Изобретение относится к трубопрокатному производству, а точнее к оборудованию для холодной пильгерной прокатки труб.
Известна рабочая линия стана холодной прокатки труб (смотри, например, патент Франции №1.228.595, B21b) содержащая подвижную кассету с рабочими валками, стационарную силовую станину с опорными рельсами и приводом перемещения кассеты.
Недостаток известной конструкции заключается в том, что синхронизация скорости вращения валков со скоростью, соответствующей катающему диаметру калибра, обеспечивается за счет нескольких комплектов сменных шестерен, что увеличивает затраты на изготовление оборудования, а также затраты времени на переналадку стана при переходе на прокатку с одного маршрута на другой.
Наиболее близким техническим решением является рабочая линия, содержащая подвижную силовую станину, подвижную валковую кассету и рычажный привод синхронизации взаимного перемещения силовой станины и валковой кассеты, описанная в книге Ю.Ф. Шевакина и Ф.С. Сейдалиева “Станы холодной прокатки труб”, -Металлургиздат, 1966 г., рис.33, стр.88.
В известной конструкции изменение соотношения плеч рычага осуществляется регулированием положения сухаря, который перемещается в прорези рычага при помощи винтовой пары. Недостаток данной конструкции заключается в том, что в соединении сухаря с рычагом возникают значительные динамические знакопеременные нагрузки при возвратно-поступательном движении рабочей клети В результате наличия зазоров в данном соединении происходит интенсивный износ сопрягаемых поверхностей, что в конечном итоге приводит к его разрушению. Для снижения негативного влияния этого фактора при эксплуатации вынуждены снижать быстроходность стана, что снижает возможную производительность трубопрокатного стана.
Задачей настоящего изобретения является создание рабочей линии стана холодной прокатки труб, обеспечивающей возможность повышения быстроходности и производительности стана.
Рабочая линия стана содержит подвижную кассету с калибрами, подвижную силовую станину с опорными рельсами, привод их возвратно-поступательного перемещения и рычажную систему синхронизации движения кассеты и станины, состоящую из рычагов и тяг, соединяющих валковую кассету и подвижную станину с приводом перемещения, при этом на подвижной силовой станине шарнирно закреплена тяга, соединенная с рычагом посредством подшипниковой опоры на эксцентриковом валу, размещенном в верхней части рычага и снабженном приводом с возможностью фиксации в любом положении, а кассета и рычаг подключены к приводу перемещения независимыми друг от друга тягами.
Такое исполнение рабочей линии стана обеспечивает существенное уменьшение зазоров в механизме синхронизации и за счет этого повышение быстроходности рабочей линии стана.
Изобретение поясняется описанием конкретного исполнения рабочей линии холодно-пильгерного стана и чертежами, на которых:
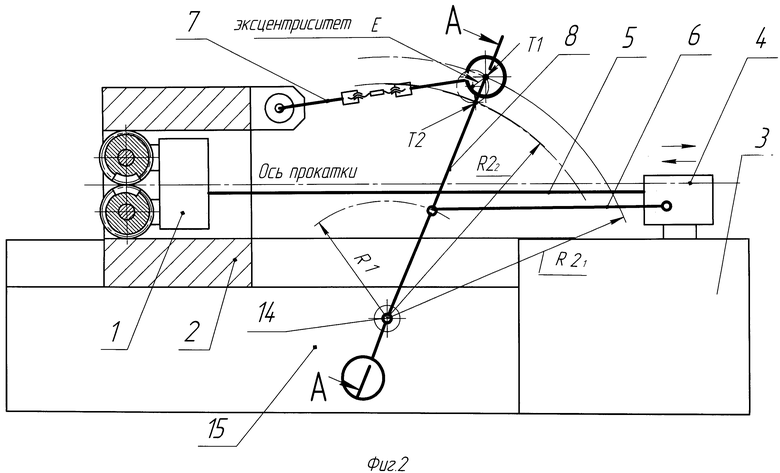
Фиг.1 - продольный разрез по рабочей линии стана;
Фиг.2 - кинематическая схема рабочей линии;
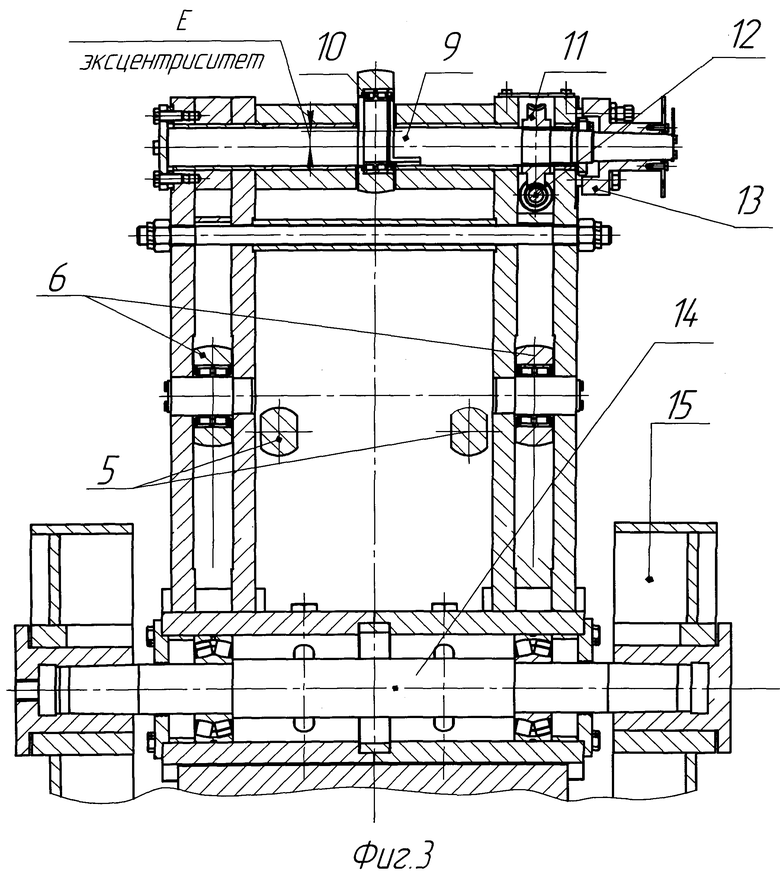
Фиг.3 - разрез по А-А на фиг.1.
В состав рабочей линии входят подвижная кассета 1, подвижная силовая станина 2, привод 3 перемещения клети с возвратно-поступательно движущимся прямолинейно узлом 4, тяги 5, шатуны 6, тяга 7, рычаг 8 эксцентриковый вал 9, с подшипниковым узлом 10, червячное колесо 11, червяк 12 стопорный узел 13, опорный вал 14, станина 15.
Рычаг 8 установлен своим опорным валом 14 в станине 15 и подключен к возвратно-поступательно движущемуся узлу 4 привода 3 с помощью шатунов 6. Кассета 1 подключена к возвратно-поступательно движущемуся узлу 4 привода 3 с помощью тяг 5. Подвижная силовая станина 2 соединена с приводом 3 с помощью тяги 7, эксцентрикового вала 9 с подшипниковым узлом 10, рычага 8, шатунов 6. Подшипниковый узел 10 внутренним кольцом установлен на эксцентриковом валу 9, а наружным кольцом - в расточке тяги 7. На одном конце эксцентрикового вала 9 смонтирована червячная передача с червячным колесом 11 и червяком 12, а на конусообразном хвостовике смонтирована стопорная втулка 13.
В процессе работы стана возвратно-поступательно движущийся узел 4 приводится в движение от привода 3. При этом тяги 5 перемещают возвратно-поступательно кассету 1, а шатуны 6 сообщают возвратно-качательное вращение рычагу 8. Через эксцентриковый вал 9, подшипниковый узел 10 и тягу 7 приводится в возвратно-поступательное движение силовая станина 2. Величина хода кассеты 1 постоянна и равна величине хода узла 4. Величина хода станины 2 переменна и зависит от соотношения радиусов рычага 8 R1 и R2. Изменение длины хода станины 2 осуществляется за счет изменения радиуса R2 рычага 8 с помощью вращения эксцентрикового вала 9 при перемещении центра эксцентриситета между точками T1 и T2. Вращение вала 9 производится с помощью червячной пары 11-12, стопорение в требуемом положении - с помощью стопорной втулки 12, установленной на конусной части вала 9.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ. | 2013 |
|
RU2532214C1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2292969C1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| РАБОЧАЯ КЛЕТЬ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2010 |
|
RU2440862C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2349400C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286219C1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2305015C2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2297890C1 |
| ПРИВОД СТАНА ХОЛОДНОЙ ПИЛЬГЕРНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2271257C2 |
Изобретение относится к области трубопрокатного производства и касается усовершенствования рабочей линии стана холодно-пильгерной прокатки труб. Рабочая линия стана содержит подвижную кассету с рабочими валками, подвижную силовую станину с опорными рельсами, привод их возвратно-поступательного перемещения и рычажную систему синхронизации движения кассеты и станины, состоящую из рычагов и тяг, соединяющих валковую кассету и подвижную станину с приводом перемещения. Повышение быстроходности стана обеспечивается за счет того, что на подвижной силовой станине шарнирно закреплена тяга, соединенная с рычагом посредством подшипниковой опоры на эксцентриковом валу, размещенном в верхней части рычага и снабженном приводом с возможностью фиксации в любом положении, а кассета и рычаг подключены к приводу перемещения независимыми тягами. Такое исполнение рабочей линии стана обеспечивает существенное уменьшение зазоров в механизме синхронизации. 3 ил. 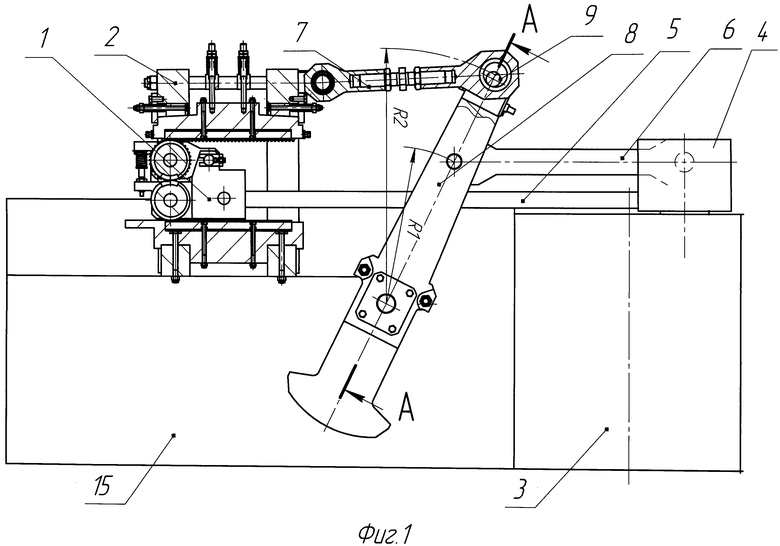
Рабочая линия холодно-пильгерного стана, содержащая подвижную кассету с рабочими валками, подвижную силовую станину с опорными рельсами, привод их возвратно-поступательного перемещения и рычажную систему синхронизации движения кассеты и станины, состоящую из рычага и тяг, соединяющих кассету и станину с приводом перемещения, отличающаяся тем, что кассета и рычаг соединены с приводом перемещения независимыми тягами, при этом тяга, шарнирно закрепленная на станине, соединена с рычагом посредством подшипниковой опоры, установленной на эксцентриковом валу, размещенном в верхней части рычага и снабженном приводом поворота с возможностью фиксации в любом положении.
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| РАБОЧАЯ КЛЕТЬ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2010 |
|
RU2441723C1 |
| Рабочая клеть роликового стана | 1983 |
|
SU1107915A1 |
| Устройство для преобразования равномерного вращения в неравномерное в стане холодной прокатки труб | 1989 |
|
SU1738396A1 |
| US 5540076 A, 30.07.1996 | |||

