Изобретение относится к способам и устройствам для обработки металлов, не отнесенных к другим классам, в частности к способам и устройствам, применяемым как для электроэрозионной, так и для электрохимической обработки с влиянием на металлообработку особых факторов, не влияющих непосредственно на удаление металла, например ультразвуковых волн, магнитных полей или лазерного излучения, маркирование или гравирование, а также резка путем местного приложения тепла, разделение удаление дефектов, снятие поверхностного слоя, в частности обработка металла лазерным лучом, например сварка, резка, образование отверстий.
Известно устройство, которое позволяет гравировать, фрезеровать и сверлить зубоврачебными борами, заточку инструмента абразивными кругами, а также шлифование и полирование небольших деталей специальными насадками. Устройство также можно применять для доводки формообразующих элементов штампов, изделий из камня. Устройство изготовлено на базе гибкого вала и так называемого технического наконечника. При всей привлекательности данное устройство не пригодно для работы с драгметаллами ввиду большого их отхода. «Практические советы мастеру-любителю», Энергоатомиздат, Л. отд., 1988 г., стр.93 «Бормашина».
Известно приспособление для гравировальных работ, которое состоит из основания, на котором установлен электродвигатель типа от швейной машины. На конце гибкого рукава укреплен наконечник, в котором закрепляют необходимые для гравировки зубоврачебные боры (фрезы). С помощью такого устройства можно гравировать по латуни, дюралюминию, мягкой стали и пластмассам. Гравировку выполняют следующим образом. На окончательно окрашенную поверхность лицевой панели какого-либо прибора мягким карандашом делают необходимые надписи и обозначения. Затем включают установку и аккуратно фрезеруют (гравируют) буквы и знаки. При всей привлекательности устройство не пригодно для нанесения изображений на поверхности драгметаллов. «300 практических советов», изд. второе. Московский рабочий, 1986 г., стр.161 «Приспособление для гравировальных работ».
Известно устройство для нанесения надписей на гладкую поверхность металла. «Практические советы мастеру-любителю». Л., Энергоатомиздат, Ленинградское отделение, 1988 г., стр.94, «Электроискровой карандаш». Карандаш состоит из следующих элементов: катушки, намотанной между щечками на медной или латунной трубке, сердечника из стали (незакаленной), который может в небольших пределах перемещаться в осевом направлении; пружины, которая одним концом упирается в сердечник, а другим - в текстолитовую пробку, ввинченную в трубку; рабочего электрода из стали (швейной иглы), плотно вставленного в конец сердечника (диаметром 1 мм). При работе металлическую деталь, на которую необходимо нанести рисунок или надпись, соединяют с одним из выводов понижающей обмотки трансформатора, а другой вывод обмотки - с зажимом «крокодил». Смочив поверхность детали керосином, прикасаются к ней острием иглы. При этом замыкается цепь питания катушки и возникающее магнитное поле втягивает сердечник внутрь трубки. Цепь размыкается. Затем сердечник под действием пружины возвращается в исходное положение и игла вновь касается металла. Между иглой и поверхностью обрабатываемой детали возникает искра, которая и оставляет след на металле. Данное устройство при нанесении изображений на металле требует определенных навыков и сноровки, практически исключает повторяемость нанесения изображений.
Известно приспособление для гравировальных работ («300 практических советов». Московский рабочий, 1986 г., изд. второе, стр.161, 162). Приспособление состоит из основания, на котором установлен электродвигатель в качестве привода. На конце гибкого рукава от бормашины укреплен наконечник, в котором закрепляют необходимые для гравировки зубоврачебные боры (фрезы). С помощью такого простого устройства можно гравировать по латуни, дюралюминию, мягкой стали и пластмассы. Гравировку осуществляют следующим образом. На окончательно окрашенной поверхности лицевой панели какого-либо прибора мягким карандашом делают необходимые надписи и обозначения. Затем включают установку и аккуратно фрезеруют (гравируют) буквы и знаки.
В последнее время широко используется так называемая штриховая роспись фарфоровых изделий алюминием и другими металлами. Этот процесс носит название «натиранием металлами». Натирание алюминием выполняют диском из листового алюминия, зажатым в специальной оси от шлифовальных кругов для бормашин. Толщина диска 0,3-0,5 мм, диаметр - 10-25 мм. Желательно взять диск с большим диаметром (около 20 мм), так как он дает более четкую и однородную линию штриха. Вращающийся алюминиевый диск, касаясь поверхности фарфора, разрушает глазурь за счет окиси алюминия, имеющейся на поверхности диска. А в неровности затираются мелкие частицы алюминия. Алюминиевый штрих остается блестящим неограниченное время.
При натирании чистую поверхность фарфора покрывают суспензией титановых белил. Для ее приготовления берут жидкий столярный клей и в нем замешивают сухие титановые белила. Этой суспензией покрывают поверхность фарфора. С помощью копировальной бумаги переводят рисунок, неясные места прорисовывают мягким карандашом. Рисунок прорабатывают алюминиевым диском. Причем надо иметь в виду, что если плоскость диска совпадает с линией штриха, получается тонкая линия, если не совпадает - толстая.
Если необходимо получить поверхность, покрытую алюминием, вращающимся диском быстрыми движениями водят по всей поверхности.
После нанесения всего рисунка титановые белила удаляют тампоном, смоченным горячей водой.
Известен способ нанесения номерных знаков на поверхность технических устройств («Заявка №2004105906/02, В23К 26/18, В23Н 9/06 «Способ нанесения номерных знаков на поверхность технических устройств»). Особенностью данного способа является то, что каждая цифра номерного ряда наносится с помощью импульсного лазера и совмещается с нанесением дифракционной решетки, которая в свою очередь не позволяет наносить лазерное изображение на поверхность изделия.
Известен «Способ влажной лазерной очистки твердых поверхностей», заявка №2004102350/12, В23К 26/00. Очистка производится пространственным модулированным пучком лазерного излучения, но данный способ не позволяет наносить изображения на поверхность из благородных металлов.
Наиболее близким техническим решением к предлагаемому способу нанесения лазерных изображений на поверхность из благородных металлов является способ, реализующий устройство Прецизионный лазерный маркирующий комплекс «БЕТАМАРК-2000», ТУ 6342-003-5423025-02, сертификат соответствия №РОСС RU.АЮ40.Н10543 №0149824, ЗАО «Центр лазерной технологии». Способ предусматривает очистку поверхности изделия, запись и перенос компьютерного изображения в программный блок лазерного излучателя, фиксацию изделия на столе позиционирования изделий, нанесение для маркировки текстовых и несложных графических изображений для маркировки ювелирных изделий, сувенирной и представительской продукции, маркировки подшипников, плунжерных пар, оптических узлов, поршневых колец, изделий для атомной энергетики, нанесения штрих-кодов системы ЕАН-13, ЕАН-8 на металлах и сплавах, пластмассах с использованием контурных и растровых изображений. Основными недостатками данного способа является невозможность создания наносимого изображения контурного объемного эффекта, а также невозможность приданию наносимому изображению из благородных металлов потребительской привлекательности объекта и его тиражирование.
Сущность изобретения выражается в способе нанесения лазерных изображений на поверхность из благородных металлов, включающем полировку поверхности, очистку, перенос компьютерного изображения в программный блок лазерного излучателя, фиксацию изделия, согласно изобретения в котором полировку и очистку поверхности осуществляют до чистоты поверхности 9-го класса чистоты, перед фиксацией изделия его поверхность смачивают кремнийорганической полиэтилсилоксановой жидкостью (приборная) №4, поверхность изображения точечно оплавляют лазерным лучом до 14 класса чистоты поверхности, сохраняя границы контуров с автоматическим заполнением; кроме того, согласно изобретению, поверхность будущего изображения драгметаллов предварительно покрывают цветным родием.
Суть изобретения будет понята из нижеследующего описания изобретения и прилагаемого чертежа, где показана установка для реализации способа.
В описании изобретения и чертеже приведены следующие обозначения: 1 - управляющий персональный компьютер (ПК); 2 - стойка питания и управления; 3 - лазерный излучатель; 4 - стол позиционирования изделий; 5 - рама стойки излучателя; 4-а - изображение изделия с контурным изображением; 4-б - изображение изделия с растровым изображением с цветным родием.
Полученные после прессования заготовки изделия из золота, например, 585 пробы подвергают полировке поверхности перед нанесением маркирующего изображения. Полировку производят шлифовальным кругом с мелом, при этом удаляются все заусенции, сглаживаются микронеровности. Полировку ведут до 9-го класса чистоты поверхности, т.е. когда поверхность изделия становится гладкой и равномерноотсвечивающей. После этого проводят очистку изделия. Для этого готовят горячий раствор каустической (бельевой) соды в присутствии небольшого количества цинка и этим раствором промывают изделие и сушат. В управляющий персональный компьютер 1 заносится изображение, которое нужно будет перенести с помощью лазерного луча на драгметалл. С помощью стойки питания и управления 2 переносится компьютерное изображение в лазерный излучатель 3. На столе 4 позиционирования изделий закрепляется и фиксируется заготовка, поверхность которой смачивают кремнийорганической полиэтилсилоксановой жидкостью (приборная) №4. Крепление и фиксация для тиражирования изделий производится в раме 5 стойки излучателя. Поверхность изображения точечно оплавляют лазерным лучом до 14 класса чистоты поверхности с контурным изображением, сохраняя границы контуров с автоматическим заполнением.
Кремнийорганическая полиэтилсилоксановая жидкость (приборная) №4 выпускается по ТУ МХП 2У16-54 «Г.А.Смолянский, Материалы для деталей и узлов авиаприборов», изд. Машиностроение, М., 1964 г., стр.317. Жидкость характеризуется высокой химической стабильностью, представляет смесь полисилоксанов, отсутствие токсичности и коррозионной активности, хорошие диэлектрические и гидрофобные свойства, характеризуется малой величиной поверхностного натяжения, низкой температурой застывания и повышенной термостойкостью и термостабильностью. Обладает наибольшим значением из температуропроводности облучаемого материала и температуропроводности жидкости пространственно модулированным пучком лазерного излучения, позволяет получить 14 класс чистоты поверхности, сохраняя границы контуров с автоматическим заполнением.
При нанесении цветного родия за счет высокой плотности точек оплавления создается дополнительный эффект шелкографии.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ИЗОБРАЖЕНИЯ ЛАЗЕРНОЙ ГРАВИРОВКОЙ НА ИЗДЕЛИЯ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ (ВАРИАНТЫ) | 2008 |
|
RU2416528C2 |
| СПОСОБ ПОЛУЧЕНИЯ ЦВЕТНОГО ИЗОБРАЖЕНИЯ НА ИЗДЕЛИЯХ ИЗ ДРАГОЦЕННЫХ МЕТАЛЛОВ | 2008 |
|
RU2377135C1 |
| СПОСОБ ЛАЗЕРНОЙ ГРАВИРОВКИ МЕТАЛЛА ИЛИ СПЛАВА | 2011 |
|
RU2479396C1 |
| Способ нанесения изображения на изделия из драгоценных металлов | 2015 |
|
RU2618283C1 |
| СПОСОБ ПОЛУЧЕНИЯ ШИРОКОФОРМАТНОГО ХУДОЖЕСТВЕННОГО РИСУНКА НА ЛИЦЕВОЙ ПОВЕРХНОСТИ НАТУРАЛЬНОЙ КОЖИ С ПРИМЕНЕНИЕМ ЛАЗЕРНО-ГРАВИРОВАЛЬНОГО СТАНКА | 2014 |
|
RU2561904C2 |
| СПОСОБ НАНЕСЕНИЯ ЦВЕТНОГО ИЗОБРАЖЕНИЯ ЛАЗЕРНОЙ ГРАВИРОВКОЙ | 2021 |
|
RU2774048C1 |
| Способ изготовления гобо слайда с помощью лазерной гравировки | 2023 |
|
RU2801073C1 |
| ФОТОЧУВСТВИТЕЛЬНАЯ СМОЛА ДЛЯ ГРАВИРУЕМОЙ ЛАЗЕРОМ ПЕЧАТНОЙ МАТРИЦЫ | 2005 |
|
RU2327195C1 |
| Способ лазерной гравировки | 1990 |
|
SU1704990A1 |
| Носитель маркировки в виде композиционного слоистого термостойкого материала для лазерной абляции | 2023 |
|
RU2823591C1 |
Изобретение относится к способам нанесения изображений лазерной гравировкой на изделиях из драгоценных металлов. Способ включает полировку поверхности изделия, ее очистку, фиксацию изделия и последующее нанесение изображения на изделие посредством луча лазерного излучателя, в программный блок которого предварительно перенесено компьютерное изображение. Полировку и очистку поверхности изделия осуществляют до 9-го класса чистоты поверхности. Перед фиксацией изделия его поверхность смачивают кремнийорганической полиэтилсилоксановой жидкостью. Нанесение изображения осуществляют точечным оплавлением поверхности лазерным лучом до 14-го класса чистоты поверхности изделия. Перед нанесением изображения поверхность изделия покрывают родием. Технический результат - придание изображению контурного объемного эффекта. 2 н.п. ф-лы, 1 ил.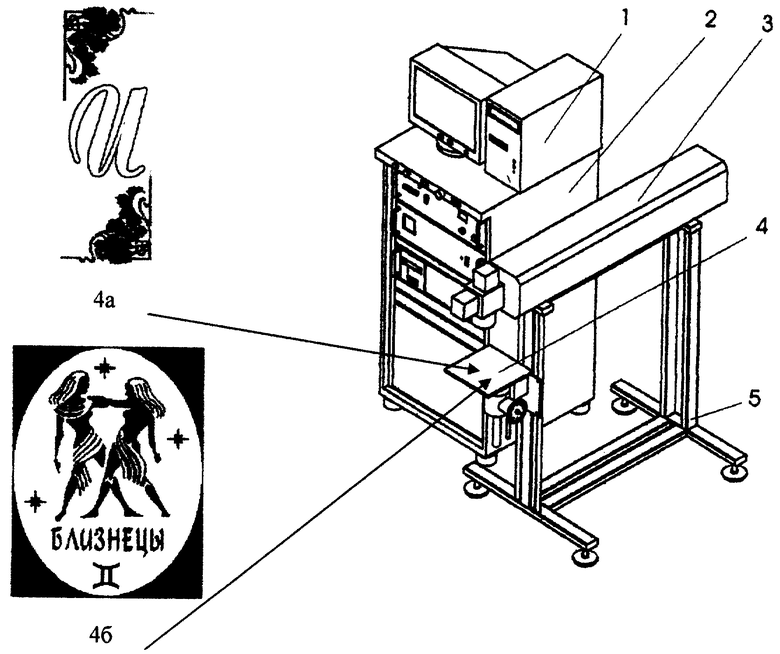
1. Способ нанесения изображения лазерной гравировкой на изделие из драгоценных металлов, включающий полировку поверхности изделия, ее очистку, фиксацию изделия и последующее нанесение изображения на изделие посредством луча лазерного излучателя, в программный блок которого предварительно перенесено компьютерное изображение, наносимое на изделие, отличающийся тем, что полировку и очистку поверхности изделия осуществляют до 9-го класса чистоты поверхности, перед фиксацией изделия его поверхность смачивают кремнийорганической полиэтилсилоксановой жидкостью, а нанесение изображения осуществляют точечным оплавлением поверхности лазерным лучом до 14-го класса чистоты поверхности изделия.
2. Способ нанесения изображения лазерной гравировкой на изделие из драгоценных металлов, включающий полировку поверхности изделия, ее очистку, фиксацию изделия и последующее нанесение изображения на изделие посредством луча лазерного излучателя, в программный блок которого предварительно перенесено компьютерное изображение, наносимое на изделие, отличающийся тем, что полировку и очистку поверхности изделия осуществляют до 9-го класса чистоты поверхности, перед фиксацией изделия его поверхность смачивают кремнийорганической полиэтилсилоксановой жидкостью, а нанесение изображения осуществляют точечным оплавлением поверхности лазерным лучом до 14-го класса чистоты поверхности изделия, которую предварительно покрывают родием.
| ВОЗДУХОВЫПУСКНОЙ ТОРМОЗНОЙ КЛАПАН | 1926 |
|
SU6342A1 |
| Прецизионный лазерный маркирующий комплекс | |||
| СПОСОБ ЛАЗЕРНОГО ГРАВИРОВАНИЯ | 1994 |
|
RU2080971C1 |
| СПОСОБ ВЫПОЛНЕНИЯ ПРОТОЧЕК НА ИЗДЕЛИЯХ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2085351C1 |
| Способ лазерной гравировки | 1990 |
|
SU1704990A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| СПОСОБ ПОЛУЧЕНИЯ НЕКУРИТЕЛЬНОГО ИЗДЕЛИЯ ИЗ МАХОРКИ | 2010 |
|
RU2443334C1 |

