Область техники, к которой относится изобретение
Настоящее изобретение относится к соединительному устройству для датчика согласно ограничительной части независимого пункта 1 формулы изобретения и к соответствующему датчику.
Уровень техники
В публикации DE 102005012709 А1 описан датчик, например датчик магнитного поля, в частности датчик частоты и/или направления вращения для колеса или трансмиссии транспортного средства. Описанный датчик магнитного поля включает в себя держатель для чувствительного элемента, а при необходимости, и для других компонентов датчика. Этот держатель выполнен в виде детали, изготовленной из пластмассы методом литья под давлением, и имеет карманообразную выемку в области своего торца со стороны рабочей поверхности датчика, в которой чувствительный элемент располагается в процессе окончательного заделывания в пластмассу методом литья под давлением с упором по меньшей мере в направлении давления впрыска пластмассы и тем самым защищается от механических повреждений. Соединительное устройство для описанного датчика магнитного поля содержит соединительный элемент, имеющий в первой области контактирования две контактные части, которые электрически и механически соединены посредством обжима с зачищенными от изоляции концами жил соединительного кабеля. Вторая область контактирования выполнена с возможностью электрического и механического соединения контактных частей с проводниками чувствительного элемента. Соединительный элемент по меньшей мере частично заключен в оболочку из литой пластмассы, имеющей в переходной области между первой и второй областями контактирования выемку в виде окошка, которая в процессе литья под давлением уплотняется в пресс-форме. Эти контактные части вначале выполняются за одно целое для облегчения позиционирования соединительного элемента до выполнения литья под давлением и в завершение электрически изолируются друг от друга посредством разделения контактных частей.
Расположенная между обжимными соединениями соединительная перемычка изгибается, как правило, после обжима отдельных жил и до процесса литья под давлением, таким образом, что оба обжимных соединения сближаются друг с другом. Увеличенное расстояние до выполнения обжимных соединений необходимо, поскольку из материала соединительного элемента, выполненного в виде вырубленной полоски, загибаются обжимные лапки. Однако для последующего контактирования чувствительного элемента контактные части датчика магнитного поля должны располагаться ближе друг к другу. Кромки изогнутой соединительной перемычки между обоими обжимными соединениями приходится уплотнять в пресс-форме для литья под давлением посредством нежелательного ступенчатого уплотнения, что, однако, затрудняет их позиционирование и приводит к повышенному износу пресс-формы или к избыточной подаче материала в процессе литья под давлением. В свою очередь, избыточная подача материала может оказать неблагоприятное воздействие на последующие процессы, например на процесс сварки сопротивлением для контактирования чувствительного элемента.
Раскрытие изобретения
Предлагаемое в настоящем изобретении соединительное устройство для датчика, охарактеризованное в независимом пункте 1 формулы изобретения, обладает, по сравнению с вышеупомянутой конструкцией, тем преимуществом, что в переходной области между первой и второй областями контактирования расположено позиционирующее отверстие, обеспечивающее возможность позиционирования соединительного элемента в пресс-форме, и переходная область, окружающая позиционирующее отверстие, уплотняется посредством плоского уплотнения в процессе литья пластмассы под давлением в пресс-форме для получения выемки в виде окошка. С помощью позиционирующего отверстия благоприятным образом обеспечивается возможность простого и быстрого позиционирования соединительного элемента в пресс-форме. Кроме того, плоское уплотнение переходной области в пресс-форме позволяет благоприятным образом избежать избыточной подачи материала при впрыскивании, способной оказать отрицательное воздействие на последующие процессы. Плоское уплотнение в переходной области может быть получено, например, путем размещения кромок изгиба соединительного элемента внутри пластмассы, подаваемой в процессе литья под давлением, а значит, вне выемки в виде окошка. Кроме того, имеющиеся переходы между различными уровнями контактирования связаны друг с другом наклонными плоскостями, а не вертикальными ступенями, что обеспечивает получение плоского уплотнения в пресс-форме.
Предлагаемое в изобретении соединительное устройство представляет собой используемое при изготовлении датчика, в частности датчика частоты и/или направления вращения, промежуточное изделие, электрически и механически соединенное в первой области контактирования посредством контактного элемента по меньшей мере с одним концом жилы соединительного кабеля, а на следующем этапе изготовления электрически и механически соединяемой во второй области контактирования с чувствительным элементом датчика. Соединительный элемент выполняется, например, в виде вырубленной детали и после соединения с соединительным кабелем по меньшей мере частично заделывается в процессе литья под давлением в оболочку из пластмассы, имеющую в переходной области выемку в виде окошка, уплотняемую в пресс-форме в процессе литья пластмассы под давлением. На следующем этапе изготовления выемка в виде окошка используется для электрического и механического соединения второй области контактирования с чувствительным элементом датчика.
Решения, указанные в зависимых пунктах формулы изобретения, обеспечивают возможность внесения целесообразных усовершенствований в соединительное устройство для датчика, указанное в независимом пункте 1 формулы изобретения.
Особое преимущество заключается в том, что переходная область для перекрытия разности уровней, обусловленной тем, что первая и вторая области контактирования расположены на разных уровнях, выполнена в виде наклонной плоскости, в которой две переходные перемычки ограничивают по бокам позиционирующее отверстие. Исполнение переходной области в виде наклонной плоскости благоприятным образом обеспечивает возможность выполнения плоского уплотнения в процессе литья под давлением, несмотря на наличие разности уровней между обеими областями контактирования.
В одном варианте выполнения предлагаемого в изобретении соединительного устройства в первой области контактирования расположены две первые контактные части, соединенные друг с другом первой соединительной перемычкой, причем первая соединительная перемычка ограничивает позиционирующее отверстие на одном конце. Первая перемычка обеспечивает возможность цельного исполнения соединительного элемента, чем облегчаются позиционирование и манипулирование в процессе литья под давлением.
В другом варианте выполнения предлагаемого в изобретении соединительного устройства во второй области контактирования расположены две вторые контактные части, соединенные друг с другом второй соединительной перемычкой, причем вторая соединительная перемычка ограничивает позиционирующее отверстие на другом конце. Посредством второй перемычки повышаются жесткость и устойчивость цельного соединительного элемента, что улучшает позиционирование и манипулирование в процессе литья под давлением.
Еще в одном варианте выполнения предлагаемого в изобретении соединительного устройства первая переходная перемычка соединяет одну первую контактную часть с соответствующей второй контактной частью, а вторая переходная перемычка соединяет другую первую контактную часть с соответствующей другой второй контактной частью. Это означает, что первые контактные части соединены перемычками, ограничивающими с боков позиционирующее отверстие, с соответствующими вторыми контактными частями.
В другом варианте выполнения предлагаемого в изобретении соединительного устройства первая соединительная перемычка и/или вторая соединительная перемычки выполнены разделяемыми после выполнения литья под давлением для отделения друг от друга первых контактных частей и/или вторых контактных частей. В результате возникают два электрически изолированных друг от друга тракта прохождения сигналов, которые могут соединять чувствительный элемент с соединительным кабелем.
В другом варианте выполнения предлагаемого в изобретении соединительного устройства в первой области контактирования электрическое и механическое соединение первых контактных частей с соответствующими концами жил соединительного кабеля осуществляется посредством обжимного соединения либо паяного и/или сварного соединения. Обжимное соединение между первыми контактными частями и соответствующими концами жилы соединительного кабеля может быть получено, например, путем исполнения первой соединительной части в виде обжимной лапки либо с помощью дополнительных обжимных элементов. После получения обжимного соединения первые контактные части, выполненные в виде обжимных лапок, отгибаются, при этом соответствующий участок изгиба расположен вне области уплотнения, предназначенной для выполнения выемки в виде окошка. Расположение участка изгиба вне области уплотнения благоприятным образом обеспечивает возможность получения плоского уплотнения в пресс-форме.
Предлагаемое в настоящем изобретении соединительное устройство может использоваться с датчиком, содержащим чувствительный элемент и предназначенным, в частности, для определения частоты и/или направления вращения.
Краткое описание чертежей
Примеры осуществления изобретения подробнее представлены в приведенном ниже описании и поясняются чертежами, на которых показано:
на фиг.1 - схематическое перспективное изображение первого примера выполнения соединительного элемента предлагаемого в изобретении соединительного устройства для датчика,
на фиг.2 - схематическое перспективное изображение первого примера выполнения соединительного элемента, показанного на фиг.1 и электрически и механически соединенного с соединительным кабелем,
на фиг.3 - схематическое перспективное изображение примера выполнения предлагаемого в изобретении соединительного устройства, предназначенного для датчика и содержащего соединительный элемент, показанный в первом примере осуществления на фиг.1 и 2,
на фиг.4 - схематическое изображение в горизонтальной проекции предлагаемого в изобретении соединительного устройства для датчика, показанного в примере осуществления на фиг.3, с пластмассовой оболочкой, изображенной прозрачной,
на фиг.5 - схематическое перспективное изображение второго примера выполнения электрически и механически соединенного с соединительным кабелем соединительного элемента предлагаемого в изобретении соединительного устройства для датчика,
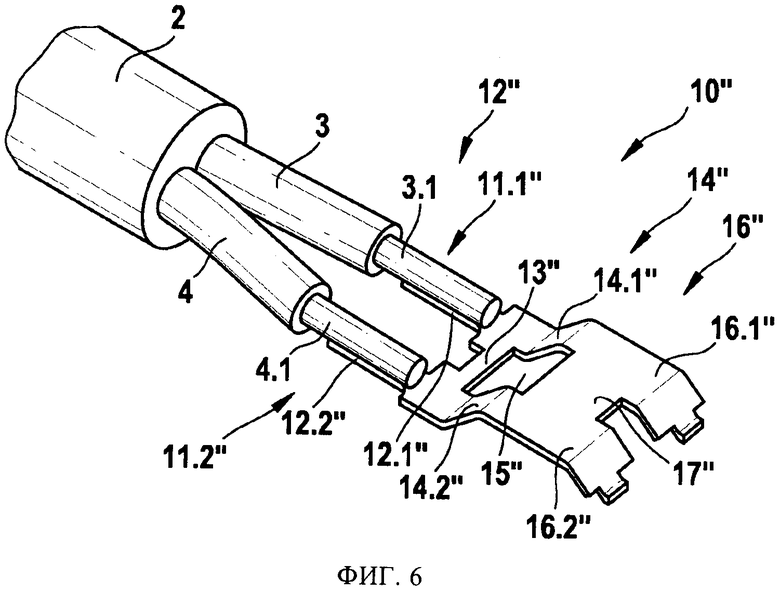
на фиг.6 - схематическое перспективное изображение третьего примера выполнения электрически и механически соединенного с соединительным кабелем соединительного элемента предлагаемого в изобретении соединительного устройства для датчика.
Осуществление изобретения
На приложенных чертежах (фиг.1-6) элементы или компоненты, выполняющие одинаковые или аналогичные функции, имеют одинаковые ссылочные обозначения.
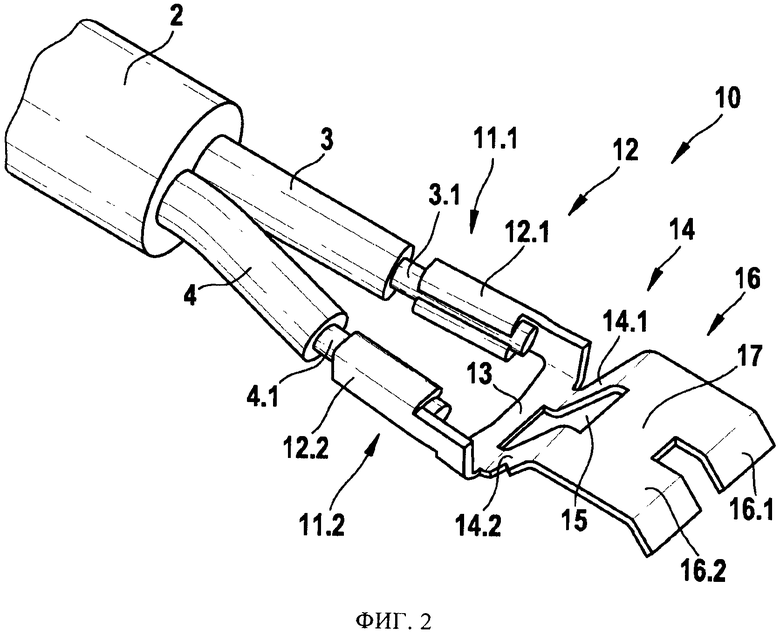
На фиг.1 и 2 представлено схематическое перспективное изображение первого примера выполнения соединительного элемента 10 предлагаемого в изобретении и показанного на фиг.3 и 4 соединительного устройства 1 для датчика. Соединительный элемент 10 изображен на фиг.1 перед соединением с двухжильным соединительным кабелем 2, а на фиг.2 - после выполнения двойного обжимного соединения 11.1, 11.2 с двухжильным соединительным кабелем 2.
Как показано на фиг.1 и 2, в первом примере соединительный элемент 10 содержит в первой области контактирования 12 две первые контактные части 12.1, 12.2, выполненные в виде обжимных лапок и соединенные друг с другом первой соединительной перемычкой 13. Как, в частности, показано на фиг.2, первые контактные части 12.1, 12.2 электрически и механически соединены в первой области контактирования 12 посредством соответствующих обжимных соединений 11.1, 11.2 с соответствующими зачищенными от изоляции концами 3.1, 4.1 жил 3, 4 соединительного кабеля 2. Во второй области контактирования 16 соединительный элемент 10 содержит две вторые контактные части 16.1, 16.2, соединенные друг с другом второй соединительной перемычкой 17. Во второй области контактирования 16 обе вторые контактные части 16.1, 16.2 могут электрически и механически соединяться на следующем этапе изготовления с чувствительным элементом, не показанным на чертеже. В переходной области 14 между первой областью контактирования 12 и второй областью контактирования 16 расположено позиционирующее отверстие 15, ограниченное с боков двумя переходными перемычками 14.1, 14.2, причем первая переходная перемычка 14.1 соединяет одну первую контактную часть 12.1 с одной второй контактной частью 16.1, а вторая переходная перемычка 14.2 соединяет другую первую контактную часть 12.2 с другой второй контактной частью 16.2. Этим обеспечивается возможность создания - путем разделения первой соединительной перемычки 13, ограничивающей позиционирующее отверстие 15 на одном конце, и второй соединительной перемычки 17, ограничивающей позиционирующее отверстие 15 на другом конце, - двух электрически разделенных трактов прохождения сигналов, посредством которых не показанный на чертеже датчик может быть электрически связан с соединительным кабелем 2.
Как далее показано на фиг.1 и 2, первая область контактирования 12 и вторая область контактирования 16 соединительного элемента 10 расположены на разных уровнях, причем переходная область 14, связывающая разноуровневые участки, выполнена в виде наклонной плоскости.
Соединительный элемент 10 выполняется, например, в виде вырубленной детали, которой после вырубки может быть придана требуемая форма. При этом после выполнения обоих обжимных соединений 12.1, 12.2 область контактирования 12 изгибается таким образом, что отдельные жилы 3, 4 соединительного кабеля 2 сближаются друг с другом. Увеличенное расстояние до выполнения обжимных соединений необходимо, поскольку первые контактные части 12.1, 12.2, выполненные в виде обжимных лапок, загибаются из материала вырубленной полоски. Кроме того, соединительный элемент 10 изгибается на краях переходной области 14 между первой областью контактирования 12 и второй областью контактирования 16 таким образом, что между обеими этими областями контактирования 12, 16 возникает наклонная поверхность, связывающая участки с требуемой разностью уровней.
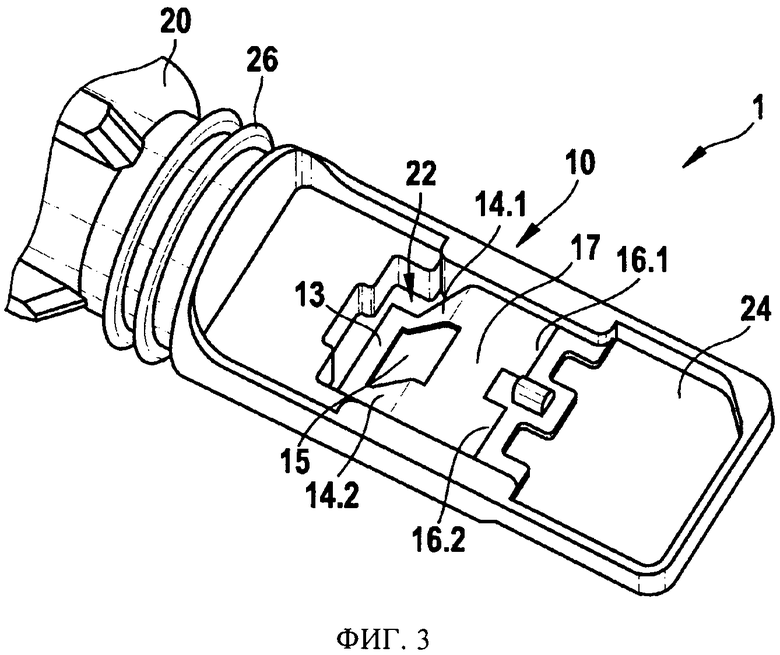
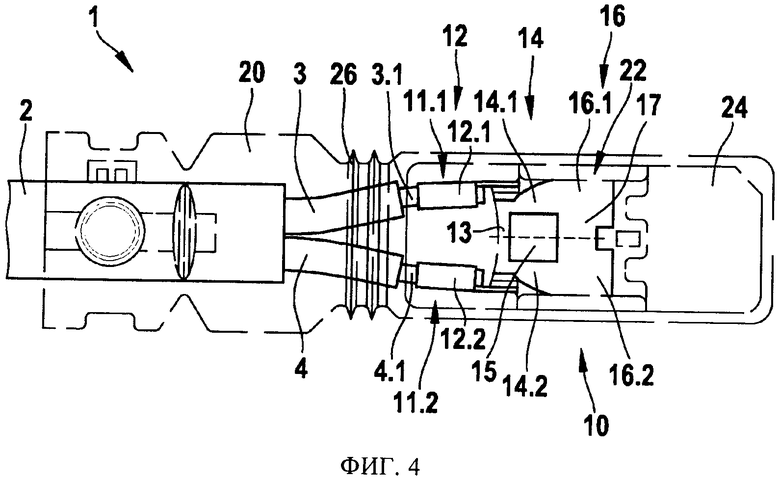
Как показано на фиг.3 и 4, соединительный элемент 10 по меньшей мере частично заключен в оболочку 20 из литой пластмассы, имеющей в переходной области 14 выемку 22 в виде окошка. В процессе литья пластмассы под давлением для получения оболочки 20 эта выемка 22 уплотняется в пресс-форме для предотвращения избыточной подачи материала в области, которые должны оставаться некрытыми пластмассой. Соединительный элемент 10 позиционируется в пресс-форме с помощью имеющегося в нем позиционирующего отверстия 15. Для образования выемки 22 в виде окошка в пресс-форме осуществляется плоское уплотнение области, окружающей позиционирующее отверстие 15, то есть обеих соединительных перемычек 13, 17 и обеих переходных перемычек 14.1, 14.2. Изгибание в первой области контактирования 12 до получения требуемого расстояния между двумя обжимными соединениями 12.1, 12.2 осуществляется вне этой области уплотнения, так что области изгиба располагаются внутри пластмассовой оболочки 20. После выполнения литья под давлением осуществляется разделение первой соединительной перемычки 13 и второй соединительной перемычки 17 (показано на фиг.4 штриховой линией), чем обеспечивается электрическая изоляция друг от друга обеих первых контактных частей 12.1, 12.2 и обеих вторых контактных частей 16.1, 16.2 для образования упомянутых выше электрически изолированных трактов прохождения сигналов.
Соединительное устройство 1, соответствующее настоящему изобретению, представляет собой промежуточное изделие, предназначенное для изготовления датчика, в частности датчика частоты и/или направления вращения. Посредством соединительного элемента 10 соединительное устройство 1 электрически соединяет чувствительный элемент датчика, не показанный на чертеже, с соединительным кабелем 2. Как видно далее из фиг.3 и 4, соединительное устройство 1 имеет область прилегания 24 для чувствительного элемента датчика, не показанного на чертеже, который на следующем этапе изготовления с использованием, например, процесса сварки сопротивлением может быть соединен с соединительным устройством 1. При этом электрическое контактирование чувствительного элемента с соединительным устройством 1 осуществляется через вторые контактные части 16.1, 16.2. После соединения чувствительного элемента с соединительным устройством 1 на полученный датчик еще раз наносится пластмасса путем литья под давлением. С этой целью на пластмассовой оболочке 20 соединительного устройства 1 предусмотрены расплавляемые ребра 26, обеспечивающие надежную интеграцию в общую оболочку. В качестве термопластичной пластмассы как для оболочки 20, так и для общей оболочки датчика можно использовать одно и то же вещество из семейства полиамидов.
Ниже со ссылками на фиг.5 и 6 описаны еще два примера выполнения соединительного элемента 10', 10'' предлагаемого в изобретении соединительного устройства для датчика.
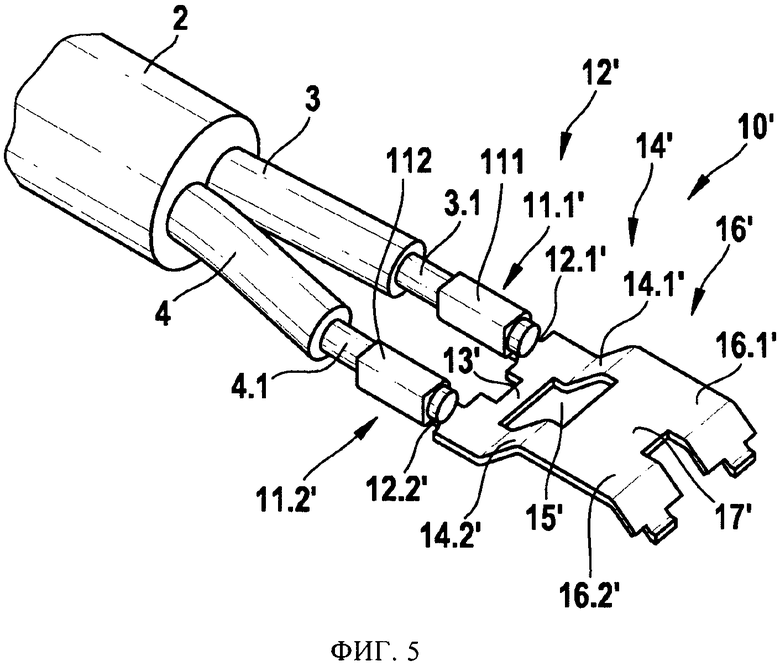
На фиг.5 представлено схематическое перспективное изображение второго примера выполнения соединительного элемента 10' предлагаемого в изобретении соединительного устройства для датчика. Соединительный элемент 10' показан здесь после выполнения двойного обжимного соединения 11.1', 11.2' с двухжильным соединительным кабелем 2.
Как показано на фиг.5, во втором примере выполнения соединительного элемента 10' предусмотрены, аналогично первому примеру осуществления, две первые контактные части 12.1', 12.2' в первой области контактирования 12, соединенные друг с другом первой соединительной перемычкой 13'. Первые контактные части 12.1', 12.2' электрически и механически соединены в первой области контактирования 12' посредством соответствующих обжимных соединений 11.1', 11.2', которые в отличие от первого примера осуществления изготовлены с использованием дополнительных обжимных элементов 111, 112, с соответствующими зачищенными от изоляции концами 3.1, 4.1 жил 3, 4 соединительного кабеля 2. Благодаря использованию дополнительных обжимных элементов 111, 112 требуемое расстояние между первыми контактными частями 12.1', 12.2' обеспечивается без дополнительных операций изгибания уже до выполнения обоих обжимных соединений 11.1', 11.2'. Во второй области контактирования 16' соединительный элемент 10' имеет, аналогично первому примеру осуществления, две вторые контактные части 16.1', 16.2', соединенные друг с другом второй соединительной перемычкой 17'. Во второй области контактирования 16' обе вторые контактные части 16.1', 16.2' могут электрически и механически соединяться на следующем этапе изготовления с чувствительным элементом, не показанным на чертеже. В переходной области 14' между первой областью контактирования 12' и второй областью контактирования 16' расположено, аналогично первому примеру осуществления, позиционирующее отверстие 15', ограниченное с боков двумя переходными перемычками 14.1', 14.2', причем первая переходная перемычка 14.1' соединяет одну первую контактную часть 12.1' с одной второй контактной частью 16.1', а вторая переходная перемычка 14.2' соединяет другую первую контактную часть 12.2' с другой второй контактной частью 16.2'. Этим обеспечивается возможность создания - путем разделения первой соединительной перемычки 13', ограничивающей позиционирующее отверстие 15 на одном конце, и второй соединительной перемычки 17, ограничивающей позиционирующее отверстие 15' на другом конце, - двух электрически разделенных трактов прохождения сигналов, посредством которых не показанный на чертеже чувствительный элемент может быть электрически связан с соединительным кабелем 2. Аналогично первому примеру осуществления, первая область контактирования 12' и вторая область контактирования 16' соединительного элемента 10' расположены на разных уровнях, причем переходная область 14', связывающая разноуровневые участки, выполнена в виде наклонной плоскости. Соединительный элемент 10' выполняется, например, в виде вырубленной детали, которой после вырубки может быть придана требуемая форма. Аналогично первому примеру осуществления, соединительный элемент 10' по меньшей мере частично заключен в оболочку из литой пластмассы, имеющей в переходной области 14' выемку 22 в виде окошка. Перед осуществлением процесса литья под давлением соединительный элемент 10' изгибается на краях переходной области 14' между первой областью контактирования 12' и второй областью контактирования 16' таким образом, что между обеими этими областями контактирования 12', 16' возникает наклонная поверхность, связывающая участки с требуемой разностью уровней. В процессе литья пластмассы под давлением выемка в виде окошка уплотняется в пресс-форме для предотвращения избыточной подачи материала в области, которые должны оставаться непокрытыми пластмассой. Соединительный элемент 10' позиционируется в пресс-форме с помощью имеющегося в нем позиционирующего отверстия 15'. Для образования выемки в виде окошка осуществляется уплотнение посредством плоского уплотнения в пресс-форме области, окружающей позиционирующее отверстие 15', то есть обеих соединительных перемычек 13', 17' и обеих переходных перемычек 14.1', 14.2'. После выполнения литья под давлением осуществляется разделение первой соединительной перемычки 13' и второй соединительной перемычки 17', чем обеспечивается электрическая изоляция друг от друга обеих первых контактных частей 12.1', 12.2' и обеих вторых контактных частей 16.1', 16.2' для образования упомянутых выше раздельных трактов прохождения сигналов.
На фиг.6 представлено схематическое перспективное изображение третьего примера выполнения соединительного элемента 10" предлагаемого в изобретении соединительного устройства для датчика. Соединительный элемент 10" показан здесь после выполнения сдвоенного паяного и/или сварного соединения 11.1", 11.2" с двухжильным соединительным кабелем 2.
Как показано на фиг.6, в третьем примере выполнения соединительного элемента 10" предусмотрены, аналогично первому и второму примерам осуществления, две первые контактные части 12.1", 12.2" в первой области контактирования 12", соединенные друг с другом первой соединительной перемычкой 13". В отличие от первого и второго примеров осуществления, первые контактные части 12.1", 12.2" электрически и механически соединены в первой области контактирования 12" посредством не обжимных, а паяных и/или сварных соединений 11.1", 11.2" с соответствующими зачищенными от изоляции концами 3.1, 4.1 жил 3, 4 соединительного кабеля 2. Благодаря использованию паяных и/или сварных соединений 11.1", 11.2" требуемое расстояние между первыми контактными частями 12.1", 12.2" обеспечивается, аналогично второму примеру осуществления, без дополнительных операций изгибания уже до выполнения обоих паяных и/или сварных соединений 11.1", 11.2". Во второй области контактирования 16" соединительный элемент 10" имеет, аналогично первому и второму примерам осуществления, две вторые контактные части 16.1", 16.2", соединенные друг с другом второй соединительной перемычкой 17". Во второй области контактирования 16" обе вторые контактные части 16.1", 16.2" могут электрически и механически соединяться на следующем этапе изготовления с чувствительным элементом, не показанным на чертеже. В переходной области 14" между первой областью контактирования 12" и второй областью контактирования 16" расположено, аналогично первому и второму примерам осуществления, позиционирующее отверстие 15", ограниченное с боков двумя переходными перемычками 14.1", 14.2", причем первая переходная перемычка 14.1" соединяет одну первую контактную часть 12.1" с одной второй контактной частью 16.1", а вторая переходная перемычка 14.2" соединяет другую первую контактную часть 12.2" с другой второй контактной частью 16.2". Этим обеспечивается возможность создания - путем разделения первой перемычки 13", ограничивающей позиционирующее отверстие 15" на одном конце, и второй перемычки 17", ограничивающей позиционирующее отверстие 15" на другом конце, - двух раздельных трактов прохождения сигналов, посредством которых не показанный на чертеже чувствительный элемент может быть электрически связан с соединительным кабелем 2. Аналогично первому и второму примерам осуществления, первая область контактирования 12" и вторая область контактирования 16" соединительного элемента 10" расположены на разных уровнях, причем переходная область 14", связывающая разноуровневые участки, выполнена в виде наклонной плоскости. Соединительный элемент 10" выполняется, например, в виде вырубленной детали, которой после вырубки может быть придана требуемая форма.
Аналогично первому и второму примерам осуществления, соединительный элемент 10" по меньшей мере частично заключен в оболочку из литой пластмассы, имеющей в переходной области 14" выемку в виде окошка. Перед осуществлением процесса литья под давлением соединительный элемент 10" изгибается на краях переходной области 14" между первой областью контактирования 12" и второй областью контактирования 16" таким образом, что между обеими этими областями контактирования 12", 16" возникает наклонная поверхность, связывающая участки с требуемой разностью уровней. В процессе литья пластмассы под давлением выемка в виде окошка уплотняется в пресс-форме для предотвращения избыточной подачи материала в области, которые должны оставаться непокрытыми пластмассой. Соединительный элемент 10" позиционируется в пресс-форме с помощью имеющегося в нем позиционирующего отверстия 15". Для образования выемки в виде окошка осуществляется уплотнение посредством плоского уплотнения в пресс-форме области, окружающей позиционирующее отверстие 15", то есть обеих соединительных перемычек 13", 17" и обеих переходных перемычек 14.1", 14.2". После выполнения литья под давлением осуществляется разделение первой соединительной перемычки 13" и второй перемычки 17", чем обеспечивается электрическая изоляция друг от друга обеих первых контактных частей 12.1", 12.2" и обеих вторых контактных частей 16.1", 16.2" для образования упомянутых выше раздельных трактов прохождения сигналов.
В различных вариантах осуществления настоящего изобретения обеспечивается возможность простого позиционирования соединительного элемента в пресс-форме и предотвращается нежелательная избыточная подача материала в процессе литья под давлением. Позиционирующее отверстие и уплотнение посредством плоского уплотнения в пресс-форме области, окружающей это отверстие, оказывают благоприятное воздействие на получение промежуточного изделия для изготовления датчика, предназначенного, в частности, для определения частоты и/или направления вращения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СОЕДИНИТЕЛЬНОЕ УСТРОЙСТВО И СПОСОБ ПРЕОБРАЗОВАНИЯ ЭНЕРГИИ | 2018 |
|
RU2741665C1 |
| ТЕРМОРЕГУЛИРУЮЩЕЕ УСТРОЙСТВО И СИСТЕМА | 2019 |
|
RU2811774C2 |
| УСТРОЙСТВО ДЛЯ ЗАЩИТЫ ОТ КОРОТКИХ ЗАМЫКАНИЙ В "МЕРТВОЙ" ЗОНЕ ОТКРЫТЫХ РАСПРЕДЕЛИТЕЛЬНЫХ УСТРОЙСТВ ОБЪЕКТОВ ЭЛЕКТРОЭНЕРГЕТИКИ ВЫСОКОГО ИЛИ СВЕРХВЫСОКОГО НАПРЯЖЕНИЯ - НА УЧАСТКАХ МЕЖДУ ТРАНСФОРМАТОРАМИ ТОКА И ВЫКЛЮЧАТЕЛЯМИ | 2012 |
|
RU2508585C1 |
| Устройство для управления подъемником | 1980 |
|
SU975552A1 |
| ВКЛАДКА ДЛЯ ФИКСАЦИИ НА ЕСТЕСТВЕННОЙ ЧАСТИ ЗУБА ИЛИ НА ЗУБЕ И СПОСОБ ЕЕ ФИКСАЦИИ | 2003 |
|
RU2348374C2 |
| Устройство для управления загрузкой бункеров сыпучим материалом | 1983 |
|
SU1114604A2 |
| Преобразователь напряжения | 1990 |
|
SU1814177A1 |
| СПОСОБ ФОРМИРОВАНИЯ МАГНИТОТЕРАПЕВТИЧЕСКОГО ВОЗДЕЙСТВИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2019 |
|
RU2732481C1 |
| Реверсивный счетчик в избыточном коде | 1986 |
|
SU1411917A1 |
| СПОСОБ ПРЕДУПРЕДИТЕЛЬНОГО УПРАВЛЕНИЯ СУДОВОЙ ЭЛЕКТРОЭНЕРГЕТИЧЕСКОЙ СИСТЕМОЙ | 2020 |
|
RU2739364C1 |
Настоящая группа изобретений относится к соединительному устройству для датчика и датчик с данным устройством. Соединительное устройство (1) для датчика содержит соединительный элемент (10), который в первой области контактирования (12) электрически и механически соединен с концом (3.1, 4.1), по меньшей мере, одной жилы (3, 4) соединительного кабеля (2), а во второй области контактирования (16) выполнен с возможностью электрического и механического соединения с чувствительным элементом датчика. Причем соединительный элемент (10), по меньшей мере, частично заключен в оболочку (20) из литой пластмассы, имеющей в переходной области (14) между первой областью контактирования (12) и второй областью контактирования (16) выемку (22) в виде окошка, которая в процессе литья пластмассы под давлением при получении литой оболочки (20) уплотнена в пресс-форме, и соответствующий датчик. Согласно изобретению в переходной области (14) расположено позиционирующее отверстие (15), обеспечивающее возможность позиционирования соединительного элемента (10) в пресс-форме, и переходная область (14), окружающая позиционирующее отверстие (15), уплотнена посредством плоского уплотнения в пресс-форме для получения выемки (22) в виде окошка. Технический результат - упрощение позиционирования соединительного элемента в пресс-форме и предотвращение нежелательной избыточной подачи материала в процессе литья под давлением. 2 н. и 8 з.п. ф-лы, 6 ил.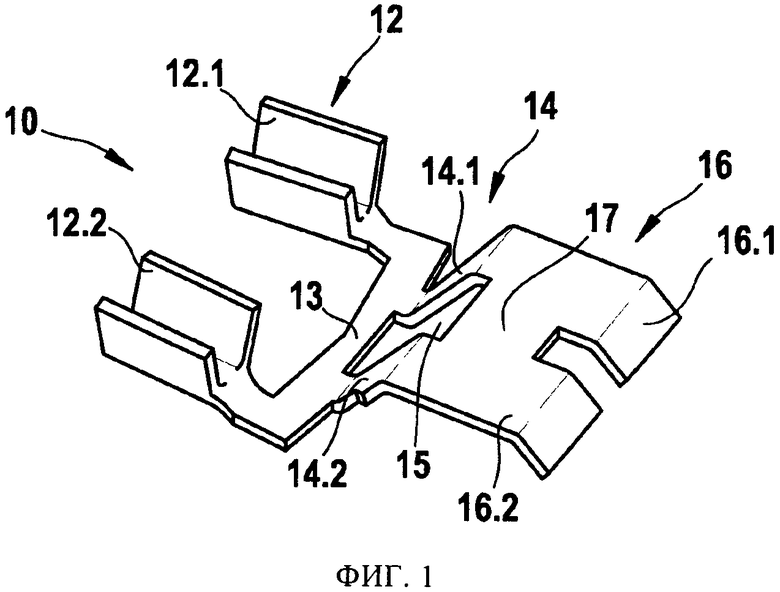
1. Соединительное устройство для датчика, содержащее соединительный элемент (10, 10', 10"), который в первой области контактирования (12, 12', 12") электрически и механически соединен с концом (3.1, 4.1) по меньшей мере одной жилы (3, 4) соединительного кабеля (2), а во второй области контактирования (16, 16', 16") выполнен с возможностью электрического и механического соединения с чувствительным элементом датчика, причем соединительный элемент (10, 10', 10") по меньшей мере частично заключен в оболочку (20) из литой пластмассы, имеющей в переходной области (14, 14', 14") между первой областью контактирования (12, 12', 12") и второй областью контактирования (16, 16', 16") выемку (22) в виде окошка, которая в процессе литья пластмассы под давлением при получении литой оболочки (20) уплотнена в пресс-форме, отличающееся тем, что в переходной области (14, 14', 14") расположено позиционирующее отверстие (15, 15', 15"), обеспечивающее возможность позиционирования соединительного элемента (10, 10', 10") в пресс-форме, и переходная область (14, 14', 14"), окружающая позиционирующее отверстие (15, 15', 15"), уплотнена посредством плоского уплотнения в пресс-форме для получения выемки (22) в виде окошка.
2. Соединительное устройство по п.1, отличающееся тем, что первая область контактирования (12, 12', 12") и вторая область контактирования (16, 16', 16") расположены на разных уровнях, причем переходная область (14, 14', 14"), связывающая разноуровневые участки, выполнена в виде наклонной плоскости, в которой две переходные перемычки (14.1, 14.1', 14.1", 14.2, 14.2', 14.2") ограничивают по бокам позиционирующее отверстие (15, 15', 15").
3. Соединительное устройство по п.1, отличающееся тем, что в первой области контактирования (12, 12', 12") расположены две первые контактные части (12.1, 12.2, 12.1', 12.2', 12.1", 12.2"), соединенные друг с другом первой соединительной перемычкой (13, 13', 13"), причем первая соединительная перемычка (13, 13', 13") ограничивает позиционирующее отверстие (15, 15', 15") на одном конце.
4. Соединительное устройство по п.1, отличающееся тем, что во второй области контактирования (16, 16', 16") расположены две вторые контактные части (16.1, 16.2, 16.1', 16.2', 16.1", 16.2"), соединенные друг с другом второй соединительной перемычкой (17, 17', 17"), причем вторая соединительная перемычка (17, 17', 17") ограничивает позиционирующее отверстие (15, 15', 15") на другом конце.
5. Соединительное устройство по п.3 или 4, отличающееся тем, что первая переходная перемычка (14.1, 14.1', 14.1") соединяет одну первую контактную часть (12.1, 12.1', 12.1") с соответствующей второй контактной частью (16.1, 16.1', 16.1"), а вторая переходная перемычка (14.2, 14.2', 14.2") соединяет другую первую контактную часть (12.2, 12.2', 12.2") с соответствующей другой второй контактной частью (16.2, 16.2', 16.2").
6. Соединительное устройство по п.3 или 4, отличающееся тем, что первая соединительная перемычка (13, 13', 13") и/или вторая соединительная перемычка (17, 17', 17") выполнены разделяемыми после выполнения литья под давлением для отделения друг от друга первых контактных частей (12.1, 12.2, 12.1', 12.2', 12.1", 12.2") и/или вторых контактных частей (16.1, 16.2, 16.1', 16.2', 16.1", 16.2").
7. Соединительное устройство по п.1, отличающееся тем, что в первой области контактирования (12, 12', 12") электрическое и механическое соединение первых контактных частей (12.1, 12.2, 12.1', 12.2', 12.1", 12.2") с соответствующими концами (3.1, 4.1) жил (3, 4) соединительного кабеля (2) осуществляется посредством обжимного соединения (11.1, 11.1', 11.2, 11.2') либо паяного и/или сварного соединения (11.1", 11.2").
8. Соединительное устройство по п.7, отличающееся тем, что обжимное соединение (11.1, 11.2, 11.1', 11.2') между первыми контактными частями (12.1, 12.2, 12.1', 12.2') и соответствующими концами (3.1, 4.1) жил (3, 4) соединительного кабеля (2) выполняется посредством первых контактных частей (12.1, 12.2), выполненных в виде обжимных лапок, или посредством дополнительных обжимных элементов (111, 112).
9. Соединительное устройство по п.8, отличающееся тем, что после выполнения обжимного соединения (11.1, 11.2) первые контактные части (12.1, 12.2), выполненные в виде обжимных лапок, отгибаются, при этом соответствующий участок изгиба расположен вне области уплотнения, предназначенной для выполнения выемки (22) в виде окошка.
10. Датчик для транспортного средства, в частности датчик частоты и/или направления вращения, содержащий чувствительный элемент, отличающийся наличием соединительного устройства (1) по одному из пп.1-9.
| DE 102005012709 A1, 28.09.2006 | |||
| US 3953058 A1, 27.04.1976 | |||
| WO 2002095335 A1, 28.11.2002 | |||
| КОНСТРУКЦИЯ СОЕДИНЕНИЯ ДЕТАЛЕЙ | 2002 |
|
RU2292528C2 |
| Держатель датчика для кольцепрядильных машин | 1987 |
|
SU1530646A1 |

