Изобретение относится к области производства промышленных взрывчатых веществ (ВВ) и может найти применение при изготовлении патронированных ВВ в термопластичной оболочке для горнодобывающей промышленности.
Известен способ патронирования заряда ВВ в замкнутую оболочку методом шнекования. При этом винтовой нагнетатель (шнек), приводимый во вращение от электропривода, захватывает сыпучий материал из накопительного бункера, транспортирует его вдоль трубки и подает в оболочку. Давление со стороны перерабатываемого материала на шнек уравновешивается действием заданного противодавления. Преодолевая усилие противодавления, оболочка вместе с устройством крепления ее нижнего торца постепенно перемещается по трубке. Во внутренней полости оболочки формируется пористое тело из уплотненного сыпучего материала. Необходимое усилие шнекования и плотность заряда регулируется силой противодавления. М.Б. Генералов. Основные процессы и аппараты технологии промышленных взрывчатых веществ. - М.: ИКЦ «Академкнига». - 2004. - с.292-294.
Известно устройство для наполнения оболочек указанным способом, состоящее из вращающегося шнека, гидравлического устройства для создания противодавления, бункера и приспособлений для установки и закрепления оболочки, называемое патронирующим шнек-аппаратом, который может быть горизонтального или вертикального типа (там же, с.294).
Данным способом производят наполнение бумажных влагоизолированных или полиэтиленовых оболочек, которые подготавливают заранее перед началом патронирования.
Конструкция шнек-аппарата с устройством противодавления такого типа достаточно сложна и требует наличия не только электропривода, но и гидравлических исполнительных механизмов. Кроме того, данный аппарат не предназначен для изготовления больших партий изделий в непрерывном автоматическом режиме, т.к. требует остановки процесса для установки новой оболочки после наполнения предыдущей.
Известен способ патронирования гранулированных и эмульсионно-гранулированных взрывчатых материалов. Этот способ включает подачу материала и формирование заряда ВВ в оболочке с последующей герметизацией концов оболочки, причем подачу материала в оболочку производят сжатым воздухом с предварительным разгоном материала со скоростью, необходимой и достаточной для измельчения и уплотнения материала, при этом скорость разгона определяют по формуле (патент РФ 2111943, С06В 21/00, опубликован 27.05.1998).
В том же патенте описано устройство для патронирования гранулированных и эмульсионно-гранулированных взрывчатых материалов, включающее узел подачи материала в полимерную оболочку, узел формирования заряда ВВ в оболочке и узел герметизации концов оболочки, при этом в качестве узла подачи материала используют порционный пневмозарядчик, а узел формирования заряда ВВ в оболочке содержит разгонный трубопровод, соединенный со снаряжательной насадкой с калиброванным сужением, диаметр которого определяют по формуле.
Общими недостатками данных способа патронирования и установки для его осуществления, снижающими производительность, эффективность процесса производства, а также качество производимого продукта являются:
- использование в качестве узла подачи материала порционного пневмозарядчика, когда за счет скорости потока материала достигается критическое значение давления потока на единицу площади сечения патрона, достаточное для дробления и уплотнения материала в патроне, требует установки наполняемой оболочки из полиэтиленового рукава необходимого диаметра внутрь жесткого и прочного футляра для исключения ее разрыва;
- чрезмерное измельчение гранул материала может привести к снижению качества заряда;
устройство пневмозарядчика достаточно сложно, сильное пылеобразование требует установки дополнительных фильтров, а работа фотометрического устройства контроля массовой скорости потока материала из-за пыли может быть затруднена;
- наличие операций, осуществляемых в режиме ручного управления (предварительное изготовление оболочек, вставка их в футляры, извлечение), снижает производительность установки, затрудняет ее использование для изготовления больших партий патронов в непрерывном автоматическом режиме.
Наиболее близким к предлагаемому изобретению, относящемуся к способу патронирования порошкообразных взрывчатых веществ, является способ по патенту США 6302027, F42B 3/00, опубликован 16.10.2001, принятый за прототип.
Этот способ патронирования взрывчатых веществ включает формирование вертикально ориентированной оболочки патрона из термопластичной пленки на формообразующей трубе, для чего сматываемую с рулонодержателя через направляющие ролики ленту термопластичной пленки подают в рукавообразователь, где сворачивают ее в рукав путем сложения внахлест краев ленты, которые сваривают или склеивают, образуя непрерывный продольный шов. Затем на созданную оболочку накладывают две горизонтальные герметизирующие клипсы, запечатывая верхний торец первого и нижний торец последующего патронов, и разрезают оболочку между клипсами, отделяя первый патрон. После наложения клипс в оболочку с запечатанным нижним торцом подают дозу взрывчатого вещества, с помощью замкнутых ремней механизма протяжки протягивают оболочку вниз на расстояние, определяемое размером патрона, и вновь накладывают на оболочку две герметизирующие горизонтальные клипсы.
В том же патенте предлагается устройство для патронирования взрывчатых веществ, принятое за прототип, включающее питатель, вертикально расположенную формообразующую трубу, рукавообразователь, устройство для продольной сварки или склейки образованной оболочки, механизм протяжки оболочки с замкнутыми приводными ремнями, устройство подачи ленты термопластичной пленки с рулонодержателем и направляющими роликами, устройство герметизации торцов патрона, включающее механизмы наложения клипс и отрезки готовых патронов, оснащенные приводами. Функциональная связь между частями устройства патронирования обеспечивается системой управления.
Общими недостатками данных способа патронирования и устройства для его осуществления, снижающими производительность, безопасность и эффективность процесса, а также качество производимого продукта являются:
- предлагаемое наполнение оболочек подготовленной дозой взрывчатого вещества обуславливает получение в процессе наполнения заряда с невысокой плотностью, равной насыпной плотности взрывчатого вещества;
отсутствие механизма вертикального перемещения устройства герметизации торцов патрона со скоростью, равной скорости протягивания оболочки, требует остановки протяжки оболочки для качественного и безопасного наложения клипс, что снижает производительность процесса;
- для функционирования устройства герметизации торцов патрона требуется периодическое пополнение запаса клипс, что требует остановки процесса и также снижает производительность.
Задачей заявленных технических решений является получение технического результата, заключающегося в создании высокопроизводительной, эффективной и безопасной технологии изготовления патронов повышенного качества из порошкообразных взрывчатых веществ.
Для получения названного технического результата в предлагаемом способе патронирования порошкообразных взрывчатых веществ формируют вертикально ориентированную оболочку патрона из термопластичной пленки на формообразующей трубе, для чего сматываемую с рулонодержателя через направляющие ролики ленту термопластичной пленки подают через направляющие ролики в рукавообразователь, где сворачивают ее в рукав путем сложения внахлест краев ленты, которые сваривают, образуя оболочку с непрерывным продольным сварным швом. Кроме того, на созданную оболочку накладывают две горизонтальные герметизирующие клипсы, запечатывая верхний торец первого и нижний торец последующего патронов и разрезают оболочку между клипсами, отделяя первый патрон. В оболочку с запечатанным нижним торцом подают взрывчатое вещество, с помощью замкнутых ремней механизма протяжки протягивают оболочку вниз на расстояние, определяемое размером патрона, и вновь накладывают на оболочку две герметизирующие горизонтальные клипсы.
При этом патронирование производят с использованием вращающегося нагнетающего шнека, расположенного внутри формообразующей трубы, путем периодического наполнения непрерывно протягиваемой оболочки взрывчатым веществом с запечатыванием торцов патронов клипсами, причем клипсы изготавливают из проволоки механизмом их изготовления при возвратном ходе механизма наложения клипс, наложение клипс производят после отключения вращения нагнетающего шнека и прекращения подачи взрывчатого вещества с задержкой 1… 3 с, достаточной для образования незаполненного промежутка в оболочке, необходимого для ее обжима в жгут и наложения двух клипс. При обжиме оболочки, наложении клипс и разрезании жгута устройство герметизации торцов патрона опускают вниз, перемещая со скоростью, равной скорости протягивания оболочки, а жгут между клипсами разрезают в зависимости от количества наложенных клипс, при этом отделяют одиночный патрон или гирлянду патронов. После наложения клипс включают шнек, возобновляют наполнение оболочки и возвращают устройство герметизации торцов патрона в исходное положение. При наполнении оболочки взрывчатое вещество подают нагнетающим шнеком со скоростью, большей скорости протягивания оболочки, уплотняют в патроне. Сразу после наложения клипс взрывчатое вещество подают ускоренно путем включения регулируемого привода нагнетающего шнека с установленной максимальной скоростью, большей номинальной, для быстрого заполнения свободного пространства в оболочке. При этом максимальную скорость вращения регулируемого привода нагнетающего шнека устанавливают в зависимости от величины свободного пространства в оболочке после наложения клипс и требуемой плотности взрывчатого вещества в патроне. Затем при увеличении сопротивления уплотняемого взрывчатого вещества и возрастании момента нагрузки на регулируемом приводе нагнетающего шнека момент регулируемого привода ограничивают на заданном уровне и стабилизируют, при этом скорость регулируемого привода снижают до величины, при которой момент нагрузки будет равным заданному моменту регулируемого привода. Момент регулируемого привода ограничивают и стабилизируют на уровне, задаваемом в зависимости от требуемой плотности взрывчатого вещества в патроне. При отключении нагнетающего шнека по окончании наполнения оболочки включают торможение регулируемого привода.
Для получения названного технического результата предлагается устройство для патронирования порошкообразных взрывчатых веществ, которое, как и наиболее близкое к нему по патенту США 6302027, принятое за прототип, содержит питатель, вертикально расположенную формообразующую трубу, рукавообразователь, устройство для продольной сварки или склейки образованной оболочки, механизм протяжки оболочки с замкнутыми приводными ремнями, устройство подачи ленты термопластичной пленки с рулонодержателем и направляющими роликами, устройство герметизации торцов патрона, включающее механизмы наложения клипс и отрезки готовых патронов, оснащенные приводами, систему управления.
В отличие от известного предлагаемое устройство снабжено нагнетающим шнеком с регулируемым приводом, нагнетающий шнек расположен внутри формообразующей трубы и оснащен датчиком контроля его скорости вращения, устройство герметизации торцов патрона дополнительно снабжено механизмом изготовления клипс, подключенным к приводу механизма наложения клипс, катушкой с проволокой и оснащено приводом вертикального перемещения со скоростью, равной скорости протягивания оболочки вниз, устройство подачи ленты термопластичной пленки оснащено датчиком контроля перемещения ленты, в систему управления включены блок контроля и управления регулируемым приводом нагнетающего шнека, блок контроля скорости и величины перемещения оболочки патрона. Кроме того, датчик контроля скорости вращения нагнетающего шнека подключен к входу блока контроля и управления его регулируемым приводом, выход которого подключен к регулируемому приводу нагнетающего шнека; датчик контроля перемещения ленты подключен к входу блока контроля скорости и величины перемещения оболочки патрона, выход которого подключен к приводу устройства герметизации торцов патрона.
Предлагаемый способ и устройство для его осуществления обладают преимуществами:
- реализация способа патронирования с использованием вращающегося нагнетающего шнека, расположенного внутри формообразующей трубы, путем периодического наполнения непрерывно протягиваемой оболочки взрывчатым веществом со скоростью, большей скорости протягивания оболочки, с запечатыванием торцов патронов клипсами, изготовляемыми из проволоки механизмом их изготовления при возвратном ходе механизма наложения клипс, причем наложение клипс производят после отключения вращения нагнетающего шнека и прекращения подачи взрывчатого вещества с задержкой 1… 3 с, достаточной для образования незаполненного промежутка в оболочке, необходимого для ее обжима в жгут и наложения двух клипс, позволяет создать высокопроизводительную, эффективную и безопасную технологию изготовления патронов из порошкообразных взрывчатых веществ;
- оснащение устройства герметизации торцов патрона механизмом изготовления клипс, подключенным к приводу механизма наложения клипс, катушкой с проволокой, приводом вертикального перемещения, позволяющим перемещать его со скоростью, равной скорости протягивания оболочки вниз, позволяет повысить качество герметизации торцов патронов, производительность и безопасность процесса;
- оснащение устройства подачи ленты термопластичной пленки датчиком контроля перемещения ленты, подключенным к входу блока контроля скорости и величины перемещения оболочки патрона системы управления, выход которого подключен к приводу устройства герметизации торцов патрона, позволяет обеспечить необходимый размер патрона, достаточную величину незаполненного промежутка оболочки между патронами, необходимого для обжима и наложения скрепок, что повышает качество патрона и безопасность процесса;
- оснащение нагнетающего шнека регулируемым приводом и датчиком контроля скорости вращения, подключенным к входу блока контроля и управления регулируемым приводом нагнетающего шнека системы управления, выход которого подключен к регулируемому приводу нагнетающего шнека, позволяет регулировать и контролировать скорость вращения нагнетающего шнека, ограничивать и стабилизировать момент на валу его регулируемого привода по мере наполнения оболочки, минимизировать пробег привода после отключения за счет торможения, тем самым ограничить излишнюю подачу взрывчатого вещества и повысить безопасность наложения клипс. Ускоренная подача взрывчатого вещества сразу после наложения клипс путем включения регулируемого привода нагнетающего шнека с установленной максимальной скоростью, большей номинальной, позволяет оперативно заполнить образовавшееся после наложения клипс свободное пространство в оболочке взрывчатым веществом с требуемой плотностью. Последующее ограничение на заданном уровне и стабилизация момента регулируемого привода по мере наполнения оболочки, увеличении сопротивления при уплотнении взрывчатого вещества и возрастании момента нагрузки на регулируемом приводе, снижение скорости регулируемого привода до величины, при которой момент нагрузки будет равным заданному моменту регулируемого привода, позволяет получить качественный заряд ВВ с требуемой плотностью, одинаковой по всей длине патрона.
Следовательно, все существенные признаки заявляемых изобретений причинно-следственно связаны с достигаемым техническим результатом. Других технических решений, кроме прототипа, с признаками, частично совпадающими с отличительными признаками заявляемых изобретений, не выявлено.
Предлагаемые изобретения иллюстрируются чертежами, на которых изображены:
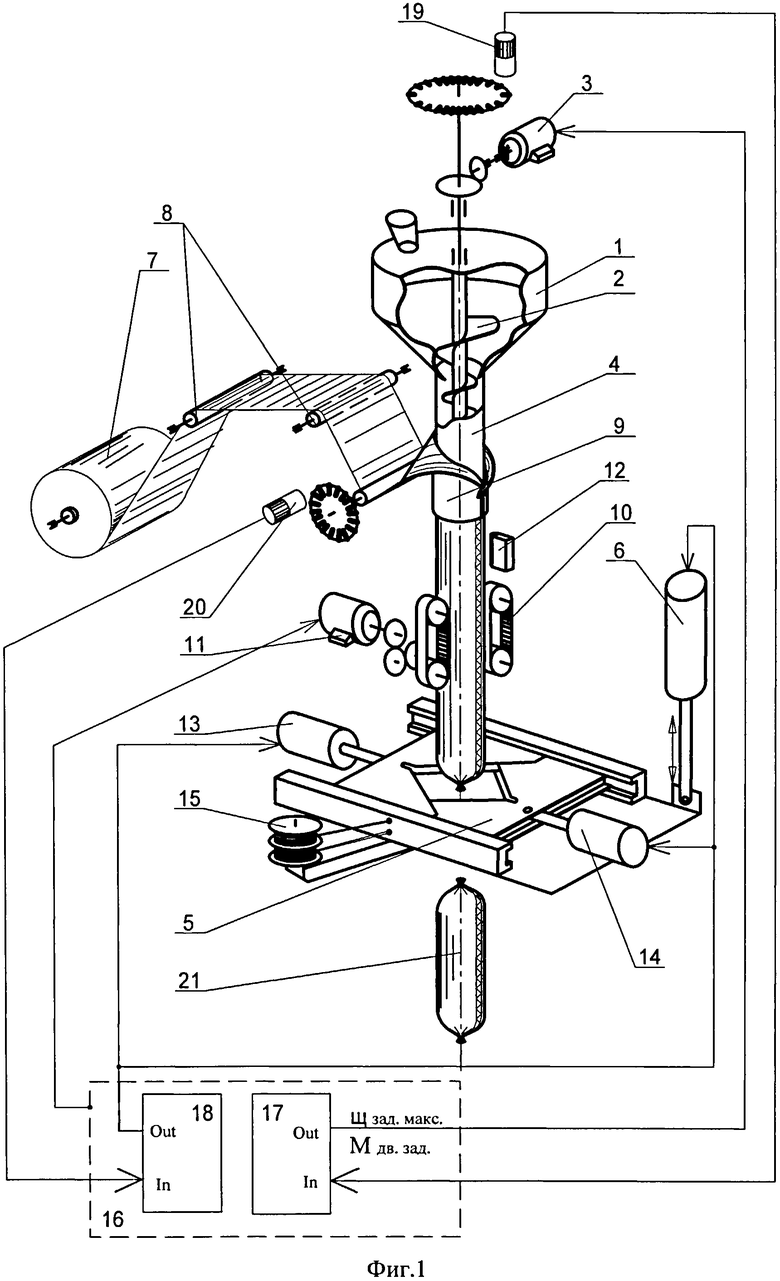
фиг.1 - кинематическая схема процесса патронирования;
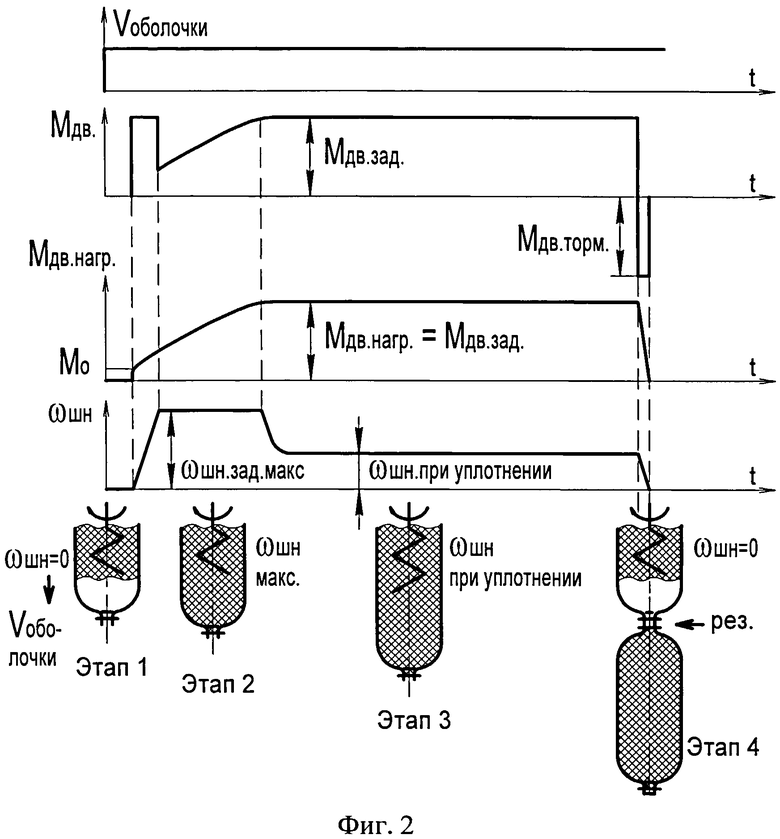
фиг.2 - характер изменения параметров регулируемого привода нагнетающего шнека в процессе наполнения оболочки;
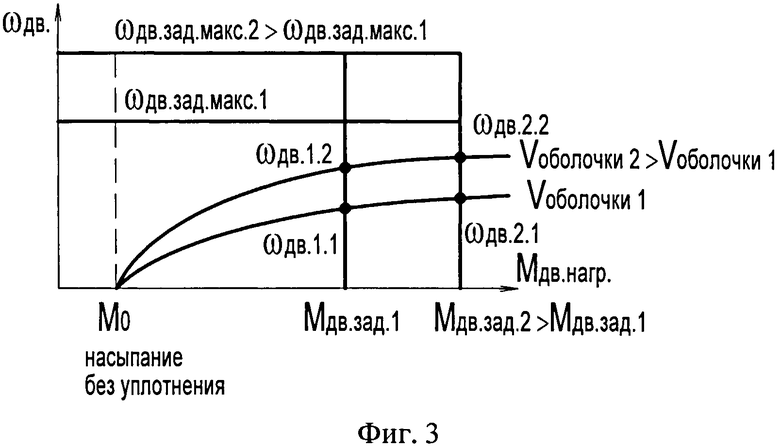
фиг.3 - напорная характеристика нагнетающего шнека, приведенная к валу его регулируемого привода.
Предлагаемый способ осуществляется в следующей последовательности. Порошкообразное взрывчатое вещество предварительно загружают в питатель 1 (фиг.1) каким-либо известным способом. Устанавливают катушку 15 с проволокой и рулонодержатель 7 с рулоном ленты термопластичной пленки. Формируют вертикально - ориентированную оболочку из термопластичной пленки, для чего сматываемую с рулонодержателя 7 ленту термопластичной пленки подают через направляющие ролики 8 в рукавообразователь 9, где сворачивают ее в рукав путем сложения внахлест краев ленты, которые сваривают в устройстве 12 для продольной сварки образованной оболочки. На созданную оболочку накладывают две горизонтальные герметизирующие клипсы, запечатывая верхний торец первого и нижний торец последующего патронов, и разрезают оболочку между клипсами, отделяя первый патрон. В оболочку с запечатанным нижним торцом подают взрывчатое вещество, с помощью замкнутых ремней механизма 10 протяжки оболочки протягивают ее вниз на расстояние, определяемое размером патрона, и вновь накладывают на оболочку две герметизирующие горизонтальные клипсы.
При этом патронирование производят с использованием вращающегося нагнетающего шнека 2, расположенного внутри формообразующей трубы 4, путем периодического наполнения непрерывно протягиваемой оболочки взрывчатым веществом с запечатыванием торцов патронов клипсами, причем клипсы изготавливают из проволоки механизмом их изготовления при возвратном ходе механизма наложения клипс. Наложение клипс производят после отключения вращения нагнетающего шнека 2 и прекращения подачи взрывчатого вещества с задержкой 1…3 с, достаточной для образования незаполненного промежутка в оболочке, необходимого для ее обжима в жгут и наложения двух клипс. При обжиме оболочки, наложении клипс и разрезании жгута устройство 5 герметизации торцов патрона опускают вниз, перемещая со скоростью, равной скорости протягивания оболочки, а жгут между клипсами разрезают в зависимости от количества наложенных клипс, при этом отделяют одиночный патрон или гирлянду патронов. После наложения клипс включают нагнетающий шнек 2, возобновляют наполнение оболочки и возвращают устройство герметизации 5 торцов патрона в исходное положение. При наполнении оболочки взрывчатое вещество подают нагнетающим шнеком 2 со скоростью, большей скорости протягивания оболочки, уплотняют в патроне. Сразу после наложения клипс взрывчатое вещество подают ускоренно путем включения регулируемого привода 3 нагнетающего шнека 2 с установленной максимальной скоростью, большей номинальной, для ускоренного заполнения свободного пространства в оболочке. Затем при увеличении сопротивления уплотняемого взрывчатого вещества и возрастании момента нагрузки на регулируемом приводе 3 нагнетающего шнека 2 момент регулируемого привода 3 ограничивают на заданном уровне и стабилизируют, при этом скорость регулируемого привода 3 снижают до величины, при которой момент нагрузки будет равным заданному моменту регулируемого привода 3, а при отключении нагнетающего шнека 2 по окончании наполнения патрона 21 включают торможение регулируемого привода 3. При этом максимальную скорость вращения регулируемого привода 3 устанавливают в зависимости от величины свободного пространства в оболочке после наложения клипс и требуемой плотности взрывчатого вещества в патроне, а момент регулируемого привода 3 ограничивают и стабилизируют на уровне, задаваемом в зависимости от требуемой плотности взрывчатого вещества в патроне.
Предлагаемое устройство для патронированния порошкообразных взрывчатых веществ (фиг.1) содержит питатель 1 с формообразующей трубой 4, рукавообразователь 9, устройство 12 для продольной сварки образованной оболочки, механизм 10 протяжки оболочки с замкнутыми приводными ремнями и приводом 11, устройство подачи ленты термопластичной пленки с рулонодержателем 7 и направляющими роликами 8, устройство 5 герметизации торцов патрона, включающее механизмы наложения клипс и отрезки готовых патронов, оснащенные приводами 13 и 14, и систему 16 управления, обеспечивающую функциональную связь между частями устройства.
Кроме того, предлагаемое устройство оснащено нагнетающим шнеком 2 с регулируемым приводом 3, нагнетающий шнек 2 расположен внутри формообразующей трубы 4 и оснащен датчиком 19 контроля его скорости вращения. Устройство 5 герметизации торцов патрона дополнительно содержит механизм изготовления клипс, подключенный к приводу 13 механизма наложения клипс, катушку 15 с металлической проволокой и снабжено приводом 6 вертикального перемещения со скоростью, равной скорости протягивания оболочки вниз. Устройство подачи ленты термопластичной пленки оснащено датчиком 20 контроля перемещения ленты. Система 16 управления включает блок 17 контроля и управления регулируемым приводом 3 нагнетающего шнека 2, блок 18 контроля скорости и величины перемещения оболочки патрона. Датчик 19 контроля скорости вращения нагнетающего шнека 2 подключен к входу блока 17 контроля и управления его регулируемым приводом 3, выход которого подключен к регулируемому приводу 3 нагнетающего шнека. Датчик 20 контроля перемещения ленты подключен к входу блока 18 контроля скорости и величины перемещения оболочки патрона, выход которого подключен к приводам 6, 13, 14 устройства герметизации торцов патрона.
Патронирование порошкообразных взрывчатых веществ осуществляется следующим образом. Сматываемая с рулонодержателя 7 (фиг.1) лента термопластичной пленки огибает направляющие ролики 8 и направляется в рукавообразователь 9, где сворачивается в рукав. Сложенные внахлест края ленты свариваются устройством 12 для продольной сварки. Образованная оболочка с продольным сварным швом непрерывно протягивается по формующей трубе 4 замкнутыми ремнями механизма 10 протяжки с приводом 11 и подается в зону наложения клипс. Устройство 5 герметизации торцов патрона, включающее механизмы наложения клипс и отрезки готовых патронов, оснащенные приводами 13 и 14, а также механизм изготовления клипс, подключенный к приводу 13 механизма наложения клипс, опускается вниз приводом 6 его вертикального перемещения синхронно с оболочкой. При включении привода 13 механизм наложения клипс обжимает оболочку в жгут, накладывает на жгут две герметизирующие горизонтальные клипсы, запечатывая верхний торец первого и нижний торец последующего патронов, и при включении привода 14 механизм отрезки готовых патронов разрезает оболочку между клипсами, отделяя первый несформированный патрон. При этом система 16 управления выдает сигналы на включение нагнетающего шнека 2, на привод 6 вертикального перемещения для возвращения устройства 5 герметизации концов оболочки в исходное положение, а также на приводы 14 и 13 для возврата соответствующих механизмов. При возвратном ходе привода 13 механизма наложения клипс механизм изготовления клипс сматывает с катушки 15 проволоку и изготавливает из нее две клипсы.
Оболочка, наполняемая взрывчатым веществом, продолжает опускаться вниз и после перемещения на расстояние, определяемое размером патрона, система 16 управления выдает сигнал на включение привода 6 вертикального перемещения устройства 5 герметизации торцов патрона и на останов регулируемого привода 3 нагнетающего шнека 2. При дальнейшем перемещении оболочки вниз в течение 1…3 с происходит образование незаполненного промежутка оболочки, достаточного для ее обжима в жгут и наложения двух клипс, после чего система 16 управления вновь включает привод 13 механизма наложения клипс, который обжимает оболочку и, при необходимости, - привод 14 механизма отрезки готовых патронов, который отрезает одиночный патрон 21 или гирлянду патронов. Вслед за наложением клипс система 16 управления выдает сигнал на привод 3 шнека 2 для возобновления наполнения оболочки и на приводы 6, 13, 14 для возврата механизмов в исходное положение. При этом длина протягиваемой оболочки отсчитывается блоком 18 контроля скорости и величины перемещения оболочки патрона системы 16 управления по показаниям датчика 20 контроля перемещения ленты. Длина оболочки, необходимая для изготовления патрона заданного размера, отсчитывается от момента включения привода 13, а длина незаполненного промежутка оболочки для ее обжима в жгут и наложения двух клипс - после отсчета размера патрона.
При наполнении оболочки взрывчатое вещество подают нагнетающим шнеком 2 со скоростью, большей скорости протягивания оболочки замкнутыми приводными ремнями механизма 10 протяжки оболочки с приводом 11, при этом уплотняют взрывчатое вещество. Сразу после наложения клипс взрывчатое вещество подают ускоренно путем включения регулируемого привода 3 нагнетающего шнека 2 с установленной максимальной скоростью, большей номинальной, чтобы оперативно заполнить образовавшуюся после наложения клипс пустоту в оболочке. При этом значение максимальной скорости определяется блоком 17 контроля и управления приводом 3 нагнетающего шнека исходя из длины незаполненного промежутка оболочки и требуемой плотности взрывчатого вещества в патроне, и контролируется датчиком 19 контроля скорости вращения нагнетающего шнека. Затем по мере наполнения оболочки, увеличения сопротивления при уплотнении взрывчатого вещества и возрастания момента нагрузки на регулируемом приводе 3 момент регулируемого привода 3 ограничивают на заданном уровне и стабилизируют. При этом скорость регулируемого привода 3 снижают до величины, при которой момент нагрузки будет равным заданному моменту регулируемого привода 3. Момент регулируемого привода 3 ограничивают и стабилизируют на заданном уровне, определяемом блоком 17 контроля и управления приводом 3 нагнетающего шнека в зависимости от требуемой плотности взрывчатого вещества в патроне. При отключении регулируемого привода 3 нагнетающего шнека 2 по окончании наполнения оболочки включают торможение регулируемого привода 3 для предотвращения его холостого пробега и подачи избыточного количества взрывчатого вещества.
Таким образом, управление регулируемым приводом 3 нагнетающего шнека 2 при наполнении оболочки позволяет получить заряд взрывчатого вещества с заданной плотностью, одинаковой по всей длине патрона.
Изготовление патронов в виде одиночных изделий или в виде гирлянды обуславливается заданием в системе 16 управления и контролируется по количеству срабатываний привода 13 механизма наложения клипс устройства 5 герметизации торцов патрона. При изготовлении одиночных патронов их отрезание производят включением привода 14 механизма отрезки готовых патронов при каждом наложении двух клипс. Если изготавливается гирлянда в виде N патронов, то их отрезание производится при самом первом срабатывании привода 13, когда отрезается первый несформированный патрон, и далее при каждом N срабатывании привода 13.
На фиг.2 показано изменение параметров регулируемого привода нагнетающего шнека на различных этапах (1, 2, 3, 4) наполнения оболочки и формирования патрона ВВ. Формирование патрона происходит при непрерывном протягивании оболочки с постоянной скоростью Vоболочки.
На этапе 1 производится наложение клипс и, при необходимости, отрезка патрона при остановленном нагнетающем шнеке (ωшн=0), а затем пуск и разгон нагнетающего шнека до скорости ωшн.зад.макс, определяемой заданной максимальной скоростью вращения его регулируемого привода. Возникающий при включении пусковой момент привода ограничен заданной величиной Мдв.зад и быстро уменьшается до величины, определяемой потерями и нагрузкой М0 при транспортировке ВВ в образовавшуюся после наложения клипс и отрезки патрона пустую часть оболочки.
Этап 2 характеризуется началом уплотнения ВВ после заполнения пустоты в оболочке. При этом скорость вращения нагнетающего шнека постоянна и равна ωшн.зад.макс, а момент на его регулируемом приводе возрастает до значения заданного ограничения Мдв.зад.
На этапе 3 производится наполнение оболочки с давлением, достаточным для получения патрона с заданной плотностью взрывчатого вещества. При этом момент нагрузки нагнетающего шнека, приведенный к валу его регулируемого привода соответствует значению заданного ограничения, т.е. Мдв.нагр=Мдв.зад. Скорость вращения нагнетающего шнека уменьшается до некоторого значения ωщн.при уплотнении, при котором указанное равенство моментов сохраняется, а далее практически не меняется.
На этапе 4 после формирования патрона требуемой длины регулируемый привод нагнетающего шнека отключается и включается торможение (момент Мдв.торм) регулируемого привода нагнетающего шнека. Подача ВВ прекращается, образуется незаполненная часть оболочки, достаточная для наложения клипс и отрезки патрона.
На фиг.3 приведены механические характеристики работы регулируемого привода нагнетающего шнека, имеющие горизонтальные участки характеристик - в режиме стабилизации скорости вращения при различных заданных ее значениях (ωдв.зад.макс.2 и ωдв.зад.макс.1), а также вертикальные участки характеристик - в режиме ограничения и стабилизации момента при различных заданных его значениях (Мдв.зад.1 и Мдв.зад.2).
Также на фиг.3 показаны зависимости нагрузочного момента на валу регулируемого привода нагнетающего шнека от его скорости вращения Мдв.нагр=f(ωдв) при наполнении оболочки (напорная характеристика, приведенная к валу привода) при различных скоростях протяжки оболочки V1 и V2, где V2>V1.
Для оперативного заполнения вновь образованного после наложения клипс и отрезки патрона пустого участка оболочки скорость вращения шнека устанавливают максимальной, а соответствующая ей скорость вращения его привода равна ωдв.зад.макс.. Для достижения одной и той же плотности формируемого заряда ВВ величина максимальной скорости вращения привода будет зависеть от скорости протяжки оболочки, так при V2>V1, соответственно: ωдв.зад.макс.2>ωдв.зад.макс.1.
В зависимости от требуемой плотности заряда взрывчатого вещества ρ в формируемом патроне ограничивают максимальную величину момента нагрузки на валу регулируемого привода нагнетающего шнека Мдв.зад. При этом большей плотности получаемого заряда ρ2>ρ1 соответствует больший заданный максимальный момент на валу привода шнека: Мдв.зад.2>Мдв.зад.1.
В процессе наполнения оболочки для вала привода справедливо уравнение движения:
где J - момент инерции системы шнек - редуктор - привод, приведенный к валу регулируемого привода нагнетающего шнека;
Мдв и ωдв - момент на валу и скорость вращения вала привода;
Мдв.нагр - момент нагрузки нагнетающего шнека, приведенный к валу привода.
При наполнении оболочки на этапе 3 (фиг.2) при уплотнении взрывчатого вещества момент нагрузки нагнетающего шнека, приведенный к валу его регулируемого привода, достигает значения заданного ограничения, т.е. Мдв.нагр=Мдв.зад. Одновременно скорость вращения привода уменьшается до некоторого значения, при котором указанное равенство моментов сохраняется и стабилизируется. Эта скорость вращения регулируемого привода нагнетающего шнека в зависимости от скорости протяжки оболочки, величины ограничивающего момента может иметь величину ωдв1.1, ωдв1.2, ωдв2.1, ωдв2.2. (фиг.3). Соответствующая ей скорость вращения шнека также стабилизируется, обеспечивая равномерное наполнение оболочки (см. ωшн.при уплотнении на фиг.2).
В качестве датчиков 19 - контроля скорости вращения нагнетающего шнека и 20 - контроля перемещения ленты (фиг.1) может использоваться выключатель бесконтактный индуктивный (например, типа ВБ2.18М НПФ «Мега-К»), реагирующий на вращение перфорированного металлического диска, устанавливаемого на валу контролируемого устройства. Система 16 управления может быть реализована программно-аппаратным образом с использованием программируемого контроллера. Блок 18 контроля скорости и величины перемещения оболочки патрона может быть реализован программным путем. В качестве блока 17 контроля и управления регулируемым приводом 3 нагнетающего шнека 2 может быть применен преобразователь частоты (например, типа VFD-B фирмы Delta Electronics).
Работы по патронированию насыпных зарядов из аммонита 6ЖВ в полиэтиленовую оболочку диаметром 90 мм при скорости подачи оболочки 4 м/мин и цикле наполнения 6 с, проведенные на нагнетающем шнеке с электроприводом типа 2В112М6У2,5 (мощность 4,0 кВт, номинальная скорость вращения 955 об/мин, номинальный момент 40Н·м, номинальный ток 9,3А) при кинематической передаче с коэффициентом i=2 показали, что наполнение оболочки с заданием начальной скорости вращения нагнетающего шнека, равной 500 об/мин, ограничением момента на нагнетающем шнеке на уровне 150 Н·м и последующем уменьшением скорости вращения нагнетающего шнека до 250 об/мин, позволяет получить патронированный заряд с равномерно распределенной плотностью по его длине. Плотность сформированного заряда взрывчатого вещества в произведенных патронах составила (1,08-1,09) г/см3. Величина насыпной плотности аммонита 6ЖВ составляла (0,8-0,9) г/см3 для разных партий продукта.
Предлагаемые способ патронирования порошкообразных взрывчатых веществ и устройство для его осуществления позволяют повысить производительность, безопасность и эффективность процесса, а также качество производимого продукта.
Их использование в горнодобывающей промышленности позволит реализовать высокопроизводительную, эффективную и безопасную технологию изготовления патронов повышенного качества с заданной плотностью, равномерно распределенной по длине патрона, из порошкообразных взрывчатых веществ.
| название | год | авторы | номер документа |
|---|---|---|---|
| Машина для патронирования взрывчатого вещества | 1960 |
|
SU134164A1 |
| СПОСОБ ПАТРОНИРОВАНИЯ ГРАНУЛИРОВАННЫХ И ЭМУЛЬСИОННО-ГРАНУЛИРОВАННЫХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2111943C1 |
| Машина для патронирования взрывчатого вещества | 1960 |
|
SU134165A1 |
| Машина для патронирования взрывчатых веществ | 1958 |
|
SU118064A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗАРЯДОВ ВЗРЫВЧАТЫХВЕЩЕСТВ | 1968 |
|
SU210724A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ УТИЛИЗАЦИИ ПОРОХОВ И ТВЕРДЫХ РАКЕТНЫХ ТОПЛИВ (ВАРИАНТЫ) | 2001 |
|
RU2183605C1 |
| Машина для патронирования взрывчатых веществ | 1957 |
|
SU117972A1 |
| УСТРОЙСТВО ДЛЯ ПАТРОНИРОВАНИЯ СЫПУЧИХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 1969 |
|
SU254368A1 |
| ТЕХНОЛОГИЧЕСКАЯ ЛИНИЯ ПРОИЗВОДСТВА ПАТРОНИРОВАННЫХ ЭМУЛЬСИОННЫХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ (ЭВВ) (ВАРИАНТЫ) | 2006 |
|
RU2329244C2 |
| СИСТЕМА УПРАВЛЕНИЯ АВТОМАТА ПАТРОНИРОВАНИЯ СЫПУЧИХ ВЗРЫВЧАТЫХ ВЕЩЕСТВ | 1989 |
|
RU2243198C2 |
Изобретение относится к патронированию взрывчатых веществ (ВВ) для горнодобывающей промышленности. Способ патронирования порошкообразных ВВ включает формирование вертикально ориентированной оболочки патрона из термопластичной пленки на формообразующей трубе, патронирование с использованием вращающегося нагнетающего шнека, расположенного внутри формообразующей трубы, путем периодического наполнения непрерывно протягиваемой оболочки ВВ и запечатывания торцов патронов герметизирующими клипсами, обжим оболочки в жгут, наложение клипс и разрезание жгута при отключенном нагнетающем шнеке. В зависимости от требуемой плотности ВВ в патроне задают скорость и момент регулируемого привода шнека. Устройство для патронирования содержит питатель, нагнетающий шнек, расположенный внутри формообразующей трубы и оснащенный датчиком контроля скорости вращения и регулируемым приводом, рукавообразователь, устройство для продольной сварки или склейки оболочки, механизм протяжки оболочки, устройство подачи ленты термопластичной пленки с приводом вертикального перемещения, датчик контроля перемещения ленты, механизмы изготовления, наложения клипс и отрезки готовых патронов, блок контроля и управления приводом нагнетающего шнека, блок контроля скорости и величины перемещения оболочки патрона. Изобретение позволяет реализовать высокопроизводительную, эффективную и безопасную технологию изготовления патронов повышенного качества из порошкообразных ВВ. 2 н. и 2 з.п. ф-лы, 3 ил.
1. Способ патронирования порошкообразных взрывчатых веществ, включающий формирование вертикально ориентированной оболочки патрона из термопластичной пленки на формообразующей трубе, для чего сматываемую с рулонодержателя ленту термопластичной пленки подают через направляющие ролики в рукавообразователь, где сворачивают ее в рукав путем сложения внахлест краев ленты, которые сваривают, образуя оболочку с непрерывным продольным сварным швом, на оболочку накладывают две горизонтальные герметизирующие клипсы, запечатывая верхний торец первого и нижний торец последующего патронов, разрезают оболочку между клипсами, отделяя первые патроны, в оболочку с запечатанным нижним торцом подают взрывчатое вещество, с помощью замкнутых ремней механизма протяжки протягивают оболочку вниз на расстояние, определяемое размером патрона, и вновь накладывают на оболочку две герметизирующие горизонтальные клипсы, отличающийся тем, что патронирование производят с использованием вращающегося нагнетающего шнека, расположенного внутри формообразующей трубы, путем периодического наполнения непрерывно протягиваемой оболочки взрывчатым веществом с запечатыванием торцов патронов клипсами, причем клипсы изготавливают из проволоки механизмом их изготовления при обратном ходе механизма наложения клипс, наложение клипс производят после отключения вращения нагнетающего шнека и прекращения подачи взрывчатого вещества с задержкой 1-3 с, достаточной для образования незаполненного промежутка в оболочке, необходимого для ее обжима в жгут и наложения двух клипс, при обжиме оболочки в жгут, наложении клипс и разрезании жгута устройство герметизации торцов патрона опускают вниз, перемещая со скоростью, равной скорости протягивания оболочки, а жгут между клипсами разрезают в зависимости от количества наложенных клипс, при этом отделяют одиночный патрон или гирлянду патронов, после наложения клипс включают нагнетающий шнек, возобновляют наполнение оболочки и возвращают устройство герметизации торцов патрона в исходное положение, при наполнении оболочки взрывчатое вещество подают нагнетающим шнеком со скоростью, большей скорости протягивания оболочки, уплотняют в оболочке, причем сразу после наложения клипс взрывчатое вещество подают ускоренно путем включения регулируемого привода нагнетающего шнека с установленной максимальной скоростью, большей номинальной, для быстрого заполнения свободного пространства в оболочке, затем при увеличении сопротивления уплотняемого взрывчатого вещества и возрастании момента нагрузки на регулируемом приводе нагнетающего шнека момент регулируемого привода ограничивают на заданном уровне и стабилизируют, при этом скорость регулируемого привода снижают до величины, при которой момент нагрузки будет равным заданному моменту регулируемого привода, а при отключении нагнетающего шнека по окончании наполнения оболочки включают торможение регулируемого привода.
2. Способ по п.1, отличающийся тем, что максимальную скорость вращения регулируемого привода нагнетающего шнека устанавливают в зависимости от величины свободного пространства в оболочке после наложения клипс и требуемой плотности взрывчатого вещества в патроне.
3. Способ по п.1, отличающийся тем, что момент регулируемого привода нагнетающего шнека ограничивают и стабилизируют на уровне, задаваемом в зависимости от требуемой плотности взрывчатого вещества в патроне.
4. Устройство для патронирования порошкообразных взрывчатых веществ, содержащее питатель, вертикально расположенную формообразующую трубу, рукавообразователь, устройство для продольной сварки или склейки образованной оболочки, механизм протяжки оболочки с замкнутыми приводными ремнями, устройство подачи ленты термопластичной пленки с рулонодержателем и направляющими роликами, устройство герметизации торцов патрона, включающее механизмы наложения клипс и отрезки готовых патронов, оснащенные приводами, систему управления, отличающееся тем, что устройство для патронирования снабжено нагнетающим шнеком с регулируемым приводом, нагнетающий шнек расположен внутри формообразующей трубы и оснащен датчиком контроля его скорости вращения, устройство герметизации торцов патрона дополнительно снабжено механизмом изготовления клипс, подключенным к приводу механизма наложения клипс, катушкой с проволокой и оснащено приводом вертикального перемещения со скоростью, равной скорости протягивания оболочки вниз, устройство подачи ленты термопластичной пленки оснащено датчиком контроля перемещения ленты, в систему управления включены блок контроля и управления регулируемым приводом нагнетающего шнека, блок контроля скорости и величины перемещения оболочки патрона, датчик контроля скорости вращения нагнетающего шнека подключен к входу блока контроля и управления его регулируемым приводом, выход которого подключен к регулируемому приводу нагнетающего шнека, датчик контроля перемещения ленты подключен к входу блока контроля скорости и величины перемещения оболочки патрона, выход которого подключен к приводу устройства герметизации торцов патрона.

