1. Область техники изобретения
Настоящее изобретение относится к элементам, изготовленным из материала со сверхтвердой поверхностью, работающим в условиях трения, резки, волочения, где требуются технические сверхтвердые поверхности. В частности, настоящее изобретение относится к элементам из поликристаллических алмазов и поликристаллическим алмазоподобным элементам (называемым далее ПКА) с повышенной износостойкостью, и способам их изготовления.
2. Описание аналогов
Элементы из поликристаллических алмазов и поликристаллические алмазоподобные элементы в настоящем описании называются элементами ПКА. Элементы ПКА изготавливаются из материалов на основе углерода с исключительно малыми межатомными расстояниями. Один тип поликристаллического алмазоподобного материала известен как карбонитрид, описанный в патенте США №5776615. В общем, элементы ПКА изготавливаются из смеси материалов, обрабатываемых при высоких температурах и под высоким давлением с получением поликристаллической матрицы взаимосвязанных сверхтвердых кристаллов на основе углерода. Общей особенностью элементов ПКА является использование в процессе их образования катализирующих материалов, остатки которых часто накладывают ограничение на максимально допустимую рабочую температуру элемента.
Известен ПКА-элемент, изготавливаемый в виде двухслойного или многослойного ПКА-элемента с наружной пластиной из поликристаллического алмаза, составляющей единое целое с подложкой, изготовленной из менее твердого материала, например из карбида вольфрама. ПКА-элемент может быть в виде круглой или полукруглой таблетки, или иметь другую форму, которая подходит для соответствующего применения, например для использования в качестве обжимки, радиатора, подшипников скольжения, поверхностей трубопроводной арматуры, инденторов, инструментальных оправок и т.п. ПКА-элементы этого типа можно использовать почти в любой сфере, где необходим твердый износостойкий и эрозионно-стойкий материал. Подложка ПКА-элемента может припаиваться к носителю, часто выполняемому из спеченного карбида вольфрама. Так обычно делают, если ПКА используется в качестве режущего элемента, например, в качестве породоразрушающих головок с неподвижными или шарошечными резцами, устанавливаемыми в гнезде бурового долота, или фиксированными в резцедержателе обрабатывающего станка. Эти ПКА-элементы обычно называются поликристаллическими алмазными резцами (ПАР).
Существует множество способов изготовления этих ПАР-элементов. Например, при производстве могут использоваться алмазные частицы со средними размерами разного диапазона, что улучшает износостойкость, как показано в патентах США №№4861350, 5468268 и 5545748, которые приводятся в данном случае в качестве ссылок. Кроме того, в патентах США №№5135061 и 5607024, которые также приводятся в данном случае в качестве ссылок, описаны способы обеспечения диапазона износостойкости на рабочей поверхности ПАР. Однако из-за того, что при изменении среднего размера алмазных частиц износостойкость меняется, существует компромисс между ударной вязкостью и износостойкостью. Следовательно, ПАР-элементы с высокой износостойкостью обладают низкой ударной вязкостью, которая часто бывает неприемлемой для ПАР, применяемых при бурении.
Обычно при более высоких объемных плотностях алмазов в алмазной таблетке износостойкость возрастает за счет ударной вязкости. Однако в современных ПАР-элементах между алмазной таблеткой и подложкой обычно часто используются поверхности раздела сложной геометрии, а также другие конструктивные решения, что повышает ударную вязкость. Хотя это позволяет одновременно увеличить до максимума износостойкость и ударную вязкость, компромисс все же существует, и за последние несколько лет он еще не изменился.
Другим видом ПКА-элемента является единичный ПКА-элемент без выполняемой заодно с ним подложки, когда пластина поликристаллического алмаза крепится к инструменту или поверхности износа с помощью механических приспособлений или микросварки. Эти ПКА-элементы отличаются от описанных выше тем, что алмазные частицы распределены по всему элементу. Эти ПКА-злементы могут удерживаться на месте механическим способом, вставляться в более крупный ПКА-элемент с подложкой, или в другом варианте они могут изготавливаться с металлическим слоем, который крепится с помощью пайки или сварки. Из одного ПКА можно изготовить много таких ПКА-элементов, как это показано, например, в патентах США №4481016 и 4525179, которые приводятся в данном случае в качестве ссылок.
ПКА-элементы чаще всего изготавливают спеканием алмазного порошка с подходящим связующим-катализирующим материалом под высоким давлением и при высокой температуре. В патенте США №3141746, который приводится в данном случае в качестве ссылки, описан один соответствующий способ получения такого поликристаллического алмаза. В соответствии с одной технологией изготовления ПКА-элементов, алмазный порошок наносится на поверхность предварительно выполненной подложки из карбида вольфрама, содержащей кобальт. Затем эта сборка подвергается действию сверхвысокой температуры и давления в прессе. Во время этого процесса кобальт мигрирует из подложки в слой алмаза и действует в качестве связующего-катализирующего материала, обеспечивая связывание алмазных частиц друг с другом, а также соединение алмазного слоя с подложкой.
Готовый ПКА-элемент имеет хотя бы одну матрицу алмазных кристаллов, связанных друг с другом посредством множества межкристаллитных зон, содержащих связующий-катализирующий металл, что описано выше. Алмазные кристаллы составляют первую непрерывную алмазную матрицу, а межкристаллитные зоны образуют вторую непрерывную межкристаллитную матрицу, содержащую связующий-катализирующий материал. Кроме того, обязательно существуют небольшие зоны, содержащие связующий-катализирующий материал, в которых происходит рост алмазов. Эти островки не являются составляющей частью непрерывной межкристаллитной матрицы, состоящей из связующего-катализирующего материала.
Обычно объемная плотность алмазных элементов составляет 85-95%, а связующего-катализирующего элемента - остальные 5-15%. Такой элемент может подвергаться термической деструкции, которая начинается при температурах приблизительно 400°С, в результате разного теплового расширения связующего-катализирующего межкристаллитного кобальта и алмазной матрицы. После достаточного расширения связь между алмазами может нарушаться, и могут происходить растрескивания и сколы.
Кроме того, наличие связующего-катализирующего материала в межкристаллитной зоне поликристаллического алмаза рядом с алмазными кристаллами алмазной матрицы приводит к другому виду термической деструкции. Такое наличие связующего-катализирующего материала вызывает графитизацию алмаза по мере роста температуры, что обычно приводит к ограничению рабочей температуры в пределах приблизительно 750°С.
Хотя в качестве связующего-катализирующего материала чаще всего используется кобальт, тем не менее для этой цели может применяться любой элемент VIII группы, включая кобальт, никель, железо и сплавы из них.
В соответствии с патентом США № 4224380, который приводится в данном случае в качестве ссылки, с целью снижения термической деструкции режущих и/или износостойких элементов были изготовлены так называемые "термически стабильные" компоненты, которые представляли собой спрессованные в таблетки ПКА-элементы из поликристаллического алмаза. В одном типе термически стабильного ПКА-элемента после его образования из непрерывной межкристаллитной матрицы обычного поликристаллического алмаза выщелачивается кобальт или другой связующий-катализирующий материал. Известны многочисленные способы выщелачивания связующего-катализирующего материала. В патентах США №№4572722 и 4797241, которые приводятся в данном случае в качестве ссылки, описаны некоторые способы выщелачивания.
При выщелачивании связующего-катализирующего материала термостойкость алмаза может повыситься приблизительно до 1200°С, при выщелачивании также удаляется спеченная подложка из карбида. Кроме того, из-за отсутствия цельной подложки или другой поверхности, способной образовывать связи, существуют большие трудности с монтажом такого материала.
Способы изготовления такого "термически стабильного" ПКА-элемента обычно предусматривают изготовление алмазов относительно небольшой плотности, составляющей порядка 80% или менее. Такая низкая плотность алмаза обеспечивает полное выщелачивание, но получаемый готовый элемент обычно обладает относительно низкой ударной вязкостью. Низкая объемная плотность обычно достигается подмешиванием и использованием сравнительно небольших алмазных кристаллов со средним размером частиц приблизительно 15 мкм или меньше. Обычно перед обработкой эти небольшие частицы покрываются катализирующим материалом. Процесс подмешивания обеспечивает наличие больших расстояний между алмазными частицами в готовом продукте, при этом сравнительно небольшая доля площади их наружной поверхности отдается под образование связей между алмазами, которая часто составляет менее 50%, что вносит свой вклад в низкую ударную вязкость.
В этих так называемых "термически стабильных" поликристаллических алмазных компонентах отсутствие подходящей подложки, обеспечивающей образование связей для последующего присоединения к рабочему инструменту, решается несколькими способами. Один такой способ присоединения подложки к "термически стабильной" поликристаллической алмазной таблетке описан в патенте США №4944772, который приводится в данном случае в качестве ссылки. В соответствии с этой технологией сначала изготавливают пористую поликристаллическую алмазную таблетку, а затем она повторно спекается в присутствии катализирующего материала при высоких температурах и под высокими давлениями с запирающим слоем из другого материала, который предотвращает повторную инфильтрацию катализирующего материала через пористую поликристаллическую алмазную таблетку. У получаемого изделия обычно бывает резкий переход между спрессованной таблеткой и запирающим слоем, что создает проблемы, вызываемые концентраций напряжений при эксплуатации.
В патентах США №№4871377 и 5127923, которые приводятся в данном случае в качестве ссылок, предлагаются другие подобные технологии присоединения подложки к "термически стабильным" поликристаллическим алмазным компонентам. Очевидно, что слабостью всех этих технологий является ослабление связей между алмазами в спрессованной таблетке из поликристаллического алмаза в результате высокой температуры и высокого давления при повторном спекании. Понятно, что это разрушение/разрыв связей обычно также снижает ударную вязкость готового изделия до неприемлемо низкого уровня, который ниже, чем у спрессованной таблетки.
В другом виде термически стабильного поликристаллического алмаза в качестве катализирующего материала используется кремний. Процесс изготовления поликристаллического алмаза с кремнием в качестве катализирующего материала похож на процесс, описанный выше, за тем лишь исключением, что при температурах и давлениях спекания большая часть кремния вступает в реакцию с образованием карбида кремния, который не является эффективным катализирующим материалом. При этом термостойкость такого элемента несколько выше, но термическая деструкция все равно происходит, так как присутствуют остатки кремния, которые обычно равномерно распределены в межкристаллитной матрице. И снова данный тип ПКА-элемента вызывает проблемы монтажа, так как нет поверхности, с которой можно образовывать соединение.
Совсем недавно появился еще один тип ПКА, в котором при спекании алмазного порошка в качестве связующего-катализирующего материала используются карбонаты, например порошкообразные карбонаты Mg, Ca, Sr и Ва. ПКА этого типа обычно обладают более высокой износостойкостью и твердостью, чем предыдущие типы ПКА-элементов. Однако массовое производство этого материала затруднено из-за того, что для его спекания требуется более высокое давление, чем то, которое применялось при спекании обычного и термически стойкого поликристаллического алмаза. Одним из результатов этого способа является то, что тело поликристаллического алмаза, полученного таким способом, меньше элементов обычных поликристаллических алмазов. И снова из-за остатков связующего-катализирующего материала в межкристаллитной матрице может происходить термическая деструкция. И снова, так как нет цельной подложки или другой поверхности, с которой можно образовывать соединение, существуют большие трудности с монтажом такого материала на рабочей поверхности.
По причине низкой ударной вязкости попытки соединения термически стабильных ПКА с системами монтажа с целью использования их повышенной температурной стабильности были не так успешны, как ожидалось. Например, в патентах США №№4726718, 5199832, 5025684, 5238074, 6009963, приведенных в данном случае в качестве ссылок, описаны различные способы монтажа множества элементов ПКА. Хотя многие из этих проектов получили коммерческое распространение, тем не менее они не смогли совместить высокую износостойкость и/или сопротивление истиранию с соответствующей ударной вязкостью ПКА, не обладающих термической стабильностью.
В патентах США №№497632, 5213248, 5337844, 5379853, 5496638, 5523121, 5624068, которые приводятся в данном случае в качестве ссылок, описаны другие типы алмазных или алмазоподобных покрытий поверхностей. Такие же покрытия описаны также и в публикации патента Великобритании №2268768, публикации РСТ №96/34131, публикациях EPC №№500253, 787820, 860515 для инструментальных поверхностей, работающих под высокой нагрузкой. В этих публикациях алмазные и/или алмазоподобные покрытия наносятся на поверхности для обеспечения износостойкости и/или эрозионной стойкости.
Во многих этих публикациях описаны способы нанесения алмазного или алмазоподобного покрытия с помощью химического осаждения из паровой фазы или конденсации из паровой фазы. Способы химического осаждения из паровой фазы или конденсации из паровой фазы хорошо известны и описаны, например, в патентах США №№5439492, 4707384, 4645977, 4504519, 4486286, которые приводятся в данном случае в качестве ссылок.
Технологии химического осаждения из паровой фазы и/или конденсации из паровой фазы могут применяться для нанесения алмазных или алмазоподобных покрытий на поверхности, например для получения на поверхности наборов плотно упакованных, эпитаксиально ориентированных алмазных кристаллов или других сверхтвердых кристаллов. Хотя эти алмазы из-за их плотной упаковки обладают очень большой плотностью, между отдельными кристаллами алмазов нет сильной связи, что делает их непрочными и подверженными растрескиванию при больших сдвигающих нагрузках. В результате, несмотря на очень большие плотности алмазов, они обладают небольшой механической прочностью, очень малой ударной вязкостью и малым сопротивлением износу при работе в условиях высоких нагрузок в качестве режущих элементов, подшипников, элементов трения и обжимок.
С целью повышения прочности и износостойкости этих алмазных или алмазоподобных покрытий применялись подложки из карбида вольфрама с последующей обработкой их под высоким давлением и при высоких температурах, что описано в патентах США №№5264283, 5496638, 5624068, которые приводятся в данном случае в качестве ссылок. Хотя этот тип обработки может повысить износостойкость алмазного слоя, резкий переход от высокоплотного алмазного покрытия к подложке делает алмазный слой на границе раздела чувствительным к трещинообразованию при очень малых остаточных деформациях, как это рассмотрено выше при обсуждении композитных структур с запирающим слоем. Это также приводит к снижению эксплуатационной прочности и ударной вязкости.
Если в качестве пары трения используются ПКА-элементы, изготовленные из кобальта или другого связующего-катализирующего металла VIII группы, то, как оказалось, при использовании коэффициент трения увеличивается. Как описано в патенте США №5560716, который приводится в данном случае в качестве ссылочного материала, и в европейском патенте №617207, было обнаружено, что удаление с поверхности ПКА-элемента, составляющего часть подшипника (с помощью протирки соляной кислотой), пленки трения, обогащенной кобальтом, толщина которой в процессе эксплуатации постепенно увеличивается, снижает остроту этой проблемы. Очевидно, что при эксплуатации кобальт мигрирует с поверхности ПКА в зону нагружения подшипника, увеличивая тем самым трение между ПКА-элементами, применяющимися в качестве пары трения. Очевидно также, что источником этого кобальта может быть оставшийся побочный продукт чистовой обработки элементов пар трения, так как протирка поверхности кислотой не может эффективно удалять кобальт на большой глубине.
Так как кобальт удаляется только с поверхности ПКА, то температуры, при которых происходит термическая деструкция этих пар трения, существенно не меняются. Поэтому вредное влияние связующего-катализирующего материала не прекращается, и присутствие катализирующего материала продолжает способствовать термической деструкции алмазного слоя.
Краткое изложение сущности изобретения
В настоящем изобретении предлагается сверхтвердый поликристаллический алмазный или алмазоподобный элемент со значительно более высокой износостойкостью без потери ударной вязкости. Называемые в настоящем описании ПКА-элементами эти элементы изготавливаются с использованием связующего-катализирующего материала при высокой температуре и под высоким давлением. ПКА-элемент состоит из множества частично связанных между собой алмазов или алмазоподобных элементов, образующих тело непрерывной алмазной матрицы с объемной плотностью алмазов более 85%. Межкристаллитные зоны, расположенные между алмазными кристаллами, образуют непрерывную межкристаллитную матрицу, в состав которой входит катализирующий материал. Формируется пластина алмазной матрицы и с применением высоких температур и высокого давления эта пластина соединяется с подложкой, содержащей катализирующий материал. У тела алмазной матрицы есть рабочая поверхность, при этом часть межкристаллитной матрицы тела, расположенная в непосредственной близости от рабочей поверхности, в значительной степени свободна от катализирующего материала, в то время как в остальной части межкристаллитной матрицы катализирующий материал присутствует. Обычно менее 70% тела пластины алмазной матрицы свободно от катализирующего материала.
Рабочая поверхность, которая в значительной степени свободна от катализирующего материала, не подвержена термической деструкции, происходящей в других зонах рабочей поверхности, что обеспечивает повышенную износостойкость без потери ударной вязкости. В качестве обработанной рабочей поверхности режущих элементов может использоваться часть наружной пластины тела, часть периферийной поверхности тела, или части всех этих поверхностей.
В соответствии с другим вариантом осуществления настоящего изобретения в качестве катализирующего материала используется кобальт или другой элемент группы железа, а в качестве способа обеднения катализирующим материалом используется его выщелачивание из межкристаллитных зон в области, граничащей с поверхностью ПКА-элемента, с использованием технологии травления кислотой. Считается, что с целью удаления катализирующего материала из приповерхностной зоны может также применяться электрический разряд или другой электрический, или гальванический процесс, или выпаривание.
Описан еще один способ изготовления ПКА-элемента, включающего тело, выполненное заодно с металлсодержащей подложкой, при этом в состав тела входят алмазные кристаллы и катализирующий материал. С целью освобождения объема тела от катализирующего материала выполняется его обработка, при этом в некоторых зонах тела катализирующий материал остается, а подложка, по существу, не подвергается обработке.
Описан элемент, включающий тело, в состав которого входит множество частично связанных между собой алмазных кристаллов, катализирующий материал, межкристаллитная матрица; у тела есть рабочая поверхность. Межкристаллитная матрица тела в непосредственной близости от рабочей поверхности в значительной степени свободна от катализирующего материала, в то время как в остальной части межкристаллитной матрицы катализирующий материал присутствует.
Описан также ПКА-элемент с телом, включающим катализирующий материал, межкристаллитную матрицу и рабочую поверхность. Межкристаллитная матрица тела в непосредственной близости от рабочей поверхности в значительной степени свободна от катализирующего материала, в то время как в остальной части межкристаллитной матрицы катализирующий материал присутствует.
Кроме того, описан ПКА-элемент, включающий тело с рабочей поверхностью. Первый объем тела, удаленный от рабочей поверхности, включает катализирующий материал, а второй объем тела в зоне, примыкающей к рабочей поверхности, в значительной степени свободен от катализирующего материала.
Описан также ПКА-элемент, содержащий алмаз, составляющий тело, выполненное заодно с металлсодержащей подложкой. Тело включает межкристаллитную матрицу, а объемная плотность алмазов составляет 85%. Межкристаллитная матрица тела в непосредственной близости от рабочей поверхности в значительной степени свободна от катализирующего материала, а межкристаллитные зоны в месте контакта тела с подложкой содержат катализирующий материал и их средняя толщина составляет более 0,15 мм.
Кроме того, описан ПКА-элемент, включающий тело, состоящее из связанных между собой алмазов, у которого имеется рабочая поверхность, выполненная заодно с металлсодержащей подложкой. Объемная плотность алмазов в теле составляет не менее 85%. Первый объем тела, удаленный от рабочей поверхности, содержит катализирующий материал, а второй объем тела, расположенный в непосредственной близости от рабочей поверхности, в значительной степени свободен от катализирующего материала.
Описан также ПКА-элемент, включающий тело, выполненное заодно с металлсодержащей подложкой. Тело включает множество связанных между собой алмазных кристаллов, у которых есть поверхности, и катализирующий материал. Объемная плотность алмазов в теле составляет не менее 85%. Не менее 30% алмазов тела находятся в контакте с катализирующим материалом, а поверхности большинства остальных кристаллов, расположенных на расстоянии не менее 0,1 мм вглубь рабочей поверхности, в значительной степени свободны от катализирующего материала.
Кроме того, описан спрессованный в таблетку режущий элемент. У режущего элемента есть тело из сверхтвердого поликристаллического материала, в состав которого входит множество связанных между собой сверхтвердых кристаллов, выполненных заодно с металлсодержащей подложкой, множество межкристаллитных зон, расположенных между сверхтвердыми кристаллами, и катализирующий материал. У тела есть режущая поверхность, а объемная плотность алмазов в теле составляет не менее 85%. Межкристаллитные зоны, расположенные в непосредственной близости хотя бы от части режущей поверхности, в значительной степени свободны от катализирующего материала, и не менее 30% остальных межкристаллитных зон содержат катализирующий материал.
ПКА-элементы по настоящему изобретению могут использоваться в условиях трения, резки, волочения и в других случаях, когда требуются технические сверхтвердые алмазные поверхности. В частности, они могут использоваться в качестве режущих элементов вращающегося бурового долота с неподвижными или шарошечными резцами, в качестве обжимки, радиатора, подшипников скольжения, поверхностей трубопроводной арматуры, инденторов, инструментальных оправок и т.п. ПКА-элементы по настоящему изобретению могут использоваться для абразивной обработки деревянных изделий, черных и цветных материалов, а также для обработки очень твердых или абразивных технических материалов типа камня, асфальта и т.п.
КРАТКОЕ ОПИСАНИЕ ЧЕРТЕЖЕЙ
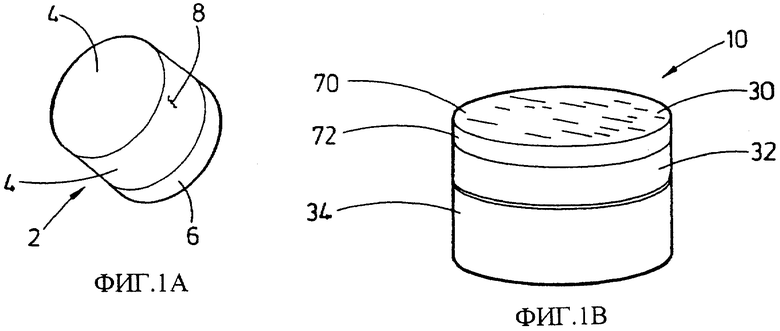
На фигуре 1А изображен типичный ПКА-элемент по настоящему изобретению. На фигуре 1В изображен типичный ПКА-элемент по настоящему изобретению, используемый в качестве режущего элемента.
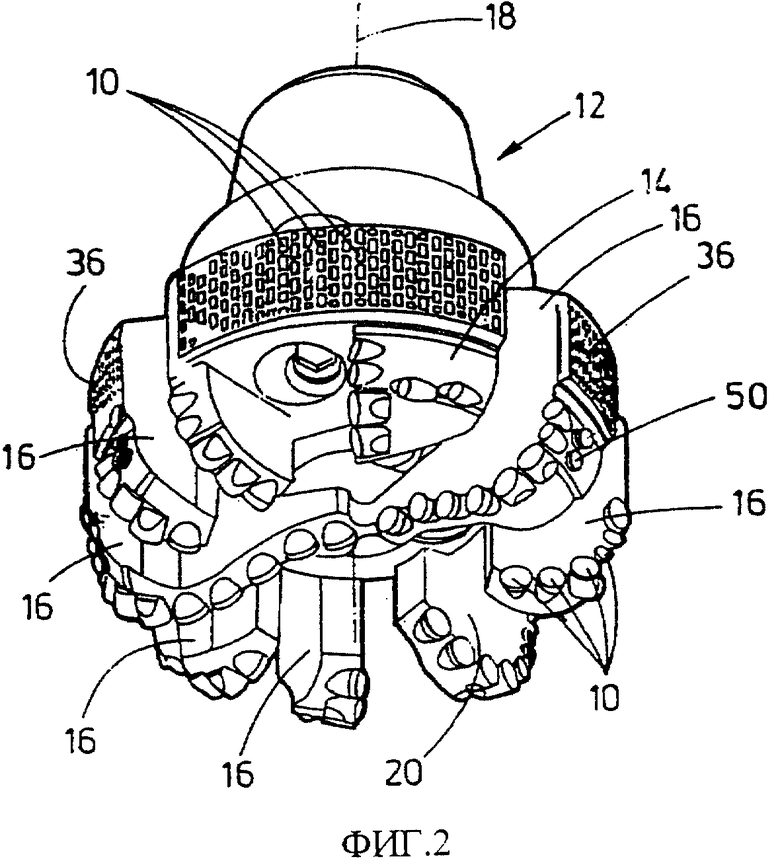
На фигуре 2 изображен вид сбоку на лопастное долото, в котором использованы ПКА-элементы по настоящему изобретению.
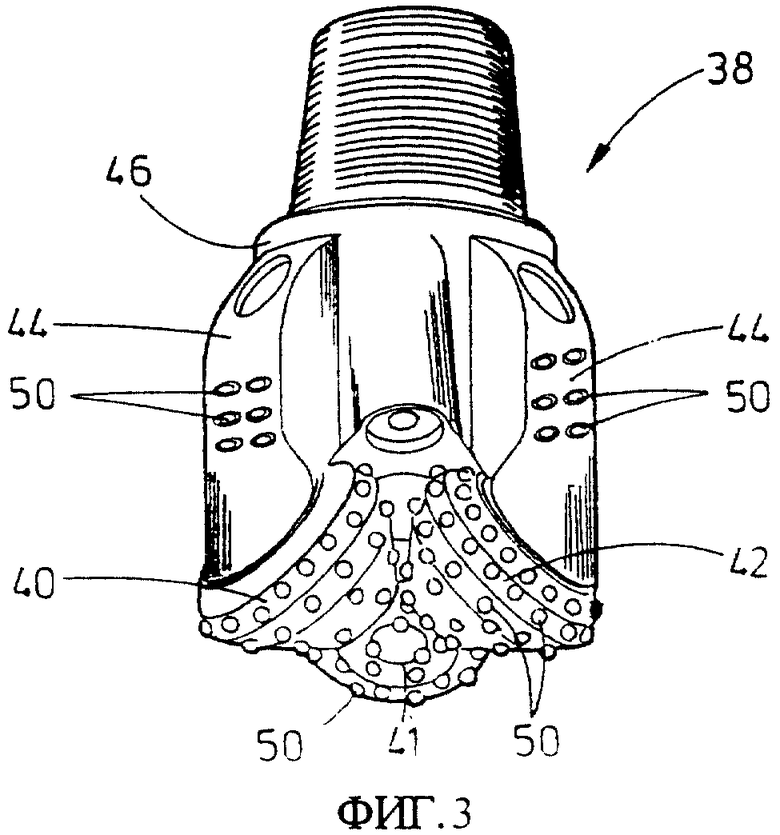
На фигуре 3 изображен перспективный вид на шарошечное долото, в котором использованы ПКА-элементы по настоящему изобретению.
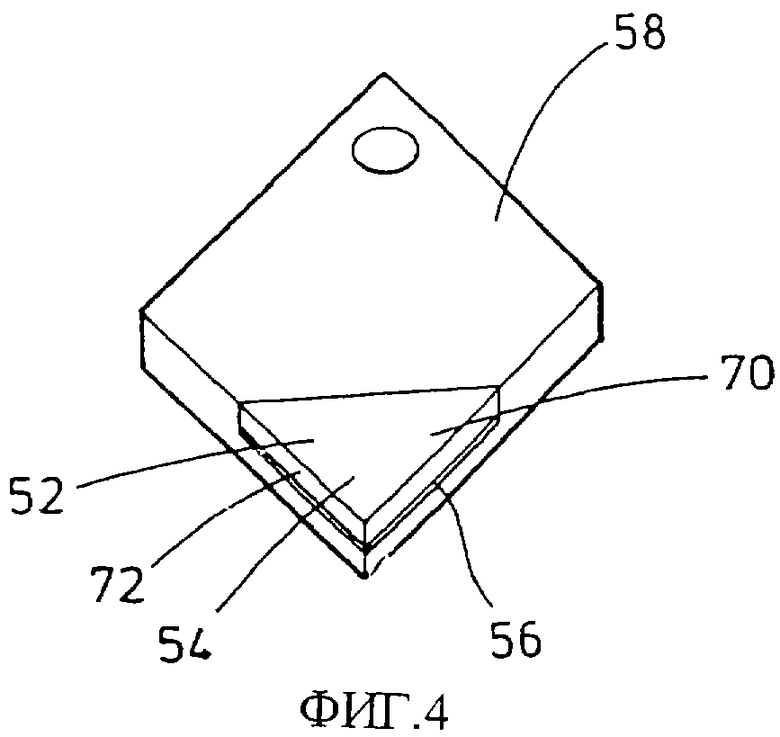
На фигуре 4 изображен перспективный вид на вставку с ПКА-элементами по настоящему изобретению, которая применяется при механической обработке на станках.
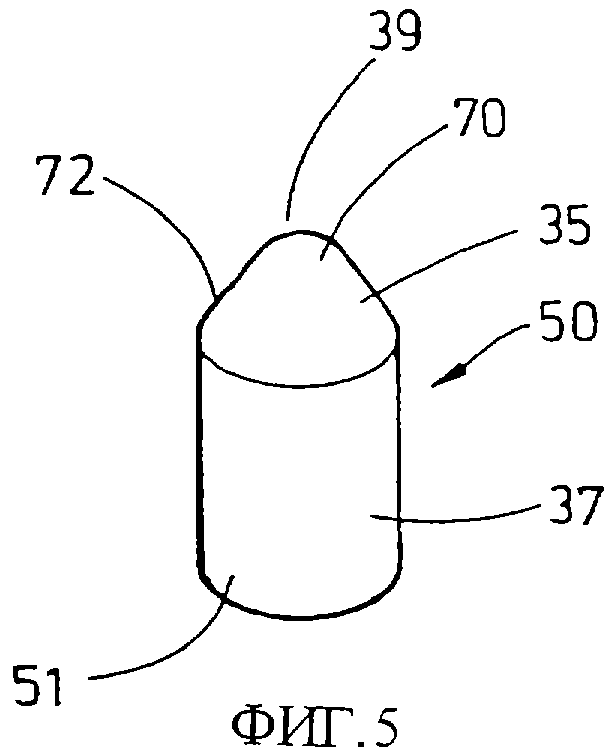
На фигуре 5 изображен перспективный вид полусферического ПКА-элемента для применения в шарошечных и лопастных буровых долотах.
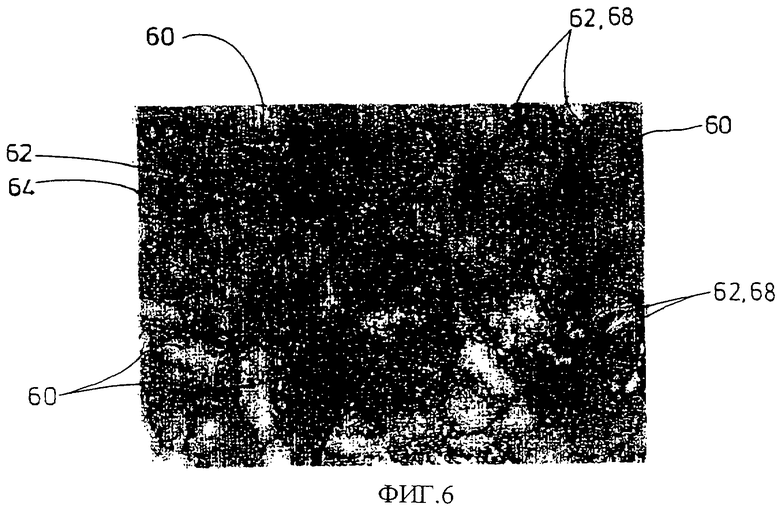
На фигуре 6 изображен микрофотоснимок поверхности ПКА-элемента предшествующего уровня техники, на котором показан связующий-катализирующий материал в межкристаллитных зонах.
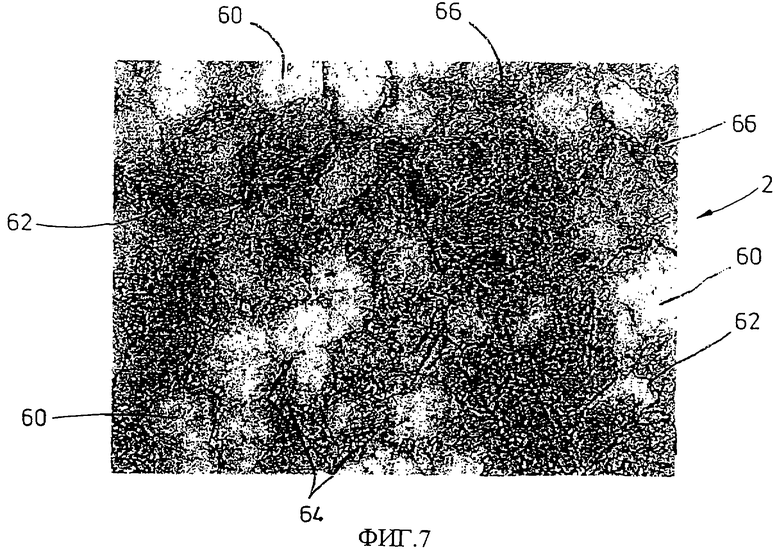
На фигуре 7 изображен микрофотоснимок поверхности ПКА-элемента по настоящему изобретению, на котором показаны первая часть с катализирующим материалом в межкристаллитных зонах и вторая часть без катализирующего материала в межкристаллитных зонах.
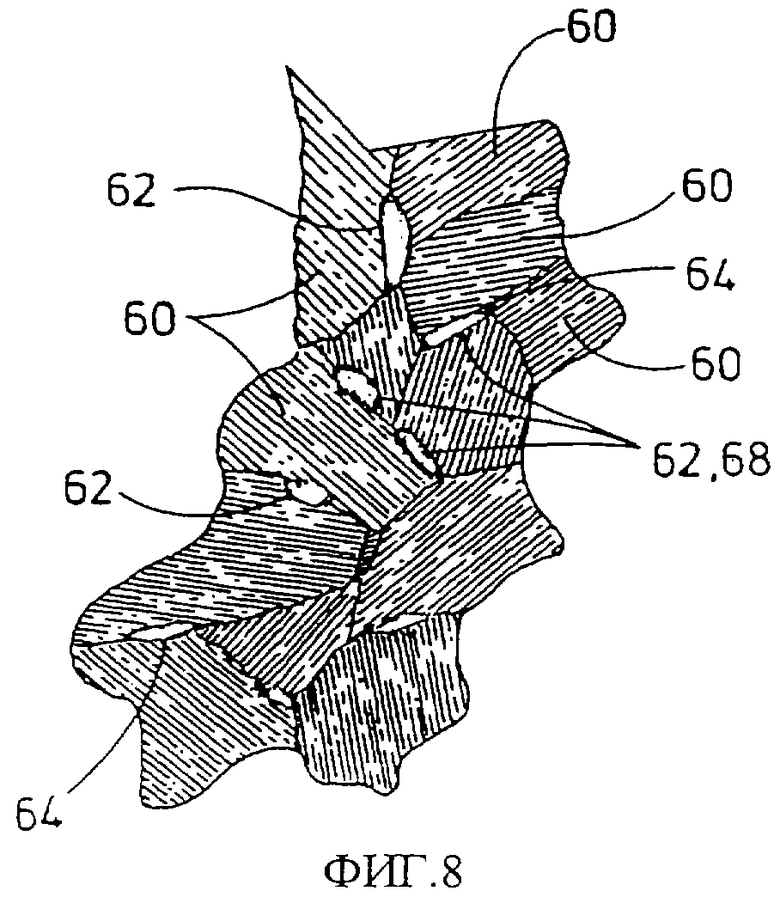
На фигуре 8 изображена микроструктура ПКА-элемента предшествующего уровня техники, на которой изображены связанные между собой кристаллы алмазов с межкристаллитными зонами и кристаллографическая ориентация отдельных кристаллов.
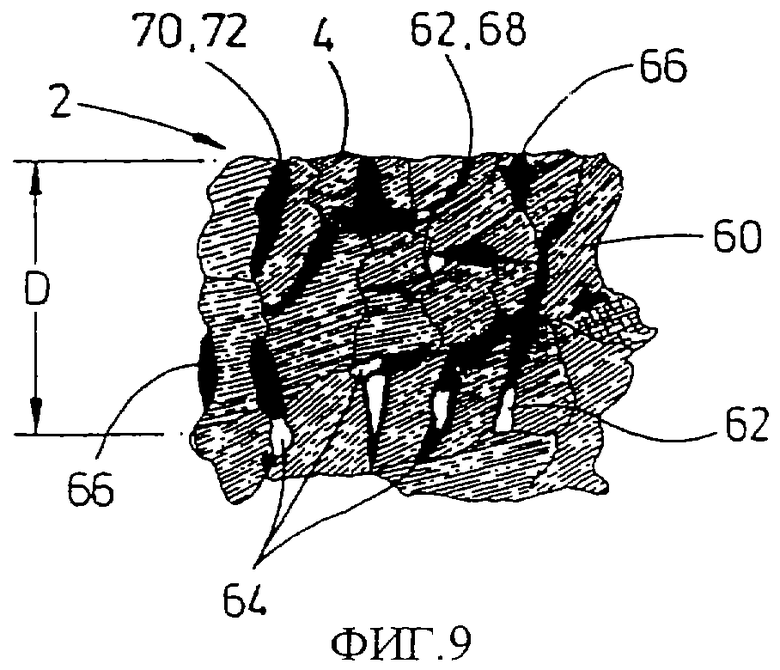
На фигуре 9 изображена микроструктура ПКА-элемента по настоящему изобретению в соответствии с фигурой 7, на которой показана глубина зоны, свободной от катализирующего материала по отношению к поверхности ПКА-элемента.
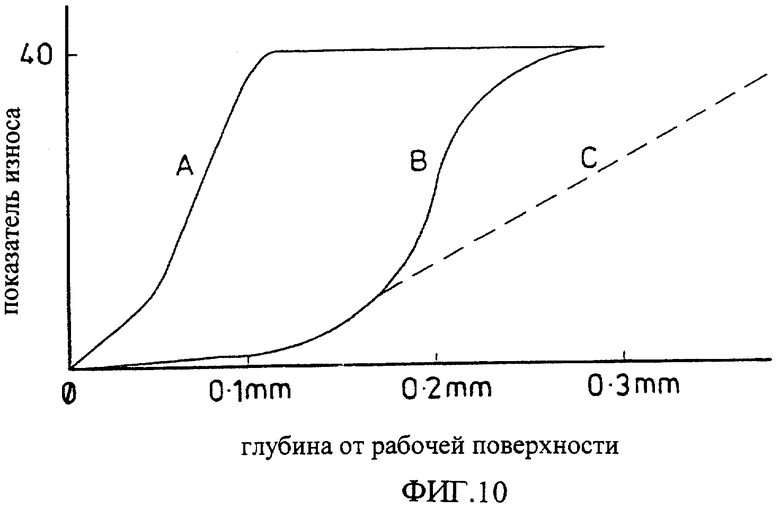
На фигуре 10 изображена кривая показателей относительного износа нескольких примеров ПКА-элементов по настоящему изобретению.
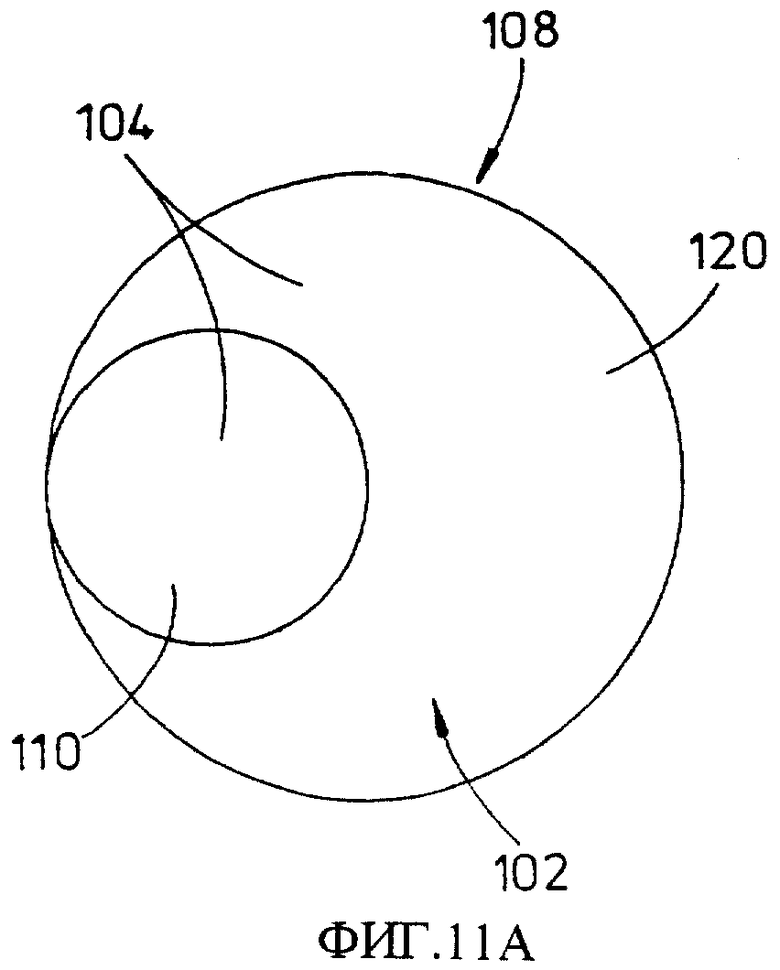
На фигуре 11А изображен вид спереди на вариант ПКА-элемента по настоящему изобретению.
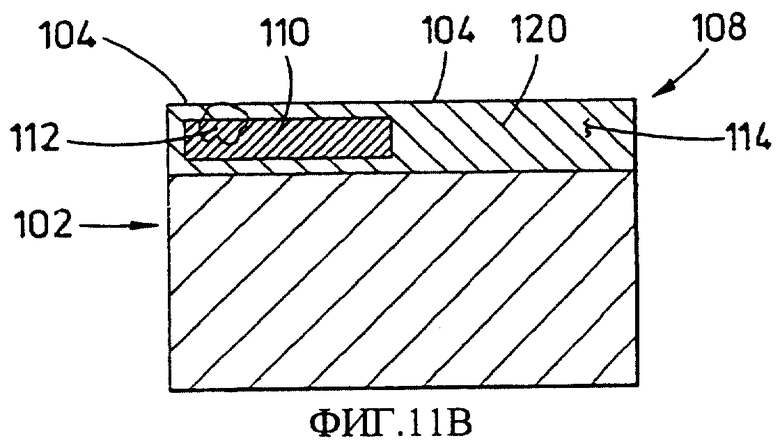
На фигуре 11В изображено сечение другого варианта ПКА-элемента по настоящему изобретению.
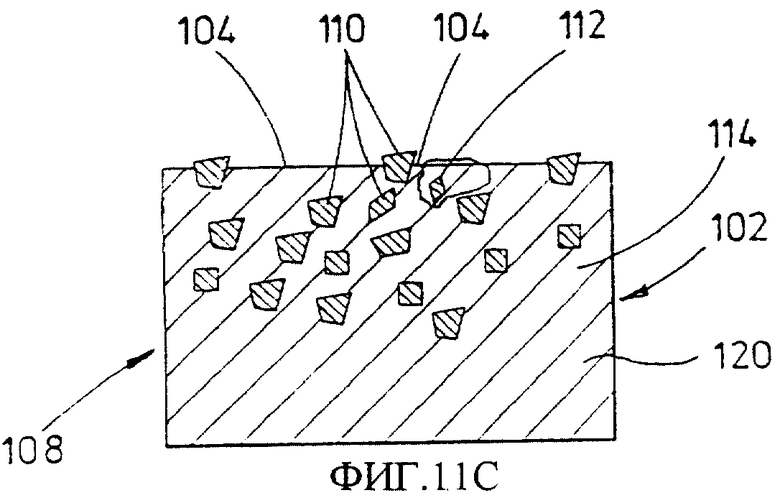
На фигуре 11С изображено сечение еще одного варианта ПКА-элемента по настоящему изобретению.
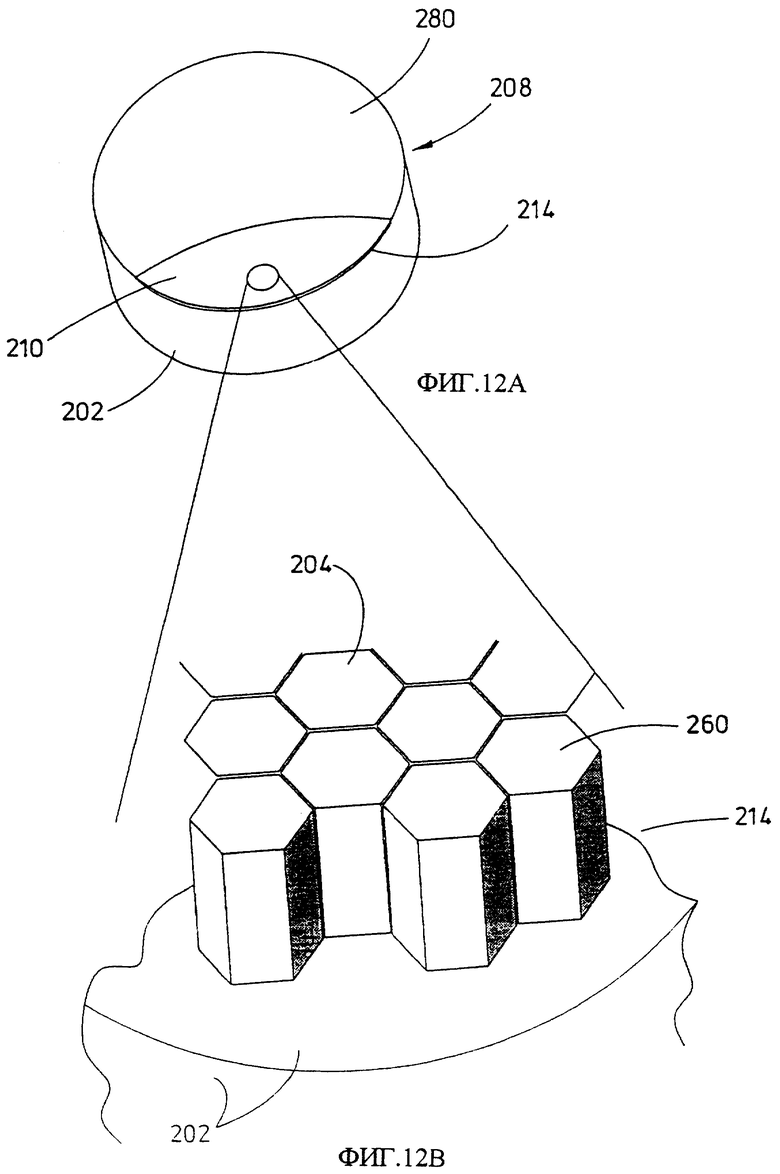
На фигуре 12А изображен перспективный вид на поверхность с покрытием, полученным путем химического осаждения из паровой фазы или конденсации из паровой фазы, для другого варианта ПКА-элемента по настоящему изобретению.
На фигуре 12В изображен перспективный вид увеличенной кристаллической структуры варианта ПКА-элемента по настоящему изобретению в соответствии с фигурой 12А.
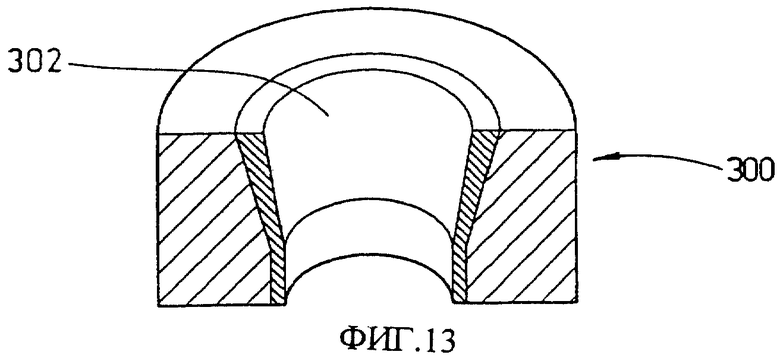
На фигуре 13 изображено сечение волоки для волочения проволоки с ПКА-элементом по настоящему изобретению.
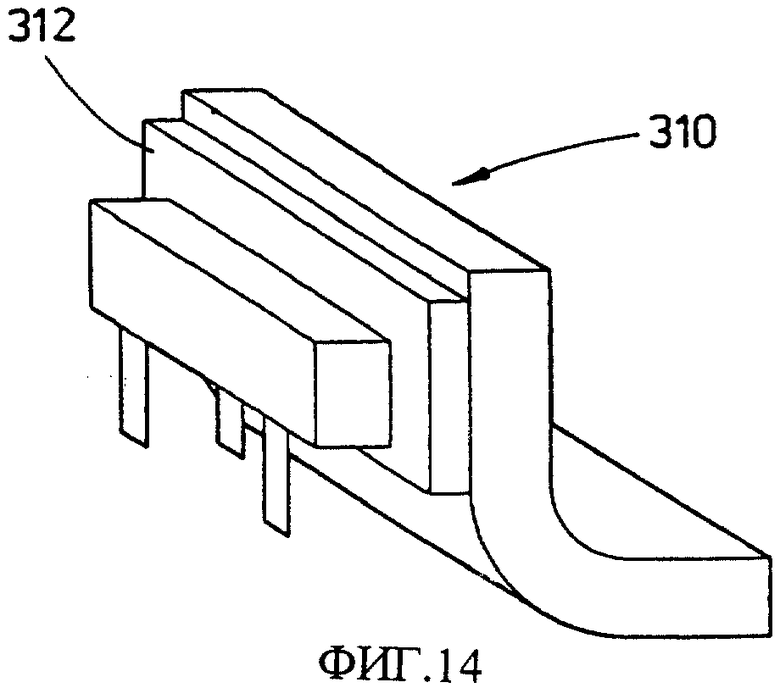
На фигуре 14 изображен перспективный вид радиатора с ПКА-элементом по настоящему изобретению.
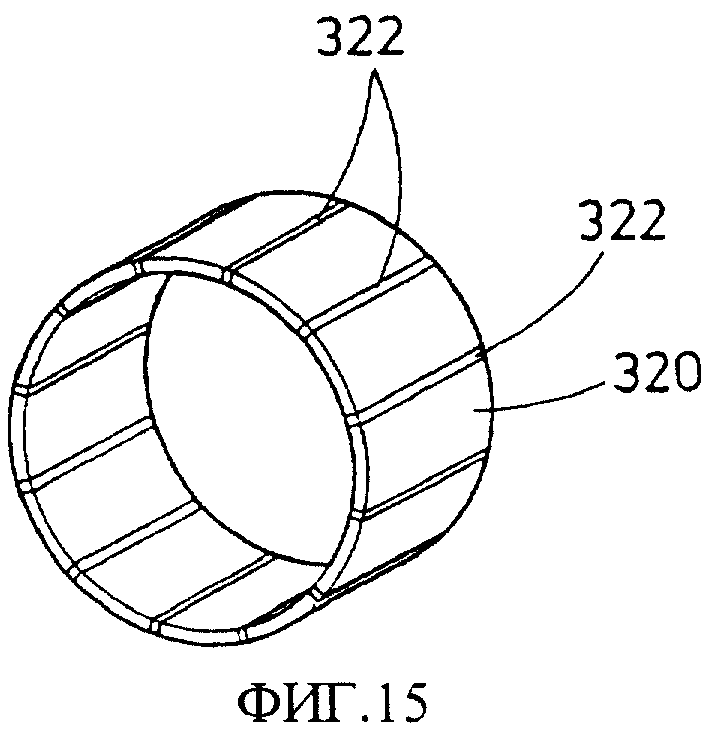
На фигуре 15 изображен перспективный вид подшипника с ПКА-элементом по настоящему изобретению.
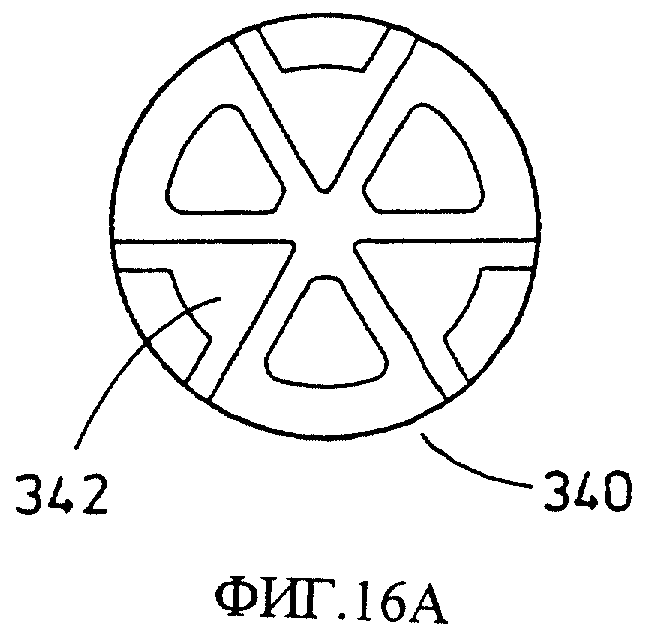
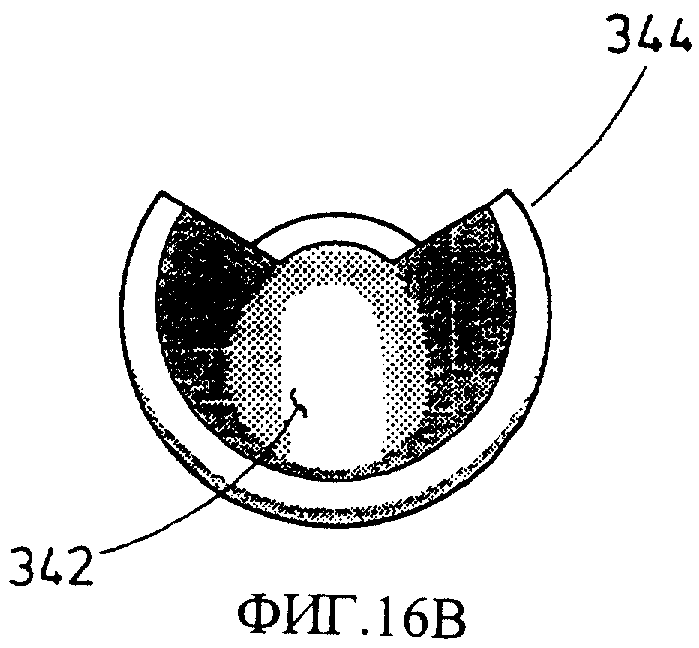
На фигурах 16А и 16В изображен вид спереди сопрягающихся частей трубопроводной арматуры с ПКА-элементом по настоящему изобретению.
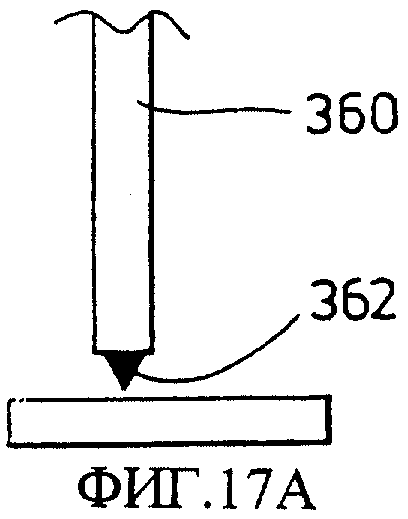
На фигуре 17А изображен вид сбоку на индентор с ПКА-элементом по настоящему изобретению.
На фигуре 17В изображен разрез пробойника с ПКА-элементом по настоящему изобретению.
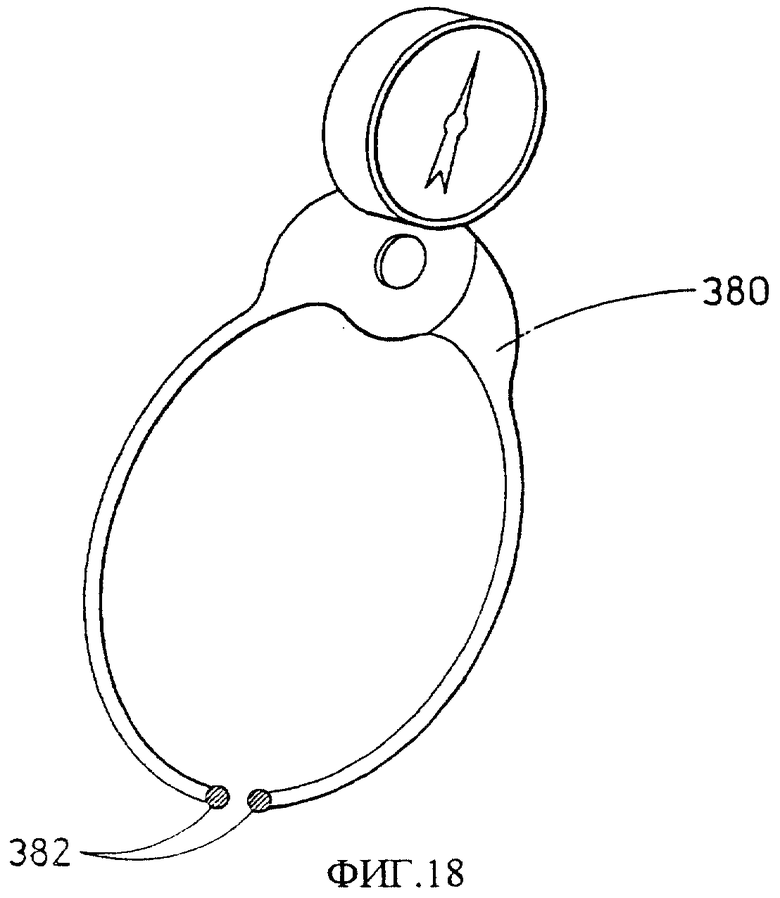
На фигуре 18 изображен перспективный вид на измерительное устройство с ПКА-элементом по настоящему изобретению.
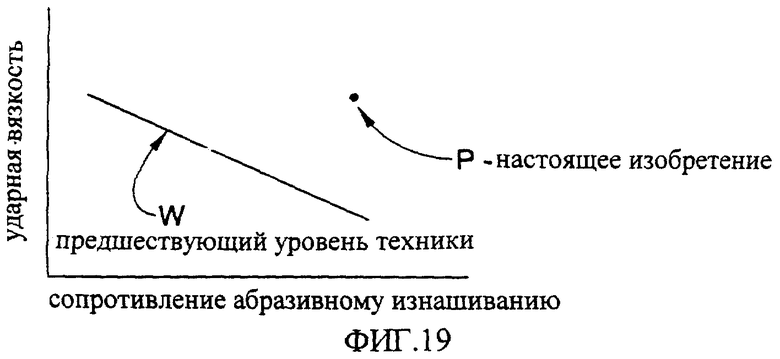
На фигуре 19 изображена зависимость сопротивления абразивному изнашиванию от ударной вязкости режущих элементов предшествующего уровня техники в сравнении с зависимостью для режущего элемента по настоящему изобретению.
ПОДРОБНОЕ ОПИСАНИЕ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ И ПРЕДПОЧТИТЕЛЬНЫХ ВАРИАНТОВ НАСТОЯЩЕГО ИЗОБРЕТЕНИЯ
На фигуре 1А показан элемент 2 из поликристаллического алмаза или алмазоподобного (ПКА) материала по настоящему изобретению. ПКА-элемент 2 включает множество частично связанных между собой сверхтвердых, алмазных или алмазоподобных кристаллов 60 (фигуры 7 и 9), катализирующий материал 64 и межкристаллитную матрицу 68, состоящую из межкристаллитных зон 62, расположенных между кристаллами 60. Элемент 2 также включает одну рабочую поверхность или две рабочие поверхности 4, а алмазные кристаллы 60 и межкристаллитные зоны 62 образуют объем тела 8 ПКА-элемента 2. Желательно, чтобы элемент 2 выполнялся заодно с металлсодержащей подложкой 6, которая обычно выполняется из карбида вольфрама, с кобальтом в качестве связующего. Для обеспечения эффективного использования при абразивном износе объемная плотность алмазов в теле 8 должна быть больше 85%, но лучше, чтобы эта величина была больше 90%.
Рабочей поверхностью 4 является любая часть ПКА-тела 8, которая при эксплуатации может вступать в контакт с обрабатываемым объектом. При рассмотрении рабочей поверхности 4 в данном описании понимается, что она наносится на любую часть тела 8, на которую может оказываться воздействие и/или которая может использоваться в качестве рабочей поверхности. Кроме того, любая часть любой рабочей поверхности 4 сама по себе является рабочей поверхностью.
При изготовлении в условиях высоких температур и высоких давлений межкристаллитные зоны 62, расположенные между кристаллами 60, заполняются катализирующим материалом 64 с последующим образованием связей между кристаллами 60. На следующем этапе изготовления некоторые межкристаллитные зоны 62 выборочно обедняются катализирующим материалом 64. В результате получается так, что первый объем тела 8 ПКА-элемента 1, удаленный от рабочей поверхности 4, включает катализирующий материал 64, а второй объем тела 8, расположенный в непосредственной близости от поверхности 4, в значительной степени свободен от катализирующего материала 64. Межкристаллитные зоны 62, которые в значительной степени свободны от катализирующего материала 64, обозначены позицией 66.
Таким образом, межкристаллитная матрица 68 тела 8, расположенная в непосредственной близости хотя бы от части рабочей поверхности 4, в значительной степени свободна от катализирующего материала 64, а остальная часть межкристаллитной матрицы 68 содержит катализирующий материал 64. Как отмечалось ранее, ПКА-элемент 2 с помощью высоких температур и высоких давлений может соединяться с подложкой 6, изготовленной из менее твердого материала, обычно из спеченного карбида вольфрама, но использование подложки 6 не является обязательным.
Так как тело в непосредственной близости от рабочей поверхности 4 в значительной степени свободно от катализирующего материала 64, отрицательное влияние связующего-катализирующего материала 64 в значительной степени уменьшается, что обеспечивает устранение термической деструкции рабочей поверхности 4, вызванной наличием катализирующего материала 64. В результате получается новый ПКА-элемент 2 с улучшенными термическими свойствами, приближающимися к термическим свойствам так называемых термически стабильных ПКА-элементов при сохранении прочности, технологии изготовления и способности образовывать связи, присущих традиционным поликристаллическим алмазным компактным элементам (ПАК-элементам). Это обеспечивает более высокую износостойкость при резании, более высокую теплоотдачу при использовании ПКА в качестве радиаторов, более высокую несущую способность при использовании ПКА в качестве подшипников, уменьшает разрушение поверхности при использовании ПКА в трубопроводной арматуре. Имеются преимущества при использовании ПКА и в других случаях, включая использование в качестве обжимок, инденторов, инструментальных оправок и элементов трения. Эти преимущества достигаются без потери ударной вязкости элемента. Ниже применение новых ПКА-элементов 2 рассматривается более подробно.
Обратимся теперь к микрофотоснимку ПКА-элемента предшествующего уровня техники на фигуре 6, а также к микроструктуре ПКА-элемента предшествующего уровня техники по фигуре 8, из которых видна случайная кристаллографическая ориентация алмазных или алмазоподобных кристаллов 60, что видно из параллельных линий, представляющих плоскости спайности каждого кристалла 60. Как видно, соседние кристаллы 60 связаны друг с другом расположенными между ними межкристаллитными зонами 62. Так как плоскости спайности соседних кристаллов 60 ориентированы в различных направлениях, то нет прямой траектории, по которой может произойти разлом алмаза. Такая структура позволяет ПКА-материалам выдерживать экстремальные нагрузки с большими ударными нагрузками.
В процессе связывания кристаллов 60 в прессе при высокой температуре и давлении межкристаллитные зоны 62, расположенные между кристаллами 60, заполняются связующим-катализирующим материалом 64. Именно катализирующий материал 64 обеспечивает связывание соседних алмазных кристаллов 60 при сравнительно низких давлениях и температурах в прессе.
ПКА-элемент предшествующего уровня техники имеет хотя бы одну непрерывную матрицу кристаллов 60, связанных друг с другом межкристаллитными зонами 62, содержащими связующий-катализирующий материал 64, обычно кобальт или другой элемент группы VIII. Кристаллы 60 составляют первую непрерывную матрицу алмазов, а межкристаллитные зоны 62 образуют вторую непрерывную матрицу межкристаллитных зон 62, известную как межкристаллитная матрица 68, содержащую связующий-катализирующий материал. Кроме того, необходимо, чтобы сравнительно небольшие зоны для обеспечения роста алмазов включали связующий-катализирующий материал. Эти островки не являются частью непрерывной межкристаллитной матрицы 68 связующего-катализирующего материала 64.
На фигурах 7 и 9 показано сечение ПКА-элемента 2 по настоящему изобретению. ПКА-элемент 2 может быть образован таким же образом, что и ПКА-элементы предшествующего уровня техники. В соответствии с предпочтительным вариантом изобретения в процессе изготовления сразу после операции предварительной очистки или в любое другое время после этой операции рабочая поверхность 4, 70, 72 ПКА-элемента 2 обрабатывается таким образом, что из тела удаляется часть связующего-катализирующего материала. В результате этого межкристаллитные зоны 62, расположенные между алмазными кристаллами 60 в непосредственной близости от рабочей поверхности, становятся в значительной степени свободными от катализирующего материала 64, обозначенного позицией 66. Часть рабочей поверхности 4, 70, 72, которая свободна от катализирующего материала 64, не подвержена термической деструкции, встречающейся в других зонах ПКА, что обеспечивает улучшенные термические характеристики.
Средняя объемная плотность алмазов в теле 8 ПКА-элемента 2 по настоящему изобретению находится в пределах от 85 до 99%. Высокая объемная плотность алмазов достигается при использовании алмазных кристаллов 60 со средними размерами частиц от 30 до 60 мкм. Обычно смесь алмазов может включать от 20 до 60% алмазных кристаллов 60 размером 5-15 мкм, от 20 до 40% алмазных кристаллов 60 размером 25-40 мкм, и от 20 до 40% алмазных кристаллов 60 размером 50-80 мкм в диаметре, хотя могут использоваться и другие размерные диапазоны частиц. Смесь больших и малых алмазных кристаллов 60 позволяет алмазным кристаллам 60 отдавать сравнительно большую долю их поверхности, часто достигающей 95%, обеспечению связей между алмазами, что вносит свой вклад в относительно высокое относительное сопротивление истиранию.
Существует много способов удаления катализирующего материала 64 из межкристаллитных зон 62 или уменьшения его содержания в этих зонах. В соответствии с одним из способов катализирующим материалом 64 является кобальт или другой материал группы железа, а способом удаления катализирующего материала 64 является его выщелачивание из межкристаллитных зон 62 в зоне, прилегающей к рабочей поверхности 4, 70, 72 ПКА-элемента 2, с помощью технологии травления кислотой на глубину больше приблизительно 0,2 мм. Для удаления катализирующего материала 64 из приповерхностной зоны может применяться электрический разряд, или другая электрическая или гальваническая технология, или выпаривание.
В соответствии с другим способом снижения содержания катализирующего материала 64 в межкристаллитных зонах 62 снижение содержания катализирующего материала 64 осуществляется путем образования химического соединения, например, сплавлением с другим материалом, чтобы он больше не являлся катализирующим материалом. В соответствии с этим способом материал может оставаться в межкристаллитных зонах между алмазными кристаллами 60, но этот материал больше не является катализирующим материалом 64, что соответствует его эффективному удалению.
В соответствии с еще одним способом снижения содержания катализирующего материала 64 в межкристаллитных зонах 62 катализирующий материал 64 удаляется путем его преобразования в такой материал, который больше не является катализирующим материалом. Этого можно добиться изменением кристаллической структуры, фазовым превращением, механической обработкой, термической обработкой или с помощью других способов обработки. Такой способ можно применять к неметаллическим или химически неактивным катализирующим материалам. Кроме того, материал может оставаться в межкристаллитных зонах 62 между алмазными кристаллами, но этот материал больше не является катализирующим материалом 64, что соответствует его эффективному удалению.
Как только катализирующий материал 64 в непосредственной близости от рабочей поверхности 4, 70, 72 теряет свою эффективность, ПКА-элемент 2 по настоящему изобретению теряет свою чувствительность к термической деструкции, которая, как известно, происходит в ПКА-элементах предшествующего уровня техники. Как описано выше, существуют два режима термической деструкции, которые, как известно, вызываются катализирующим материалом 64. Первый режим термической деструкции начинается при температурах приблизительно 400°С и происходит в результате разницы теплового расширения связующего-катализирующего материала 64 в межкристаллитных зонах 62 и кристаллов 60. После достаточного расширения связи между алмазами могут нарушаться и могут происходить растрескивания и сколы.
Второй режим термической деструкции начинается при температурах приблизительно 750°С. Этот режим вызван катализирующей способностью связующего-катализирующего материала 64, вступающего в реакцию с кристаллом 60, и приводит к графитизации кристалла 60 по мере приближения температуры к 750°С. По мере графитизации кристаллов 60 они резко увеличиваются в объеме, что приводит к растрескиванию и потере связей с телом 4. Даже наличие катализирующего материала 64 толщиной несколько мкм на поверхностях алмазных кристаллов 60 может вызвать этот режим термической деструкции.
Специалисты должны понимать, что в оптимальном варианте катализирующий материал 64 должен удаляться из межкристаллитной зоны 62, расположенной между алмазными кристаллами 60, а также с поверхностей алмазных кристаллов 60. Если катализирующий материал 60 удаляется как с поверхностей алмазных кристаллов 60, так и из межкристаллитных зон, то термическая деструкция алмазных кристаллов 60 в этой области начинается только по достижении 1200°С.
Однако этот режим двойной деструкции приводит к получению некоторых неожиданных преимуществ. Например, во многих случаях необходимо рассчитывать скорость износа рабочей поверхности. В соответствии с настоящим изобретением это можно выполнить путем изменения технологии обработки таким образом, что в областях, в которых необходима максимальная износостойкость, содержание катализирующего материала снижается как в межкристаллитных зонах 62, так и на поверхностях алмазных кристаллов 60. А в тех областях, где требуется менее высокая износостойкость, например в случае с самозатачивающимся инструментом, эти области обрабатываются так, что содержание катализирующего материала 64 снижается в первую очередь в межкристаллитных зонах 62, но при этом некоторые или все алмазные кристаллы 60 остаются в контакте с катализирующим материалом.
Очевидно также, что более трудно удалять катализирующий материал 64 с поверхностей алмазных кристаллов 60, чем из межкристаллитных зон 62. По этой причине в зависимости от способа снижения содержания катализирующего материала с целью снижения термической деструкции глубина, на которую происходит обеднение данной области катализирующим материалом 64, считая от рабочей поверхности 4, может меняться в зависимости от способа снижения содержания катализирующего материала 64.
В некоторых случаях повышение теплового порога приблизительно до 400°С, но менее 750°С является эквивалентным по своему воздействию и поэтому можно применять менее интенсивные технологии снижения содержания катализирующего материала 64. Вследствие этого следует понимать, что для обеспечения требуемого уровня обеднения данной области катализирующим материалом 64 можно сочетать самые разные способы снижения содержания катализирующего материала 64.
При использовании в данном описании выражения "в значительной степени свободный от" применительно к катализирующему материалу 64 в межкристаллитных зонах 62, межкристаллитной матрице 68 или объеме тела 8 следует понимать, что многие, если не все, поверхности соседних алмазных кристаллов 60 могут быть покрыты катализирующим материалом 64. Более того, при использовании выражения "в значительной степени свободный от" применительно к катализирующему материалу 64 на поверхностях алмазных кристаллов 60 катализирующий материал 64 может еще оставаться в соседних межкристаллитных зонах 62.
При удалении или снижении содержания катализирующего материала 64 больше не работают два основных механизма термической деструкции. Однако было обнаружено, что катализирующий материал 64 следует удалять на достаточную глубину с отводом тепла, вырабатываемого в результате теплообразования, от связанных кристаллов 60 из зон присутствия катализирующего материала 64 до уровня, обеспечивающего температуру ниже температуры деструкции кристаллов 60.
В одной серии лабораторных испытаний ПКА-элементу 2, выполненному в виде режущего элемента 10, сообщалось тепло. Так как эти испытания планировались как стандартные испытания на износ этих режущих элементов, то было обеспеченно сравнение режущих элементов 10 с разной глубиной удаления катализирующего материала 64. В этих испытаниях обращалось внимание на удаление катализирующего материала 64 как из межкристаллитных зон 62, так и с поверхностей алмазных кристаллов 60. Испытание планировалось таким образом, что в течение определенного времени периодически на режущую кромку режущего ПКА-элемента 10 подавалось тепло.
После завершения испытаний рассчитывался показатель износа. Чем выше показатель износа, тем лучше износостойкость. По характеру испытаний предполагалось, что увеличение показателя износа означает увеличение сопротивления термической деструкции рабочей поверхности 70, 72 режущего элемента 10.
Как видно по кривой А (фигура 10), если глубина удаления катализирующего материала 64 достигает 0,1 мм, то наблюдается резкое увеличение показателя износа режущих элементов 10. Поэтому при обычном подводе тепла к режущим элементам 10 глубина 0,1 мм является критической глубиной удаления катализирующего материала с рабочей поверхности 4, 70, 72, если катализирующий материал 64 удаляется как из межкристаллитных зон 62, так и с поверхностей алмазных кристаллов 60.
Кривая В (фигура 10) демонстрирует зависимость износа от глубины удаления в других испытаниях режущих элементов 10, изготовленных с использованием более экономичной технологии удаления катализирующего материала 64. Технология удаления катализирующего материала 64, примененная при изготовлении этих режущих элементов, не была столь эффективной при удалении катализирующего материала 64 с поверхностей алмазных кристаллов 60, как технология, обеспечивающая результаты, продемонстрированные на кривой А. Поэтому результат, подобный результату, показанному на кривой А, может быть достигнут только тогда, когда катализирующий материал 64 будет удален из межкристаллитной зоны 62 на глубину приблизительно 0,2 мм. Было обнаружено, что ударная вязкость этих режущих элементов 10 не отличалась значительно от ударной вязкости необработанных элементов.
Обратимся теперь к фигуре 19, на которой наглядно продемонстрировано повышение износостойкости при сохранении ударной вязкости; хорошо известна типичная зависимость ударной вязкости от сопротивления абразивному износу, полученная для режущих элементов предшествующего уровня техники и изображенная в виде зависимости W. Точка Р на графике показывает свойства режущего элемента по настоящему изобретению. Как видно, точка Р лежит в верхнем правом углу графика, что говорит о существенном и последовательном повышении износостойкости режущих элементов при сохранении ударной вязкости.
Очевидно, что к ПКА-элементам 2 может быть применена зависимость С (фигура 10), по которой можно определить термическую деструкцию в зависимости от интенсивности изнашивания. Например, может потребоваться, чтобы кромки имеющих кривизну режущих элементов 10, удаленные от центра контакта, изнашивались быстрее, чем центральная точка. Это обеспечит сохранение кривизны режущего элемента.
Увеличение сопротивления к термической деструкции увеличивает износостойкость, так как алмаз является исключительно хорошим проводником тепла. Если трение рабочей поверхности 4, 70, 72 приводит к внезапному, чрезмерному теплообразованию, то связанные алмазные кристаллы проводят тепло во всех направлениях. Это приводит к чрезмерно большому градиенту температуры, который может составлять 1000°С на 1 мм или выше. При этом температура рабочей поверхности 4, 70, 72 может достигать 950°С, которая не вызовет существенной термической деструкции, если межкристаллитные зоны 62 и поверхности алмазных кристаллов 60 в непосредственной близости от рабочей поверхности будут в значительной степени свободны от катализирующего материала 64 на глубину приблизительно 0,2 мм от источника теплообразования.
Очевидно, что температурный градиент меняется в зависимости от размера кристалла 60 и силы связи между кристаллами. Объяснить это можно объемной плотностью алмазов в теле 8. При применении обычных способов изготовления с увеличением объемной плотности алмазов температурный градиент на материале также увеличивается. Это говорит о том, что показатель износа одного и того же материала, характеристики которого соответствуют кривой В на фигуре 10, при увеличении объемной плотности алмазов будет стремиться к кривой А.
Однако при эксплуатационных испытаниях режущих элементов 10 для породоразрушающих головок удаление всего катализирующего материала 64 из межкристаллитных зон 62 на расстояние D, равное приблизительно 0,2-0,3 мм от рабочей поверхности 4, 70, 72, приводило к резкому увеличению износостойкости, при этом помимо 40% увеличения износостойкости наблюдалось и 40% увеличение скорости проходки. Увеличение износостойкости показывает, что истирание алмазных кристаллов 60 в результате термической деструкции, вызываемой катализирующим материалом 64, было в значительной степени снижено. Очевидно, что увеличение скорости проходки происходит в результате того, что резец дольше остается острым из-за повышенной износостойкости.
Очевидно, однако, что по мере увеличения объемной плотности алмазов в теле 8 с 85-90% до 95-99% расстояние D, необходимое для получения соответствующего показателя износа, будет увеличиваться. Поэтому очевидно также, что расстояние D меньше 0,1 мм обеспечит приблизительно такой же показатель износа режущего элемента с плотностью алмазов в теле 99%, как и расстояние D, равное приблизительно 0,2-0,3 мм в теле с объемной плотностью алмазов 85-90%.
При удалении катализирующего материала 64 из межкристаллитных зон 62 важно, чтобы катализирующий материал не удалялся из лежащей снизу подложки 6, 32. Поэтому очень важно, чтобы в межкристаллитных зонах, хотя бы части алмазного слоя, оставался катализирующий материал 64. Было обнаружено, что при удалении катализирующего материала 64 с плоской поверхности, имеющей плоскую поверхность раздела с подложкой 6, 32, необходимо оставлять слой минимальной толщины 0,15 мм, содержащий катализирующий материал 64, что предотвратит удаление катализирующего материала из лежащей снизу подложки 6, 32.
Определить эту величину для ПАР трудно, так как допускается некоторое обеднение подложки катализирующим материалом, и геометрия ПАР может быть сложной. Однако в соответствии с одним способом определения этой величины в межкристаллитных зонах 62 той части тела 8, которая находится в контакте с подложкой 6, 32, катализирующий материал 64 должен оставаться в области, толщина которой в среднем составляет более 0,15 мм.
Другой способ определения этой величины состоит в выражении минимального количества катализирующего материала 64, остающегося в межкристаллитных зонах 62, в виде объемной доли. Известно, что при очень тонком, плоском алмазном слое необходимо, чтобы при толщине тела 0,5 мм толщина слоя, содержащего катализирующий материал 64, составляла 0,15 мм. Поэтому можно допустить, что для ПАР-элементов по настоящему изобретению, размеры которых, в частности, соответствуют размерам типовых ПАР, минимальный объем тела 8, в межкристаллитных зонах 62 которого должен находиться катализирующий материал 64, составляет 30%.
ПКА-элементы могут быть и другой конструкции, которая позволяет получать преимущества от снижения содержания или удаления катализирующего материала 64, как описано выше. Как показано на фигурах 11А, 11В и 11С, другим вариантом настоящего изобретения является составной ПКА-элемент 102. У ПКА-элемента 102 есть тело 108, изготовленное из связующего-катализирующего материала из группы VIII, и заглубленный в него второй ПКА-элемент 110. Заглубленный ПКА-элемент 110 может быть выполнен заподлицо с рабочей поверхностью 104 ПКА-элемента 120, как показано на фигуре 11А, или он может быть полностью углублен в ПКА-элемент 120, как показано на фигуре 11В. Этот заглубленный ПКА-элемент 110 изготавливается по технологии, в которой в качестве связующих-катализирующих материалов используется порошок карбонатов Mg, Ca, Sr и Ва, который формуется в составной ПКА-элемент, как описано в одновременно рассматриваемой заявке США № 09/390074, которая приводится в данном случае в качестве ссылки.
В этом варианте, ввиду того, что заглубляемый, спрессованный в таблетку ПКА-элемент 110 формуется под высоким давлением, плотность алмаза может быть выше, чем плотность ПКА-элемента 120. Так как в состав заглубляемого ПКА-элемента 110 входит катализирующий материал с более высокой температурой активации, то может быть более правильно уменьшать содержание катализирующего материала только на рабочей поверхности ПКА-элемента 120. Кроме того, заглубляемый ПКА-элемент 110 может помещаться внутрь ПКА-элемента 120, чтобы совместить преимущества более высокой ударной вязкости заглубляемого ПКА-элемента 110 с повышенной износостойкостью ПКА-элемента 120.
Как показано на фигурах 9, 11А, 11В и 11С, элемент 102 включает множество частично связанных между собой алмазных кристаллов 60, катализирующий материал 64 и тело 108 с рабочей поверхностью 104. Плотность алмазов в непосредственной близости от рабочей поверхности 104 объема 112 тела значительно выше плотности алмазов где-нибудь в другом месте объема 114 тела 108, а объем 112 в значительной степени свободен от катализирующего материала 64.
Несколько заглубленных ПКА-элементов 110 могут располагаться в составном элементе 100, как показано на фигуре 11С, таким образом, что обеспечивается как наивысшая ударная вязкость, так и повышенная износостойкость.
Может потребоваться снижение содержания катализирующего материала в заглубленном ПКА-элементе 110, а также катализирующего материала в ПКА-элементе 120. Такое сочетание обеспечивает максимально возможную ударную вязкость в сочетании с максимально возможной износостойкостью алмазных элементов массового производства.
На фигурах 12А и 12В представлен другой вариант ПКА-элемента 202 по настоящему изобретению. В соответствии с этим вариантом ПКА-элемент 202 сначала изготавливается в соответствии с предшествующим уровнем техники. После подготовки поверхности применятся технология химического осаждения из паровой фазы или конденсации из паровой фазы для осаждения на будущую рабочую поверхность 204 части 210 ПКА-элемента 202 плотно упакованного набора эпитаксиально ориентированных алмазных кристаллов 260. Затем сборка подвергается воздействию высокого давления и температуры, посредством чего осажденные алмазные кристаллы 260 образуют межкристаллитные связи друг с другом и с алмазными кристаллами исходного ПКА. Связывание алмазов между собой возможно благодаря наличию катализирующего материала 64, внедряемого с поверхности исходного ПКА-элемента 202.
После очистки часть рабочей поверхности 204 подвергается обработке с целью снижения содержания катализирующего материала 64 из слоя, полученного методом химического осаждения из паровой фазы или конденсации из паровой фазы. Готовый продукт представляет собой ПКА-элемент, одна часть которого является рабочей поверхностью 204, в объеме 214 которой плотность алмазов значительно больше, чем плотность алмазов на других поверхностях 280 ПКА-элемента 202. Части других поверхностей 280 ПКА-элемента 202 также могут быть обеднены связующим-катализирующим материалом.
В общем, элементы 102, 202, изображенные на фигурах 11А, 11В 11С, 12А и 12В, могут характеризоваться как ПКА-элемент 102, 202 с телом 108, 208 с рабочей поверхностью 104, 204. Плотность алмазов в непосредственной близости от рабочей поверхности 104, 204 в значительной степени выше плотности алмазов в других частях тела 108, 208, которые в значительной степени свободны от катализирующего материала 64.
Как показано на фигурах 1В, 4 и 5, ПКА-элемент 2 по настоящему изобретению может применяться в качестве режущих элементов 10, 50, 52. Рабочая поверхность режущего ПКА-элемента 10, 50, 52 может выполняться в виде верхней рабочей поверхности 70 и/или периферийной рабочей поверхности 72. Режущий ПКА-элемент 10 по фигуре 1В может обычно применяться в головках лопастного долота 12 или для защиты калибрующей поверхности бурового долота в других типах буровых инструментов. Режущий ПКА-элемент 50, изображенный на фигуре 5, может иметь форму полусферы 39. Для этого типа режущего ПКА-элемента характерно удлиненное основание 51, которое устанавливается в гнездо шарошечного долота 38 или в корпус обоих типов вращающихся долот 12, 38, что будет описано ниже.
Режущий ПКА-элемент 52, изображенный на фигуре 4, предназначен для использования при механической обработке на станках. Хотя на фигуре 4 изображен режущий элемент 52 прямоугольного сечения, специалисты понимают, что этот элемент может быть треугольного, квадратного сечения или любой другой формы, подходящей для механической обработки на станке изделий из абразивных материалов, которые трудно обрабатывать обычным инструментом.
Режущий ПКА-элемент 10 может изготавливаться в виде спрессованного в таблетку режущего элемента 10 лопастного долота 12 (фигура 2). Корпус головки 14 долота имеет множество лопастей 16, идущих от центра продольной оси вращения 18 долота. На передней поверхности 20 каждой лопасти находится множество режущих ПКА-элементов 10 по настоящему изобретению.
Обычно у режущего ПКА-элемента 10 имеется тело в виде круглой таблетки с тонкой передней наружной пластиной 30, изготовленной из алмаза или алмазоподобного материала (ПКА), соединяемого в прессе под высоким давлением и при высокой температуре с подложкой 32, выполненной из менее твердого материала типа спеченного карбида вольфрама. Режущий элемент 10 прессуется в таблетку и затем обычно соединяется с цилиндрическим держателем 34, который также формуется из спеченного карбида вольфрама, или может непосредственно крепиться к лопасти. Режущий ПКА-элемент 10 имеет рабочие поверхности 70 и 72.
Цилиндрический держатель 34 устанавливается в гнездо или углубление соответствующей формы, выполненное в лопасти 16. В гнезде обычно держатель 34 припаивается или устанавливается по горячей посадке. При эксплуатации лопастное долото 12 вращается. Масса долота приводится в движение и заставляет режущие элементы врезаться в породу, что обеспечивает резание и/или бурение.
Режущие ПКА-элементы 10 могут также устанавливаться на калибрующую поверхность 36 бурового долота 12 для расширения ствола скважины, а также для защиты долота 12 от чрезмерного износа в области калибрующей поверхности 36 бурового долота.
В соответствии со вторым вариантом режущий элемент 50 (фигура 5) по настоящему изобретению устанавливается на шарошечное долото 38 (фигура 3). У шарошечного долота 38 обычно бывает от одной до нескольких шарошек 40, 41, 42, выполненных в виде усеченного конуса, установленных на цапфе лапы 44 корпуса долота 46. Режущие элементы 50 могут устанавливаться в виде одной или большего числа режущих вставок, расположенных рядами шарошек 40, 41, 42, или в другом случае режущие ПКА-элементы 50 могут располагаться на лапе 44 долота 38. Режущий ПКА-элемент 50 имеет тело в виде наружной пластины 35 из алмаза или алмазоподобного материала, соединенной с менее твердой подложкой 37. В соответствии с данным вариантом настоящего изобретения наружная пластина 35 выполнена в виде полусферической поверхности 39 и имеет рабочие поверхности 70 и 72. Поэтому между наружной пластиной 35 и подложкой 37 часто устанавливаются многочисленные переходные слои, что помогает более равномерно распределять напряжения, возникающие во время изготовления, что хорошо известно специалистам.
При эксплуатации шарошечное долото 38 вращается. Масса долота приводится в движение и заставляет режущие вставки 50, расположенные на шарошках 40, 41, 42, врезаться в породу, и по мере того, как долото 36 вращается, шарошки 40, 41, 42 поворачиваются, что обеспечивает бурение.
В соответствии с другим вариантом настоящего изобретения режущий ПКА-элемент 52 изготавливается в виде треугольного, прямоугольного или другой формы изделия, которое применяется в качестве режущей вставки при механической обработке на станке. В соответствии с этим вариантом настоящего изобретения режущий элемент 52 имеет тело в виде наружной пластины 54 из алмаза или алмазоподобного материала, соединенного с менее твердой подложкой 56 с рабочими поверхностями 70 и 72. Обычно после этого режущий элемент 52 врезается во множество более мелких кусочков, сцепленных со вставкой 58, которая монтируется в держателе инструмента металлорежущего станка. Режущий элемент 52 может крепиться на вставке с помощью пайки, клейки, сварки или буртовки. Можно также устанавливать режущий элемент 52 вставки с помощью прессования при высокой температуре и под высоким давлением.
Как показано на фигурах 13-18, ПКА-элементы 2, 102, 202 по настоящему изобретению могут также использоваться в других случаях, например в обжимках, изображенных, например, на фигуре 13 в виде волоки для волочения проволоки 300, в которой используется ПКА-элемент 302 по настоящему изобретению. Могут также потребоваться отличные теплопроводные свойства ПКА-элемента 2, 102, 202 в сочетании с его электроизоляционными свойствами для использования в качестве радиатора 310 с ПКА-элементом 312 по настоящему изобретению.
На фигуре 15 показано применение ПКА-элемента 322 в подшипнике скольжения 320, а на фигурах 16А и 16В показаны сопрягающиеся детали трубопроводной арматуры 340, 344 с поверхностями 342 ПКА-элемента 342 по настоящему изобретению. Кроме того, на фигуре 17А показаны инденторы 360 для использования при гравировании, в качестве приборов определения твердости, при нанесении насечек на поверхность и т.п., в которых могут применяться ПКА-элементы 362 по настоящему изобретению. Как показано на фигуре 17В, в пробойниках 370 либо один, либо оба ответных элемента 372, 374 могут выполняться из ПКА-материала по настоящему изобретению. Кроме того, инструментальные оправки 382 и другие типы элементов трения для измерительных устройств 380, изображенные на фигуре 18, могут изготавливаться из ПКА-элементов по настоящему изобретению. Следует понимать, что почти во всех случаях применения поликристаллического алмаза использование ПКА-элементов, обедненных катализирующим материалом по настоящему изобретению, оказывается полезным.
В свете описания настоящего изобретения следует понимать, что в отдельных случаях возможны отступления от продемонстрированных или предложенных здесь вариантов, которые, однако, не меняют по существу объема и сущности настоящего изобретения.

Описан спрессованный в таблетку режущий элемент, состоящий из множества частично связанных между собой алмазов или алмазоподобных элементов, образующих тело непрерывной алмазной матрицы, и подложки, содержащей катализирующий материал. Межкристаллитные зоны, расположенные между алмазными кристаллами, образуют непрерывную межкристаллитную матрицу, в состав которой входит катализирующий материал. У тела алмазной матрицы есть рабочая поверхность, при этом часть межкристаллитной матрицы тела, расположенная в непосредственной близости от рабочей поверхности, в значительной степени свободна от катализирующего материала и образует вторую межкристаллитную зону, в то время как в остальной части межкристаллитной матрицы, образующей первую межкристаллитную зону, катализирующий материал присутствует. Средняя толщина первой межкристаллитной зоны составляет более 0,15 мм. Технический результат изобретения - режущий элемент обладает значительно более высокой износостойкостью без потери ударной вязкости. 10 з.п. ф-лы, 25 ил.
| US 4604106 A, 05.08.1985 | |||
| Способ получения на волокне оливково-зеленой окраски путем образования никелевого лака азокрасителя | 1920 |
|
SU57A1 |
| US 5435815 A, 25.07.1995 | |||
| US 4224380 A, 23.09.1980 | |||
| Способ изготовления алмазных поликристаллических элементов | 1991 |
|
SU1792928A1 |

