Изобретение относится к области трубопрокатного производства, а точнее к оборудованию для холодной прокатки особо тонкостенных труб из трудно деформируемых материалов.
Одной из проблем при производстве особо тонкостенных труб является устранение стыковки труб в процессе прокатки. Стыковка возникает из-за повышенных осевых усилий, действующих на трубу при обратном ходе рабочих валков (роликов). Уменьшение осевых усилий, воздействующих на трубу, обеспечивается различными средствами.
Известна конструкция стана холодной прокатки труб с механизмом, исключающим деформацию при обратном ходе клети (см. патент Франции 1228595, кл. В 21 В 21/00, опубл. в 1960 г.).
В известной конструкции стана рабочая клеть выполнена с подвижной валковой кассетой с рабочими и опорными валками и стационарной силовой станиной с опорными рельсами, по которым в процессе работы перекатываются опорные валки кассеты. Между опорными рельсами и станиной установлены клиновые механизмы с приводом. Перед прямым ходом рельсы устанавливаются на минимальном расстоянии друг от друга. Перед обратным ходом кассеты рельсы разводятся на расстояние, обеспечивающее отсутствие контакта калибров с трубой. Таким образом, при обратном ходе отсутствует воздействие осевых усилий на трубу и обеспечивается прокатка особо тонкостенных труб.
К недостаткам известной конструкции относятся:
1. значительный вес и размеры стационарной силовой станины;
2. для обеспечения перемещения рельсов используется рычажно-кулачковый механизм возвратно-поступательного перемещения клиньев, имеющий большое количество шарниров, вследствие чего надежность его работы низка.
Известна также конструкция рабочей линии стана холодной прокатки с механизмом исключения деформации при обратном ходе (см. а.с. SU 1795917 А 3, кл. В 21 В 21/00).
В известной конструкции рабочая клеть выполнена со стационарной силовой станиной и подвижной кассетой с рабочими и опорными валками. Стационарная станина состоит из основания, вертикальных стоек и крышки, соединенной с вертикальными стойками с помощью клиновых нажимных механизмов. В основании и крышке установлены опорные рельсы. Валковая кассета размещена в станине между основанием и крышкой таким образом, что опорные валки в процессе возвратно-поступательного движения кассеты перекатываются по опорным рельсам. Одна из вертикальных стоек соединена с основанием станины с помощью эксцентрикового вала с приводом импульсного вращения. Расстояние между опорными рельсами устанавливается с помощью нажимных механизмов (для настройки на размер прокатываемой трубы) и за счет положения эксцентрика: в нижнем положении эксцентрика расстояние между рельсами минимальное и соответствует циклу прокатки, в верхнем положении эксцентрика расстояние между рельсами максимальное и соответствует обратному ходу кассеты, при котором прокатка не происходит.
Недостаток известной конструкции заключается в том, что движение эксцентрика происходит при нагрузках, близких к усилиям прокатки, это предопределяет необходимость применения громоздкого, металлоемкого и энергоемкого импульсного преобразователя.
Из известных станов холодной прокатки труб наиболее близким по технической сущности является стан холодной прокатки труб, описанный в книге Кофф 3. А. и др. "Холодная прокатка труб", 1962 г., стр.230, рис.114.
Этот стан содержит раму с направляющими, установленную на них рабочую клеть с подвижной силовой станиной с опорными рельсами и подвижную роликовую кассету, привод перемещения силовой станины и рычажно-шарнирную систему синхронизации перемещения силовой станины и кассеты, включающую качающийся рычаг с подшипниковыми опорами и шатуны, соединяющие качающийся рычаг с силовой станиной и кассетой, а также регулировочное устройство. Известный стан обеспечивает прокатку особо тонкостенных труб.
Недостаток известной конструкции стана холодной прокатки труб заключается в том, что, несмотря на наличие регулировочного устройства, обеспечивающего скорость вращения роликов, близкую к скорости, соответствующей катающему радиусу, из-за различия величины катающего радиуса при прямом и обратном ходе при прокатке особо тонкостенных труб наблюдается растрескивание концов труб и их стыковка.
Задача настоящего изобретения состоит в создании стана холодной прокатки, позволяющего обеспечить прокатку и повысить точность геометрических размеров особо тонкостенных труб без растрескивания и стыковки концов путем исключения деформации при обратном ходе клети, снижения осевых усилий прокатки и исключения деформации с пропрессовкой.
Поставленная задача решена тем, что стан холодной прокатки труб, содержащий раму с направляющими, установленную на них рабочую клеть с подвижной силовой станиной с опорными рельсами и подвижной кассетой с деформирующим инструментом, привод перемещения силовой станины и рычажно-шарнирную систему синхронизации перемещения силовой станины и кассеты, включающую качающийся рычаг с подшипниковыми опорами и шатуны, соединяющие его со станиной и кассетой, согласно изобретению снабжен имеющим импульсный привод вращения эксцентриковым валом, на котором своими подшипниковыми опорами смонтирован качающийся рычаг рычажно-шарнирной системы синхронизации перемещения подвижной силовой станины и кассеты.
Такое конструктивное исполнение рабочей клети позволяет исключить деформацию трубы при обратном ходе кассеты за счет дополнительного разворота деформирующего инструмента в крайних положениях кассеты путем изменения величины пути кассеты за счет перемещения подшипниковой опоры качающегося рычага рычажно-шарнирной системы синхронизации перемещения подвижной силовой станины и кассеты. Прокатка только при прямом ходе кассеты позволяет настроить систему синхронизации перемещения подвижной силовой станины на катающий радиус калибров только при прямом ходе и за счет этого снизить осевые усилия прокатки. Кроме этого, исключение деформации при обратном ходе исключает режим деформации с пропрессовкой, то есть обеспечивается однородность режима деформации, что в свою очередь обеспечивает однородность размеров прокатываемой трубы и однородность структуры ее металла.
Предложенная конструкция стана обеспечит прокатку без растрескивания концов и повышенную точность особо тонкостенных труб.
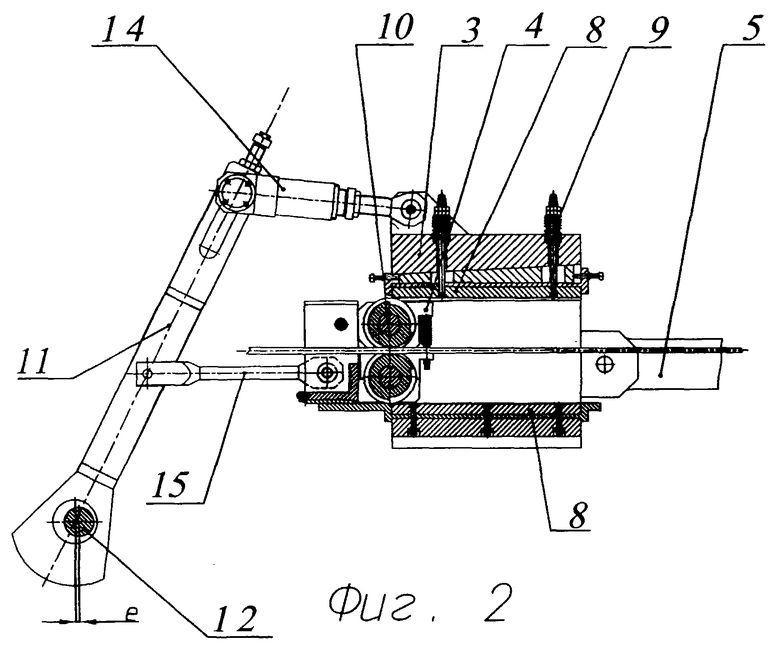
На фиг.1 представлен стан холодной прокатки труб (разрез по опоре качающегося рычага системы синхронизации движения силовой станины и кассеты).
На фиг.2 - то же (продольный разрез по линии прокатки при подходе рабочей клети к переднему крайнему положению).
На фиг.3 - то же (продольный разрез по линии прокатки при подходе рабочей клети к заднему крайнему положению).
Стан холодной прокатки согласно изобретению содержит раму 1 с направляющими 2, рабочую клеть, включающую подвижную силовую станину 3 и кассету 4, привод 5 возвратно-поступательного перемещения станины, рычажно-шарнирную систему 6 синхронизации перемещения подвижной силовой станины 3 и кассеты 4, импульсный привод 7 вращения.
Подвижная силовая станина 3 снабжена опорными рельсами 8, нажимным механизмом 9. Кассета 4 содержит деформирующий инструмент (калибры ил и ролики) 10.
Рычажно-шарнирная система 6 состоит из качающегося рычага 11, эксцентрикового вала 12 с подшипниковыми опорами 13, шатуна 14, шатунов 15. Импульсный привод 7 вращения состоит из планетарно-кривошипного преобразователя 16, зубчатых передач 17-18, 19-20, соединяющих двигатель 21 с входным валом преобразователя 16, зубчатой передачи 22-23, соединяющей выходной вал 24 импульсного привода 7 вращения с валом 13.
Кассета 4 соединена с качающимся рычагом 11 шатунами 15. Силовая станина 6 установлена в направляющих 2 рамы 1 и соединена с качающимся рычагом 11 шатуном 14 и с приводом 5 возвратно-поступательного перемещения. Качающийся рычаг 11 смонтирован своими подшипниковыми опорами 13 на эксцентрике вала 12, установленного в станине 1. Импульсный привод 7 вращения закреплен на станине 1 таким образом, что эксцентриковый вал 12 с эксцентриситетом "е" соединен с выходным валом 24 импульсного привода 7 вращения. Передаточное число зубчатой передачи 22-23 выбирается таким образом, чтобы один импульс вращения выходного вала 24, а следовательно, и эксцентрикового вала 12 составлял 180o.
Число оборотов двигателя 21 и передаточное число зубчатой передачи 17-18-19-20 выбирается таким образом, чтобы количество импульсов выходного вала 24 импульсного привода 7 вращения равнялось удвоенному числу циклов возвратно-поступательного перемещения кассеты 4. Вращение двигателя 21 синхронизировано с вращением двигателя привода 5 таким образом, что импульсы вращения эксцентрикового вала 12 происходят в зонах, близких к крайним положениям кассеты 4, то есть на участках, когда деформирующий инструмент 10 выходит из контакта с обрабатываемой трубой.
Стан работает следующим образом.
При включении привода 5 возвратно-поступательного перемещения станина 3 перемещается по направляющим 2 рамы 1.
Под воздействием шатуна 14 рычаг 11 совершает возвратно-качательное движение. Кассета 4, соединенная с рычагом 11 с помощью шатунов 15, так же, как и станина 3, перемещается возвратно-поступательно. Деформирующий инструмент 10 контактирует с опорными рельсами 8 и осуществляет обработку трубы. Настройка на размер прокатываемой трубы осуществляется с помощью нажимного механизма 9.
При подходе кассеты 4 к переднему крайнему положению (фиг.2) эксцентриковому валу 12 от привода 7 сообщается импульс вращения на 180o таким образом, что центр качания рычага 11 из крайнего левого положения перемещается в крайнее правое положение. Кассета 4 получает дополнительное движение в направлении прямого хода, поэтому при движении клети в обратном направлении ручьи деформирующего инструмента 10, имеющие переменное сечение, не касаются прокатываемой трубы. Таким образом, при движении кассеты 4 в обратном направлении деформация трубы не производится.
При подходе кассеты 4 к заднему крайнему положению эксцентриковому валу 12 сообщается импульс вращения на 180o таким образом, что центр качания рычага 11 из крайнего правого положения перемещается в крайнее левое положение. Деформирующий инструмент 10 получает разворот в противоположное направление, т.о., к началу прямого хода возвращается в исходное положение. Цикл прокатки возобновляется.
Такое конструктивное исполнение стана холодной прокатки труб позволит исключить деформацию при обратном ходе валков за счет дополнительного разворота валков путем дополнительного перемещения кассеты относительно силовой станины, что обеспечит прокатку без растрескивания концов и повышенную точность особо тонкостенных труб. Это достигается стабильностью режима прокатки и однородности условий деформации по всей длине прокатываемой трубы.
| название | год | авторы | номер документа |
|---|---|---|---|
| РАБОЧАЯ ЛИНИЯ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2013 |
|
RU2539882C1 |
| РАБОЧАЯ КЛЕТЬ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2010 |
|
RU2441723C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286219C1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286221C1 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2243043C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2349400C1 |
| Рабочая линия стана холодной прокатки | 1991 |
|
SU1795917A3 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2297890C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2286220C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2384376C1 |

Использование: изобретение относится к области трубопрокатного производства, а точнее к оборудованию для холодной прокатки особо тонкостенных труб из трудно деформируемых материалов. Сущность: стан холодной прокатки труб содержит раму с направляющими, рабочую клеть с подвижной силовой станиной с опорными рельсами и подвижной кассетой с деформирующим инструментом, привод перемещения силовой станины, рычажно-шарнирную систему синхронизации перемещения подвижной силовой станины и кассеты, включающую качающийся рычаг с подшипниковыми опорами и шатуны. Качающийся рычаг своими подшипниковыми опорами смонтирован на эксцентриковом валу, имеющем импульсный привод вращения. Изобретение обеспечивает прокатку особо тонкостенных труб без растрескивания и стыковки концов труб и повышение точности их геометрических размеров путем исключения деформации при обратном ходе и снижения осевых усилий прокатки. 3 ил.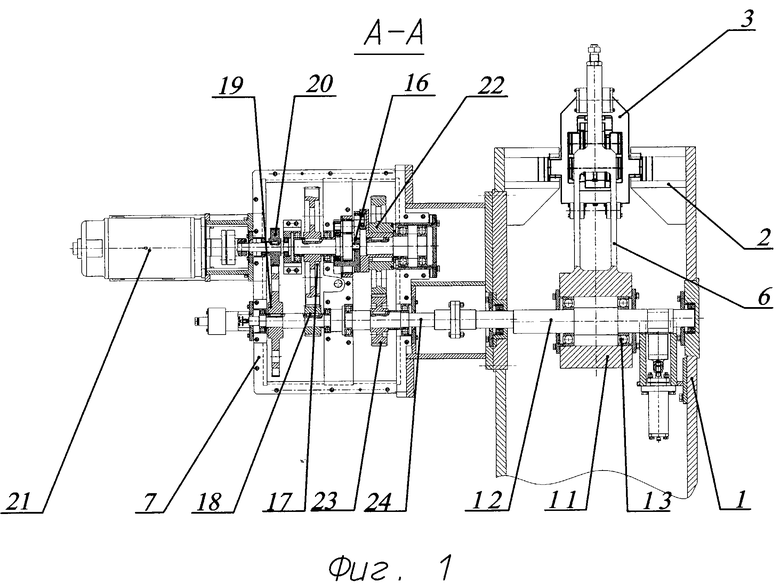
Стан холодной прокатки труб, содержащий раму с направляющими, установленную на них рабочую клеть с подвижной силовой станиной с опорными рельсами и подвижной кассетой с деформирующим инструментом, привод перемещения силовой станины и рычажно-шарнирную систему синхронизации перемещения подвижной силовой станины и кассеты, включающую качающийся рычаг с подшипниковыми опорами и шатуны, соединяющие его со станиной и кассетой, отличающийся тем, что он снабжен имеющим импульсный привод вращения эксцентриковым валом, на котором своими подшипниковыми опорами смонтирован качающийся рычаг рычажно-шарнирной системы синхронизации перемещения подвижной силовой станины и кассеты.
| КОФФ З.А | |||
| и др | |||
| Холодная прокатка труб | |||
| - М.: Металлургиздат, 1962, с.230, рис.114 | |||
| Рабочая линия стана холодной прокатки | 1991 |
|
SU1795917A3 |
| Устройство для перемотки длинномерного материала | 1979 |
|
SU867832A1 |
| Устройство для определения характеристической функции | 1986 |
|
SU1327134A2 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1992 |
|
RU2088353C1 |

