Изобретение относится к лазерной технологии создания трехмерных и плоских скрытых изображений без нарушения целостности поверхности на глубине внутри материалов, прозрачных для используемого излучения, в частности стеклянных материалов.
Известен способ лазерной маркировки (RU 98114670 A, B23K 26/04, 10.05.2000) на драгоценных камнях. Маркировку выполняют лазером на основе кристалла Nd:YLF с модуляцией добротности и преобразователем гармоники, генерирующим выходное излучение с длиной волны приблизительно 530 нм. Подлинность маркировки устанавливают, маркируя заготовку с помощью абляционной картины, запоминают изображение и затем воспроизводят на сертификате защищенности.
Наиболее близким к заявленному изобретению является способ нанесения на предмет подповерхностной маркировки (RU 2124988 C1, 20.01.1999), который включает этап направления луча лазерного излучения на поверхность предмета, материал которого по существу непрозрачен. Энергия луча, поглощаемая поверхностью предмета, достаточна для образования локализованных напряжений в предмете в точках, отстоящих от указанной поверхности, без образования каких-либо заметных изменений на указанной поверхности, а локализованные напряжения, образованные таким образом, обычно не видимы невооруженным глазом, но могут становиться видимыми в поляризованном освещении. Описанный способ обеспечивает проблематичность обнаружения нанесенной маркировки потенциальным нарушителем, а также в подделке и удалении этой маркировки. Использование для данного способа CO2 лазеров, плотностью мощности 10 кВт/см2 с фокусировкой излучения на поверхности образца, которые формируют локализованные напряжения в предмете в точках, отстоящих от поверхности на заданном расстоянии, накладывает некоторые ограничения на детали и используемые материалы.
Задачей изобретения является создание невидимой зашифрованной метки на глубине стеклянного материала или материала, сходного по удельной теплоемкости со стеклом марки К8, без нарушения целостности детали.
Для этого в способе нанесения маркировки внутри изделий, включающем направление на поверхность изделия луча от лазерного источника с формированием локальных дефектов в виде точек, не видимых невооруженным глазом, но которые могут наблюдаться при определенной подсветке, маркировку наносят на изделие из материала, прозрачного для видимого диапазона лазерного излучения, при этом сначала осуществляют подготовку маркируемого изображения путем формирования компьютерной модели черно-белого рисунка, состоящего из множества точек в виде по меньшей мере двух слоев с постоянным значением расстояния между точками и слоями, обеспечивающими сохранение целостности восприятия рисунка, затем осуществляют формирование точечного рисунка в материале изделии лучом лазерного источника, связанного с компьютером, в соответствии с полученной компьютерной моделью путем фокусировки лазерного луча на глубине обрабатываемого материала с образованием структурированных локальных дефектов без нарушения целостности поверхности изделия.
При этом используют Nd:YVO4 лазер и формирование рисунка выполняют с плотностью мощности сфокусированного излучения от 109 до 1010 Вт/см2, с длиной волны 532 нм и диаметром от 20 до 40 мкм.
На фиг.1 представлена фотография микроразрушений в стекле, полученных данным способом.
Способ включает этапы создания электронной версии метки, доставки сфокусированного излучения к месту обработки, непосредственное создание метки путем формирования локальных дефектов, которые в совокупности представляют собой конечное изображение метки без повреждения поверхностных слоев под контролем лазера пилота. Такую метку невозможно удалить. Предпочтительно использование в качестве транспортировки излучения в зону обработки сканирующей системы.
В качестве обрабатываемого материала используется материал, имеющий удельную теплоемкость, близкую к стеклу марки К8, прозрачному для видимого излучения.
Осуществляют подготовку изображения для заданного типоразмера продукта. С помощью автоматизированного комплекса программ на компьютере формируют черно-белый рисунок, как обычный, так и зашифрованный, состоящий из большого количества точек. Сам рисунок разделяется на точки, которые распределены минимально между двумя слоями с целью сохранения целостности восприятия картинки. Расположение точек в слоях сдвинуто относительно друг друга максимум на половину расстояния между точками, чтобы получаемые микроразрушения не объединились. В местах, где контрастность выше, количество точек на квадратный миллиметр значительно выше. Расстояние между точками и слоями постоянное и составляет 0,01 мкм и 0,2 мкм соответственно. Нанесение маркировки производят на заранее определенной глубине стекла путем воздействия сфокусированного излучения лазерного источника, связанного с компьютером, в соответствии с полученной компьютерной моделью с генерацией гармоник активной среды Nd:YVO4 с длиной волны 532 мм, с плотностью мощности сфокусированного в заданном месте излучения чуть больше порога разрушения, составляющей в данном случае 109 Вт/см2. Сфокусированное в пятно лазерное излучение перемещают относительно маркируемого предмета с помощью гальванического сканатора с лазерным пилотом видимого диапазона.
Результатом воздействия лазерного излучения диаметром 40 мкм в материале происходит локальная деструкция в виде стебля с лепестками, представленными на фиг.1.
Таким образом, достигается формирование дефектов, не видимых вооруженным глазом, путем уменьшения их размеров до неразличимых глазом, скрытость изображения за счет нанесения на глубине материала меток, которые не различимы в обычных условиях и которые невозможно удалить без разрушения детали. Положение сфокусированного излучения на заданной глубине выставляется автоматически с помощью вертикального перемещения приводного координатного стола. Корректность нанесения маркировки контролируется лазером-пилотом с излучением в красном диапазоне. В результате создается не видимый вооруженным глазом рисунок, состоящий из множества точек в глубине прозрачного для видимого света материала без разрушения целостности детали.
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ скрытого малоинвазивного маркирования объекта с целью его идентификации | 2016 |
|
RU2644121C2 |
| СПОСОБ НАНЕСЕНИЯ НА ПРЕДМЕТ ПОДПОВЕРХНОСТНОЙ МАРКИРОВКИ | 1994 |
|
RU2124988C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПОДПОВЕРХНОСТНОЙ МЕТКИ В МАТЕРИАЛЕ ИЗДЕЛИЯ И ИЗДЕЛИЕ, СОДЕРЖАЩЕЕ СФОРМИРОВАННУЮ МЕТКУ | 1996 |
|
RU2105669C1 |
| СПОСОБ ЛАЗЕРНОЙ МАРКИРОВКИ ПОВЕРХНОСТИ МЕТАЛЛА ИЛИ СПЛАВА | 2009 |
|
RU2392100C1 |
| СПОСОБ ВЫПОЛНЕНИЯ МАРКИРОВКИ НА АЛМАЗЕ, СПОСОБ ИЗГОТОВЛЕНИЯ ВКЛАДЫША ПРЕСС-ФОРМЫ, СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ БРИЛЛИАНТОВ, ПРЕСС-ФОРМА ДЛЯ ЭКСТРУДИРОВАНИЯ ВОЛОКОН, ПРОВОЛОК, НИТЕЙ И ПОДОБНЫХ ИЗДЕЛИЙ И СПОСОБ ВЫПОЛНЕНИЯ МАРКИРОВКИ НА ЖЕМЧУГЕ, ДРАГОЦЕННОМ ИЛИ ПОЛУДРАГОЦЕННОМ КАМНЕ | 1991 |
|
RU2102231C1 |
| СПОСОБ МАРКИРОВКИ ОБЪЕКТА С ЦЕЛЬЮ ЕГО ИДЕНТИФИКАЦИИ | 2011 |
|
RU2462338C1 |
| Оптически проницаемая метка для маркировки драгоценных камней | 2019 |
|
RU2719611C1 |
| Способ создания и детектирования оптически проницаемого изображения внутри алмаза и системы для детектирования (варианты) | 2019 |
|
RU2720100C1 |
| УСТРОЙСТВО ФОРМИРОВАНИЯ ИЗОБРАЖЕНИЙ С ВЫСОКИМ РАЗРЕШЕНИЕМ ВНУТРИ ПРОЗРАЧНОГО ИЛИ МАЛОПРОЗРАЧНОГО ТВЕРДОГО МАТЕРИАЛА | 2005 |
|
RU2288845C1 |
| ИДЕНТИФИКАЦИОННАЯ МЕТКА ДЛЯ МАРКИРОВКИ ЦЕННЫХ ИЗДЕЛИЙ И СПОСОБ ЕЕ ФОРМИРОВАНИЯ | 2008 |
|
RU2373307C1 |
Способ относится к области получения скрытых изображений без нарушения целостности поверхности на некоторой глубине в стеклянных материалах. Данный способ включает в себя этап подготовки изображения для заданного типоразмера продукта. Путем автоматизированного комплекса программ формируется изображение, состоящее из большого количества точек. Далее, под воздействием лазерного излучения высокой плотности мощности, сфокусированного на заданной глубине, происходит локальное разрушение материала, формируя так называемые точки, образующие целостное изображение. 1 з.п. ф-лы, 1 ил.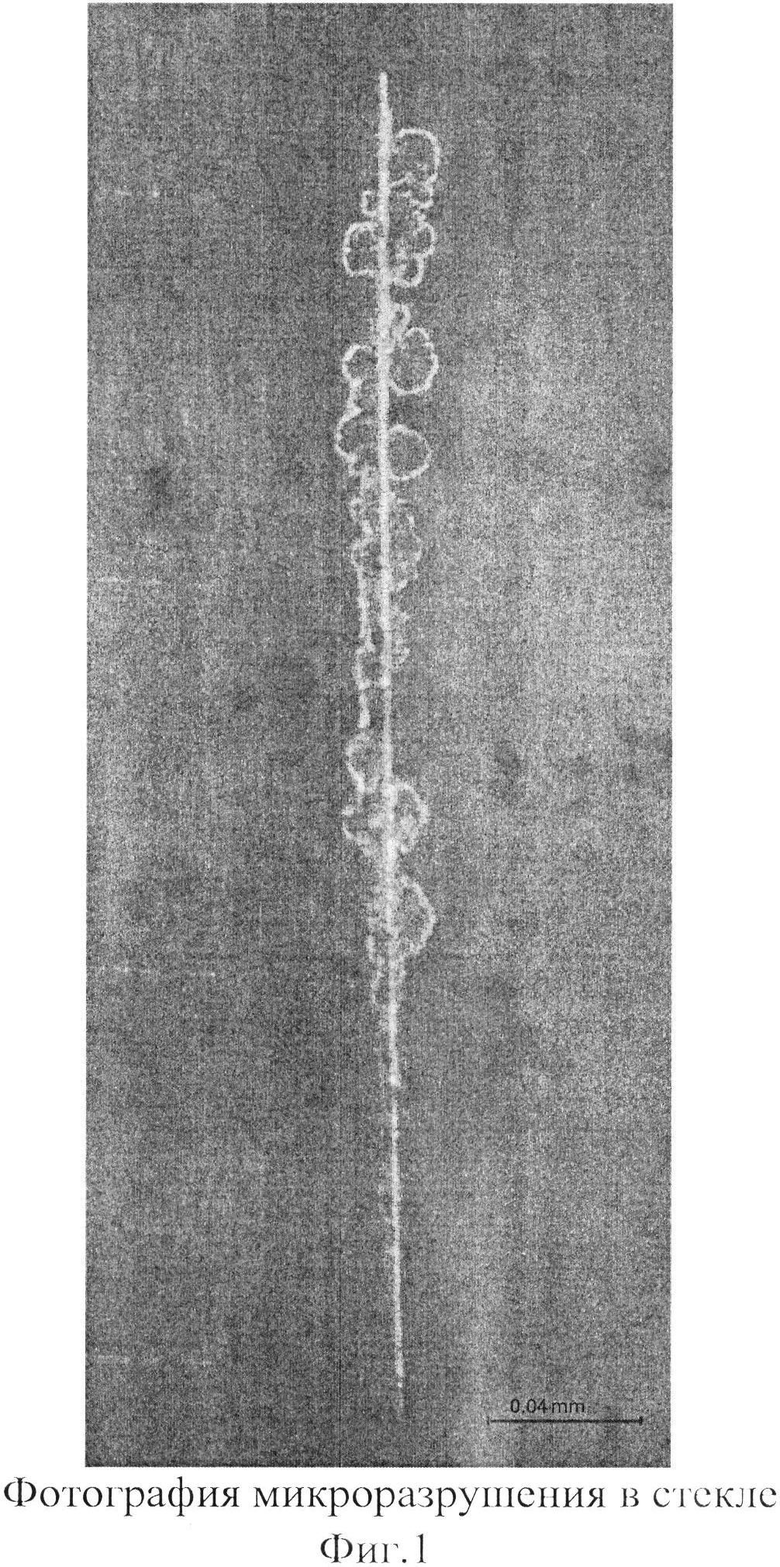
1. Способ нанесения маркировки внутри изделия из материала, прозрачного для видимого диапазона лазерного излучения, заключающийся в том, что осуществляют подготовку маркируемого изображения путем формирования компьютерной модели в виде черно-белого рисунка, состоящего из множества точек и разделенного на по меньшей мере два слоя с постоянным значением расстояния между точками и слоями с обеспечением сохранения целостности восприятия рисунка, а затем осуществляют формирование рисунка в материале изделия в соответствии с полученной компьютерной моделью путем фокусировки лазерного луча на глубине обрабатываемого материала с образованием структурированных локальных дефектов в виде точек, не видимых невооруженным глазом и видимых при определенной подсветке, без нарушения целостности поверхности изделия.
2. Способ по п.1, отличающийся тем, что используют Nd:YVO4 лазер и формирование рисунка выполняют с плотностью мощности сфокусированного излучения от 109 до 1010 Вт/см2, с длиной волны 532 нм и диаметром от 20 до 40 мкм.
| СПОСОБ НАНЕСЕНИЯ НА ПРЕДМЕТ ПОДПОВЕРХНОСТНОЙ МАРКИРОВКИ | 1994 |
|
RU2124988C1 |
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ ЛАЗЕРНОЙ ГРАВИРОВКОЙ НА ИЗДЕЛИЯХ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2006 |
|
RU2356743C2 |
| СПОСОБ ЛАЗЕРНОЙ МАРКИРОВКИ ПОВЕРХНОСТИ МЕТАЛЛА ИЛИ СПЛАВА | 2009 |
|
RU2392100C1 |
| WO 2008093006 A2, 07.08.2008 | |||
| WO 1994011146 A1, 26.05.1994 | |||

