Изобретение относится к трубопрокатному производству, а точнее к станам холодной прокатки особо тонкостенных труб.
Известна рабочая линия стана холодной прокатки труб (см. патент ГДР №257215, кл. В 21 В 35/00, заявл. 19.06.87, опубл. 8.06.88), в которой привод выполнен планетарно-кривошипным, а рабочая клеть выполнена с подвижной силовой станиной. Привод перемещения клети содержит стационарное установленное в корпусе центральное колесо с внутренним зубчатым венцом, соосное с ним приводное водило, установленный в водило сателлит с кривошипом, подшипник на котором смонтирован в силовой станине рабочей клети. Недостаток известной конструкции заключается в том, что рабочая клеть с подвижной силовой станиной не обеспечивает возможность производства особо тонкостенных труб из-за недостаточной прочности валковых подшипников и, как следствие этого, невозможности применения валков малого диаметра.
Из известных конструкций наиболее близкой по технической сущности является рабочая линия стана холодной прокатки особо тонкостенных труб роликами, описанная в книге "Станы холодной прокатки труб" (Ю.Ф.Шевакин, Ф.С.Сейдалиев, "Металлургия", 1966, стр.87-89). Данная рабочая линия состоит из рабочей клети, содержащей подвижную станину с опорными рельсами и кассету с деформирующим инструментом, привода перемещения подвижной станины, выполненного кривошипно-шатунным, и рычажного привода перемещения кассеты с шатунными тягами и рычагом на шарнирной опоре.
В известной конструкции в качестве деформирующего инструмента используются прокатные ролики малого диаметра, что обеспечивает возможность прокатки тонкостенных труб и позволяет настроить рабочую клеть на оптимальный катающий радиус путем изменения плеч рычага привода перемещения кассеты.
Недостаток известной конструкции заключается в низкой уравновешенности динамических нагрузок в кривошипно-шатунном приводе и наличии значительных вертикальных усилий на направляющие подвижной станины и кассеты. Следствием этого является увеличение веса подвижных частей рабочей клети, а следовательно, мощности привода для перемещения клети и повышенный расход электроэнергии при производстве труб.
Задачей данного изобретения является повышение производительности стана за счет повышения быстроходности путем снижения веса подвижных частей и уравновешивания динамических нагрузок в приводе перемещения клети.
Поставленная задача достигается тем, что в рабочей линии стана холодной прокатки труб, содержащей рабочую клеть с подвижной силовой станиной с опорными рельсами и кассетой, в подвижном корпусе которой размещен деформирующий инструмент, привод перемещения кассеты и рычажный привод перемещения силовой станины с шатунными тягами и рычагом на шарнирной опоре, согласно изобретению привод перемещения кассеты выполнен планетарно-кривошипным с прямолинейным возвратно-поступательным движением кривошипа в вертикальной плоскости, проходящей через линию прокатки, и противовесами уравновешивания динамических нагрузок, возникающих от перемещения рабочей клети, а корпус кассеты снабжен хвостовиком, в котором размещен подшипник кривошипа привода перемещения кассеты, при этом хвостовик корпуса кассеты соединен с рычагом привода перемещения силовой станины посредством шатунной тяги, опора рычага смонтирована на корпусе привода перемещения кассеты с противоположной стороны от зоны перемещения рабочей клети, а момент инерции противовесов привода перемещения кассеты равен суммарному моменту инерции кассеты, станины и рычажного привода перемещения станины.
Такое исполнение рабочей линии стана холодной прокатки труб обеспечивает уменьшение веса подвижных частей рабочей клети и уравновешивание динамических нагрузок в приводах перемещения кассеты и станины, в результате чего обеспечивается повышение производительности стана.
Для пояснения изобретения ниже приводится конкретный пример выполнения изобретения со ссылкой на прилагаемый чертеж на котором изображена рабочая линия стана холодной прокатки труб, продольный разрез.
Рабочая линия стана холодной прокатки труб (см. чертеж) состоит из рабочей клети 1, содержащей подвижную силовую станину 2 и подвижную кассету 3, привода 4 перемещения кассеты 3 и рычажного привода 5 перемещения станины 2. На станине 2 закреплены опорные рельсы 6. Кассета 3 содержит корпус 7 с хвостовиком 8 и деформирующий инструмент 9. Привод 4 перемещения кассеты 3 смонтирован в корпусе 10 и выполнен планетарно-кривошипным с прямолинейно, возвратно-поступательно движущимся кривошипом 11, колесом внутреннего зацепления 12 и водилом 13, приводимым во вращение через зубчатую передачу 14 электродвигателем 15. Водило 13 снабжено противовесом 16, вал кривошипа 11 снабжен противовесом 17. Подшипник 18 на кривошипе 11 установлен своим наружным кольцом в хвостовике 8 корпуса 7 кассеты 3. Рычажный привод 5 перемещения силовой станины 2 содержит качающийся рычаг 19 с опорой 20, шатунные тяги 21, 22, соединяющие качающийся рычаг 19 соответственно с хвостовиком 8 и со станиной 2 рабочей клети 1.
При работе линии от электродвигателя 15 вращение через зубчатую передачу 14 передается водилу 13, при этом кривошип 11 совершает возвратно-поступательное прямолинейное движение в вертикальной плоскости, проходящей через линию прокатки. Кассета 3 рабочей клети 1 через хвостовик 8 с размещенным в нем подшипником 18 кривошипа 11 также перемещается возвратно-поступательно. Одновременно с этим под воздействием шатунной тяги 21 рычаг 19 совершает возвратно-качательное движение. Это движение через шатунную тягу 22 приводит станину 2 в возвратно-поступательное движение, синхронное с движением кассеты 3 рабочей клети 1. Деформирующий инструмент 9 кассеты 3 перекатывается по движущимся опорным рельсам 6 и осуществляет деформацию трубы.
Противовесы 16 и 17 выполнены с моментом инерции, равным суммарному моменту инерции кассеты 3, станины 2 и рычажного привода 5 перемещения станины 2 рабочей клети 1. При вращении водила 13 и кривошипа 11 за счет возникающих при вращении противовесов центробежных сил обеспечивается уравновешивание сил инерции при движении рабочей клети. Этим достигается уменьшение нагрузок на привод и повышение быстроходности рабочей линии стана.
Размещение шарнирной опоры 20 рычага 19 в корпусе 10 привода 4 позволяет сократить размеры рабочей линии по длине и снизить вес подвижных частей, что обеспечивает повышение быстроходности и производительности стана холодной прокатки труб.
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2014 |
|
RU2578883C1 |
| РАБОЧАЯ КЛЕТЬ СТАНА ХОЛОДНОЙ ПРОКАТКИ | 2007 |
|
RU2349400C1 |
| Привод стана холодной прокатки труб | 1987 |
|
SU1533789A1 |
| РАБОЧАЯ ЛИНИЯ ХОЛОДНО-ПИЛЬГЕРНОГО СТАНА | 2013 |
|
RU2539882C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2000 |
|
RU2212964C2 |
| Привод возвратно-поступательного перемещения частей стана холодной прокатки труб | 1981 |
|
SU1062946A1 |
| РАБОЧАЯ ЛИНИЯ СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2005 |
|
RU2292969C1 |
| СИСТЕМА ПРИВОДА ДЛЯ СТАНА ХОЛОДНОЙ ПИЛЬГЕРНОЙ ПРОКАТКИ | 2003 |
|
RU2247613C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2009 |
|
RU2385779C1 |
Изобретение относится к области трубопрокатного производства и предназначено для холодной прокатки особотонкостенных труб из труднодеформируемых материалов. Рабочая линия стана холодной прокатки труб содержит рабочую клеть с подвижной силовой станиной с опорными рельсами и кассетой, в подвижном корпусе которой размещен деформирующий инструмент, привод перемещения кассеты и рычажный привод перемещения силовой станины с шатунными тягами и рычагом на шарнирной опоре. Привод перемещения кассеты выполнен планетарно-кривошипным с прямолинейным возвратно-поступательным движением кривошипа в вертикальной плоскости, проходящей через линию прокатки, и противовесами уравновешивания динамических нагрузок, возникающих от перемещения рабочей клети, а корпус кассеты снабжен хвостовиком, в котором размещен подшипник кривошипа привода перемещения кассеты. Хвостовик корпуса кассеты соединен с рычагом привода перемещения силовой станины посредством шатунной тяги, опора рычага смонтирована на корпусе привода перемещения кассеты с противоположной стороны от зоны перемещения рабочей клети. Момент инерции противовесов привода перемещения кассеты равен суммарному моменту инерции кассеты, станины и рычажного привода перемещения станины. Изобретение обеспечивает повышение производительности стана за счет повышения быстроходности путем снижения веса подвижных частей и уравновешивания динамических нагрузок в приводе перемещения клети. 1 ил.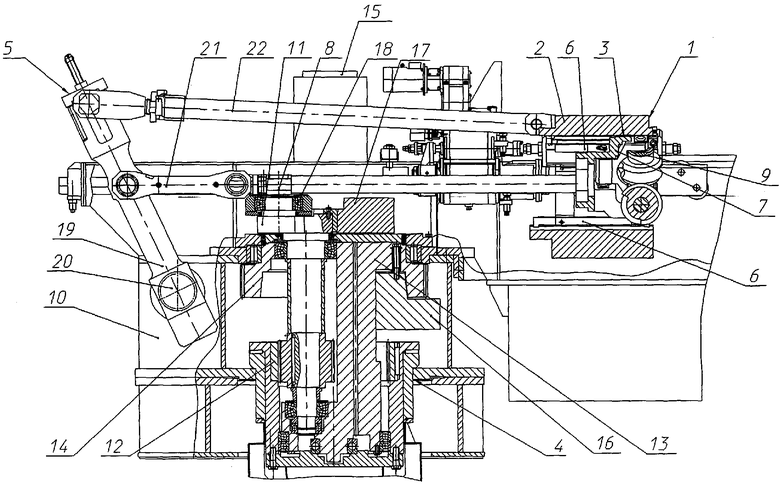
Рабочая линия стана холодной прокатки труб, содержащая рабочую клеть с подвижной силовой станиной с опорными рельсами и кассетой, в подвижном корпусе которой размещен деформирующий инструмент, привод перемещения кассеты и рычажный привод перемещения силовой станины с шатунными тягами и рычагом на шарнирной опоре, отличающаяся тем, что привод перемещения кассеты выполнен планетарно-кривошипным с прямолинейным возвратно-поступательным движением кривошипа в вертикальной плоскости, проходящей через линию прокатки, и противовесами уравновешивания динамических нагрузок, возникающих от перемещения рабочей клети, а корпус кассеты снабжен хвостовиком, в котором размещен подшипник кривошипа привода перемещения кассеты, при этом хвостовик корпуса кассеты соединен с рычагом привода перемещения силовой станины посредством шатунной тяги, опора рычага смонтирована на корпусе привода перемещения кассеты с противоположной стороны от зоны перемещения рабочей клети, а момент инерции противовесов привода перемещения кассеты равен суммарному моменту инерции кассеты, станины и рычажного привода перемещения станины.
| ШЕВАКИН Ю.Ф., СЕЙДАЛИЕВ Ф.С | |||
| Станы холодной прокатки | |||
| - М.: Металлургия, 1966, с.87-89 | |||
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2002 |
|
RU2220795C1 |
| СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2000 |
|
RU2212964C2 |
| РАБОЧАЯ КЛЕТЬ РОЛИКОВОГО СТАНА ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2003 |
|
RU2243043C1 |
| RU 2000128567 27.02.2003 | |||
| US 5561998 A, 08.10.1996 | |||
| DE 3050555 T, 23.09.1982. | |||

