.
Использование водяных знаков является довольно обыкновенным во многих защищенных документах. Многотональные водяные знаки высокой степени защиты типично создают с использованием формующего цилиндра, и они обычно известны как водяные знаки формующего цилиндра. Водяные знаки формующего цилиндра формируют посредством изменения плотности бумажных волокон с тем, чтобы в некоторых участках волокна были плотнее, а в других менее плотными, чем таковые в основном слое бумаги, который окружает и разделяет более плотные и менее плотные участки. Если смотреть в проходящем свете, менее плотные участки светлее, а более плотные участки темнее, чем основная бумага, а контраст можно видеть очень четко. Водяные знаки различных типов имеют различные преимущества. Водяной знак формующего цилиндра, обычно формируемый на тисненом покрытии формующего цилиндра, часто представляет собой наглядное изображение, такое как портрет, и может быть очень детализированным и сложным, что значительно снижает риск фальсификации.
При изготовлении бумаги на формующем цилиндре бумагу формируют на частично погруженном формующем цилиндре, покрытом сеточной тканью, который вращается в чане, содержащем взвесь, содержащую разбавленную суспензию бумажных волокон. По мере вращения формующего цилиндра, вода проходит через сетчатую ткань, осаждая волокна на поверхность цилиндра. Когда сеточная ткань покрытия формующего цилиндра имеет тиснение, волокна оседают с меньшей или большей толщиной на выступающие и вдавленные элементы, соответственно, тиснения, чтобы формировать трехмерный водяной знак в готовой бумаге.
Вариация толщины бумаги в финальном водяном знаке является результатом движения волокон с выступающих участков тисненой сетки ко вдавленным участкам тисненой сетки по мере прохождения воды через сетчатую ткань. Движение волокон и, следовательно, тональные вариации в водяном знаке, зависят от скорости дренирования и это зависит от профиля тиснения. Это делает возможным превосходное управление градациями паттерна водяного знака, создавая тонкий тональный диапазон, который уникален для формирования тисненых водяных знаков формующего цилиндра.
Традиционные тисненые водяные знаки формующего цилиндра изготавливают в рамках ограничений, налагаемых физическими свойствами сеточной ткани. Тиснение сеточной ткани покрытия формующего цилиндра снижает ее прочность и увеличивает риск повреждения покрытия формы и бумаги во время процесса изготовления бумаги. В частности, это имеет место, если имеет место резкий переход от глубокой области тиснения к значительно выступающей области. Кроме того, в сложном наглядном водяном знаке сложно помещать очень светлый тон рядом с очень темным тоном из-за напряжений, которые это будет накладывать на само покрытие формы во время тиснения. Чтобы избегать этих проблем, предел «вертикальности» боковой стенки в тиснении составляет приблизительно 70%. Однако, чем более вертикальной является боковая стенка, тем резче изображение, поскольку имеет место больший контраст между светлой и темной областью. Один путь в обход этих проблем состоит в использовании перереза на штампе для тиснения, который предоставляет пространство для деформации сеточной ткани. Однако часто очень сложно корректировать изображение водяного знака, чтобы обеспечить такие перерезы.
Разрешение изображения водяного знака также ограничено грубой структурой сетки сеточной ткани. Кроме того, сеточная ткань оставляет отметку на бумаге как следствие того, что она представляет собой тканую структуру. Также это может уменьшать разрешение и прозрачность изображения водяного знака.
Некоторые из этих ограничений можно ослаблять посредством использования более тонкой проволоки, но это ведет к снижению долговечности покрытия формы, поскольку износ более тонкой проволоки происходит более быстро.
Также очень сложно получать светлые участки водяного знака, занимающие значительную площадь поверхности, используя способ с тисненым формующим цилиндром.
Альтернативным процессом для генерации однородных участков светлого тона (и обеспечения увеличенной защищенности водяного знака) является процесс электротипии. В процессе электротипии тонкий кусок металла, в целом, в форме изображения или буквы, накладывают на проволочную ткань покрытия формующего цилиндра, обычно посредством сшивания или сварки. Электротип создает значительное снижение дренирования и осаждения волокон и, тем самым, образует светлый водяной знак на бумаге. Электротипный водяной знак, получаемый таким образом, может быть светлее, чем самые светлые области тисненого водяного знака формующего цилиндра. Процесс электротипии хорошо известен при изготовлении бумаги и описан, например, в US-B-1901049 и US-B-2009185.
Следовательно, электротипный водяной знак представляет собой область бумаги, которая имеет просто однородное уменьшение толщины бумаги. Область типично достаточно мала и изменение толщины бумаги (плотности волокон) достаточно различимо для того, чтобы создавать очень светлые области. Процесс электротипии ограничен тем, что если электротип слишком велик, это может создавать отверстие в бумаге. Чтобы избегать таких проблем, типичная ширина электротипа составляет между 0,2 и 1,2 мм и толщина составляет между 500 и 700 мкм.
Водяные знаки обоих указанных выше типов обладают эффектом защищенности (против фальсификации) и обеспечивали основу защищенности бумаг в течение сотен лет. Однако и то и другое может быть скомпрометировано, и, как и в случае всех устройств безопасности, существует необходимость их усовершенствования. Один подход состоит в предоставлении еще более сложных и технически трудных решений.
Такие сложные решения могут требовать объединения как тисненого формующего цилиндра, так и электротипных водяных знаков, или областей водяных знаков, в одном и том же решении. Например, электротипы используют для получения очень светлых выделений внутри тисненого водяного знака формующего цилиндра. Одним таким примером является водяной знак в форме головы животного, где яркие глаза льва представляют собой электротипные водяные знаки. При пропускании глаза будут выглядеть значительно ярче, чем части водяного знака, получаемого посредством тиснения, и, следовательно, будут обеспечивать определенный уровень контраста, обычно не достигаемый посредством только тисненого водяного знака.
Одна проблема со встраиванием электротипного водяного знака в тисненый водяной знак формующего цилиндра кроется в сложности прикрепления электротипа к колеблющемуся тисненому участку сеточной ткани формующего цилиндра. Конкретная область, к которой прикрепляют электротип, должна быть плоской, что, конечно, является проблематичным внутри колеблющейся структуры. Однако процесс размещения электротипа внутри тисненого участка сеточной ткани является очень сложным. Обычно упрочненная платформа или другая форма опоры необходима, пока электротип приваривают к сеточной ткани, чтобы предотвращать деформацию сеточной ткани и, следовательно, тиснения. Любая деформация может вести к компрометации решения водяного знака. Однако часто сложно обеспечивать подходящую опору из-за природы тиснения.
Добавление электротипа на тисненое покрытие формующего цилиндра также является процессом, который требует времени. Это увеличивает время получения покрытия формующего цилиндра для производства, а также его стоимость. Процесс получения покрытия формующего цилиндра для тисненых водяных знаков формующего цилиндра уже является длинным. После создания оригинала, его нужно превратить в программу, которая управляет фрезерной машиной для получения штампов для тиснения. Затем штампы для тиснения используют для того, чтобы тиснить проволочную сетку.
В качестве альтернативы использованию электротипов для получения выделений в водяном знаке формующего цилиндра, можно закрывать отверстия сетки в определенных областях для того, чтобы предотвращать дренирование. Однако это не создает резкости контраста, которая возможна при использовании электротипов.
Машину с формующим цилиндром в целом используют для производства одного или нескольких бумажных полотен. Впоследствии полотно разрезают на временные листы бумаги и затем обычно дополнительно разрезают на меньшие листы для создания документов. Длину покрытия формующего цилиндра, на котором формируют бумагу, определяют с помощью числа полотен, которые нужно получить, где ширина каждого полотна соответствует ширине одного временного листа. Типично длина будет такой, чтобы получать три полотна. Периметр покрытия формующего цилиндра эквивалентен длине определенного числа временных листов. В качестве неограничивающего примера, может быть три полотна и шесть временных листов, так что площадь поверхности покрытия формующего цилиндра будет соответствовать площади поверхности 18 (3×6) временных листов. Поскольку каждый временный лист впоследствии режут на множество меньших защищенных документов, число водяных знаков, создаваемых на каждом временном листе, должно быть таким, чтобы получать нужные водяные знаки на каждом из готовых документов. Следовательно, типичное покрытие формы может иметь тиснения/электротипы для приблизительно 700 документов.
Однако может быть удобно, чтобы каждое из полотен имело отличающиеся водяные знаки. Это делает возможным получение за один производственный цикл, например, всех страниц для паспорта, который имеет различные водяные знаки на каждой странице. Требование к различным водяным знакам на различных полотнах прибавляет осложнений в производстве покрытия формующего цилиндра, поскольку сложно размещать их с помощью робота. Это также значительно увеличивает стоимость, поскольку создают индивидуальные штампы или электротипы для каждого варианта.
Для того чтобы максимизировать разность между светлыми и темными областями водяного знака, формируемого посредством профилированной поверхности тиснений, желательно управлять дренированием как в выступающих, так и во вдавленных областях тиснения. Этого в настоящее время достигают в выступающих областях посредством снижения скорости дренирования (т. е. скорости, с которой вода проходит через проволочную ткань во время процесса формирования), типично посредством размещения непроницаемого элемента, такого как металлическая пластина или пластмассовый элемент, под самым внутренним слоем сеточной ткани. Тканая структура сеточной ткани все еще позволяет дренировать воду латерально сквозь нее, хотя и со сниженной скоростью. Однако радиальное дренирование блокируют посредством непроницаемого элемента.
Во вдавленных областях контроля достигают посредством увеличения общей скорости дренирования, например, посредством приложения вакуума к формующему цилиндру или начиная процесс дренирования ниже уровня засыпки, например, с использованием шторки формы. Другой способ состоит в увеличении глубины тиснения формирующей поверхности. Однако это делает покрытие формы более восприимчивым к повреждению и может вести к трудностям при высвобождении частично сформированной бумаги на войлок («formex»), который транспортирует бумагу от влажного конца бумагоделательной машины к прессовой части.
Ни одно из этих решений не является очень эффективным. Ограничение дренирования на подлежащей проволоке зависит от латерального дренирования, которое является результатом трехмерной структуры сеточной ткани. Применение как вакуума, так и шторки формы влияет на выступающие и вдавленные области одновременно, что делает их грубыми инструментами для избирательного управления дренированием.
В US-A-2010/0175843 и US-A-2013/0092337 предложен альтернативный способ получения многотональных водяных знаков. В этом способе вместо тиснения покрытия формующего цилиндра к покрытию формующего цилиндра прикрепляют перфорированную «вставку» для водяных знаков, которая обеспечивает многоуровневый рельеф. Вставку можно получать литьем под давлением, чтобы обеспечивать перфорирование профилированной поверхности. Альтернативно вставку получают глубоким вытягиванием или горячей штамповкой.
В US-A-2013/0255896 также предложен альтернативный способ получения многотональных водяных знаков. В этом способе «часть» прикрепляют к покрытию формующего цилиндра, эта часть имеет профилированную поверхность и коническое перфорирование, идущее от профилированной поверхности к противолежащей поверхности дренирования. Часть получают способом лазерного спекания, например, SLM или SLS.
Однако всегда сохраняется потребность в усовершенствовании процесса создания водяных знаков. Одна цель состоит в усовершенствовании качества водяных знаков и, в частности, в усовершенствовании способности для того, чтобы создавать эффекты, получаемые в настоящее время посредством тисненого формующего цилиндра и электротипных водяных знаков, чтобы можно было создавать сложные многотональные решения или изображения с резко контрастирующими темными и очень светлыми областями рядом друг с другом.
Другая цель состоит в том, чтобы предоставить процесс получения покрытий формующего цилиндра, который позволяет индивидуально модифицировать каждый водяной знак или некоторые водяные знаки.
Еще одна другая цель состоит в усовершенствовании процесса получения покрытий формующего цилиндра посредством снижения времени, занимаемого от получения художественного оформления до завершения покрытия формы.
Дополнительная цель состоит в том, чтобы снижать стоимость получения покрытий формующего цилиндра посредством упрощения производственного процесса, при этом сохраняя способность получать многотональные решения или изображения с резко контрастирующими темными и очень светлыми областями рядом друг с другом с получаемого покрытия формующего цилиндра.
Еще одна дополнительная цель состоит в том, чтобы снижать стоимость получения покрытия формующего цилиндра посредством использования процесса, который позволяет использовать более дешевые материалы и снижать отходы материала.
Следовательно, изобретение предусматривает элемент для формирования водяного знака для формирования по меньшей мере одного водяного знака на бумаге, указанный элемент для формирования водяного знака имеет интегрированное тело, которое содержит формирующую водяной знак поверхность, которая имеет один или более формирующих водяной знак участков, и поверхность дренирования, указанный элемент для формирования водяного знака имеет множество каналов для дренирования, которые идут от отверстий передней поверхности в формирующей водяной знак поверхности к поверхности дренирования, где по меньшей мере некоторым из отверстий передней поверхности придают геометрическую форму для того, чтобы определять по меньшей мере одно из буквенно-цифрового знака, символа или наглядного изображения, и которые дополнительно содержат фильтрующий слой, расположенный между формирующей водяной знак поверхностью и поверхностью дренирования, имеющий отверстия фильтрующего слоя, которые имеют максимальную ширину, которая меньше, чем наименьшая ширина отверстий передней поверхности, которые определяют по меньшей мере одно из буквенно-цифрового знака, символа или наглядного изображения.
Предпочтительно геометрическая форма элемента для формирования водяного знака представляет собой буквенно-цифровой знак, символ или наглядное изображение.
Изобретение также относится к элементу для формирования водяного знака для формирования по меньшей мере одного водяного знака на бумаге, указанный элемент для формирования водяного знака имеет интегрированное тело, которое содержит формирующую водяной знак поверхность, которая имеет один или более формирующих водяной знак участков, и поверхность дренирования, при этом указанный элемент для формирования водяного знака имеет множество каналов для дренирования, которые идут от отверстий передней поверхности в формирующей водяной знак поверхности к поверхности дренирования, где отверстиям передней поверхности придают геометрическую форму для того, чтобы определять по меньшей мере две различные геометрические формы.
Изобретение также относится к элементу для формирования водяного знака для формирования по меньшей мере одного водяного знака на бумаге, причем указанный элемент для формирования водяного знака имеет интегрированное тело, которое содержит формирующую водяной знак поверхность, которая имеет один или более формирующих водяной знак участков, и поверхность дренирования, указанный элемент для формирования водяного знака имеет множество каналов для дренирования, которые идут от отверстий передней поверхности в формирующей водяной знак поверхности к поверхности дренирования, где геометрическая форма элемента для формирования водяного знака представляет собой буквенно-цифровой знак, символ или наглядное изображение.
Предпочтительно по меньшей мере некоторым из отверстий передней поверхности придают геометрическую форму для того, чтобы определять по меньшей мере одно из буквенно-цифрового знака, символа или наглядного изображения.
Геометрическая форма, определяемая посредством по меньшей мере некоторых из отверстий передней поверхности, предпочтительно является такой же, как геометрическая форма элемента для формирования водяного знака, или связанной в контексте с ней.
Предпочтительно по меньшей мере один буквенно-цифровой знак, символ или наглядное изображение, определяемые посредством по меньшей мере некоторых из отверстий передней поверхности, является негативным или является позитивным.
В предпочтительном варианте осуществления по меньшей мере один буквенно-цифровой знак, символ или наглядное изображение, определяемое посредством по меньшей мере некоторых из отверстий передней поверхности, является позитивным и по меньшей мере один буквенно-цифровой знак, символ или наглядное изображение, определяемое посредством по меньшей мере некоторых из отверстий передней поверхности, является негативным.
Предпочтительно указанный элемент для формирования водяного знака формируют из множества слоев, в каждом слое предусмотрены отверстия для дренирования, отверстия для дренирования в каждом слое по меньшей мере частично перекрывают отверстия для дренирования в каких-либо смежных слоях для того, чтобы формировать указанные каналы для дренирования.
Предпочтительно каждый слой формируют из множества подслоев.
Слои и/или подслои предпочтительно сплавляют вместе для того, чтобы формировать интегрированное тело.
Предпочтительно элемент для формирования водяного знака формируют посредством трехмерной печати.
Элемент для формирования водяного знака можно формировать из полимерного материала или множества различных полимерных материалов или из металлического материала или множества различных металлических материалов.
Предпочтительно минимальная площадь поперечного сечения отверстий передней поверхности и какого-либо сечения каналов для дренирования составляет 0,01 мм2.
Геометрическая форма отверстий для дренирования в различных слоях может быть различной.
Предпочтительно какой-либо один слой может иметь отверстия для дренирования, площадь сечения и/или геометрическую форму, которые не везде одинаковы.
Общая площадь сечения отверстий передней поверхности предпочтительно находится в диапазоне от 1% до 40% от общей площади поверхности элемента для формирования водяного знака, предпочтительно от 15% до 30% и более предпочтительно от 15% до 25%.
Слои могут быть плоскими или неплоскими.
Предпочтительно поверхность для формирования водяного знака очерчивают в одном или более формирующих водяной знак участках для того, чтобы обеспечивать тональные вариации в бумаге, формируемой на нем.
В предпочтительном варианте осуществления геометрическая форма, размер, расстояния и/или распределение отверстий поверхности дренирования варьируют в пределах одного или более формирующих водяной знак участков, чтобы обеспечивать тональные вариации в бумаге, формируемой на них.
Предпочтительно минимальная ширина отверстий передней поверхности, которую используют для того, чтобы формировать по меньшей мере один буквенно-цифровой знак, наглядное изображение или символ, находится в диапазоне от 0,1 до 5,0 мм, более предпочтительно в диапазоне от 0,3 до 3,0 мм и наиболее предпочтительно в диапазоне от 0,3 до 1,0 мм.
Ширина отверстий 37 фильтрующего слоя предпочтительно находится в диапазоне от 0,1 до 1 мм и более предпочтительно в диапазоне от 0,4 до 1,0 мм.
Максимальное расстояние от поверхности для формирования водяного знака до фильтрующего слоя может находиться в диапазоне от 0,1 до 3,0 мм и предпочтительно в диапазоне от 0,3 до 2,00 мм.
Толщина фильтрующего слоя может находиться в диапазоне от 0,1 до 1,0 мм и предпочтительно в диапазоне от 0,3 до 0,6 мм.
Толщина слоя, который предоставляет поверхность дренирования, предпочтительно находится в диапазоне от 0,6 до 6,0 мм и предпочтительно в диапазоне от 1 до 3,0 мм.
Изобретение дополнительно предусматривает покрытие формующего цилиндра для изготовления бумаги, которая имеет по меньшей мере один водяной знак, которое содержит по меньшей мере один дырчатый слой и по меньшей мере один элемент для формирования водяного знака, прикрепленный к нему.
Предпочтительно элемент для формирования водяного знака располагают в вырезе, сформированном по меньшей мере в одном дырчатом слое, или в высеченной части, сформированной по меньшей мере в одном дырчатом слое.
Альтернативно элемент для формирования водяного знака располагают в вырезе, сформированном по меньшей мере в одном дырчатом слое, и высеченной части, сформированной в другом дырчатом слое.
Изобретение дополнительно предусматривает способ получения покрытия формующего цилиндра, в котором один или более элементов для формирования водяного знака формируют посредством процесса трехмерной печати.
Один или более элементов для формирования водяного знака можно формировать и впоследствии прикреплять по меньшей мере к одному дырчатому слою.
Альтернативно один или более элементов для формирования водяного знака можно формировать непосредственно по меньшей мере на одном дырчатом слое.
Изобретение дополнительно предусматривает способ получения бумаги с водяным знаком, который включает стадию осаждения волокон на покрытии формующего цилиндра.
Изобретение дополнительно предусматривает бумагу, сформированную посредством этого способа.
Изобретение дополнительно предусматривает защищенный документ, выполненный из этой бумаги, включая банкноту, паспорт, сертификат, билет или тому подобное.
Элементы для формирования водяного знака и их элементы, покрытия формующего цилиндра и способы получения покрытий формующего цилиндра, элементы для формирования водяного знака и бумага далее описаны, только в качестве примера, со ссылкой на сопроводительные чертежи, на которых:
на фиг. 1 представлено поперечное сечение сеточной ткани, используемой для того, чтобы формировать покрытие формующего цилиндра;
на фиг. 2a и 2b представлены виды сверху различных элементов для формирования водяного знака;
на фиг. 3a представлен вид сбоку в сечении элемента для формирования водяного знака с фиг. 2a по линии III-III;
на фиг. с 3b до 3d представлены виды сбоку в сечении элемента для формирования водяного знака с фиг. 2b;
на фиг. 4 представлен вид сверху отверстия передней поверхности в поверхности для формирования водяного знака элемента для формирования водяного знака с фиг. 2;
на фиг. 5a и 5b представлены вертикальные виды в сечении через смежную пару из двух различных определяющих отверстие элементов, которые определяют отверстие передней поверхности с фиг. 4 по линии V-V;
на фиг. с 6a до 6e проиллюстрирована конструкция альтернативного элемента для формирования водяного знака;
на фиг. с 7a до 7d проиллюстрирована конструкция дополнительного альтернативного элемента для формирования водяного знака;
на фиг. с 8 до 17 представлены виды сбоку в сечении для других дополнительных альтернативных элементов для формирования водяного знака, прикрепленных к сеточной ткани покрытия формующего цилиндра;
на фиг. 18 представлен вид сверху одного элемента для формирования водяного знака;
на фиг. 19 представлена секция мозаичного листа, выполненного из элементов для формирования водяного знака с фиг. 18;
на фиг. 20 представлен один элемент для формирования водяного знака, используемый для получения множества документов, имеющих идентичные водяные знаки;
на фиг. с 21 до 24 и с 26 до 28 представлены части различных поверхностей для формирования водяного знака различных элементов для формирования водяного знака;
на фиг. 25 представлен дополнительный альтернативный элемент для формирования водяного знака;
на фиг. 29 и 30 представлены виды сбоку в сечении элемента для формирования водяного знака с фильтрующим слоем;
на фиг. 31 представлен вид сверху поверхности для формирования водяного знака элемента для формирования водяного знака с фиг. 29 и 30, который показывает подлежащий фильтрующий слой; и
на фиг. 32 представлены виды сбоку в сечении альтернативного элемента для формирования водяного знака с фильтрующим слоем.
Следует отметить, что, хотя следующее описание, в частности, относится к получению бумаги, его следует интерпретировать как относящееся к бумаге, выполненной из какого-либо волокнистого субстрата, выполненного из природных и/или синтетических волокон.
Бумагу с водяным знаком обычно формируют на частично погруженном покрытии формующего цилиндра, на мокром конце бумагоделательной машины, по мере того, как его вращают в чане, содержащем бумажную взвесь. Бумажная взвесь в целом содержит водную суспензии бумажных волокон, которые могут представлять собой натуральные волокна, синтетические волокна или комбинацию тех и других. По мере вращения формующего цилиндра, жидкость вытекает через проволочную ткань 10, осаждая волокна на лицевом холсте 11.
Типичное покрытие формующего цилиндра известного уровня техники формируют из многослойной сеточной ткани 10, как показано на фиг. 1. Слои обычно выполняют из сетки или другой дырчатой поверхности. Самый внешний слой (когда проволочную ткань 10 оборачивают вокруг формующего цилиндра) известен как лицевой холст 11, и следующий слой представляет собой подкладочный слой, упоминаемый в настоящем документе как первый подкладочный слой 12. Лицевой холст 11 и первый подкладочный слой 12 представляют собой слои, в которых обычно предусмотрены тиснения 13, которые формируют водяные знаки. Позади этих слоев 11, 12 обычно находится второй подкладочный слой 14, который типично имеет высеченные области 15, которые вмещают выступающие внутрь области тиснений 13. Самый внутренний слой (когда проволочную ткань 10 оборачивают вокруг формующего цилиндра) обычно представляет собой третий подкладочный слой 16, который не является тисненым или высеченным и который обеспечивает полную опору и прочность вышележащих слоев 11, 12, 14. Типично лицевой холст 11 имеет наименьшие отверстия сетки, причем третий подкладочный (самый внутренний) слой 16 имеет наибольшие отверстия сетки.
Для того чтобы формировать электротипные водяные знаки, электротипы 17 можно прикреплять к лицевому холсту 11 подходящим способом, таким как сварка или пайка.
Для тиснений 13 некоторых типов поддерживающие элементы 18 можно вставлять между самым задним тисненым слоем, в этом примере первым подкладочным слоем 12, и следующим смежным слоем, в этом примере третьим подкладочным слоем 16. Поддерживающие элементы 18 типично выполняют из нержавеющей стали с отверстиями, просверленными в ней, чтобы обеспечивать дренирование. Эти поддерживающие элементы 18 не обеспечивают ограничения дренирования так, как это делают электротипы 17, но предоставлены для того, чтобы помогать предотвращать искажение тиснений 13, когда покрытие формы подвергают давлению во время процесса изготовления бумаги.
В качестве альтернативы использованию тиснений 13 и/или электротипов 17 известного уровня техники, водяные знаки можно формировать с использованием элементов 20 для формирования водяного знака. По меньшей мере один элемент 20 для формирования водяного знака предпочтительно прикрепляют к сеточной ткани 10 покрытия формующего цилиндра. Следует отметить, что проволочная ткань 10 может иметь схожую конструкцию с таковой с фиг. 1, в отношении числа слоев 11, 12, 14, 16, или она может иметь отличающееся число слоев. Элемент 20 для формирования водяного знака имеет формирующую водяной знак поверхность 21. По меньшей мере часть формирующей водяной знак поверхности 21 может иметь очерченный профиль, подобно поверхности тиснения 13 водяного знака, который предусматривает один или более формирующих водяной знак секций 52. Волокна оседают с меньшей или большей толщиной на выступающих и вдавленных элементах формирующей водяной знак секции(секций) 52 для того, чтобы формировать трехмерный водяной знак в готовой бумаге. Формирующая водяной знак поверхность 21 также может иметь неочерченные секции (не формирующие водяной знак секции), на которых получают бумагу, которая не имеет водяные знаки. Однако, осаждением волокон для того, чтобы формировать водяные знаки, можно управлять с помощью дополнительных и/или альтернативных средств, например, с помощью изменения скорости дренирования жидкости из бумажной взвеси через элемент для формирования водяного знака. Эти средства описаны далее.
Элемент 20 для формирования водяного знака имеет интегрированное тело (т. е. то, которое не содержит различимых отдельных слоев) множество каналов 22 для дренирования, идущих от отверстий 23 передней поверхности в формирующей водяной знак поверхности 21 к отверстиям 24 поверхности дренирования в противолежащей поверхности 25 дренирования (см. фиг. с 3a до 3d). Каналы 22 для дренирования расположены не только в формирующих водяной знак секциях 52, но также в не формирующих водяной знак секциях. Каналы 22 для дренирования позволяют дренировать жидкость из бумажной взвеси через элемент 20 для формирования водяного знака, чтобы позволять осаждать волокна на формирующей водяной знак поверхности 21. Площадь сечения каждого канала 22 для дренирования предпочтительно возрастает по мере его прохождения от формирующей водяной знак поверхности 21 к поверхности 25 дренирования, чтобы содействовать потоку жидкости (как показано на фиг. с 6a до 6e). Предпочтительно минимальная площадь сечения отверстия 23 передней поверхности и какого-либо сечения каналов 22 для дренирования составляет 0,01 мм2. Однако площадь сечения одного или нескольких каналов 22 для дренирования может оставаться постоянной по мере их прохождения от формирующей водяной знак поверхности 21 к поверхности 25 дренирования, или она может уменьшаться.
Каждое из отверстий 23 передней поверхности предпочтительно имеет изогнутую кромку 26, которая идет от поверхности 21 для формирования водяного знака к внутренней стенке 29 канала 22 для дренирования. Радиус (r) кривизны кромки 26 выбирают для того, чтобы снижать задерживание волокон по мере дренирования жидкости через элемент 20 для формирования водяного знака и содействовать очистке элемента 20 для формирования водяного знака. Кромка 26 предпочтительно имеет радиус (r) кривизны (см. фиг. 5a и 5b) в диапазоне от 0,05 до 0,25 мм и более предпочтительно в диапазоне от 0,1 до 0,15 мм.
Важен непрерывный поток жидкости через каналы 22 для дренирования, поскольку закупоривания могут вести к дефектам водяного знака. Размер, число, форму поперечного сечения и/или профиль каналов 22 для дренирования предпочтительно выбирают для того, чтобы обеспечивать управляемые скорости дренирования в различных областях для того, чтобы формировать желаемой водяной знак(знаки). Таким образом, элемент 20 для формирования водяного знака(знаков) и покрытие формующего цилиндра предусматривают формирующую поверхность с переменной пористостью, так что области с более низкой пористостью обеспечивают области со сниженным граммажом (т. е. более светлые области с более низкой плотностью волокон) в бумаге, а области с более высокой пористостью делают возможным получение областей с более высоким граммажом (т. е. более темные области с более высокой плотности волокон).
На фиг. с 3a до 3d можно видеть, что некоторые каналы 22 для дренирования могут быть длиннее, чем другие, что ведет к варьирующему профилю формирующей водяной знак поверхности 21. Более длинные каналы 20 для дренирования обеспечивают больше сопротивления потоку жидкости, чем более короткие каналы 20 для дренирования и, следовательно, создают более светлые области в бумаги, чем те, которые получают посредством более коротких каналов 20 для дренирования. Вариациями плотности бумаги, таким образом, можно управлять не только посредством вариаций в профиле формирующей водяной знак поверхности 21, но также (альтернативно или вдобавок) с помощью скорости потока жидкости через каналы 22 для дренирования.
Между отверстиями 23 передней поверхности поверхность 21 для формирования водяного знака содержит сплошные области 27. Эти сплошные области 27 позволяют дополнительно управлять осаждением волокон на поверхность 21 для формирования водяного знака. Эти сплошные области 27 могут быть регулярными и небольшими, или их можно использовать, посредством изменения их размера и положения, для того, чтобы создавать эквивалент электротипных водяных знаков, т. е. значительно более яркие/более светлые области. Осаждение волокон на каждой сплошной области 27 представляет собой функцию ширины сплошной области 27 (т. е. расстояния между смежными отверстиями 23 передней поверхности) и высоты сплошной области 27 относительно смежных частей формирующей водяной знак поверхности 21. Для того чтобы получать водяной знак, предпочтительная максимальная ширина сплошной области 27 составляет приблизительно 2 мм; иначе волокна не способны перекрывать сплошную область 21, результатом чего будет отверстие в бумаге. Однако если желательно создавать отверстие в бумаге, сплошные области 27 могут быть больше.
Сплошные области 27 могут быть скругленными (как показано на фиг. 5a) или плоскими (как показано на фиг. 5b). Когда формирующая водяной знак поверхность 21 имеет переменный профиль, который имеет пики (где волокна оседают менее плотно) и желоба (где волокна оседают более плотно), сплошные области 27 можно располагать внутри пиков или желобов, имеющих различные эффекты. Таким образом, сам пик будет создавать светлую область, а высокая сплошная область 27, расположенная внутри пика, будет создавать еще более светлую область. Сам желоб будет создавать темную область, а высокая сплошная область 27, расположенная внутри желоба, будет создавать очень яркое выделение, непосредственно смежное с темной областью или полностью окруженное ею.
Сплошные области 27 элемента 20 для формирования водяного знака могут формировать регулярный паттерн, например, сетчатый паттерн, как показано на фиг. 2a и 2b. Они также могут формировать более крупные области, например, области, помеченные номером позиции 28 на фиг. 2b. Эти более крупные сплошные области 28 можно формировать множеством различных путей, некоторые примеры которых представлены на фиг. 3b-3d. В примере, проиллюстрированном на фиг. 3b, более крупные сплошные области 28 идут по множеству каналов 22 для дренирования и блокируют их. В примерах, проиллюстрированных на фиг. 3c и 3d, более крупные сплошные области 28 идут от поверхности 21 для формирования водяного знака к поверхности 25 дренирования. В примерах, проиллюстрированных на фиг. 3b и 3c, одна из более крупных сплошных областей 28 имеет переменный профиль, в этом случае ступенчатый профиль, тогда как другая имеет плоскую поверхность.
Более крупные сплошные области 28 между отверстиями 24 поверхности дренирования предпочтительно имеют площадь сечения по меньшей мере в три раза больше, чем у отверстий 24 поверхности дренирования.
Отверстия 24 передней поверхности определяют геометрическую форму, и геометрическая форма, определяемая отверстиями 24 передней поверхности, может отличаться от одной группы отверстий 24 передней поверхности к другой. Геометрическая форма может представлять собой геометрическую форму, такую как прямоугольник. Альтернативно геометрическая форма может представлять собой круг, шестиугольник или другую геометрическую форму. В качестве дополнительной альтернативы они могут определять не геометрическую форму. Геометрическая форма, определяемая посредством отверстий 24 передней поверхности, может быть правильной или неправильной.
Геометрическая форма, определяемая посредством отверстий 24 передней поверхности, может быть в форме по меньшей мере одного буквенно-цифрового знака, наглядного изображения или символа. В примере, проиллюстрированном на фиг. 22, сами отверстия 24 передней поверхности имеют геометрическую форму яблока. На фиг. 23 и 24 отверстия 24 передней поверхности имеют форму текста, в этом примере букв TNW. Предпочтительно элемент 20 для формирования водяного знака имеет отверстия 24 передней поверхности, которые определяют по меньшей мере две различные геометрические формы. В этих примерах отверстия 24 передней поверхности определяют геометрические формы позитивным образом. Однако альтернативно они могут определять геометрические формы негативным образом с тем, чтобы сплошные области 27 между отверстиями 24 передней поверхности имели указанные выше геометрические формы. Как указано выше, некоторые из отверстий 24 поверхности дренирования могут определять геометрические формы негативным образом и некоторые могут определять их позитивным образом.
Когда отверстия 24 передней поверхности представляют собой по меньшей мере один буквенно-цифровой знак, наглядное изображение или символ, минимальная ширина отверстий 24 передней поверхности предпочтительно находится в диапазоне от 0,1 до 5,0 мм, более предпочтительно в диапазоне от 0,3 до 3,0 мм и наиболее предпочтительно в диапазоне от 0,3 до 1,0 мм. В частности, если отверстия передней поверхности определяют буквенно-цифровые знаки, ширина основного штриха какой-либо литеры (где оно действует в качестве отверстия 24 передней поверхности) предпочтительно не тоньше 0,3 мм в ширину и пространство между литерами (сплошные области 27 между отверстиями 24 передней поверхности) предпочтительно составляет не меньше чем 0,3 мм. Минимальный и максимальный размер литеры, используемый для отверстий 24 передней поверхности, также могут определяться стилем шрифта. Также следует отметить, что, несмотря на то, что минимальный размер ширины отверстия 24 передней поверхности/основного штриха 0,3 мм может быть предусмотрен во время производственного процесса, эти размеры можно варьировать в зависимости от структуры модели, материала и допусков машины, используемой для производства элемента для формирования водяного знака.
Когда отверстия 24 передней поверхности используют для того, чтобы определять одно или более буквенно-цифровых знаков, наглядных изображений или символов, чтобы делать получаемое изображение(изображения) четко определенным, общая площадь открытого сечения отверстий 24 передней поверхности может быть такой, что бумажные волокна могут проникать и блокировать каналы 22 для дренирования. Это может предотвращать дальнейшее дренирование и предотвращать накопление подходящего количества волокон, что ведет к плохо сформированным изображениям. В некоторых случаях бумажные волокна могут проходить через каналы 22 для дренирования совсем, что может приводить к отверстиям в бумаге. Для того чтобы предотвращать возникновение этого, по меньшей мере один фильтрующий слой 36 располагают между формирующей водяной знак поверхностью 21 и поверхностью 25 дренирования. Фильтрующий слой 36 имеет отверстия 37 фильтрующего слоя, которые имеют размеры для того, чтобы предотвращать прохождение бумажных волокон слишком далеко внутрь каналы 22 для дренирования или через них, чтобы предотвращать возникновение этой проблемы.
Когда элемент 20 для формирования водяного знака выполняют из множества слоев, фильтрующий слой 36 может формировать один из средних слоев (например, заменяя второй слой 31 или третий слой 32 с фиг. 6a-6e, описанных далее) элемента 20 для формирования водяного знака. Фильтрующий слой 36 предпочтительно представляет собой решетку, которая имеет отверстия 37 фильтрующего слоя, которые имеют максимальную ширину, которая меньше, чем максимальная ширина отверстий 23 передней поверхности, которые формируют буквенно-цифровые знаки, наглядное изображение или символ. Со ссылкой на фиг. 29 и 30, на них представлен первый слой 30 (который сам по себе можно формировать из множества подслоев, сплавленных вместе, как описано ниже), который имеет отверстия 23 передней поверхности, определяющие буквенно-цифровые знаки; фильтрующий слой 36 (который также можно формировать из множества подслоев, сплавленных вместе), который имеет отверстия 37 фильтрующего слоя; и третий слой 32 (который также можно формировать из множества подслоев, сплавленных вместе), который имеет отверстия 24 поверхности дренирования. Вид этой конструкции сверху представлен на фиг. 31, где решетку фильтрующего слоя 36 можно видеть через отверстия 23 передней поверхности, которые формируют текст TEXTMARK.
Ширина отверстий 23 передней поверхности, которые используют для того, чтобы формировать буквенно-цифровой знак, наглядное изображение или символ предпочтительно, находится в диапазоне от 0,1 до 5,0 мм, более предпочтительно в диапазоне от 0,3 до 3,0 мм, и наиболее предпочтительно в диапазоне от 0,3 до 1,0 мм. Ширина отверстий 37 фильтрующего слоя предпочтительно находится в диапазоне от 0,1 до 1 мм и более предпочтительно в диапазоне от 0,4 до 1,0 мм. Однако выбираемый размер будет зависеть от ширины отверстий 23 передней поверхности, которые используют для того, чтобы формировать буквенно-цифровой знак, наглядное изображение или символ. В какой-либо области элемента 20 для формирования водяного знака, в которой имеют место отверстия 23 передней поверхности, которые не используют для того, чтобы формировать буквенно-цифровой знак, наглядное изображение или символ, минимальная ширина отверстий 23 передней поверхности может представлять собой то же самое или быть меньше, чем минимальная ширина отверстий 37 фильтрующего слоя.
На эффективность фильтрующего слоя 36 может влиять расстояние от него до поверхности 21 для формирования водяного знака. Следовательно, предпочтительное максимальное расстояние, которое равно максимальной толщине первого слоя(слоев) (30), находится в диапазоне от 0,1 до 3,0 мм и более предпочтительно в диапазоне от 0,3 до 2,00 мм. Толщина фильтрующего слоя 36 предпочтительно находится в диапазоне от 0,1 до 1,0 мм и более предпочтительно в диапазоне от 0,3 до 0,6 мм. Предпочтительная толщина третьего слоя 32 предпочтительно находится в диапазоне от 0,6 до 6,0 мм и более предпочтительно в диапазоне от 1 до 3,0 мм.
Как показано на фиг. 32, поверхность 21 для формирования водяного знака может иметь варьирующий профиль. Участки, в которых располагают буквенно-цифровой знак, наглядное изображение или символ, в этом варианте осуществления находятся на любой стороне от участков с варьирующим профилем (несмотря на то, что в других вариантах осуществления они могут быть в том же участке, что и участки варьирующего профиля). Фильтрующий слой 36, используемый в такой компоновке, лежит под всеми этими участками. Когда нет вариаций в размере и расстоянии до отверстий 23 передней поверхности и, следовательно, верхних секций каналов 22 для дренирования, размер и расстояние до отверстий 37 фильтрующего слоя могут представлять собой то же, что и размер и расстояние до отверстий 23 передней поверхности (например, в участках варьирующего профиля). В проиллюстрированном варианте осуществления толщина первого слоя(слоев) 30 (который в этом варианте осуществления включает любой другой слой, который лежит между первым слоем(слоями) 30 и фильтрующим слоем 36) варьирует с тем, чтобы его нижняя поверхность (которая является смежной с верхней поверхностью фильтрующего слоя 36) была плоской, а толщина фильтрующего слоя 36 предпочтительно была постоянной. Альтернативно толщина первого слоя(слоев) 30 может быть постоянной и колеблющейся, и в этом случае фильтрующий слой 36 колеблется и повторяет профиль первого слоя(слоев) 30. В качестве дополнительной альтернативы, профиль фильтрующего слоя 36 может варьировать иным образом, нежели у первого слоя(слоев) 30.
Элемент 20 для формирования водяного знака может иметь одну группу отверстий 23 передней поверхности, которая определяет одну геометрическую форму, и другую группу отверстий 23 передней поверхности, которая определяет другую геометрическую форму. Первую группу можно располагать внутри второй группы.
В этих примерах, где геометрическая форма отверстий 24 поверхности дренирования определяет конкретную геометрическую форму или группу геометрических форм, поверхность 21 для формирования водяного знака в формирующей водяной знак секции 52 не нуждается в очерчивании, несмотря на то, что это может иметь место.
В дополнение к выбору конкретной геометрической формы отверстий 24 передней поверхности, элемент 20 для формирования водяного знака может представлять собой конкретную геометрическую форму. Например, как показано на фиг. 25, элемент 20 для формирования водяного знака имеет геометрическую форму яблока. Геометрическую форму отверстий 24 передней поверхности, геометрическую форму элемента 20 для формирования водяного знака и/или сформированного водяного знака также можно выбирать так, чтобы они были одинаковыми или связанными в контексте друг друга. Таким образом, в примере или на фиг. 25, отверстия 24 поверхности дренирования и элемент 20 для формирования водяного знака имеют форму яблока, в то время как водяной знак представляет собой портрет сэра Исаака Ньютона. Другие геометрические формы, связанные в контексте, могут включать эмблему или географические контуры страны и буквы, указывающие на ее валюту; свойства валюты и цифры, показывающие ее достоинство; географические контуры страны и изображения с ее флага, например, Гана и звезда, Шри-Ланка и лев с мечом, Пакистан и полумесяц; портреты и цитаты или идентифицирующие символы, например, Черчилль и фраза «fight them on the beaches», Линкольн и выдержка из Геттисбергской речи, Вашингтон или Франклин и декларация независимости, Джейн Остин и писчее перо. Геометрическая форма элемента 20 для формирования водяного знака может представлять собой символ, наглядное изображение, буквенно-цифровой знак или геометрическую или негеометрическую форму. В этом примере первая формирующая водяной знак секция 52a формирует наглядный водяной знак, который имеет светлые и темные оттенки, в форме головы. Элемент 20 для формирования водяного знака может иметь границу, представленную более крупными сплошными областями 28. Это может обеспечивать подходящее средство якорного элемента 20 для формирования водяного знака на лицевом холсте 11. Предусмотрена вторая формирующая водяной знак секция 52b, которая формирует электротипную печать водяного знака с геометрической формой яблока, которая имеет только светлые оттенки.
Когда элемент 20 для формирования водяного знака с такими геометрическими формами прикрепляют к лицевому холсту 11 покрытия формующего цилиндра, готовая бумага, изготавливаемая на нем, может иметь две различных «водяных линии». Когда полотно субстрата формируют с использованием покрытия формующего цилиндра, профиль сетки лицевого холста 11 создает то, что известно как «водяная линия» поперек всего полотна. В целом, в месте пересечения продольной проволоки (в направлении машины) и поперечной проволоки (в поперечном направлении), формируют перегиб, который слегка выступает относительно продольной и поперечной проволок. Перегибы создают очень небольшие вариации плотности волокон субстрата, которые оседают на поверхности покрытия формы. Оттиск лицевого холста 11 также создает едва заметную волнистость поверхности готового субстрата и регулярный паттерн на всем протяжении субстрата, который фактически неразличим для невооруженного глаза. Когда элемент 20 для формирования водяного знака прикрепляют к лицевому холсту 11, готовая бумага будет иметь одну водяную линию, сформированную сеткой лицевого холста 11, и другую, сформированную каким-либо регулярным паттерном, сформированным посредством отверстий 23 передней поверхности и сплошных областей 27 элемент 20 для формирования водяного знака.
Как отмечено в кратком изложении выше, скоростью дренирования можно управлять с помощью множества различных средств (отдельно или в комбинации), и это можно использовать для того, чтобы обеспечивать тональные вариации внутри водяного знака(знаков). Для достижения этого можно менять размер и/или геометрическую форму отверстий поверхности дренирования. Некоторые примеры элементов 20 для формирования водяного знака, используемых для того, чтобы формировать водяной знак в форме портрета, проиллюстрированы на фиг. 28a и 28b. Поверхность 21 для формирования водяного знака в каждом из этих примеров не нуждается в очерчивании (несмотря на то, что также они могут быть очерчены), поскольку размер отверстий 24 поверхности дренирования варьирует для того, чтобы обеспечивать тональную вариацию. В этих примерах отверстия 24 поверхности дренирования имеют ту же круглую геометрическую форму, несмотря на то, что геометрическая форма может варьировать. Следовательно, размер сплошных областей 27 между отверстиями 24 поверхности дренирования также варьирует.
Отверстия 24 поверхности дренирования могут позитивным образом определять геометрическую форму (такую как круг на фиг. 28a и 28b) или они могут негативным образом определять геометрическую форму (так что сплошные области 27 между ними позитивно имеют эту геометрическую форму). Альтернативно формирующая водяной знак секция 52 может иметь отверстия 24 поверхности дренирования, некоторые из которых позитивным образом определяют геометрическую форму и некоторые из которых негативным образом определяют ту же геометрическую форму.
В примере, проиллюстрированном на фиг. 28, отверстия 24 поверхности дренирования имеют круглую геометрическую форму. Однако тональной вариации можно добиться посредством варьирования геометрической формы и/или размера геометрических форм символов, наглядных изображений или буквенно-цифровых знаков. Например, в случае отверстий 28 поверхности дренирования, имеющих геометрическую форму буквы, области элемента 20 для формирования водяного знака, которые формируют более темные участки в конечном полутоновом изображении в водяном знаке, будут иметь большую ширину основного штриха, чем отверстия 24 поверхности дренирования, формирующие более светлую часть полутонового изображения.
Расстояние между отверстиями 24 передней поверхности также можно изменять, чтобы обеспечивать тональные вариации. Таким образом, в готовой бумаге области, сформированные участками элемента 20 для формирования водяного знака, в которых располагают более близко расположенные отверстия 24 передней поверхности, темнее, чем области, сформированные посредством областей, в которых отверстия 24 передней поверхности располагают более далеко. В примере, проиллюстрированном на фиг. 25, имеет место центральная полоса X, в которой отверстия 24 передней поверхности ближе друг к другу, чем те, что лежат по обе стороны от полосы X.
Такие элементы 20 для формирования водяного знака можно использовать для того, чтобы обеспечивать непрерывную вариацию тона водяного знака от одной его секции (предпочтительно, конца или края), которая имеет самый светлый тон, до противолежащей секции (предпочтительно, другого конца или противолежащего края), которая имеет самый темный тон. Этого можно достичь, используя какие-либо из указанных выше способов переноса тона, например, посредством варьирования высоты/глубины по меньшей мере одной формирующей водяной знак секции 52 поверхности 21 для формирования водяного знака или посредством варьирования отверстий или комбинации того и другого. Один из примеров этого признака проиллюстрирован на фиг. 26. В этом примере формирующая водяной знак секция 52 выполнена с возможностью получать по меньшей мере один водяной знак в готовой бумаге, который представляет собой непрерывную спираль и имеет непрерывное тональное сглаживание от одного конца спирали, который представляет собой самый темный участок, до другого конца, который представляет собой самый светлый участок. Светлый конец спирали получают посредством более крупных сплошных областей 28, которые являются выступающими относительно «нормального» уровня (т. е. уровня секций, где не создают водяные знаки, на поверхности 21 для формирования водяного знака), достигают постепенного уменьшения высоты с непрерывной скоростью до нормального уровня поверхности 21 для формирования водяного знака, т. е. уровня секций, где не формируют водяные знаки. Это помечено в точке A на фиг. 26. В этой точке формирующая водяной знак поверхность 21 начинает опускаться ниже нормального уровня, формируя канал 60, глубина которого возрастает с непрерывной скоростью. Самый глубокий конец канала (т. е. на другом конце спирали) создает самый темный участок спирали.
Такой водяной знак(знаки), который имеет(имеют) непрерывную тональную вариацию, предпочтительно имеет форму непрерывной линии или полосы, которая может быть прямой, изогнутой и которая может менять направление, например, одна прямая линия, дуга, спираль, зигзаг или тому подобное, и которая четко имеет противолежащие концы. Такой водяной знак может предусматривать удобный способ проверки подделок в том отношении, что он содержит все множество тонов от светлого до темного в пределах одного водяного знака с непрерывным сглаживанием.
В одном из примеров предпочтительный граммаж готовой бумаги в самом темном участке водяного знака составляет по меньшей мере 140% граммажа участков без водяных знаков. Таким образом, в одном предпочтительном примере для основной бумаги 100 г/м2 он будет составлять приблизительно 140 г/м2, а для основной бумаги 90 г/м2 он будет составлять приблизительно 126 г/м2. Однако эти участки также могут иметь более высокий граммаж, предпочтительно по меньшей мере 160% или более предпочтительно по меньшей мере 180% от граммажа в участках без водяных знаков. Самый светлый участок водяного знака имеет граммаж предпочтительно не больше чем 50% от граммажа в участках без водяных знаков, более предпочтительно не больше чем 40% и еще более предпочтительно не больше чем 25%. Таким образом, в одном предпочтительном примере для основной бумаги 90 г/м2 граммаж в самом светлом участке составляет 20 г/м2.
Таким образом для бумаги 90 г/м2 граммаж может находиться в диапазоне приблизительно от 20 г/м2 вплоть приблизительно до 200 г/м2.
Один способ измерения граммажа представляет собой следующее. Рентгенограмму создают посредством воздействия на лист образца источником бета-излучения (C-14) и регистрации излучения, проходящего через лист, на рентгеновской пленке. Проявленную пленку сканируют с использованием планшетного сканера и уровни серого на изображении преобразуют в фактические значения граммажа через калибровочную шкалу, полученную с использованием образца с известным граммажом.
Элемент 20 для формирования водяного знака также можно выполнять с возможностью получения такого непрерывно градуального водяного знака, расположенного смежно с другим водяным знаком, который предусматривает другую удобную проверку против подделок. Непрерывно градуальный водяной знак предусматривает эталонную таблицу в том отношении, что его самый темный конец совпадает с самыми темными участками на смежном водяном знаке, и самый светлый конец совпадает с его самыми светлыми участками. Непрерывно градуальный водяной знак также имеет цвет основной бумаги в середине.
Элемент 20 для формирования водяного знака также можно выполнять с возможностью получения такого непрерывно градуального водяного знака, который смешивается с другим водяным знаком. В примере, представленном на фиг. 27, в одной области элемента 20 для формирования водяного знака, первая формирующая водяной знак секция 52a создает водяные знаки, подкрепляющие углы, того типа, который известен из EP-A-1468142, который имеет просто более темные тени, сформированные посредством каналов 60, имеющих постоянную глубину. Вторую формирующую водяной знак секцию 52b формируют смежно с первой формирующей водяной знак секцией 52a, которая выполнена с возможностью обеспечивать непрерывное тональное сглаживание от конца каналов 60 к наглядному водяному знаку в третьей формирующей водяной знак секции 52c.
Элемент 20 для формирования водяного знака также можно выполнять с возможностью получения такого непрерывно градуального водяного знака, который имеет текст или паттерны внутри непрерывной полосы или линии. Они могут представлять собой более темные и/или боле светлые участки.
Элемент 20 для формирования водяного знака можно формировать из множества отдельных слоев, в частности, если формируют с использованием процесса трехмерной печати, как описано ниже. Однако в готовом элементе 20 для формирования водяного знака эти слои можно как единое целое сплавлять вместе, и они неразличимы в качестве отдельных слоев. Слои формируют с отверстиями, которые комбинируют для того, чтобы формировать каналы 22 для дренирования. Отверстия в верхнем слое(слоях), которые формируют формирующую водяной знак поверхность 21, предпочтительно имеют меньшую площадь сечения, чем те, что в нижнем слое(слоях), которые формируют поверхность 25 дренирования. Однако альтернативно они могут иметь увеличенную площадь сечения или ту же площадь сечения.
В одном из примеров, как показано на фиг. с 6a до 6e, имеют место множества первых слоев 30, вторых слоев 31, третьих слоев 32 и четвертых слоев 33. В каждом из первых слоев 30 предусмотрены отверстия одного размера, которые формируют отверстия 23 передней поверхности. В каждом из вторых слоев 31 предусмотрены отверстия 34, которые имеют более крупную площадь сечения, чем отверстия 23 передней поверхности. В каждом из третьих слоев 31 предусмотрены отверстия 35, которые имеют увеличенную площадь сечения, чем отверстия 34 во вторых слоях 31. В каждом из четвертых слоев 31 предусмотрены отверстия, которые имеют более крупную площадь сечения, чем отверстия 35, и которые формируют отверстия 24 поверхности дренирования.
Несмотря на то, что проиллюстрированный пример показывает четыре из каждого из четырех слоев 30, 31, 32, 33, число слоев, формирующих элемент 20 для формирования водяного знака, не ограничено, и число идентичных слоев также может варьировать.
Отверстия 23, 34, 35, 24 в различных слоях могут иметь такую же геометрическую форму в сечении, как и другие, хотя различные области или геометрические формы в сечении могут варьировать от слоя к слою.
Площадь сечения отверстий 23, 34, 35, 24 в каком-либо одном слое также может варьировать, причем более крупные отверстия 23, 34, 35, 24 обеспечивают увеличенное дренирование и осаждение волокон относительно меньших отверстий 23, 34, 35, 24.
Общая площадь сечения отверстий 23 передней поверхности предпочтительно составляет между 1% и 40% от общей площади поверхности элемента 20 для формирования водяного знака, более предпочтительно между 5% и 30% и еще более предпочтительно между 15% и 25%.
Слои 30, 31, 32, 33, проиллюстрированные на фиг. 6a-6d и 7a-7d, представлены плоскими. Однако слои могут быть неплоскими, например, изогнутыми в одном или нескольких направлениях.
Скоростью дренирования через элементы 20 для формирования водяного знака дополнительно можно управлять с помощью открытой области и среднего открытого диаметра отверстий в сеточной ткани 10 (или другой дырчатой поверхности), которая обеспечивает поддерживающую структуру. Средний диаметр отверстий предпочтительно составляет между 0,02 и 0,4 мм и более предпочтительно между 0,05 и 0,1 мм. Проволочную ткань 10 (или другую дырчатую поверхность) предпочтительно получают с помощью способа, который не ограничен скоростью изменения градиента формирующей водяной знак поверхности 21. Это позволяет достигать усовершенствованного разрешения и контраста.
Скоростью дренирования через элементы 20 для формирования водяного знака дополнительно можно управлять посредством распыления, нанесения покрытия или иного покрывания поверхности 21 для формирования водяного знака с использованием материала, который меняет гидрофобное свойство материала, из которого выполняют элемент 20 для формирования водяного знака. Гидрофобностью можно управлять посредством печати элемента 20 для формирования водяного знака с использованием двух или больше различных материалов с различными, возможно широко, варьирующими гидрофильными или гидрофобными свойствами, которые обладают различными поверхностными энергиями/углами контакта. Например, если восковой вспомогательный материал (гидрофобный, не смачиваемый) не полностью удаляют из напечатанного трехмерной печатью элемента, то вода не стекает легко через некоторые каналы 22 для дренирования. Это обусловлено тем, что угол контакта капли воды слишком велик, и капля, которая образуется, не будет проходить через каналы 22 для дренирования. Как результат, волокно не оседает в этой области в той же степени, что и в более гидрофильных областях, и возникает выделение. Таким образом, если два конструкционных полимера используют для того, чтобы формировать различные области элемента 20 для формирования водяного знака, один более гидрофобный, чем другой, несмотря на то, что размер канала 22 для дренирования может быть одинаковым по всей области, где используют гидрофобный материал, то меньше волокна будет оседать и таким образом можно модулировать плотность изображения.
В равной мере может быть возможно корректировать дренирование в некоторых областях посредством нанесения покрытия, окрашивания, печати или распыления на желаемую область с использованием гидрофильной смолы для того, чтобы способствовать дренированию через смачивание, или гидрофобного материала для того, чтобы противодействовать дренированию.
Структуру элементов 20 для формирования водяного знака также можно разрабатывать для того, чтобы сделать возможным дренирование жидкости по обходным (латеральным) путям под формирующей водяной знак поверхностью 21, один из примеров которых представлен на фиг. с 7a до 7d. Первый слой 30, который формирует существенную часть формирующей водяной знак поверхности 21, имеет сетчатую конструкцию с квадратными отверстиями 23 передней поверхности. В подлежащем втором слое 31 предусмотрены отверстия 34 в форме каналов, идущих от одного края слоя 31 до противолежащего края. В третьем слое 32, который в этом варианте осуществления формирует поверхность 25 дренирования, также предусмотрены отверстия 35 в форме каналов, идущих от одного края слоя 31 к другом в направлении, схожем с таковым у второго слоя 31. Каналы третьего слоя имеют увеличенную ширину по сравнению со вторым слоем 31. Эта структура создает элемент 20 для формирования водяного знака, который имеет сечение, как показано на фиг. 7a. Таким образом в дополнение к каналам 22 для дренирования, которые идут через элемент 20 для формирования водяного знака от поверхности 21 для формирования водяного знака к поверхности 25 дренирования, предусмотрен один или более дополнительных каналов для дренирования, которые идут латерально внутри элемента 20 для формирования водяного знака под формирующей водяной знак поверхностью. Эти латерально идущие каналы для дренирования могут проходить от одной стороны элемента 20 для формирования водяного знака к другой, как показано на фиг. 7a-7d. Альтернативно они могут просто проходить от одной точки на периметре элемента 20 для формирования водяного знака к другой точке. Эти каналы для дренирования могут идти прямо, под углом, по кривой или иметь какую-либо другую подходящую геометрическую форму, и могут идти в направлении машины или поперек него. Латеральные каналы для дренирования могут лежать в одной плоскости (или слое 30-33) или они могут идти ступенчато через два или больше слоев 30-33.
Несмотря на то, что элемент для формирования водяного знака, проиллюстрированный на фиг. 7a-7d, описан как имеющий один первый, второй и третий слои 30, 31, 32, то же самое можно применять, когда каждый из 30, 31, 32 формируют из множества слоев, описанных ранее. Дополнительно, несмотря на то, что в проиллюстрированном примере представлено три слоя 30, 31, 32, число слоев, формирующих элемент 20 для формирования водяного знака, не ограничено. Кроме того, различные слои из тех, что показаны, могут иметь латерально идущие отверстия 35.
Следовательно описанные выше элементы 20 для формирования водяного знака могут объединять преимущества водяных знаков, сформированных с очерчиванием (тисненые водяные знаки формующего цилиндра), и водяных знаков, сформированных с ограниченным дренированием (электротипные водяные знаки), чтобы получать более высокий контраст между светлыми и темными областями водяного знака и очень светлые области. Также они могут снимать множество ограничений при разработке, обусловленных формующим цилиндром и электротипными водяными знаками, в частности:
- в отличие от обычного электротипного способа, элементы 20 для формирования водяного знака можно использовать для того, чтобы формировать любую часть водяного знака;
- элементы 20 для формирования водяного знака не ограничены конкретными размерами для получения хорошей прозрачности и контраста по сравнению с фоном, как традиционные электротипы. Использование таких элементов 20 для формирования водяного знака допускает более гибкое использование более широкого диапазона для достижения более широкого диапазона художественных эффектов. В частности, контраст электротипного изображения можно снижать посредством снижения толщины, если такой эффект желателен с эстетической точки зрения. Такие тонкости также могут вносить вклад в увеличение защищенности посредством увеличения сложности тональности изображения;
- когда готовый документ требует комбинации формующего цилиндра и электротипных водяных знаков, местоположение электротипов относительно тиснений всегда было ограничено в силу производственных сложностей и проблем, описанных ранее. Это более не актуально, поскольку один элемент 20 для формирования водяного знака можно использовать для предоставления эквивалентных водяных знаков. Это не применимо к элементам 20 для формирования водяного знака по настоящему изобретению, поскольку возможно создавать более глубокие области в профиле поверхности 21 для формирования водяного знака и предоставлять сплошные области в более глубоких областях, а также в более высоких областях;
- в традиционном процессе, в котором используют электротипы, имеют место производственные и, следовательно, художественные ограничения по числу электротипов на покрытие формы и их местоположение. Это обусловлено тем, что их обычно прикрепляют с использованием роботизированного манипулятора, что является времязатратным процессом.
Использование элементов 20 для формирования водяного знака, в противоположность тиснению сеточной ткани 10 покрытия формующего цилиндра или прикреплению электротипов к ней, предоставляет возможность получать сложные многотональные решения или изображения можно создавать с резко контрастирующими темными и очень светлыми областями рядом друг с другом. Однако это ведет ко множеству дополнительных производственных проблем.
Долговечность получаемого покрытия формующего цилиндра чрезвычайно важна, поскольку ее подвергают значительным напряжениями. Напряжения могут возникать под действием гауч-вала, денди-ролла или войлока («formex») в зависимости от конфигурации бумагоделательной машины. В машине, в которой используют гауч-вал, например, гауч-вал вращают в контакте с формующим цилиндром и используют для того, чтобы переносить частично сформированное бумажное полотно с покрытия формующего цилиндра на войлок («formex»), который несет полотно из мокрого конца бумагоделательной машины в прессовую часть. Следовательно, между формующим цилиндром и гауч-валом создают значительное давление. Это обозначает, что если какой-либо элемент выступает из поверхности сеточной ткани 10, на нем будет возникать постоянно повторяющееся дополнительное напряжение на сеточной ткани 10.
В элементах 20 для формирования водяного знака также могут быть предусмотрены амортизирующие свойства, которые позволяют элементу 20 для формирования водяного знака и, следовательно, покрытию формующего цилиндра, выдерживать давление гауч-вала. Этого можно достигать посредством создания элемента 20 для формирования водяного знака полностью или частично из упругого материала, такого как резина.
Альтернативно, элемент 20 для формирования водяного знака может содержать несущий слой 40, в качестве дополнительного слоя к тем, что описаны ранее, на задней части элемента 20 для формирования водяного знака или позади или формируя поверхность 25 дренирования. Например, в отношении ранее описанных вариантов осуществления, несущий слой 40 можно располагать на задней части четвертого слоя(слоев) 33 на фиг. 6a-6e или третьего слоя 32 на фиг. 7a-7d.
Альтернативно несущий слой 40 может представлять собой один или более из слоев 30, 31, 32, 33 из этих ранее описанных вариантов осуществления.
Несущий слой 40 можно создавать из упругого материала. В варианте осуществления, представленном на фиг. 8, несущий слой 40 представляет собой дополнительный слой, расположенный на задней части элемента 20 для формирования водяного знака. Несущий слой 40 можно прикреплять к элементу 20 для формирования водяного знака с помощью любых подходящих средств, например, УФ-отверждаемой смолы
Альтернативно несущий слой 40 может иметь структуру, которая является упругой. В варианте осуществления, представленном на фиг. 9, несущий слой 40 располагают на задней части элемента 20 для формирования водяного знака. Несущий слой 40 формируют из серии пружин (которые могут представлять собой пластинчатую, коническую, спиральную, зигзагообразную пружину или конфигурации другого типа).
Альтернативно несущий слой 40 может иметь сотовую или мозаичную структуру.
Важно, что несущий слой 40 имеет геометрическую форму и/или конфигурацию, которая не препятствует дренируемому потоку через поверхность 25 дренирования элемента 20 для формирования водяного знака или подкладочный слой(слои) сеточной ткани 10. Следовательно, в любом из этих вариантов осуществления несущий слой 40 должен иметь отверстия, которые гарантируют, что несущий слой 40 не препятствует требованиям к дренированию, которые определены выше, и/или которые формируют часть каналов 22 для дренирования.
В дополнительной альтернативной конструкции (см. фиг. 10) элемент 20 для формирования водяного знака содержит кольцевой упругий несущий слой 40, который идет вокруг периферии элемента 20 для формирования водяного знака.
Способ, используемый для того, чтобы располагать и/или прикреплять один или более из указанных выше элементов 20 для формирования водяного знака к сеточной ткани 10, также является важным фактором обеспечения долговечности покрытия формующего цилиндра. Следующее описание относится к расположению/прикреплению одного элемента 20 для формирования водяного знака к сеточной ткани 10. В варианте осуществления, проиллюстрированном на фиг. 8, 9 и 11, проволочную ткань 10 формируют из лицевого холста 11, первого подкладочного слоя 12, второго подкладочного слоя 14 и, только в случае фиг. 10, третьего подкладочного слоя 16. Каждый из лицевого холста 11 и первого подкладочного слоя 12 имеет высеченную область 15a, 15b соответственно. Высеченная область 15a в лицевом холсте 11 меньше таковой в первом подкладочном слое 12 и по существу такого же размера как, или слегка больше чем, верхняя секция 41 элемента 20 для формирования водяного знака. Это позволяет верхней секции 41 проходить через высеченную область 15a. Несущий слой 40 элемента 20 для формирования водяного знака и/или нижняя секция 42 элемента 20 для формирования водяного знака имеет по меньшей мере один размер в сечении, который больше такового у высеченной области 15a в лицевом холсте 11, но является таким же или слегка меньше, чем высеченная область 15b в первом подкладочном слое 12. Это позволяет заякоривать элемент 20 для формирования водяного знака между слоями сеточной ткани 10. Заднюю поверхность элемента 20 для формирования водяного знака (будь это поверхность 25 дренирования или несущий слой 40) располагают напротив второго подкладочного слоя 14, который служит для нее опорой.
Альтернативно элемент 20 для формирования водяного знака можно по меньшей мере частично располагать в вырезе 43 в лицевом холсте 11 покрытия формующего цилиндра, как показано на фиг. 12. Вырез 43 предпочтительно формируют посредством тиснения лицевого холста 11 (и возможно также подлежащего первого подкладочного слоя 12). Вырез 43 предпочтительно является неглубоким (например, глубиной между 0,5 мм и 2 мм). Вырез 43 предпочтительно устроен так, чтобы элемент 20 для формирования водяного знака поднимался от локализующего угла. Элемент 20 для формирования водяного знака, таким образом, защищен окружающими стенками выреза 43.
На фиг. 13 представлена альтернативная компоновка, в которой в лицевом холсте 11 предусмотрена высеченная область 15 (схожая с высеченной областью 15, проиллюстрированной на фиг. 8 и 9), через которую выступает элемент 20 для формирования водяного знака. В первом подкладочном слое 12 предусмотрен вырез 43, в котором можно по меньшей мере частично располагать элемент 20 для формирования водяного знака.
Это не все подходящие конструкции. В других вариациях в некоторых или всех слоях сеточной ткани 10 можно предусматривать высеченные области 15 и/или вырезы 43.
Один или более элементов 20 для формирования водяного знака также можно прикреплять к одному или более слоям сеточной ткани 10. Подходящие способы прикрепления металлического элемента 20 для формирования водяного знака к сеточной ткани 10 представляют собой сварку сопротивлением или лазерную сварку и пайку. Сварку пластмасс можно использовать для того, чтобы прикреплять полимерные элементы 20 для формирования водяного знака. Альтернативно элемент 20 для формирования водяного знака(знаков) можно пришивать, например, с использованием тонкой проволоки, к сеточной ткани 10. Элемент 20 для формирования водяного знака(знаков) также можно приклеивать к сеточной ткани 10, например, с использованием УФ-отверждаемой смолы или другого подходящего адгезива.
Одно или более креплений 45 можно использовать для того, чтобы прикреплять один или более элементов 20 для формирования водяного знака к одному или нескольким слоям сеточной ткани 10. Такие крепления 45 могут представлять собой металлические вставки с резьбой, свариваемые металлические вставки, фланцевые пластмассовые или металлические компоненты, скобки, компоненты со сгибаемыми ножками и так далее. Крепления 45 предпочтительно являются пористыми или полыми (например, трубчатыми).
На фиг. 14 проиллюстрирован один тип подходящего крепления 45. Он содержит хвост 46, который может представлять собой проволочный или пластмассовый филамент или эластическую нить, которая проходит через один или более слоев сеточной ткани 10 и канал 22 для дренирования элемента 20 для формирования водяного знака. Один конец хвоста 46 имеет ножку 47, как единое целое сформированную с ним или прикрепленную к нему. Ножка 47 может быть по меньшей мере по одному измерению больше, чем отверстие сеточной сетки в самом заднем подкладочном слое, к которому прикрепляют крепление 45, в проиллюстрированном примере это первый подкладочный слой 12. Противоположный конец хвоста 46 продевают через канал 22 для дренирования и головку 48 прикрепляют к нему или формируют на нем. Размер головки 48 составляет больше, чем размер отверстия 23 передней поверхности канала 22 для дренирования, чтобы гарантировать, что элемент 20 для формирования водяного знака надежно удерживают в определенном положении. Для формирования водяного знака на один элемент 20 можно использовать одно или более креплений 45.
На фиг. 15 проиллюстрировано использование другой формы подходящего крепления 45. Оно имеет гибкий хвост 46, который может представлять собой проволочный или пластмассовый филамент или эластическую нить. Хвост 46 проходит через один или более слоев 11, 12, 14, 16 сеточной ткани 10, вверх через один канал 22 для дренирования, через поверхность 21 для формирования водяного знака, вниз через смежный канал 22 для дренирования. И назад через один или более слоев 11, 12, 14, 16 сеточной ткани 10. Ножки 47 формируют на каждом конце хвоста 46 или прикрепляют к нему, эти ножки 47 имеют по меньшей мере один размер, превышающий отверстие сеточной сетки в самом заднем подкладочном слое, к которому прикрепляют крепление 45.
На фиг. 16 проиллюстрировано использование еще одной другой подходящей формы крепления 45. Оно содержит трубчатый или пористый зазубренный фиксатор, который идет от поверхности 25 дренирования элемента 20 для формирования водяного знака через один или более слоев сеточной ткани 10. В проиллюстрированном варианте осуществления элемент 20 для формирования водяного знака располагают в высеченных областях 15a, 15b в лицевом холсте 11 и первом подкладочном слое 12, так что фиксатор проталкивают через отверстия сеточной сетки во втором и третьем подкладочных слоях 14, 16. Фиксатор имеет центральный дренирующий проход 50 и на его дистальном конце предусмотрены одна или более зазубрин 49, которые цепляются за проволоку самого заднего подкладочного слоя, через который проходит фиксатор; в проиллюстрированном варианте осуществления им является третий подкладочный слой 16.
На фиг. 17 проиллюстрировано использование еще одного другого подходящего крепления 45. Оно имеет форму проволоки, которая идет от поверхности 25 дренирования элемента 20 для формирования водяного знака через один или более слоев сеточной ткани 10. В проиллюстрированном варианте осуществления элемент 20 для формирования водяного знака располагают в высеченных областях 15a, 15b в лицевом холсте 11 и первом подкладочном слое 12, а проволоку продевают через отверстие сеточной сетки во втором подкладочном слое 14. Конец проволоки загибают для того, чтобы формировать крюк 51.
Указанные выше крепления 45 дополнительно приклеивают или приваривают к сеточной ткани 10, чтобы гарантировать, что они прочно прикреплены.
Чтобы сделать возможным прикрепление элемента 20 для формирования водяного знака к сеточной ткани 10 посредством креплений, на одном или нескольких слоях, формирующих проволочную ткань 10, может потребоваться предусмотреть дополнительные или более крупные отверстия, чтобы принимать крепления 45.
Указанные выше элементы 20 для формирования водяного знака можно получать посредством трехмерной печати или другого подходящего производственного процесса, такого как литье под давлением, лазерное выжигание, вакуумное формование, машинная обработка и т. д.
Трехмерная печать, также известная как быстрое прототипирование или аддитивное изготовление, представляет собой относительно новую технологию, в которой используют цифровую модель, обычно создаваемую с помощью пакета компьютерного проектирования (CAD) определенного типа или трехмерного сканера, чтобы создавать трехмерный объект. Трехмерный принтер считывает данные из CAD рисунках и наносит последовательные слои материала, чтобы создавать физический объект из серии сечений. Существует большое число различных процессов трехмерной печати, включая (но не ограничиваясь этим) стереолитографию (SLA), селективное лазерное спекание (SLS), селективную лазерную плавку (SLM), изготовление слоистых объектов (LOM), моделирование наплавкой (FDM), отверждение на твердом основании (SGC), прямое металлическое лазерное спекание (DMLS), плавку электронным пучком (EBM) и способы струйной печати.
Способы трехмерной печати можно использовать для производства элементов 20 для формирования водяного знака из различных материалов. Примеры включают один или более полимерных материалов, один или более металлов или комбинацию как металлов, так и полимеров, например, с металлом, встроенным в полимерную матрицу. Материал или материалы, отобранные для элементов 20 для формирования водяного знака, должны быть достаточно прочными, чтобы выдерживать давление, создаваемое между формующим цилиндром и гауч-валом и его непрерывные удары. Выбор материала(материалов) также зависит от используемого процесса трехмерной печати.
Некоторые примеры подходящих полимерных материалов приведены далее, хотя этот список не является исчерпывающим:
Для изготовления наплавкой (FDM):
- акрилонитрилбутадиенстирол (ABS)
- полифенилсульфон (PPS, PPSU или PPSF)
- полимолочная кислота (PLA)
- полиамид (PA)
- поликарбонат (PC)
- смеси материалов, например, PC-ABS
Для селективного лазерного спекания (SLS):
- нейлон, в частности PA12
- PA12 со стеклянным наполнителем
Для струйной печати или «фотопечати» (УФ-отверждаемые смолы):
- акриловые
- имитированный ABS
- имитированный полипропилен(PP)
- резиноподобные марки
- стоматологические марки
- биологически совместимые марки
Некоторые примеры подходящих металлов приведены далее, хотя этот список не является исчерпывающим:
Для селективного лазерного спекания (SLS) или селективной лазерной плавки (SLM) металлических порошков:
- титан, чистый и сплавы
- стали, в том числе нержавеющие стали
- никель-хромовые сплавы
- алюминий, чистый и сплавы
- кобальт-хромовые сплавы
- медь и медные сплавы
Благоприятно элементы 20 для формирования водяного знака, содержащие больше чем один отличающийся материал, можно формировать с использованием одного устройства, такого как трехмерный принтер, поскольку некоторые коммерческие трехмерные принтеры, например, модель Stratasys Objet 350 Connex, способны печатать несколькими материалами. Это позволяет получать в одном процессе как многоцветные продукты, так и композитные структуры, например, комбинированные жесткие и резиноподобные полимеры.
Значительное преимущество использования процесса трехмерной печати для того, чтобы формировать элемент 20 для формирования водяного знака(знаков), состоит в том, что время, затраченное на производство покрытия формующего цилиндра и, следовательно, стоимость, значительно снижается по сравнению с традиционным процессом, поскольку оригинал используют непосредственно для того, чтобы формировать элементы 20 для формирования водяного знака. Более нет необходимости получать штампы для тиснения, которые затем следует использовать для того, чтобы тиснить покрытие формующего цилиндра. Использование процесса под управлением компьютера для формирования каждого отдельного элемента 20 для формирования водяного знака делает возможным индивидуальное исполнение каждого отдельного водяного знака, например, для уникальных страниц паспорта или серийных номеров банкнот.
Дополнительное преимущество трехмерной печати состоит в том, что она позволяет значительно легче компенсировать усадку. Поскольку бумажное полотно проходит через различные этапы процесса изготовления бумаги, оно сжимается. Степень усадки на крае бумажного полотна больше, чем в центре, и она может варьировать в зависимости от конкретной машины, влагосодержания, используемого типа скорости обработки сырья. Чтобы получать готовый документ одинаковой ширины, фактическую ширину документа на покрытии формующего цилиндра во время производства следует менять для того, чтобы компенсировать усадку. Решение для любого водяного знака также должно предусматривать усадку. Использование трехмерной печати обозначает, что элементы 20 для формирования водяного знака можно легко корректировать, в зависимости от того, где на ширине покрытия формующего цилиндра их располагают.
Другое преимущество трехмерной печати состоит в том, что многие из способов, описанных выше, можно использовать для того, чтобы формировать элементы 20 для формирования водяного знака непосредственно на сеточной ткани 10 покрытия формующего цилиндра без необходимости дополнительных креплений 45.
Альтернативно один или более элементов 20 для формирования водяного знака можно формировать на секции сеточной сетки, которую впоследствии прикрепляют к сеточной ткани 10, например, к лицевому холсту 11, покрытия формующего цилиндра с использованием подходящих креплений 45.
Также доступны трехмерные ручки, такие как 3Doodler (TM) или Lixpen (TM). Их можно использовать для того, чтобы прикреплять элементы 20 для формирования водяного знака к сеточной ткани 10 посредством рисования петель из напечатанного трехмерной печатью элемента 20 для формирования водяного знака вокруг проволок лицевого холста 11 и обратно к элементу 20 для формирования водяного знака. Такие трехмерные ручки также можно использовать с элементами 20 для формирования водяного знака, которые произведены способом, отличным от трехмерной печати.
В качестве другой альтернативы, элементы 20 для формирования водяного знака можно прикреплять к перфорированной коже или рукаву, которые надевают на традиционную проволочную ткань 10.
Другое преимущество трехмерной печати состоит в том, что она обеспечивает гибкость. Например, получаемое покрытие формы может иметь прикрепленным к нему множество дискретных элементов 20 для формирования водяного знака через регулярные интервалы, каждый элемент 20 для формирования водяного знака разработан для получения одного водяного знака. Элементы 20 для формирования водяного знака можно разрабатывать для получения одного и того же водяного знака или различных водяных знаков.
Как описано ранее, множество полотен можно получать одновременно на бумагоделательной машине с формующим цилиндром. Полотна режут для того, чтобы формировать множество временных листов меньших размеров, и временные листы режут для того, чтобы формировать множество документов меньших размеров (обычно после печати). Каждый элемент 20 для формирования водяного знака может иметь тот же размер, что и отдельный документ (см. фиг. 18), и может быть разработан для получения всех водяных знаков (и отверстий), необходимых для отдельного документа. Это может включать более различных водяных знаков 52a, 52b, 52c, 52d. Эти водяные знаки 52a, 52b, 52c, 52d могут представлять собой, inter alia, наглядные водяные знаки, водяные знаки, подкрепляющие углы, дорожки защитных нитей и/или электротипные буквенно-цифровые водяные знаки. Достаточно идентичных элементов 20 для формирования водяного знака можно прикреплять к сеточной ткани 10 рядом друг с другом (чтобы формировать секцию мозаичного листа, как показано на фиг. 19), чтобы получать временной лист, который, при нарезании, будет формировать множество идентичных документов меньшего размера, все они имеют одинаковую комбинацию водяных знаков 52a, 52b, 52c, 52d. Это можно повторять вокруг периферии покрытие формы с тем, чтобы по меньшей мере одно из бумажных полотен можно было разделять для того, чтобы формировать идентичные временные листы и затем идентичные документы.
Использование указанных выше элементов 20 для формирования водяного знака при изготовлении бумаги является особенно благоприятным, когда каждый из них разработан для получения множества водяных знаков 52a, 52b, 52c, 52d. Во время процесса изготовления бумаги, бумага сжимается неравномерно по полотну. Таким образом, для того, чтобы обеспечивать правильное расположение водяных знаков 52a, 52b, 52c, 52d на готовом документе, положения элементов поверхности 21 для формирования водяного знака, которые создают отдельные водяные знаки 52a, 52b, 52c, 52d, могут варьировать в зависимости от того, где на полотне формируют водяной знак. Использование трехмерной печати упрощает этот процесс.
На фиг. 21 приведена четкая иллюстрация секции поверхности 21 для формирования водяного знака элемента 20 для формирования водяного знака, часть которой имеет очерченный профиль. В этом примере один водяной знак (в форме птицы, показана секция крыла этой птицы) имеет выступающие и вдавленные элементы. Это создает водяной знак, схожий с водяным знаком формующего цилиндра известного уровня техники. Другой водяной знак формируют из сплошных областей 21 в форме цифр «0», которые выступают над остальной поверхностью 21 для формирования водяного знака. Это создает водяной знак, схожий с электротипным водяным знаком известного уровня техники.
Также возможно использовать различные группы элементов 20 для формирования водяного знака для того, чтобы формировать различные листы или полотна, что обозначает, что больше чем один тип документа можно получать одновременно на одном формующем цилиндре.
Альтернативно, взамен мозаичного расположения множества индивидуальных идентичных элементов 20 для формирования водяного знака, чтобы сделать возможным получение временного листа, один элемент 20 для формирования водяного знака может создавать, который разработан для получения всех необходимых водяных знаков 52a, 52b, 52c, 52d для множества документов (см. фиг. 20). Вдобавок элемент 20 для формирования водяного знака можно использовать для предоставления направляющих меток 52e для устройства для продольной разрезки/рубки, которые используют для того, чтобы содействовать точной нарезке полотен/листов. Края также могут быть включены между областями, которые будут формировать индивидуальный документ, которые можно использовать в качестве точек крепления. Точки крепления необходимы для прикрепления различных групп элементов 20 для формирования водяного знака, используемых для того, чтобы формировать различные полотна или вместе или на покрытии формующего цилиндра. Они будут вырезаны, когда бумагу режут на отдельные временные листы и затем документы.
В качестве дополнительной альтернативы, весь лицевой холст 11 покрытия формующего цилиндра может представлять собой элемент 20 для формирования водяного знака, сформированный посредством трехмерной печати. Вдобавок подкладочные слои 12, 14 также можно получать посредством трехмерной печати.
В традиционном процессе с использованием тисненого формующего цилиндра, присутствие многих тиснений может затруднять прочное удержание покрытия формы во время тиснения сеточной ткани 10. Используя элементы 20 для формирования водяного знака, преодолевают этот недостаток, поскольку их формируют отдельно.
Благоприятно, элементы 20 для формирования водяного знака получают с тем, чтобы не иметь перегибов, связанных с тканой сеточной сеткой лицевого холста. Это устраняет влияние изображения перегибов проволоки, которое неминуемо получают на бумаге, на изображение водяного знака.
Дополнительные производственные проблемы могут возникать, когда водяной знак подлежит комбинированию с другим защитным признаком, таким как традиционно сформированные водяные знаки, подкрепляющие углы, как описано в EP-A-1468142, или защитные нити. В этих случаях важен порядок или стадии изготовления сеточной ткани. Например, может требоваться выполнить какие-либо тиснения, необходимые для этих других защитных признаков, прежде формирования каких-либо высеченных областей 15 (например, посредством лазерной резки), чтобы предотвращать возникновение искажения сеточной сетки, которое может влиять на элементы 20 для формирования водяного знака. Затем элементы 20 для формирования водяного знака можно вставлять в вырезы 43 или через высеченные области 15 при необходимости.
Полученная таким образом бумага с водяным знаком подходит для многих применений, включая бумагу, используемую в банкнотах, паспортах, сертификатах, билетах и многих других применениях. В частности, удобно получать бумагу для паспортов, которые имеют сложный макет и требуют различных водяных знаков на каждой странице.
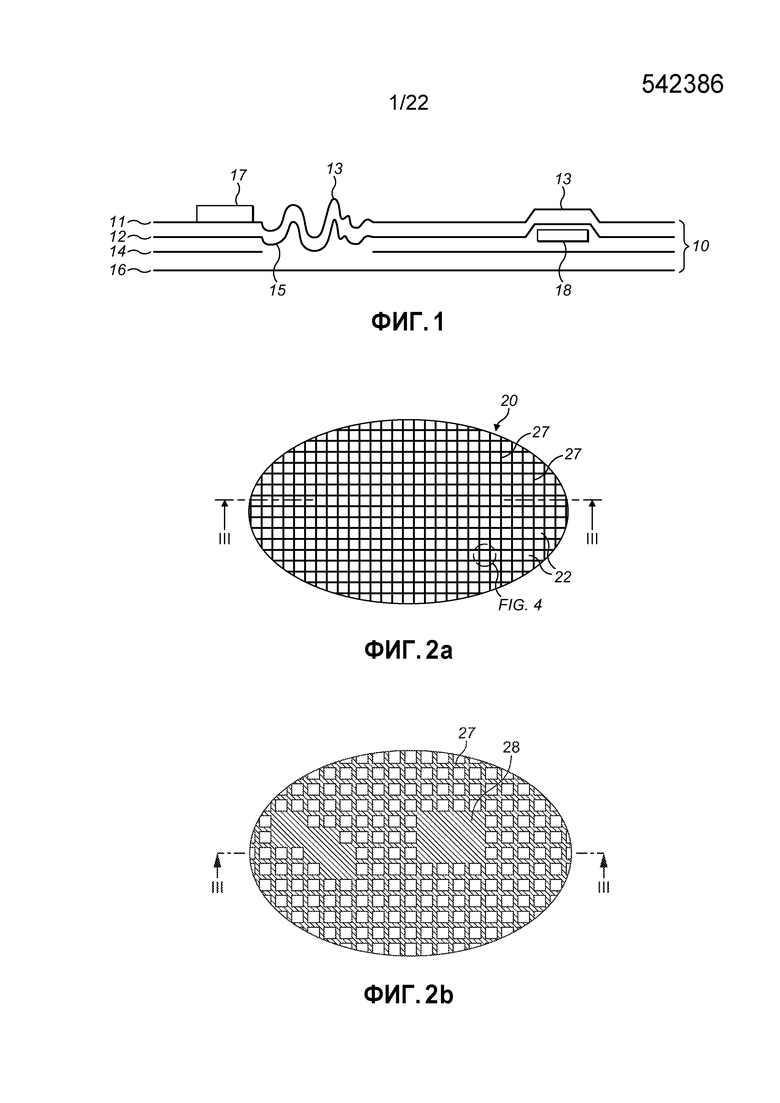
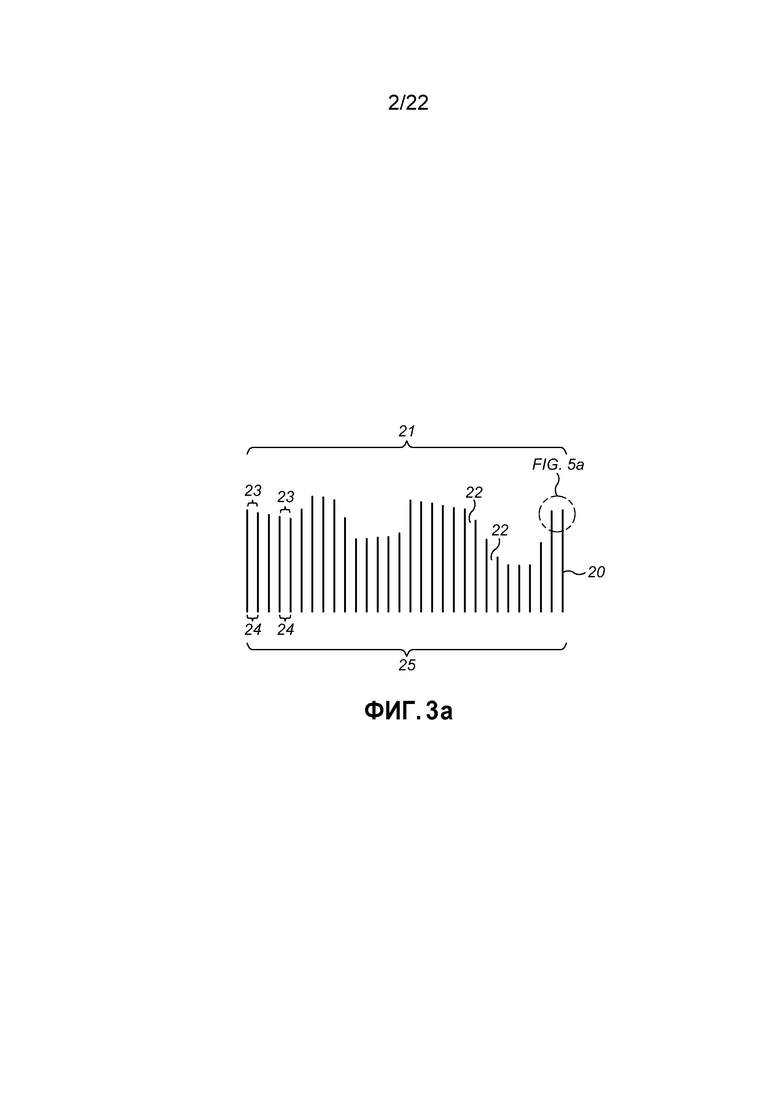
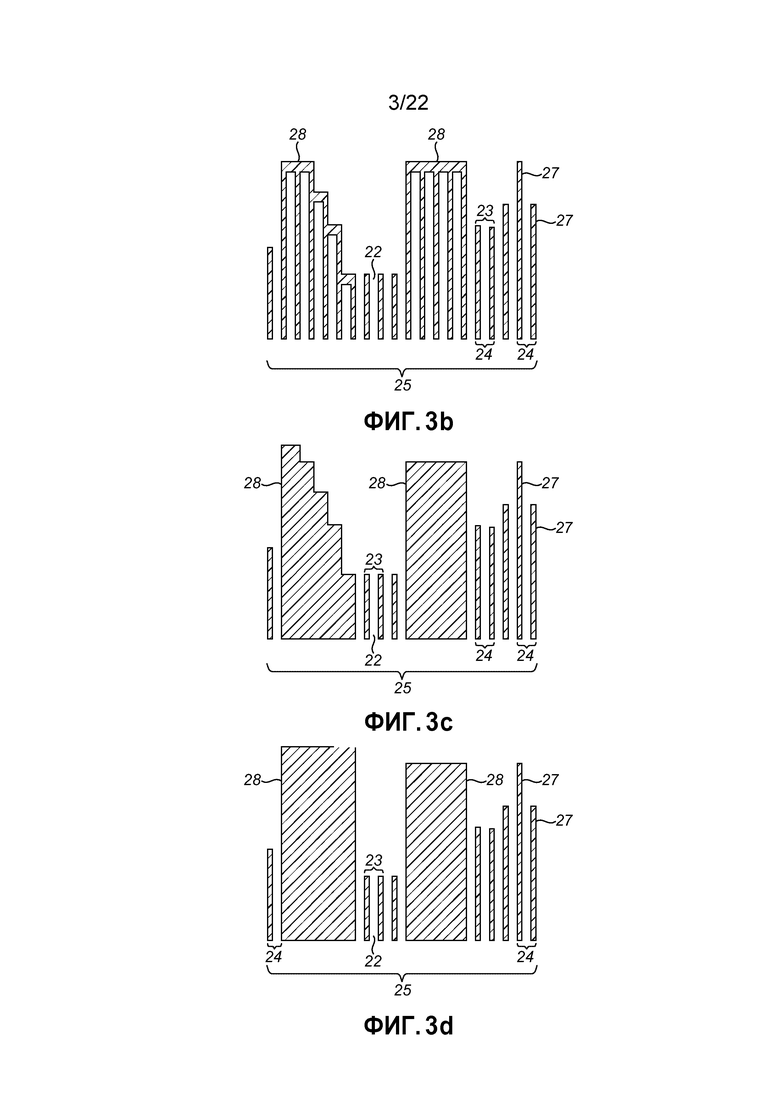
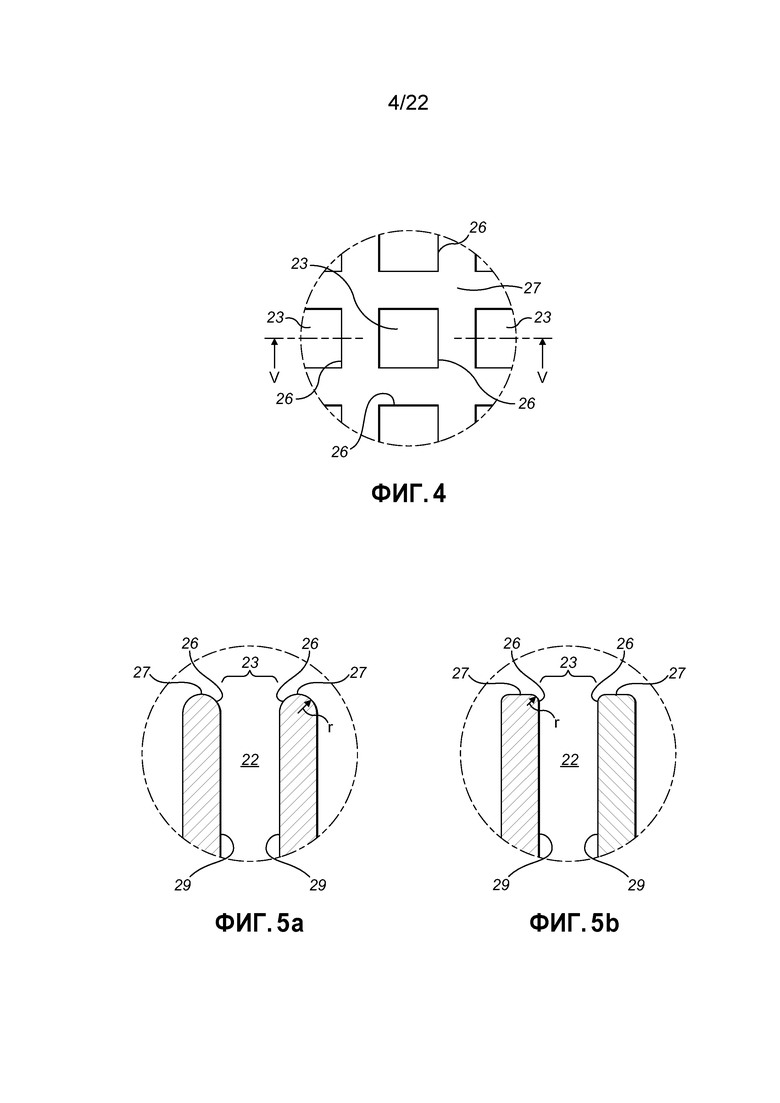
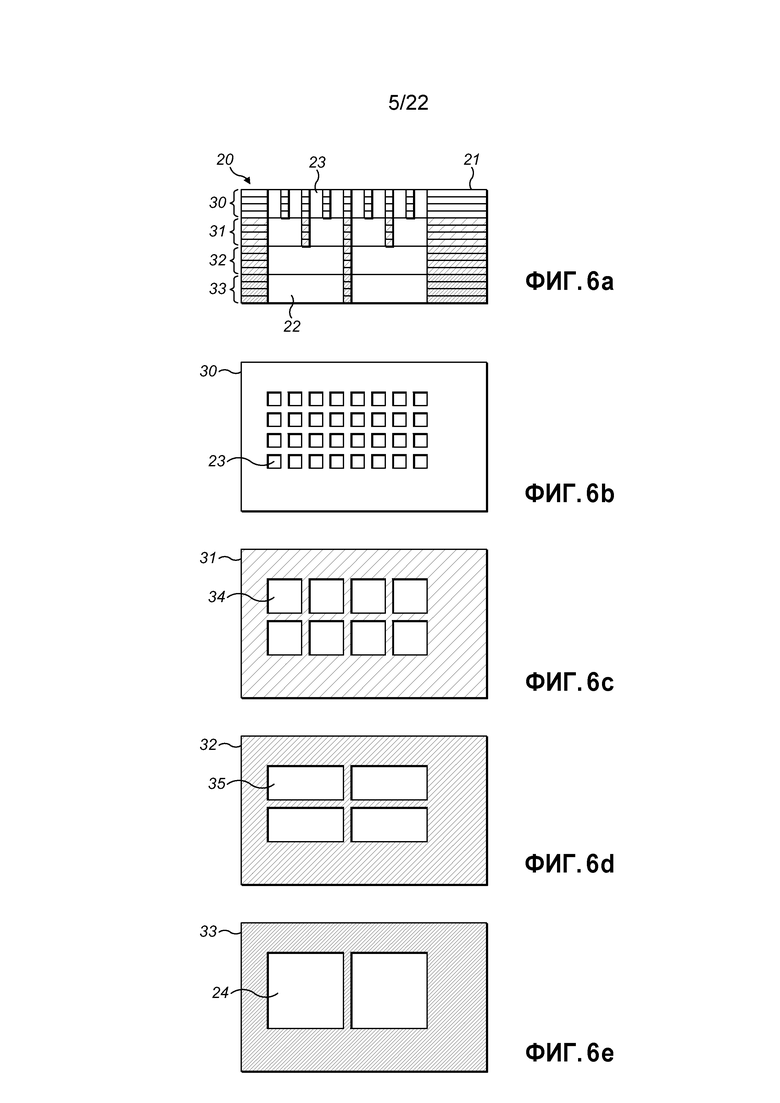
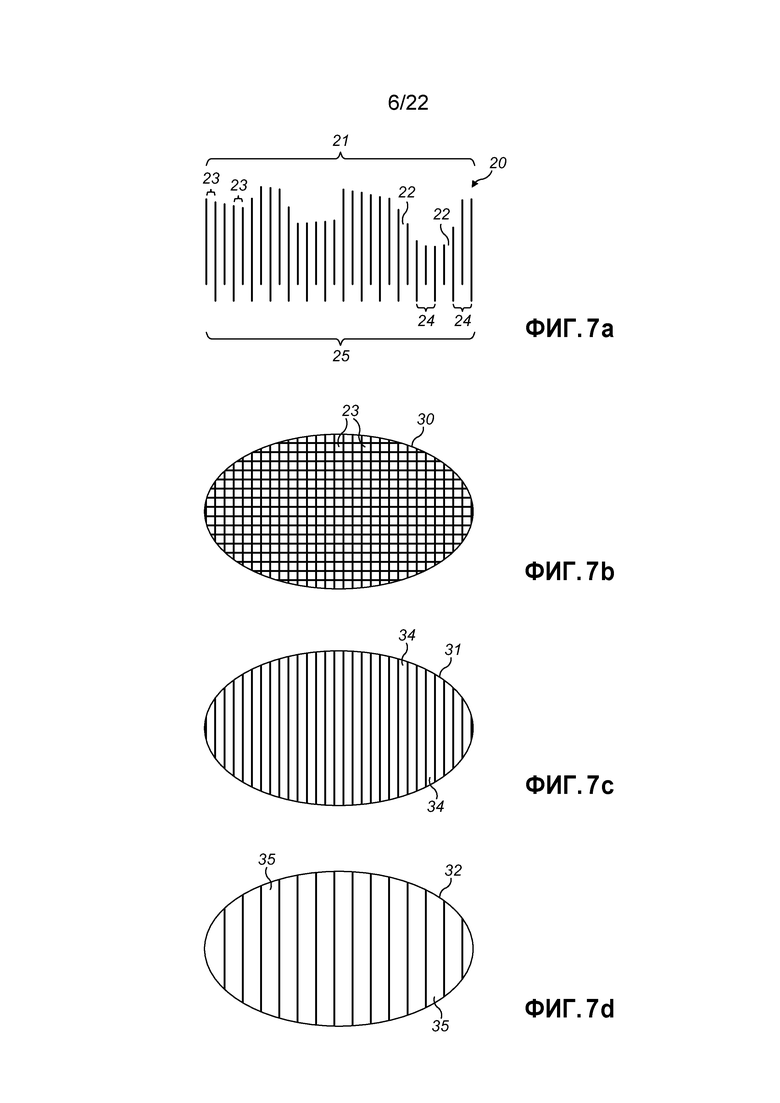
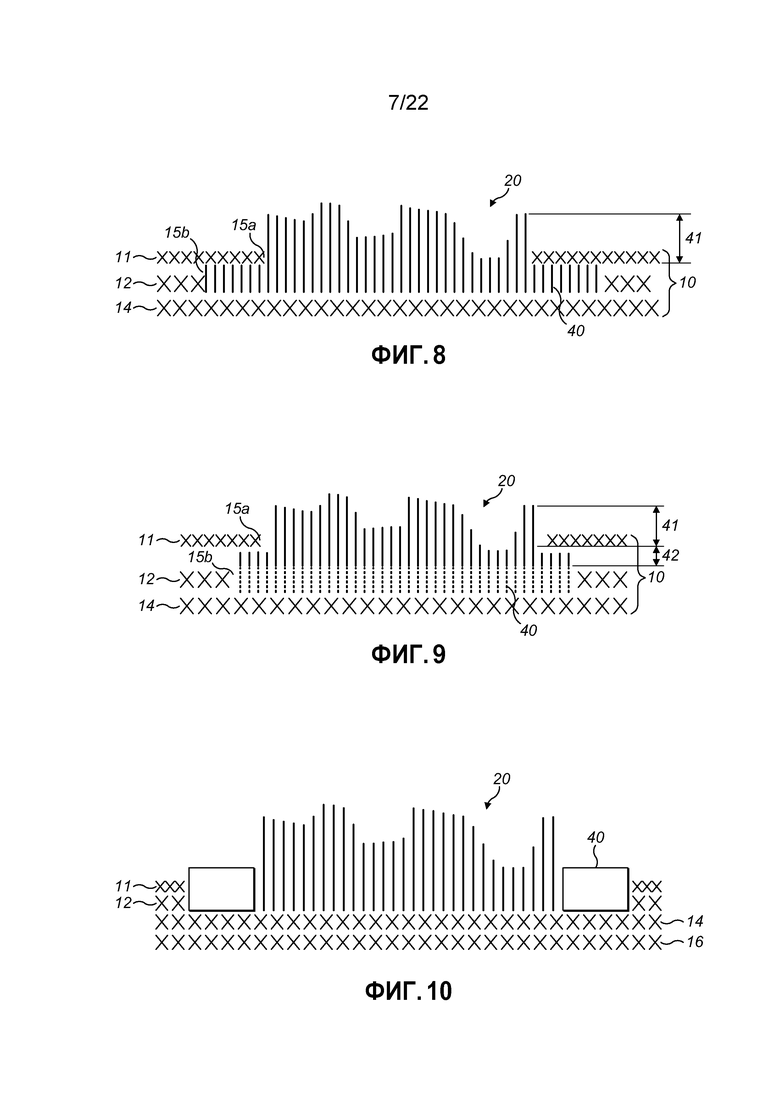
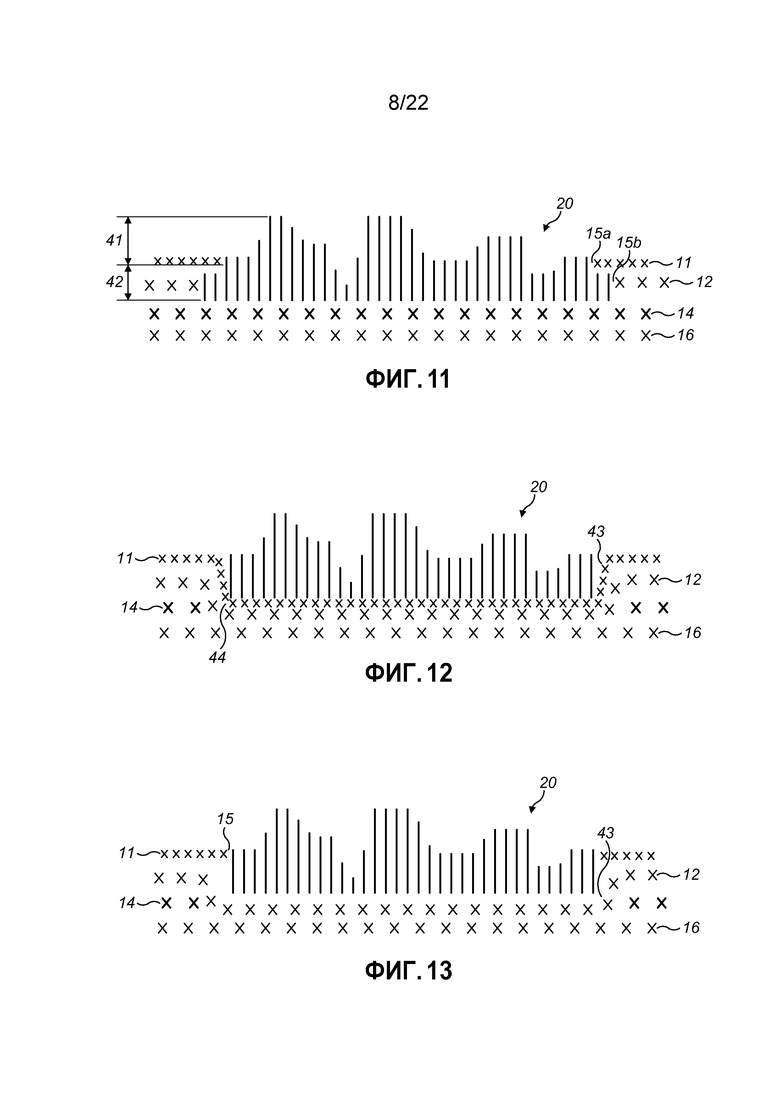
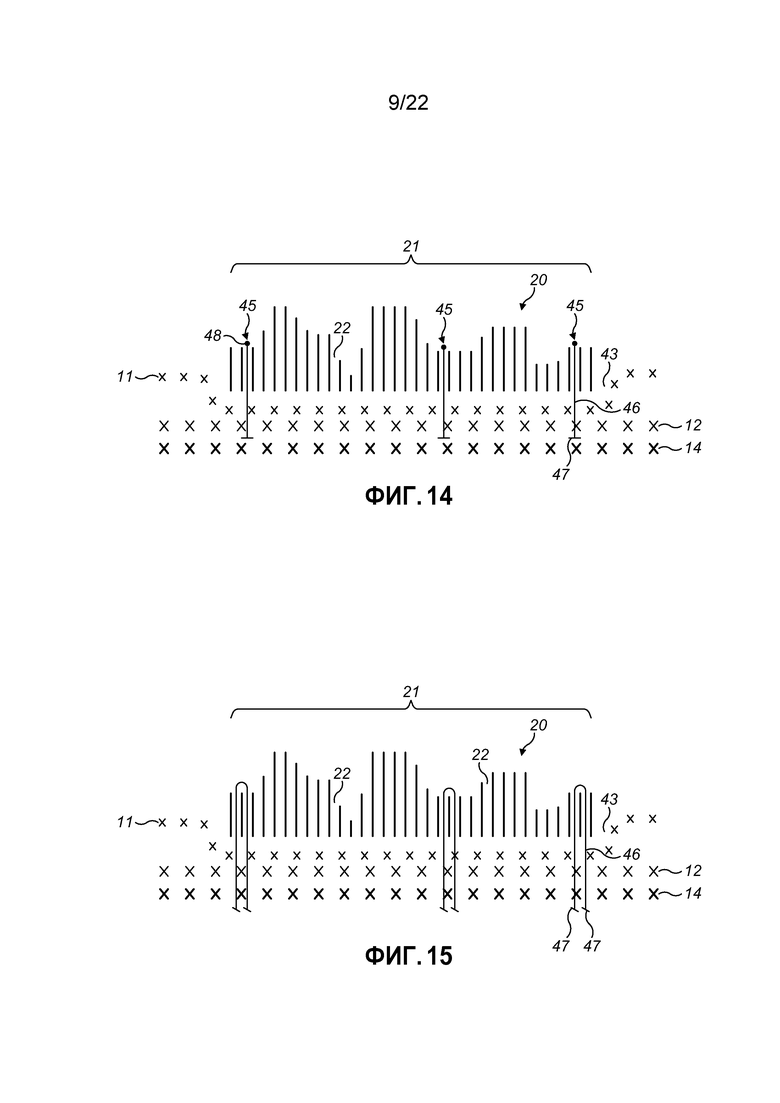
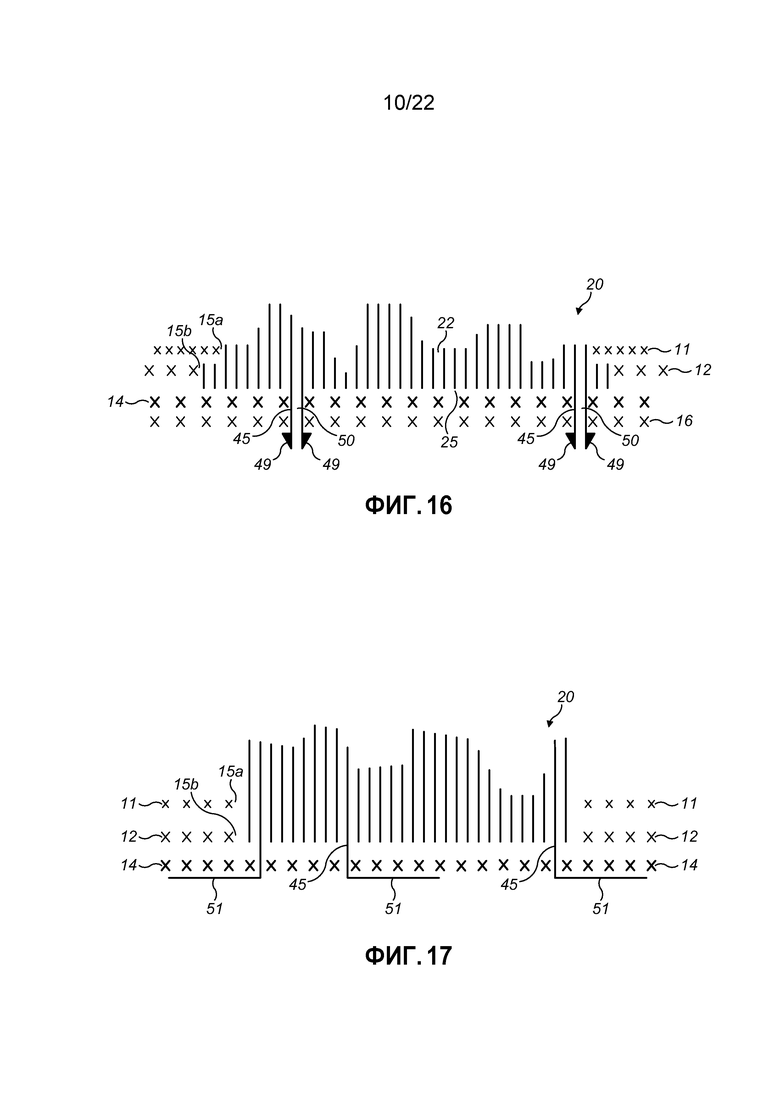
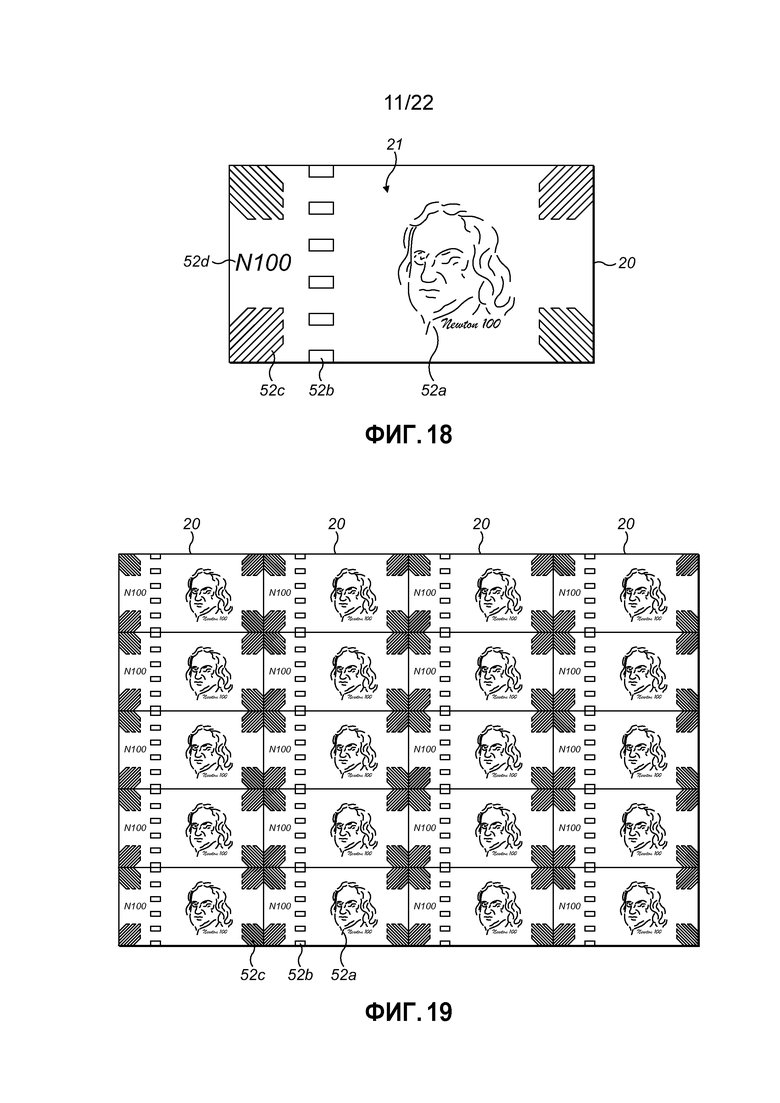
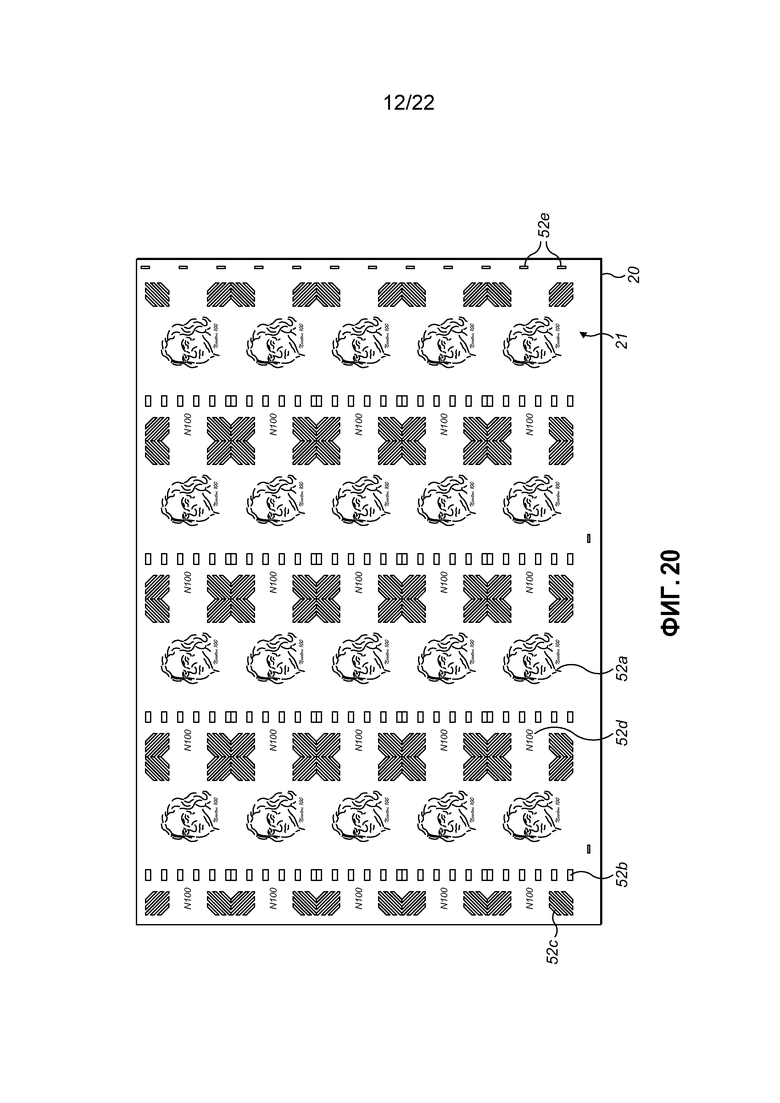
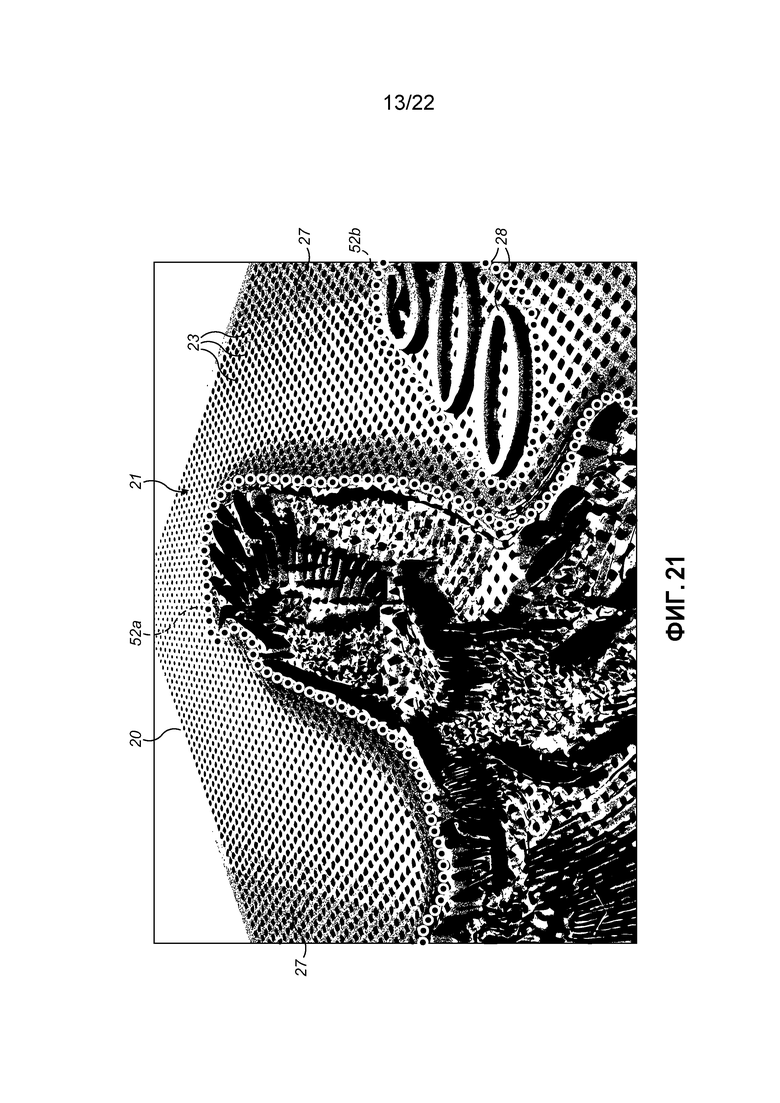
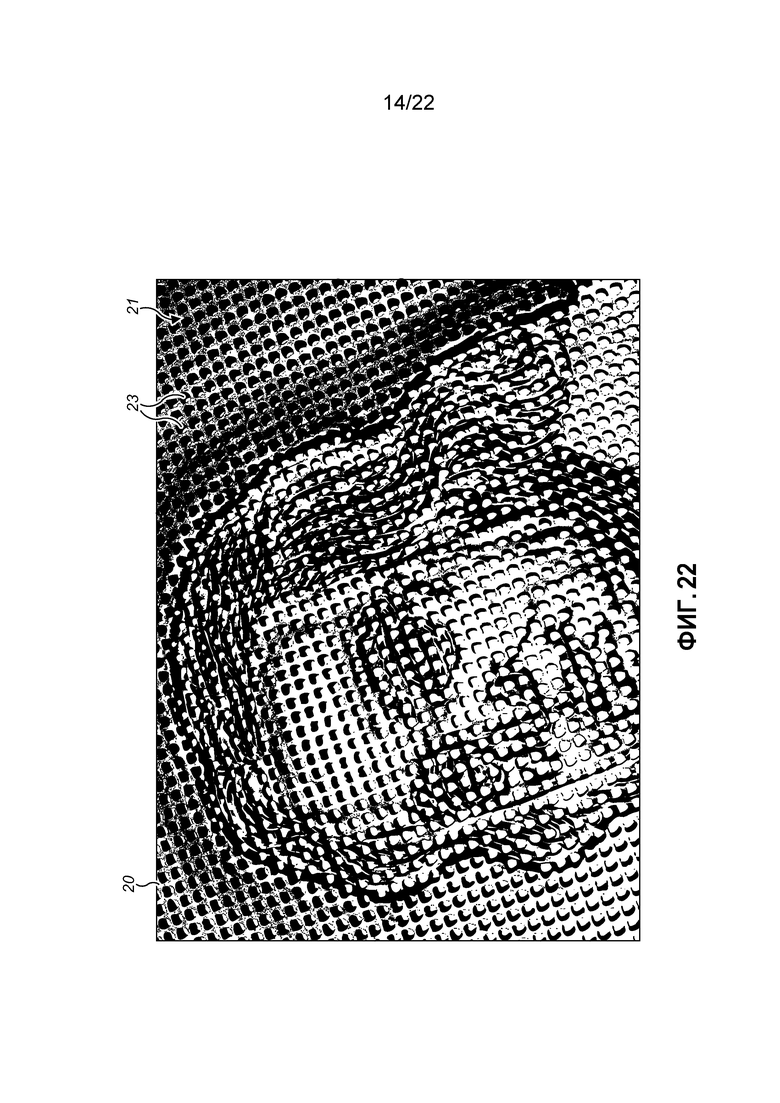
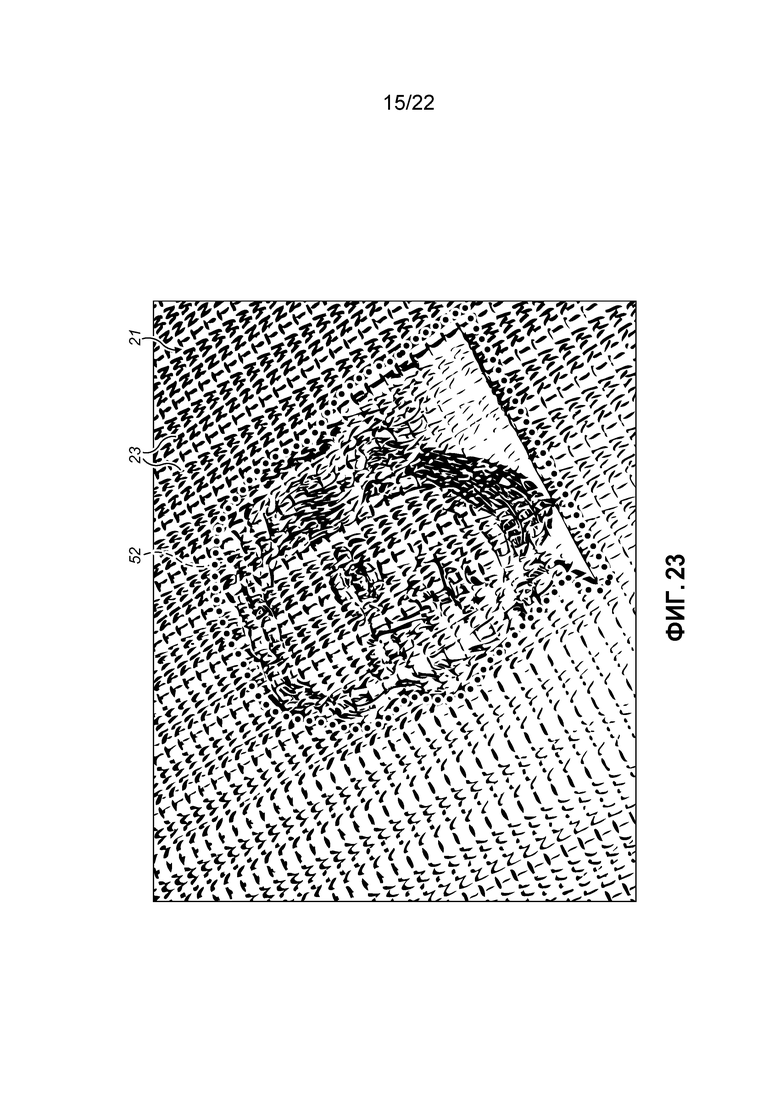
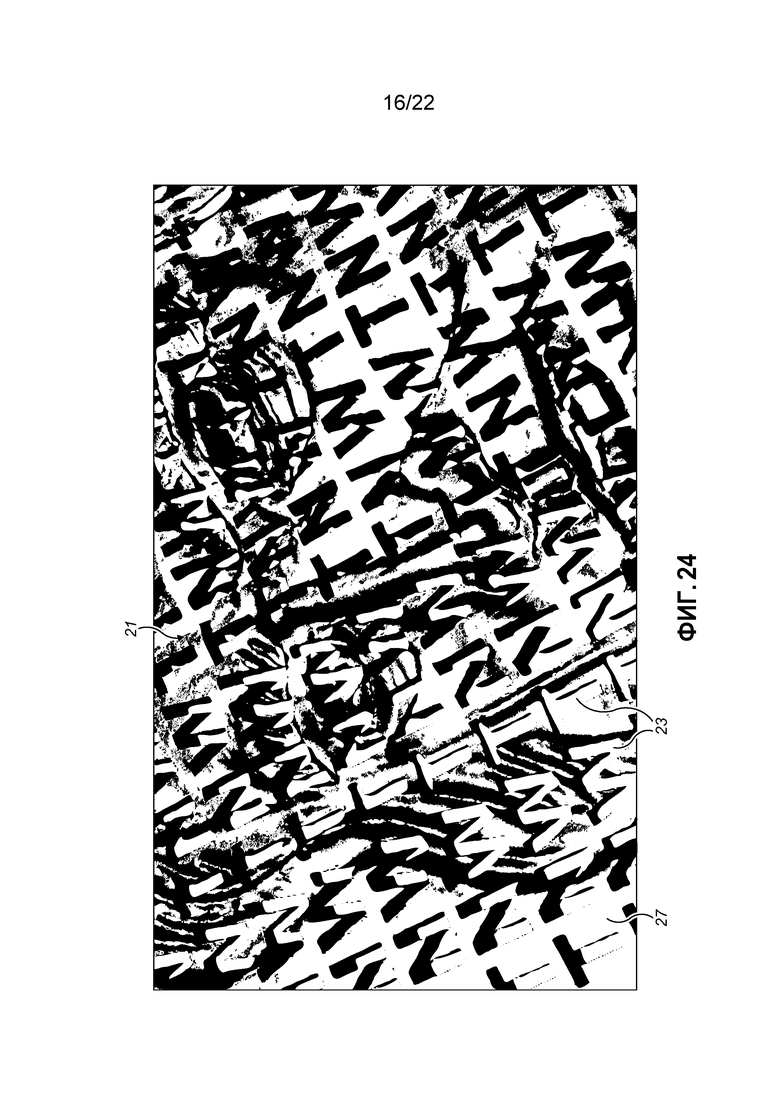
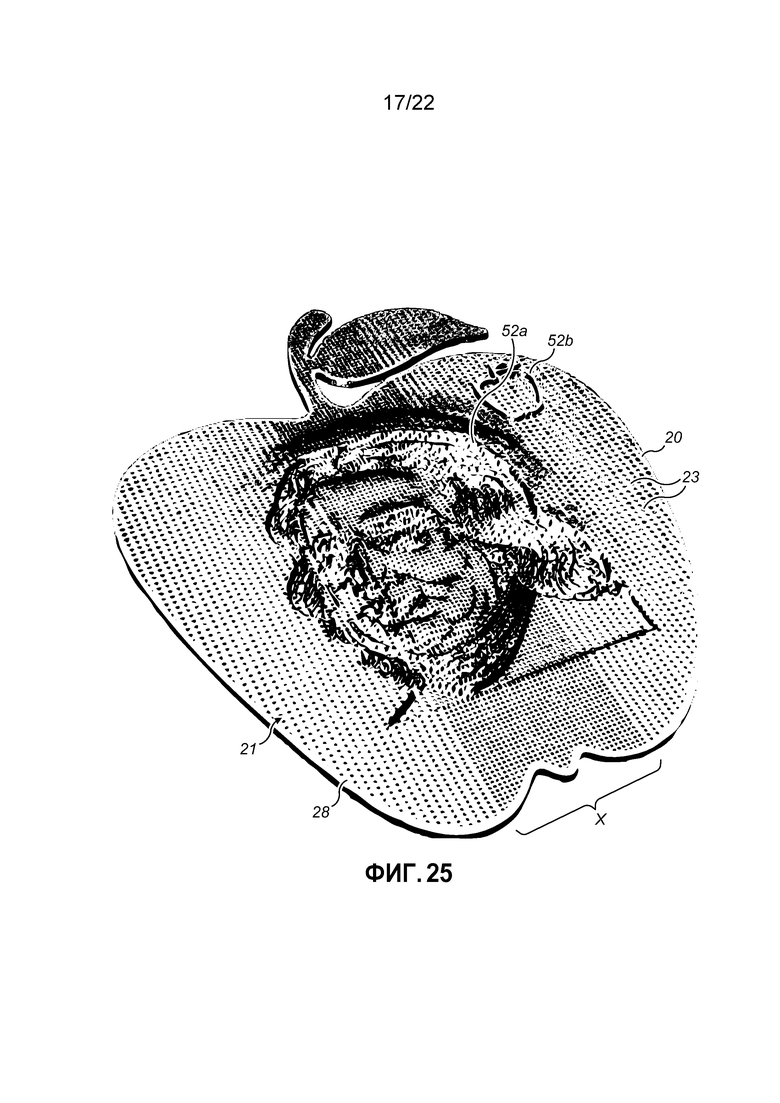
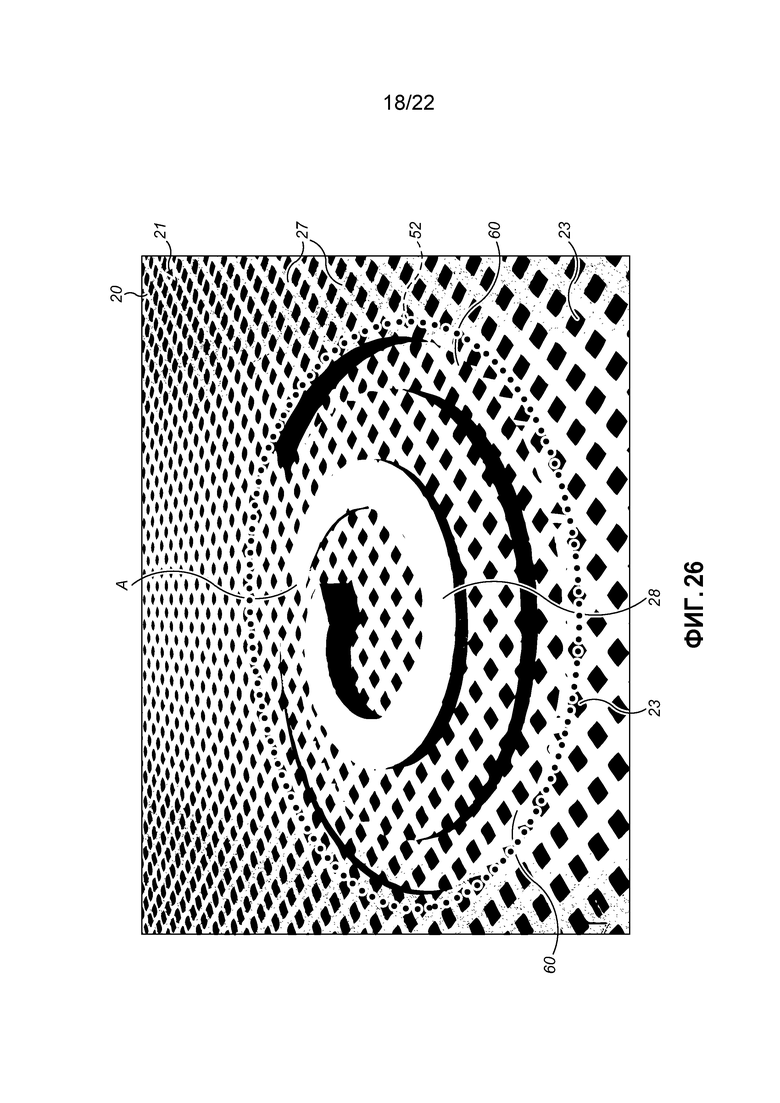

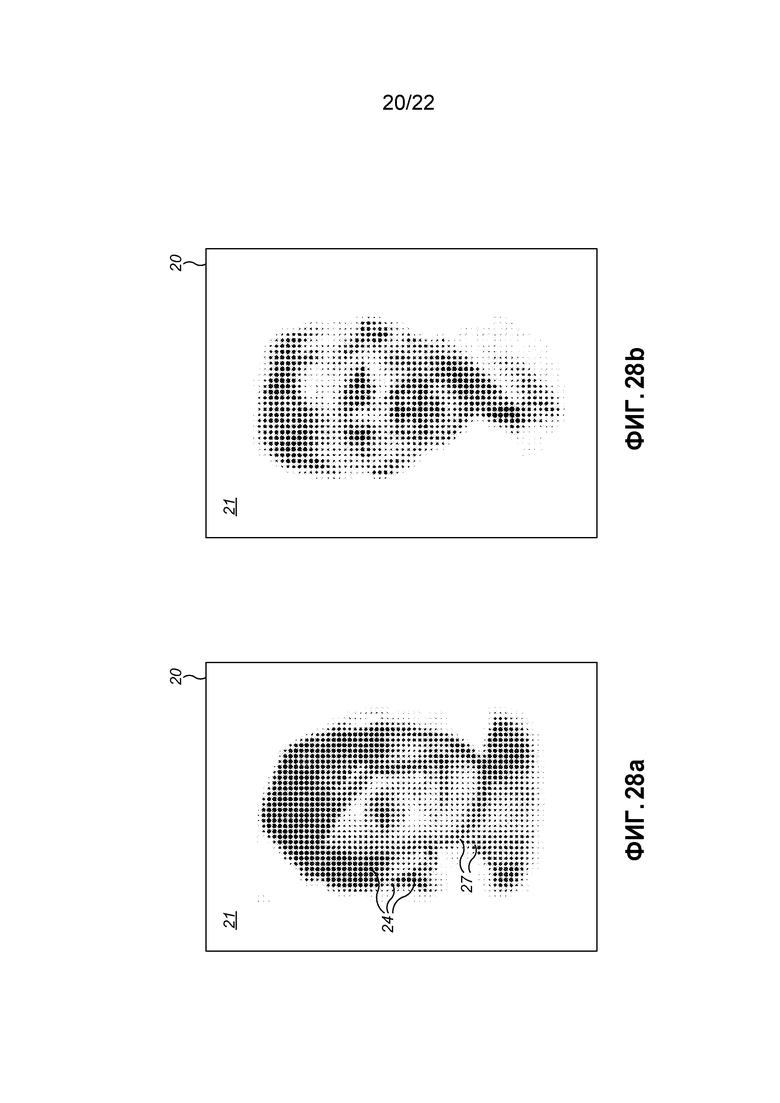
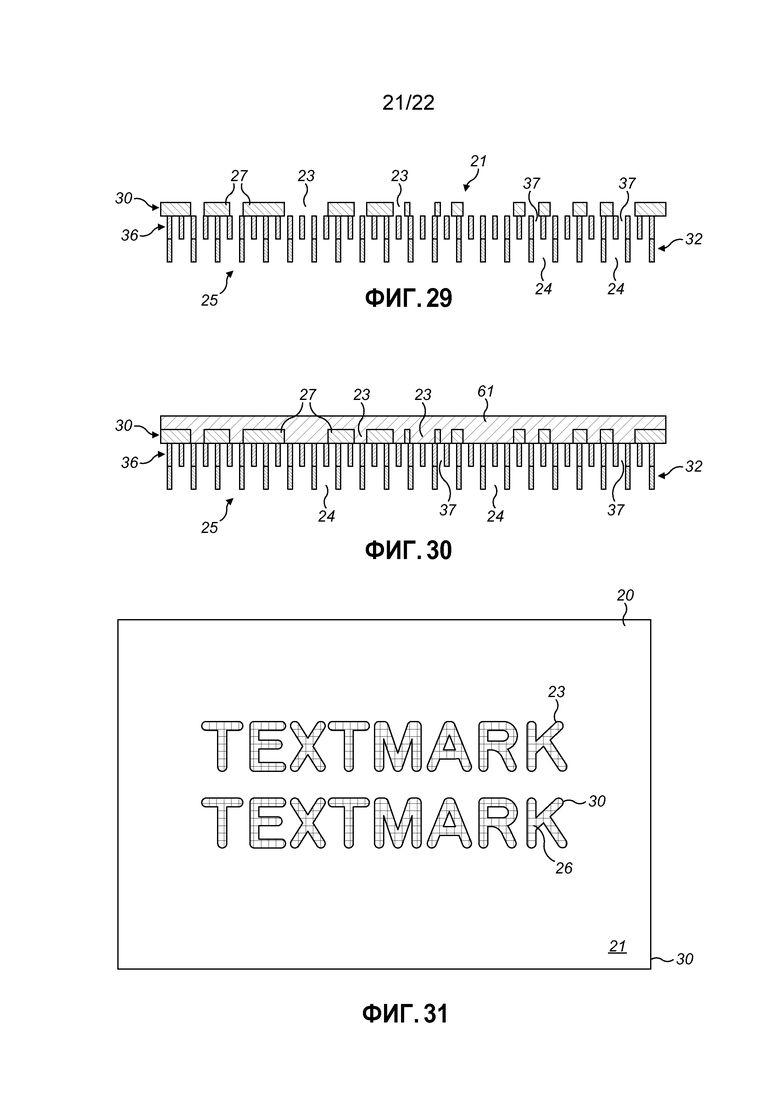
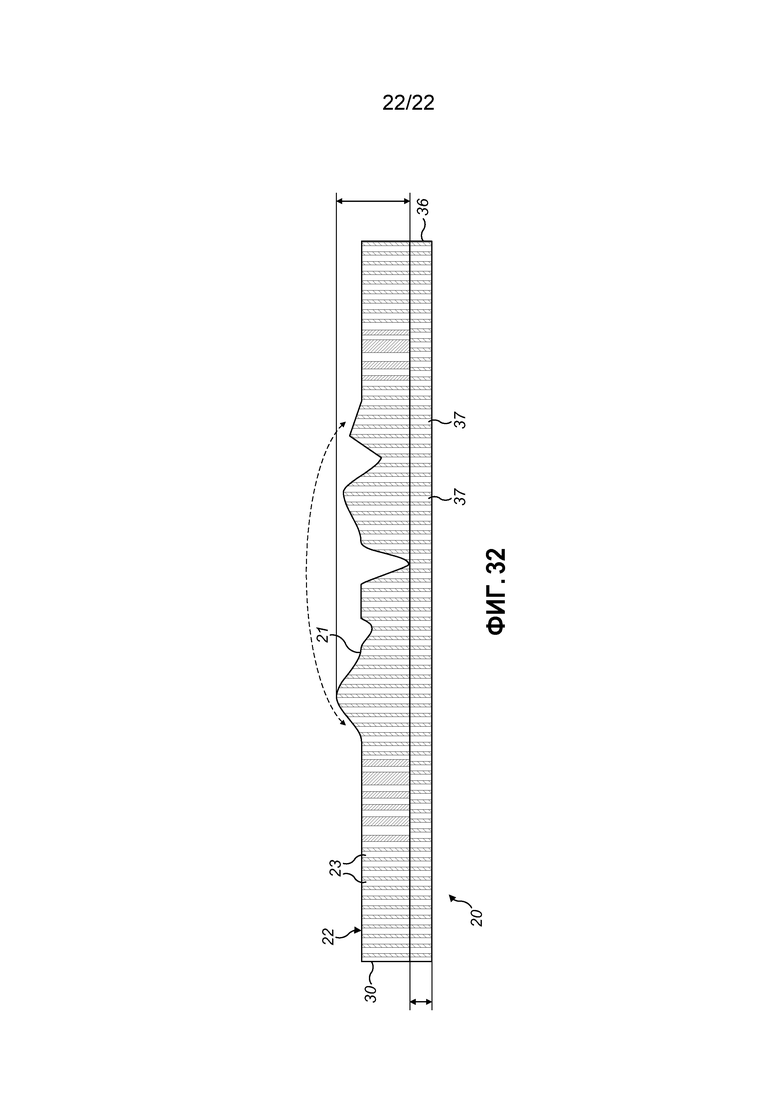
Изобретение относится к элементу для формирования водяного знака для формирования водяных знаков на бумаге, покрытию формующего цилиндра, которое содержит такой элемент для формирования водяного знака, способу получения такого покрытия формующего цилиндра, способу получения бумаги с использованием такого покрытия формующего цилиндра и бумаге, полученной таким образом. Элемент для формирования водяного знака имеет интегрированное тело, которое содержит формирующую водяной знак поверхность, которая имеет один или более формирующих водяной знак участков, и поверхность дренирования. Множество каналов для дренирования идет от отверстий передней поверхности в формирующей водяной знак поверхности к поверхности дренирования. По меньшей мере некоторым из отверстий передней поверхности придают геометрическую форму для того, чтобы определять по меньшей мере одно из буквенно-цифрового знака, символа или наглядного изображения. Фильтрующий слой, расположенный между формирующей водяной знак поверхностью и поверхностью дренирования, имеет отверстия фильтрующего слоя, которые имеют максимальную ширину, которая меньше, чем наименьшая ширина отверстий передней поверхности. 6 н. и 27 з.п. ф-лы, 32 ил.
1. Элемент для формирования водяного знака для формирования по меньшей мере одного водяного знака на бумаге, при этом указанный элемент для формирования водяного знака имеет интегрированное тело, которое содержит формирующую водяной знак поверхность, которая имеет один или более формирующих водяной знак участков, и поверхность дренирования, причем указанный элемент для формирования водяного знака имеет множество каналов для дренирования, проходящих от отверстий передней поверхности в формирующей водяной знак поверхности к поверхности дренирования, при этом отверстиям передней поверхности придана геометрическая форма для того, чтобы определять по меньшей мере две различные геометрические формы.
2. Элемент по п. 1, который дополнительно содержит фильтрующий слой, расположенный между формирующей водяной знак поверхностью и поверхностью дренирования, который имеет отверстия фильтрующего слоя, которые имеют максимальную ширину, которая меньше, чем наименьшая ширина отверстий передней поверхности, которые определяют по меньшей мере одно из буквенно-цифрового знака, символа или наглядного изображения.
3. Элемент по п. 1 или 2, в котором по меньшей мере один буквенно-цифровой знак, символ или наглядное изображение, определяемое посредством по меньшей мере некоторых из отверстий передней поверхности, является негативным или является позитивным.
4. Элемент по любому из пп. 1-3, в котором по меньшей мере один буквенно-цифровой знак, символ или наглядное изображение, определяемое посредством по меньшей мере некоторых из отверстий передней поверхности, является позитивным и по меньшей мере один буквенно-цифровой знак, символ или наглядное изображение, определяемое посредством по меньшей мере некоторых из отверстий передней поверхности, является негативным.
5. Элемент по любому из предшествующих пунктов, в котором указанный элемент для формирования водяного знака сформирован из множества слоев, в каждом слое предусмотрены отверстия для дренирования, отверстия для дренирования в каждом слое по меньшей мере частично перекрывают отверстия для дренирования в каких-либо смежных слоях для того, чтобы формировать указанные каналы для дренирования.
6. Элемент по п. 5, в котором каждый слой сформирован из множества подслоев.
7. Элемент по п. 5 или 6, в котором слои и/или подслои сплавлены вместе для того, чтобы формировать интегрированное тело.
8. Элемент по любому из предшествующих пунктов, в котором элемент для формирования водяного знака сформирован посредством трехмерной печати.
9. Элемент по любому из предшествующих пунктов, в котором элемент для формирования водяного знака сформирован из полимерного материала или множества различных полимерных материалов.
10. Элемент по любому из предшествующих пунктов, в котором элемент для формирования водяного знака сформирован из металлического материала или множества различных металлических материалов.
11. Элемент по любому из предшествующих пунктов, в котором минимальная площадь поперечного сечения отверстия передней поверхности и любого сечения каналов для дренирования составляет 0,01 мм2.
12. Элемент по любому из пп. 5-11, в котором геометрическая форма отверстий для дренирования в различных слоях различается.
13. Элемент по любому из пп. 5-12, в котором любой один слой может иметь отверстия для дренирования, площадь сечения и/или геометрическую форму, которые не везде одинаковы.
14. Элемент по любому из предшествующих пунктов, в котором общая площадь сечения отверстий передней поверхности находится в диапазоне от 1 до 40% от общей площади поверхности элемента для формирования водяного знака, предпочтительно от 15 до 30% и более предпочтительно от 15 до 25%.
15. Элемент по любому из пп. 5-14, в котором слои являются плоскими.
16. Элемент по любому из пп. 5-14, в котором слои являются неплоскими.
17. Элемент по любому из предшествующих пунктов, в котором поверхность для формирования водяного знака очерчена в одном или более формирующих водяной знак участках, чтобы обеспечивать тональные вариации в бумаге, сформированной на нем.
18. Элемент по любому из предшествующих пунктов, в котором геометрическая форма, размер, расстояние и/или распределение отверстий поверхности дренирования варьирует в одном или нескольких формирующих водяной знак участках для того, чтобы обеспечивать тональные вариации в бумаге, сформированной на нем.
19. Элемент по любому из предшествующих пунктов, в котором минимальная ширина отверстий передней поверхности, которую используют для того, чтобы формировать по меньшей мере один буквенно-цифровой знак, наглядное изображение или символ, находится в диапазоне от 0,1 до 5,0 мм, более предпочтительно в диапазоне от 0,3 до 3,0 мм и наиболее предпочтительно в диапазоне от 0,3 до 1,0 мм.
20. Элемент по любому из предшествующих пунктов, в котором ширина отверстий 37 фильтрующего слоя находится в диапазоне от 0,1 до 1 мм и более предпочтительно в диапазоне от 0,4 до 1,0 мм.
21. Элемент по любому из предшествующих пунктов, в котором максимальное расстояние от поверхности для формирования водяного знака до фильтрующего слоя находится в диапазоне от 0,1 до 3,0 мм и предпочтительно в диапазоне от 0,3 до 2,00 мм.
22. Элемент по любому из предшествующих пунктов, в котором толщина фильтрующего слоя находится в диапазоне от 0,1 до 1,0 мм и предпочтительно в диапазоне от 0,3 до 0,6 мм.
23. Элемент по любому из предшествующих пунктов, в котором толщина слоя, который предусматривает поверхность дренирования, находится в диапазоне от 0,6 до 6,0 мм и предпочтительно в диапазоне от 1 до 3,0 мм.
24. Покрытие формующего цилиндра для изготовления бумаги, которая имеет по меньшей мере один водяной знак, которое содержит по меньшей мере один дырчатый слой и по меньшей мере один элемент для формирования водяного знака, как заявлено в любом одном из предшествующих пунктов, прикрепленные к нему.
25. Покрытие формующего цилиндра по п. 24, в котором элемент для формирования водяного знака расположен в вырезе, сформированном по меньшей мере в одном дырчатом слое.
26. Покрытие формующего цилиндра по п. 24, в котором элемент для формирования водяного знака расположен в высеченной части, сформированной по меньшей мере в одном дырчатом слое.
27. Покрытие формующего цилиндра по п. 23 или 24, в котором элемент для формирования водяного знака расположен в вырезе, сформированном по меньшей мере в одном дырчатом слое, и высеченной части, сформированной в другом дырчатом слое.
28. Способ получения покрытия формующего цилиндра как заявлено в любом из пп. 24-27, в котором один или более элементов для формирования водяного знака формируют посредством процесса трехмерной печати.
29. Способ по п. 28, в котором один или более элементов для формирования водяного знака формируют и впоследствии прикрепляют по меньшей мере к одному дырчатому слою.
30. Способ по п. 28, в котором один или более элементов для формирования водяного знака формируют непосредственно по меньшей мере на одном дырчатом слое.
31. Способ получения бумаги с водяным знаком, который включает стадию осаждения волокон на покрытии формующего цилиндра по любому из пп. 24-27.
32. Бумага, сформированная способом по п. 31.
33. Защищенный документ, выполненный из бумаги по п. 32, включая банкноту, паспорт, сертификат, билет или тому подобное.
| 0 |
|
SU192950A1 | |
| DE 102006058513 A1, 19.06.2008 | |||
| WO 2011117828 A1, 29.09.2011 | |||
| DE 10327248 A1, 05.01.2005 | |||
| WO 2011137941 A1, 10.11.2011. | |||

