Изобретение относится к области изготовления миниатюрных гермовводов, в частности к конструкциям спаев металл-керамика высокой степени герметичности, предназначено для осуществления электрического контакта между элементами гермообъема и внешними элементами и может быть использовано во всех изделиях электровакуумного приборостроения.
Известен «Гермоввод» (см. патент РФ №2322718, опубликованный 03.10.2006 г.). Гермоввод состоит из токоввода, корпуса и изолятора. Пайка гермоввода производится активным медно-титановым припоем.
Токоввод выполнен в виде тонкостенного контакта с глухим отверстием для обеспечения податливости и возможности деформирования при выполнении спая, обеспечивает уменьшение напряжений, вызванных разными температурными коэффициентами линейного расширения материалов токоввода и изолятора, предотвращая растрескивание последнего.
Конструкция токоввода и выполнение зазоров между корпусом и изолятором, изолятором и контактом, обеспечивающих капиллярное течение припоя, позволяют добиться высокой степени герметичности.
Вышеуказанное устройство является наиболее близким по технической сущности к заявляемому устройству и поэтому выбрано в качестве прототипа.
Недостатком прототипа является сложность изготовления центрального токоввода, а также возможность электрического контакта между зазорами со стороны выхода припоя.
После заполнения зазоров между втулкой и изолятором, изолятором и токовводом, припой, обладающий высокой текучестью, образует перемычки на торцевой поверхности изолятора, что приводит к короткому замыканию электрической цепи. Это может происходить как со стороны выхода припоя из зазоров, так и со стороны его поступления. Удалить излишки припоя из-за малых габаритов гермоввода и непосредственной близости тонкостенного токоввода, выступающего с обоих концов изолятора, является трудоемким процессом.
Решаемой технической задачей является упрощение технологии изготовления гермоввода высокой степени герметичности.
Достигаемым техническим результатом является возможность получения надежного паяного соединения и упрощение конструкции гермоввода, с одновременным упрощением технологического процесса как пайки, так и удаления перемычек припоя с торца изолятора.
Для достижения технического результата в гермовводе, состоящем из наружного корпуса, в котором установлено не менее одного неметаллизированного изолятора, внутри которого размещен один или несколько токовводов, при этом между каждым токовводом и каждым изолятором, каждым изолятором и наружным корпусом образованы зазоры, заполненные путем капиллярного течения активным медно-титановым припоем, посредством которого соединены все элементы гермоввода, новым является то, что токоввод выполнен в виде полой трубки с размещенным и герметично соединенным с ней центральным контактом, при этом с противоположной стороны поступления припоя в наружном корпусе и изоляторе выполнены кольцевые проточки, диаметр которых больше внутренних диаметров наружного корпуса и изолятора, выполненных из материалов, температурные коэффициенты линейного расширения которых близки к температурному коэффициенту линейного расширения припоя.
Новая совокупность существенных признаков позволяет снизить трудоемкость изготовления гермоввода с высокой степенью герметичности и создать более технологичную, не только одновыводную но и многовыводную конструкцию.
На фигуре представлено заявляемое устройство.
Гермоввод содержит наружный корпус 1, в котором установлено не менее одного неметаллизированного изолятора 2, внутри которого размещен один или несколько токовводов, выполненных в виде полой трубки 3 с размещенным и герметично соединенным с ней центральным контактом 4. Между каждым токовводом и каждым изолятором 2, каждым изолятором 2 и наружным корпусом 1 образованы зазоры 6, заполненные путем капиллярного течения активным медно-титановым припоем. С противоположной стороны поступления припоя в наружном корпусе 1 и изоляторе 2 выполнены кольцевые проточки 5, диаметр которых больше внутренних диаметров наружного корпуса 1 и изолятора 2. Температурные коэффициенты линейного расширения наружного корпуса 1 и изолятора 2 близки к температурному коэффициенту линейного расширения припоя.
Технология изготовления заявляемого технического решения поясняется следующим образом.
Предварительно осуществляется пайка наружного корпуса 1, изолятора 2 и полой трубки 3. Кольцевые проточки 5, выполненные в наружном корпусе 1 и изоляторе 2, исключают капиллярное течение припоя, после заполнения зазоров 6 и, как следствие, невозможность его перемыкания. Припой, осажденный со стороны его поступления, легко удаляется, путем совместной механической доработки наружного корпуса 1, изолятора 2 и полой трубки 3 до установки центрального контакта 4. Центральный контакт 4 герметично присоединяется к выступающему из изолятора 2 концу полой трубки 3 методом сварки или пайки.
Снижение трудоемкости изготовления данного гермоввода по сравнению с прототипом происходит благодаря конструкции токоввода, выполненного из стандартной полой трубки 3 и центрального контакта 4, выполненного из проволоки.
Надежность конструкции гермоввода обеспечивается возможностью деформирования полой трубки 3 при выполнении спая, что обеспечивает уменьшение напряжений, вызванных разными температурными коэффициентами линейного расширения материалов полой трубки 3, выполненной из сплава 29НК и керамического изолятора (форстеритовая или корундовая керамика), предотвращая растрескивание последнего. Температурные коэффициенты линейного расширения припоя (например, стемет 1201, 1202≈97·10-7 1/°C), наружного корпуса 1 (например, титан или титановый сплав ≈88·10-7 1/°C) и изолятора 2 (форстеритовая или корундовая керамика ≈83·10-7 1/°C) близки. Значения температурных коэффициентов линейного расширения указаны для диапазона температур от 20 до 200°C.
Изготовлен опытный образец, который подтвердил работоспособность заявленного устройства.
| название | год | авторы | номер документа |
|---|---|---|---|
| ГЕРМОВВОД | 2006 |
|
RU2322718C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНЫХ ИЗДЕЛИЙ И СПОСОБ ПОДГОТОВКИ СБОРНЫХ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЯ НА ИХ ПОВЕРХНОСТИ | 2011 |
|
RU2460162C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО МАЛОГАБАРИТНОГО ЭЛЕКТРИЧЕСКОГО ГЕРМОВЫВОДА | 2010 |
|
RU2433494C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| ГЕРМЕТИЧНЫЙ ВВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2015 |
|
RU2608359C2 |
| ТЕРМОСТОЙКАЯ ГЕРМЕТИЧНАЯ ВИЛКА | 2001 |
|
RU2219623C2 |
| БЛОЧНЫЙ ГЕРМЕТИЧНЫЙ ВВОД ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ ЧЕРЕЗ ЗАЩИТНУЮ ОБОЛОЧКУ | 2014 |
|
RU2572824C2 |
| ПЕРЕХОД ВЫСОКОВОЛЬТНЫЙ | 2021 |
|
RU2756026C1 |
| ПЕРЕХОД ВЫСОКОВОЛЬТНЫЙ | 2018 |
|
RU2685243C1 |
| Устройство для ввода электрической цепи в вакуумную камеру | 2024 |
|
RU2832582C1 |
Изобретение относится к области изготовления миниатюрных гермовводов и может быть использовано во всех изделиях электровакуумного приборостроения. Гермоввод состоит из наружного корпуса, в котором установлено не менее одного неметаллизированного изолятора, внутри которого размещен один или несколько токовводов, при этом между каждым токовводом и каждым изолятором, каждым изолятором и наружным корпусом образованы зазоры, заполненные путем капиллярного течения активным медно-титановым припоем, посредством которого соединены все элементы гермоввода. Токоввод выполнен в виде полой трубки с размещенным и герметично соединенным с ней центральным контактом, при этом с противоположной стороны поступления припоя в наружном корпусе и изоляторе выполнены кольцевые проточки, диаметр которых больше внутренних диаметров наружного корпуса и изолятора, выполненных из материалов, температурные коэффициенты линейного расширения которых близки к температурному коэффициенту линейного расширения припоя. Изобретение обеспечивает возможность получения надежного паяного соединения, упрощение конструкции гермоввода с упрощением технологического процесса изготовления. 1 ил.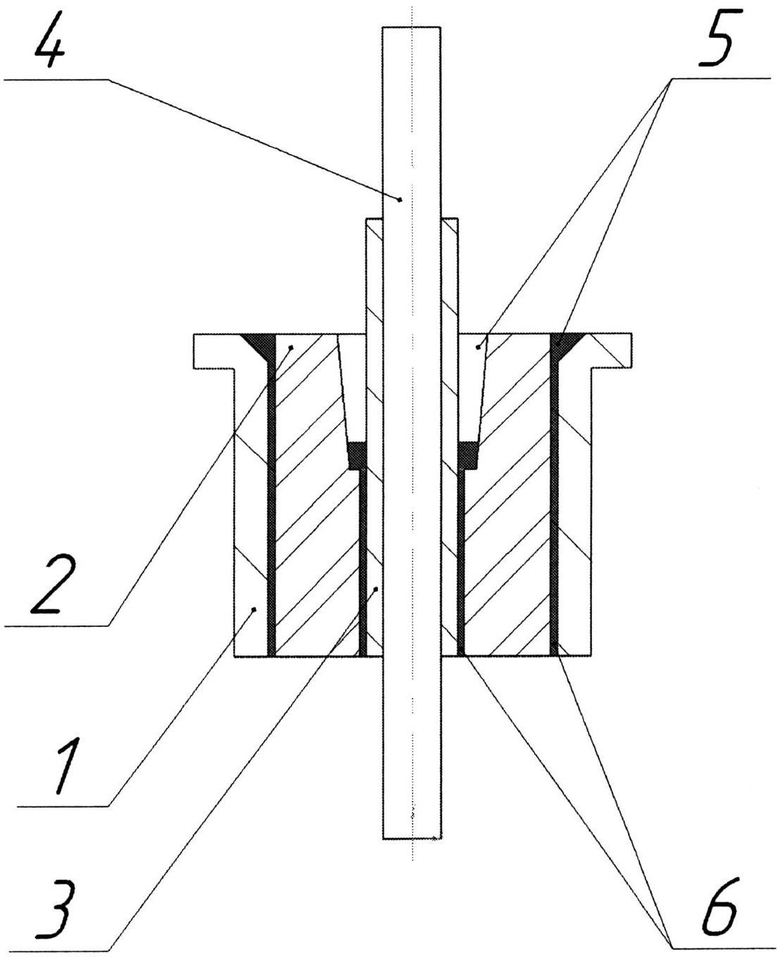
Гермоввод, состоящий из наружного корпуса, в котором установлено не менее одного неметаллизированного изолятора, внутри которого размещен один или несколько токовводов, при этом между каждым токовводом и каждым изолятором, каждым изолятором и наружным корпусом образованы зазоры, заполненные путем капиллярного течения активным медно-титановым припоем, посредством которого соединены все элементы гермоввода, отличающийся тем, что токоввод выполнен в виде полой трубки с размещенным и герметично соединенным с ней центральным контактом, при этом с противоположной стороны поступления припоя в наружном корпусе и изоляторе выполнены кольцевые проточки, диаметр которых больше внутренних диаметров наружного корпуса и изолятора, выполненных из материалов, температурные коэффициенты линейного расширения которых близки к температурному коэффициенту линейного расширения припоя.
| ГЕРМОВВОД | 2006 |
|
RU2322718C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО МАЛОГАБАРИТНОГО ЭЛЕКТРИЧЕСКОГО ГЕРМОВЫВОДА | 2010 |
|
RU2433494C1 |
| Способ заделки концов кабелей гермовводов | 1990 |
|
SU1820971A3 |
| US3832589 A, 27.08.1974 | |||
| DE10209752 A1,02.10.2002 | |||

