Предлагаемый герметичный ввод относится к области электротехники и предназначен для использования в ракетной технике при строительстве специальных фортификационных сооружений (СФС), подвергающимся внешним силовым воздействиям, в том числе поражающим факторам многократных ядерных взрывов и сопутствующих пожаров.
Известно много герметичных вводов, например для атомных электростанций или подводных лодок наиболее близких по условиям эксплуатации, например герметичный кабельный ввод (патент RU 2336587, H01B), состоящий из металлического корпуса, герметизированного фланцами с обеих сторон, внутри которого пропущены электрические проводники, представляющие собой отрезки кабеля с жаростойкой минеральной изоляцией.
Наиболее близок по технической сути известный герметичный кабельный ввод (патент RU 2291507, H01B), содержащий цилиндрический металлический корпус с присоединенным к его торцам фланцем, имеющим отверстия в которые впаяны кабели с минеральной изоляцией. В качестве изоляторов используются изоляторы из оксидной керамики с напылением вместо пайки титана, а способ изготовления заключается в том, что присоединение изоляторов к металлической оболочке кабелей производится методом активной пайки системой AgCuTi в вакуумной печи. Недостатком известных вводов является то, что они имеют значительные габариты, неудобны для монтажа в СФС и, самое главное, не способны противостоять воздействию сверхвысоких внешних нагрузок.
Технический результат достигается тем, что в герметический ввод, содержащий полый корпус с соединителями по торцам, электрические провода, расположенный в полом корпусе фиксирующий элемент, в переднюю части полого корпуса со стороны внешнего воздействия введена силовая диафрагма, снабженная отверстиями для прохода проводов с жаростойкой изоляцией. Силовая диафрагма имеет конусное сопряжение с полым корпусом и фиксируется стопорным кольцом. В задней части полого корпуса установлен металлокерамический модуль, состоящий из обечайки, токовводов и керамического изолятора, размещенного во внутренней проточке обечайки. Обечайка имеет резьбовые соединения с полым корпусом и с задним фланцем. Задний фланец выполнен с кольцевым выступом на внешней поверхности. Отверстия в силовой диафрагме и контакты соединителей расположены соосно токовводам металлокерамического модуля. Электрическая связь между контактами соединителей обеспечивается подпайкой отрезков проводов с жаростойкой изоляцией к контактам соединителей и токовводов. По торцам полого корпуса в передней его части и в заднем фланце размещены соединители в полостях, заполненных вязким герметиком холодного отверждения.
Силовая диафрагма, обечайка и токовводы выполнены из титанового сплава. Соединение керамического изолятора с обечайкой и токовводами осуществляется пайкой медно-серебрянным припоем ПСр-72 в вакуумной печи при температуре 820°C. Керамический изолятор дополнительно фиксирован в обечайке заливкой компаундом (например ПДИ-ЗАК) слоем 1+0,5 мм. Силовая диафрагма дополнительно зафиксирована в полом корпусе заливкой компаундом слоем 1+0,5 мм. Резьбовые соединения выполняются с использованием клея (например, ВК-9) с предварительным вакуумированием его в течение 5 минут.
Способ изготовления герметичного ввода осуществляется в следующем порядке. Изготовление металлокерамического модуля начинается с подгонки сопрягающихся поверхностей обечайки и токовводов с керамическим изолятором. Соединение обечайки и токовводов с керамическим изолятором осуществляется пайкой медно-серебрянным припоем ПСр-72 в вакуумной печи при температуре 820°C. К токовводам подпаиваются провода с жаростойкой изоляцией с обоих сторон керамического изолятора. Дополнительно фиксируют керамический изолятор во внутренней проточке обечайки заливкой компаундом слоем 1+0,5 мм. Подвергают металлокерамический модуль испытаниям на герметичность инертным газом давлением 150-200 атмосфер в течение 20...30 секунд. Наносят на резьбу металлокерамического модуля клей, предварительно вакуумируя его в течение 5 минут. Соединяют металлокерамический модуль с полым корпусом и с задним фланцем. Устанавливают силовую диафрагму, совмещая ее отверстия соосно с соответствующими контактами соединителей и токовводами, тем самым исключают перехлест проводов с жаростойкой изоляцией, чем достигается минимальный расход проводов и минимальный размер герметичного ввода. Пропускают через отверстия силовой диафрагмы провода с жаростойкой изоляцией. Силовую диафрагму фиксируют в полом корпусе стопорным кольцом. Подпаивают провода к контактам соединителя в передней части полого корпуса. Силовая диафрагма дополнительно фиксируется в полом корпусе заливкой компаундом слоем 1+0,5 мм. Подпаивают провода к контактам соединителя заднего фланца. Предварительно устанавливают соединители в посадочные полости и вводят под соединители вязкий герметик холодного отверждения. Попеременно затягивают элементы крепления соединителей, при этом выдавливаются излишки герметика, окончательно крепят соединители.
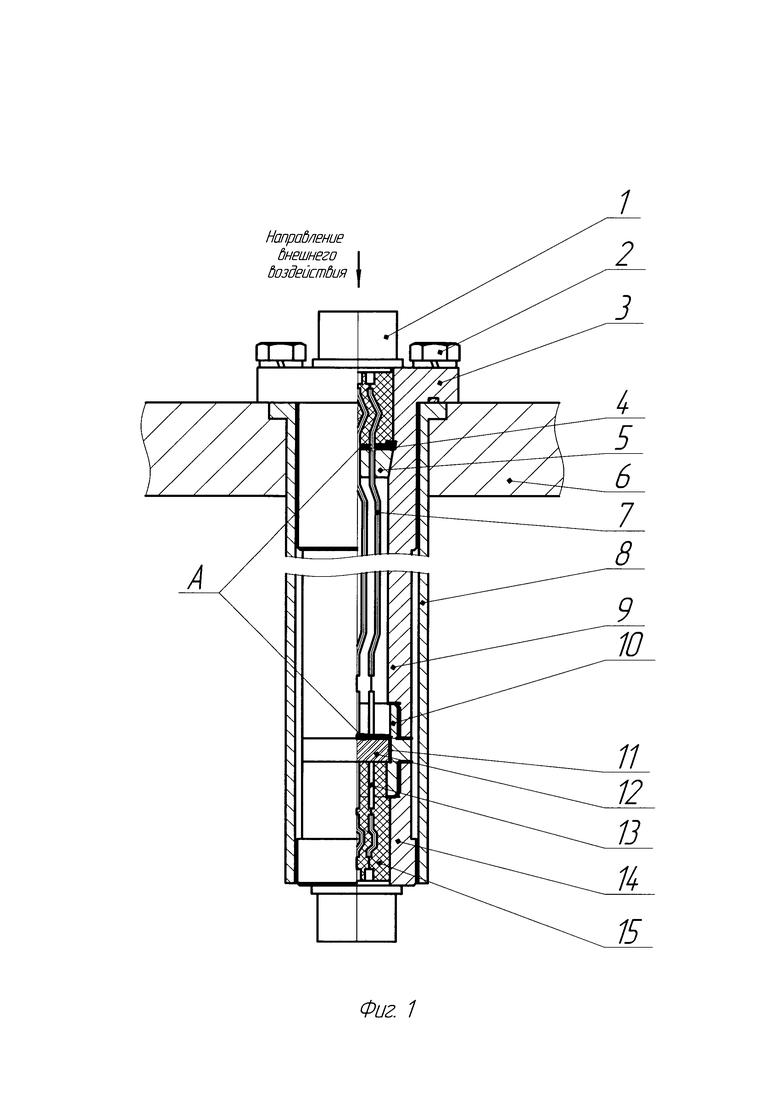
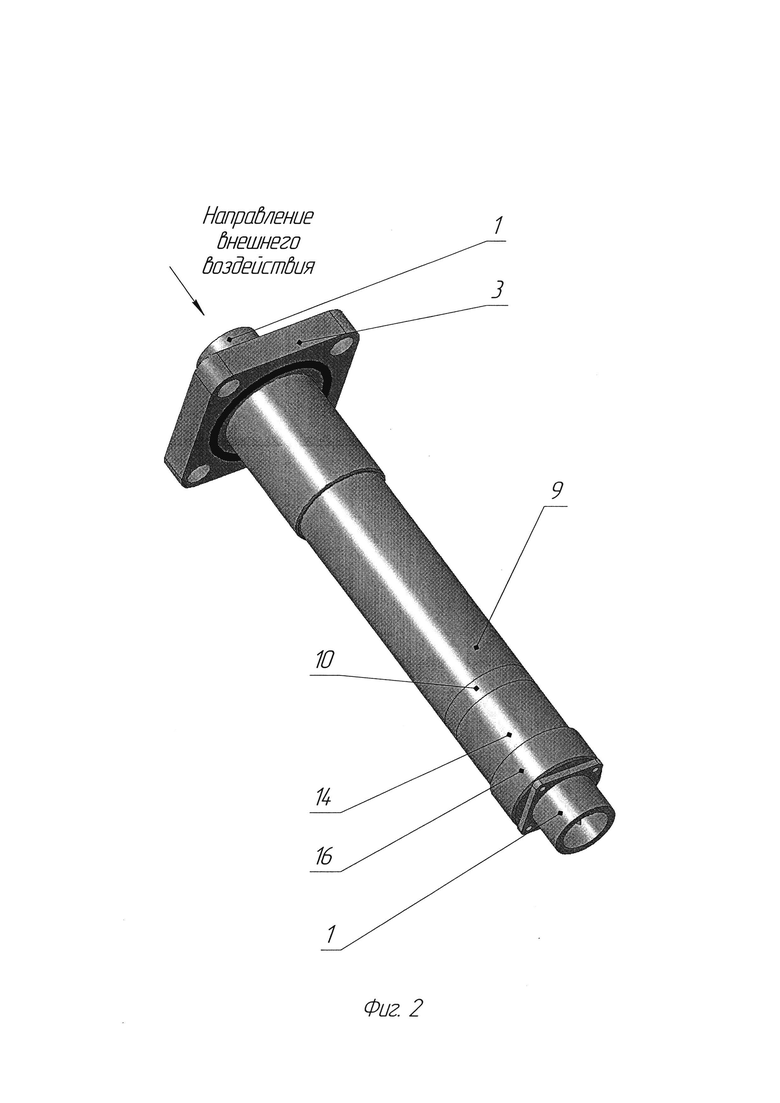
Предлагаемое изобретение представлено на чертежах фиг. 1, фиг. 2. На фиг. 1 представлено изображение герметичного ввода в разрезе. На фиг. 2 представлен общий вид герметичного ввода.
Представленный на фиг. 1 и фиг. 2, герметичный ввод состоит из соединителей 1, установленных в передней части полого корпуса 3 и в заднем фланце 14. В передней части полого корпуса 3 установлена силовая диафрагма 5, имеющая конусное сопряжение с полым корпусом, фиксированная в полом корпусе стопорным кольцом 4. В заднюю часть полого корпуса 9 введен металлокерамический модуль, состоящий из обечайки 10, керамического изолятора 12 и токовводов 13. Соединение керамического изолятора 12 с обечайкой 10 и токовводами 13 выполнено пайкой 11 медно-серебрянным припоем ПСр-72. Обечайка 10 имеет резьбовое соединение с полым корпусом 9 и с задним фланцем 14. Объемы A залиты на высоту 1+0,5 мм компаундом, например ПДИ-ЗАК, для дополнительной фиксации силовой диафрагмы 5 в полом корпусе 3 и керамического изолятора 12 во внутренней проточке обечайки 10. Полости около соединителей заполнены вязким герметиком холодного отверждения 15. Электрическая связь между контактами соединителей обеспечивается подпайкой проводов с жаропрочной изоляцией 7 к токовводам 13 и к контактам соединителей 1. Герметичный ввод крепится болтами 2 к закладной трубе 8, вваренной в герметичную оболочку 6 СФС. На заднем фланце 14 на внешней его поверхности выполнено кольцевое утолщение 16. Смысл кольцевого утолщения 16 заключается в том, что при креплении болтами за переднюю часть полого корпуса герметичный ввод представляет собой консоль и в результате воздействия сверхвысоких сейсмических, вибрационных и ударных нагрузок полый корпус может быть деформирован, тем самым может быть нарушена его герметичность. Кольцевое утолщение 16 на конце заднего фланца имеет минимальный зазор с закладной трубой и, упираясь в закладную трубу, не дает возможности отклоняться и вибрировать полому корпусу.
Изготовление и испытания опытных образцов в полной мере подтвердили их стойкость к внешним воздействиям и технологичность в изготовления.
| название | год | авторы | номер документа |
|---|---|---|---|
| КАБЕЛЬНЫЙ ВВОД И СПОСОБ ЕГО МОНТАЖА | 2014 |
|
RU2567763C1 |
| Многоконтактный герметичный переход | 2018 |
|
RU2687287C1 |
| КАБЕЛЬНЫЙ ВВОД ДЛЯ ГЕРМЕТИЧНОГО ПРОХОДА ЭЛЕКТРИЧЕСКИХ ЦЕПЕЙ | 2014 |
|
RU2561608C1 |
| Металлокерамический корпус силового полупроводникового модуля на основе высокотеплопроводной керамики и способ его изготовления | 2018 |
|
RU2688035C1 |
| БЛОЧНЫЙ ГЕРМЕТИЧНЫЙ ВВОД ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ ЧЕРЕЗ ЗАЩИТНУЮ ОБОЛОЧКУ | 2014 |
|
RU2572824C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ ТИПА ТО-220, ТО-247, ТО-254 | 2020 |
|
RU2740006C1 |
| ТОКОВВОД ЭЛЕКТРИЧЕСКИХ КОММУНИКАЦИЙ | 2000 |
|
RU2192680C2 |
| ГЕРМЕТИЧНЫЙ КАБЕЛЬНЫЙ ВВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2336587C1 |
| Ввод герметичный силовых электрических проводников через защитную оболочку | 2017 |
|
RU2685542C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКОГО МАЛОГАБАРИТНОГО ЭЛЕКТРИЧЕСКОГО ГЕРМОВЫВОДА | 2010 |
|
RU2433494C1 |
Предложенная конструкция и способ изготовления герметичного ввода используются в ракетной техники при строительстве специальных фортификационных сооружений, подвергающихся воздействию внешних нагрузок, включая поражающие факторы ядерных взрывов. Герметичный ввод содержит полый корпус с соединителями по торцам, электрические провода, фиксирующий элемент оснащен в передней части полого корпуса силовой диафрагмой с отверстиями для проводов с жаростойкой изоляцией, имеющей конусное сопряжение с полым корпусом и фиксацию стопорным кольцом. В задней части полого корпуса установлен металлокерамический модуль, состоящий из обечайки, токовводов и керамического изолятора, размещенного во внутренней проточке обечайки. Изобретение обеспечивает создание герметичного ввода, способного противостоять сверхвысоким нагрузкам от поражающих факторов. 2 н. и 1 з.п. ф-лы, 2 ил.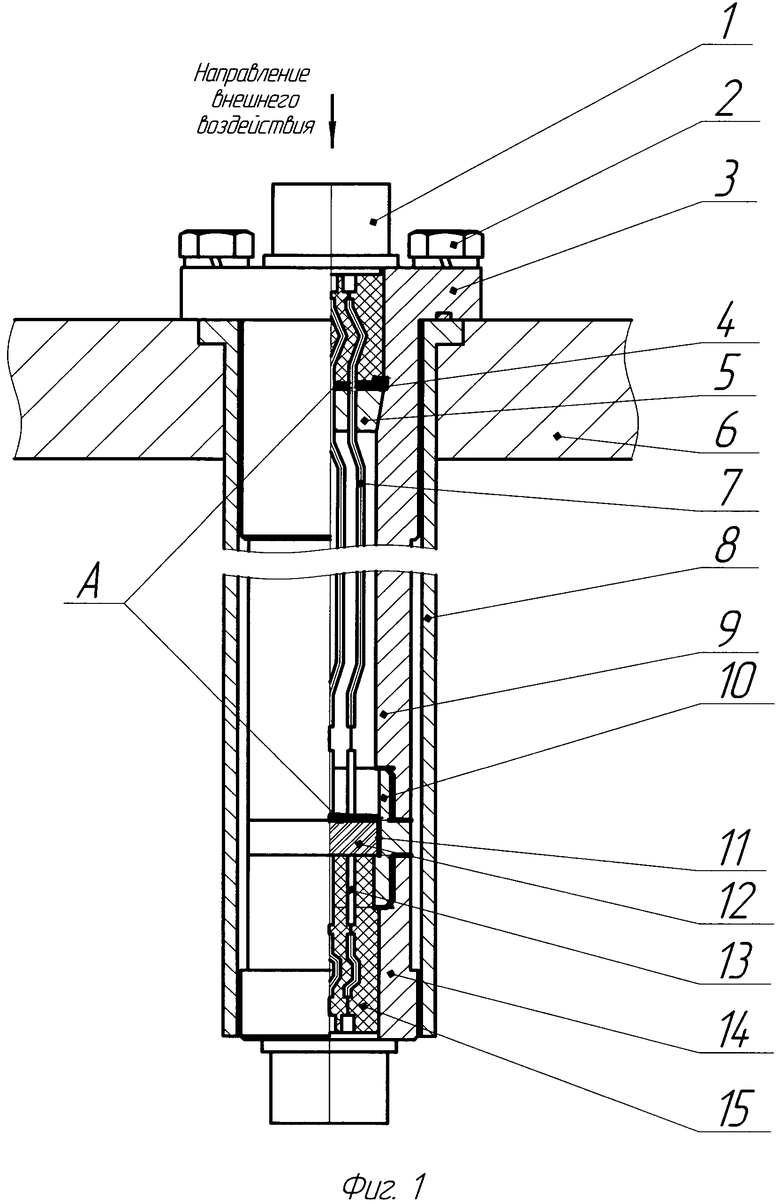
1. Герметичный ввод, содержащий полый корпус с соединителями по торцам, электрические провода, обеспечивающие электрическую связь между контактами соединителей, расположенный в корпусе фиксирующий элемент, отличающийся тем, что с целью обеспечения защищенности от поражающих факторов многократных ядерных взрывов и сопутствующих пожаров в переднюю часть полого корпуса со стороны внешнего воздействия введена силовая диафрагма с отверстиями для электрических проводов с жаростойкой изоляцией, имеющая конусное сопряжение с полым корпусом и зафиксированная в нем стопорным кольцом, в задней части полого корпуса установлен металлокерамический модуль, состоящий из обечайки, токовводов и керамического изолятора, размещенного во внутренней проточке обечайки, соединенной резьбовыми соединениями с полым корпусом с одной стороны, а с противоположной стороны - с задним фланцем, выполненным с кольцевым выступом на внешней поверхности корпуса, отверстия в силовой диафрагме и контакты соединителей устанавливаются соосно с токовводами металлокерамического модуля, электрическая связь между контактами соединителей обеспечивается подпайкой отрезков проводов с жаростойкой изоляцией к контактам соединителей и токовводов, в передней части полого корпуса и в заднем фланце размещены соединители в полостях, заполненых вязким герметиком холодного отверждения.
2. Герметичный кабельный ввод по п. 1, отличающийся тем, что силовая диафрагма, обечайка металлокерамического модуля и токовводы выполнены из титанового сплава, соединение керамического изолятора с обечайкой и с токовводами осуществляется пайкой медно-серебряным припоем ПСр-72 в вакуумной печи при температуре 820°С, дополнительно керамический изолятор фиксирован в обечайке, а силовая диафрагма фиксирована в полом корпусе заливкой компаундом слоем 1+0,5 мм, резьбовые соединения обечайки с полым корпусом и с задним фланцем выполнено с использованием клея, с предварительным вакуумированием его в течение 5 минут.
3. Способ изготовления герметичного ввода по п. 1, включающий изготовление металлокерамического модуля путем подгонки сопрягающихся поверхностей обечайки и токовводов с керамическим изолятором, соединение керамического изолятора с обечайкой и токовводами осуществляется пайкой медно-серебряным припоем ПСр-72 в вакуумной печи при температуре 820°С, подпаивание проводов с жаропрочной изоляцией к токовводам с обоих сторон керамического изолятора, дополнительно фиксируется керамический изолятор во внутренней проточке обечайки заливкой компаунда слоем 1+0,5 мм, металлокерамический модуль испытывают на герметичность инертным газом давлением 150-200 атмосфер в течение 20…30 секунд, наносят на резьбу металлокерамического модуля клей, предварительно вакуумируя его в течение 5 минут, соединяют металлокерамический модуль с полым корпусом, соединяют задний фланец с металлокерамическим модулем, устанавливают силовую диафрагму, совмещая ее отверстия соосно с соответствующими токовводами металлокерамического модуля, пропускают через отверстия силовой диафрагмы провода с жаропрочной изоляцией, фиксируют силовую диафрагму стопорным кольцом, подпаивают провода к контактам соединителя в передней части полого корпуса, дополнительно фиксируют силовую диафрагму в полом корпусе заливкой компаундом слоем 1+0,5 мм, подпаивают провода к контактам соединителя заднего фланца, предварительно закрепляют соединители в посадочных полостях в передней части полого корпуса и задних фланцев, под соединители вводят вязкий герметик холодного отверждения, окончательно крепят соединители, попеременно затягивая элементы крепления, при этом выдавливая излишки герметика.
| ГЕРМЕТИЧНЫЙ КАБЕЛЬНЫЙ ВВОД И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2005 |
|
RU2291507C1 |
| US 6150697 A1, 21.11.2000 | |||
| Устройство для нагрева и непрерывного обезвоживания органических вяжущих материалов | 1981 |
|
SU1032082A1 |
| Высоковольтный ввод | 1979 |
|
SU1047320A1 |

