Изобретение относится к электротехнике, в частности к изготовлению малогабаритных устройств для коммуникационного ввода-вывода миниатюрных, например, гермовыводов и может быть использовано в электровакуумных приборах.
Известен из патента №2121180, МПК Н01В 17/26, публ. 27.10.1998 г. способ изготовления электрического гермоввода, содержащего корпус, в отверстиях с вкладышами которого размещены проводящие элементы, свободные полости которого заполнены компаундом в виде поликарбоната, при этом трудоемкость способа невысока, а готовые изделия характеризуются повышенной надежностью в широком диапазоне воздействующих давлений эксплуатации.
Недостатком известного способа является сложность реализуемой конструкции гермоввода с коническими отверстиями и ступенчатыми переходами элементов корпуса.
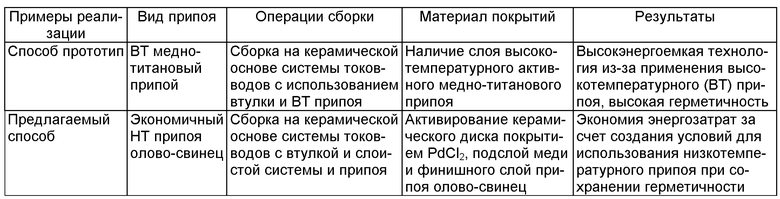
Известен из патента РФ №2322718, МПК Н01В 17/26, публ. 20.04.2008 г. в качестве прототипа заявляемого способ изготовления гермоввода, состоящего из токоввода, изолятора из керамического материала, втулки, в котором соединение соосно расположенных частей гермоввода происходит посредством активного медно-титанового припоя.
Однако в известном способе предусмотрено заполнение зазоров между токовводом и изолятором и втулкой высокотемпературным медно-титановым припоем, требующим применения энергоемкого оборудования, что делает производство высокоэнергоемким.
Задача, решаемая авторами изобретения, заключается в разработке эффективного и малоэнергоемкого способа изготовления герметичных малогабаритных устройств для коммуникационного ввода-вывода, преимущественно гермовыводов, характеризующихся высокими герметичностью и надежностью соединений компонентов устройств.
Новый технический результат, обеспечиваемый при использовании предлагаемого способа, заключается в получении надежного паяного соединения с малоэнергоемким технологическим процессом изготовления за счет повышения надежности соединения компонентов токовыводов и прочности сборки при сохранении степени герметичности готовых малогабаритных устройств, снижении энергоемкости процесса по сравнению с прототипом.
Указанные задача и новый технический результат обеспечиваются тем, что в известном способе изготовления металлокерамического малогабаритного электрического гермовывода, включающем сборку предварительно подготовленных элементов изолятора, электрических выводов и вспомогательных материалов, согласно изобретению перед установкой электрических выводов на изолятор поверхность предварительно подготовленного керамического диска в качестве изолятора, в котором выполнены сквозные отверстия для электрических токовыводов по числу последних, активируют в растворе PdCl2 покрывают слоем меди химическим методом, затем наносят оловосвинцовое покрытие гальваническим способом с последующим удалением слоя покрытия травлением по заданному контуру, и окончательно устанавливают электрические токовыводы в отверстия керамического диска с использованием пайки электрических выводов припоем SnPb на керамическом диске.
Предлагаемый способ поясняется следующим образом.
Предварительно производят подготовку керамического диска в качестве изолятора, в котором выполнены сквозные отверстия для электрических токовыводов по числу последних. Это способствует большей универсальности коммуникационного устройства и возможности объединения в едином узле множественных контактов.
На чертеже изображен вид малогабаритного коммуникационного устройства (гермовывода), где 1 - электрические токовыводы, 2 - керамическое основание с отверстиями для токовыводов, 3 - припой.
Поверхность изолятора (керамического диска) активируют в растворе PdCl2, что способствует повышению адгезии получаемого на последующих этапах покрытия с керамическим диском.
Далее поверхность керамического диска покрывают слоем меди химическим методом, для чего используют раствор для химического меднения на основе сульфата меди.
Затем на поверхность изолятора наносят оловосвинцовое покрытие гальваническим способом с последующим удалением слоя покрытия травлением по заданному контуру, который соответствует топографическому рисунку схемы электрической разводки.
Экспериментально было подтверждено, что нанесение многослойного химико-гальванического покрытия последовательно медь-олово-цинк обеспечивает более высокую надежность устройства, создает оптимальные условия для финишного процесса пайки электрических токовыводов на керамическом диске заявляемым припоем.
Окончательно устанавливают электрические токовыводы в отверстия керамического диска с использованием пайки электрических выводов припоем SnPb на керамическом диске.
Экспериментально было показано, что использование припоя указанного типа обеспечивает надежность паяного соединения, сопровождающегося минимальными энергозатратами технологического процесса изготовления малогабаритных устройств коммуникации.
Как показали результаты испытаний, полученные предлагаемым способом опытные образцы гермовыводов характеризуются высокой степенью герметичности =10-6 м3 Па/с, обладают возможностью деформироваться при выполнении спая, обеспечивают уменьшение напряжений, вызванных различием в температурных коэффициентах линейного расширения материалов токовывода и керамического изолятора, предотвращая растрескивание последнего. Наличие минимального зазора порядка ~1 мкм между изолятором и токовыводом (что является особенностью сборки указанного типа) позволяет реализовать течение припоя в зазор, и, как следствие, способствует достижению высокой степени герметичности припоя.
Использование недорогостоящих материалов керамики и припоя и условий его реализации характеризует предлагаемый способ как энерго- и материалосберегающий технологический процесс и повышает конкурентоспособность на рынке отечественных технологий данного типа.
Таким образом, использование всех операций и материалов предлагаемого способа обеспечивает повышение надежности соединения компонентов токовыводов и прочности сборки, сохранение степени герметичности готовых малогабаритных устройств, снижение энергоемкости процесса.
Возможность промышленной реализации предлагаемого способа подтверждается следующим примером конкретного выполнения.
Пример. В лабораторных условиях предлагаемый способ опробован на опытном образце гермовывода, состоящего из электрических выводов 1 (см. чертеж), 2 - керамический диск из корундовой (ВК94-1) или фторстеритовой (ВФ52.42-1) керамики с отверстиями для электрических токовыводов, покрытых 3 припоем SnPb.
Был изготовлен керамический диск диаметром 3-10 мм и высотой 0,5-3,0 мм с отверстиями по числу токовыводов (10).
Предварительная подготовка диска заключалась в проведении процедуры очистки, обезжиривании, промывке и осушке. Поверхность изолятора (керамического диска) активируют в растворе PdCl2. В последующем керамический диск погружали в раствор химического травления на основе сульфата меди, выдерживали его в нем в течение операционного времени (порядка 1 часа), промывали в проточной воде и переправляли на этап гальванического получения покрытия слоем олово-свинец.
Результаты экспериментов сведены в таблицу.
Как показали экспериментальные исследования предлагаемого способа, при его использовании обеспечиваются повышение надежности соединения компонентов токовыводов и прочности сборки, сохранение степени герметичности готовых малогабаритных устройств, а также снижение энергоемкости процесса
| название | год | авторы | номер документа |
|---|---|---|---|
| Многоконтактный герметичный переход | 2018 |
|
RU2687287C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СБОРНЫХ ИЗДЕЛИЙ И СПОСОБ ПОДГОТОВКИ СБОРНЫХ ИЗДЕЛИЙ ПЕРЕД НАНЕСЕНИЕМ ПОКРЫТИЯ НА ИХ ПОВЕРХНОСТИ | 2011 |
|
RU2460162C1 |
| ГЕРМЕТИЧНАЯ КОЛОДКА ПРЕЦИЗИОННОГО ВЫСОКОВАКУУМНОГО ПРИБОРА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2344508C1 |
| СПОСОБ ПОЛУЧЕНИЯ ГЕРМЕТИЧНОГО МЕТАЛЛОКЕРАМИЧЕСКОГО СПАЯ С ПОМОЩЬЮ КОМПЕНСИРУЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2455263C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ГЕРМЕТИЧНЫХ МЕТАЛЛОКЕРАМИЧЕСКИХ УЗЛОВ | 1995 |
|
RU2099312C1 |
| СПОСОБ ГЕРМЕТИЧНОГО ВВОДА ЭЛЕКТРИЧЕСКИХ ПРОВОДНИКОВ ЧЕРЕЗ ЗАЩИТНУЮ ОБОЛОЧКУ | 2014 |
|
RU2579155C1 |
| СПОСОБ МЕТАЛЛИЗАЦИИ ПОДЛОЖКИ ИЗ АЛЮМОНИТРИДНОЙ КЕРАМИКИ | 2014 |
|
RU2558323C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СОЕДИНЕНИЯ ТОКОВВОДОВ С КОРПУСОМ ЭЛЕКТРОВАКУУМНОГО ПРИБОРА | 2010 |
|
RU2457189C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ МЕТАЛЛОКЕРАМИЧЕСКИХ КОРПУСОВ ТИПА ТО-220, ТО-247, ТО-254 | 2020 |
|
RU2740006C1 |
| Металлокерамический корпус силового полупроводникового модуля на основе высокотеплопроводной керамики и способ его изготовления | 2018 |
|
RU2688035C1 |
Изобретение может быть использовано в электровакуумных приборах. Способ изготовления металлокерамического малогабаритного электрического гермовывода включает сборку предварительно подготовленных элементов: изолятора, электрических выводов и вспомогательных материалов. Перед установкой электрических выводов на изолятор поверхность предварительно подготовленного керамического диска в качестве изолятора, в котором выполнены сквозные отверстия для электрических токовыводов по числу последних, активируют в растворе PdCh, покрывают слоем меди химическим методом, затем наносят оловосвинцовое покрытие гальваническим способом с последующим удалением слоя покрытия травлением по заданному контуру и окончательно устанавливают электрические токовыводы в отверстия керамического диска с использованием пайки электрических выводов припоем SnPb на керамическом диске. Технический результат - повышение эффективности и снижение энергоемкости способа за счет повышения надежности паяного соединения компонентов и прочности сборки при сохранении степени герметичности готовых малогабаритных устройств для коммуникационного ввода-вывода. 1 ил., 1 табл.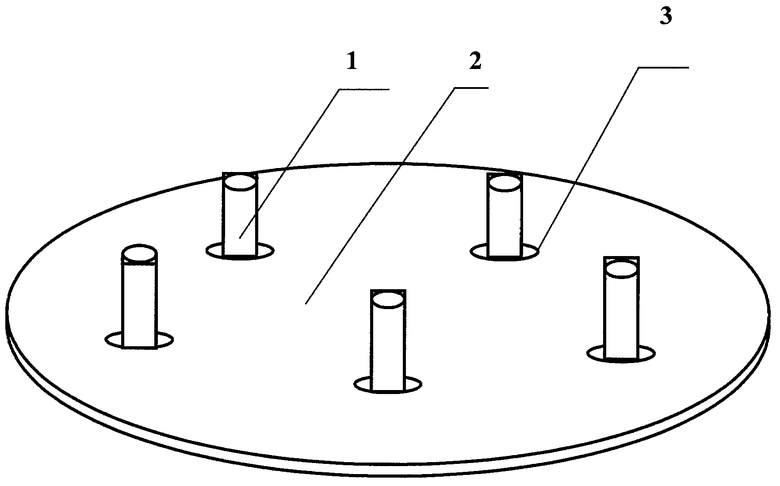
Способ изготовления металлокерамического малогабаритного электрического гермовывода, включающий сборку предварительно подготовленных элементов: изолятора, электрических выводов и вспомогательных материалов, отличающийся тем, что перед установкой электрических выводов на изолятор, поверхность предварительно подготовленного керамического диска в качестве изолятора, в котором выполнены сквозные отверстия для электрических токовыводов по числу последних, активируют в растворе PdCl2, покрывают слоем меди химическим методом, затем наносят оловосвинцовое покрытие гальваническим способом с последующим удалением слоя покрытия травлением по заданному контуру и окончательно устанавливают электрические токовыводы в отверстия керамического диска с использованием пайки электрических выводов припоем SnPb на керамическом диске.
| ГЕРМОВВОД | 2006 |
|
RU2322718C1 |
| ЭЛЕКТРИЧЕСКИЙ ГЕРМОВВОД | 1996 |
|
RU2121180C1 |
| Керамическая масса | 1980 |
|
SU1004309A1 |

