Изобретение касается способа и устройства для измерения толщины слоя посредством лазерной триангуляции.
Для оценки качества и для последующего использования является важным, что снабженные покрытием конструктивные элементы должны иметь требуемую толщину слоя во всех местах.
Это является невозможным с помощью существовавших до сих пор методов измерения, как например методов измерения на основе вихревых токов.
Разрушающие методы контроля исключают последующее использование конструктивных элементов и могут использоваться только для оптимизации параметров.
Поэтому задачей изобретения является решение вышеназванной проблемы.
Эта задача решается посредством способа в соответствии с п.1 формулы изобретения и устройством в соответствии с пп.1 или 9 формулы изобретения.
Показано:
Фиг.1, 2 - схематичное выполнение соответствующего изобретению способа и устройства,
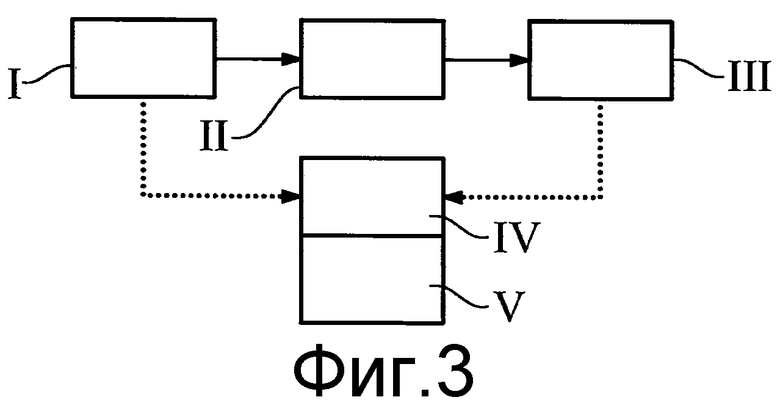
Фиг.3 - схематичное представление протекания способа,
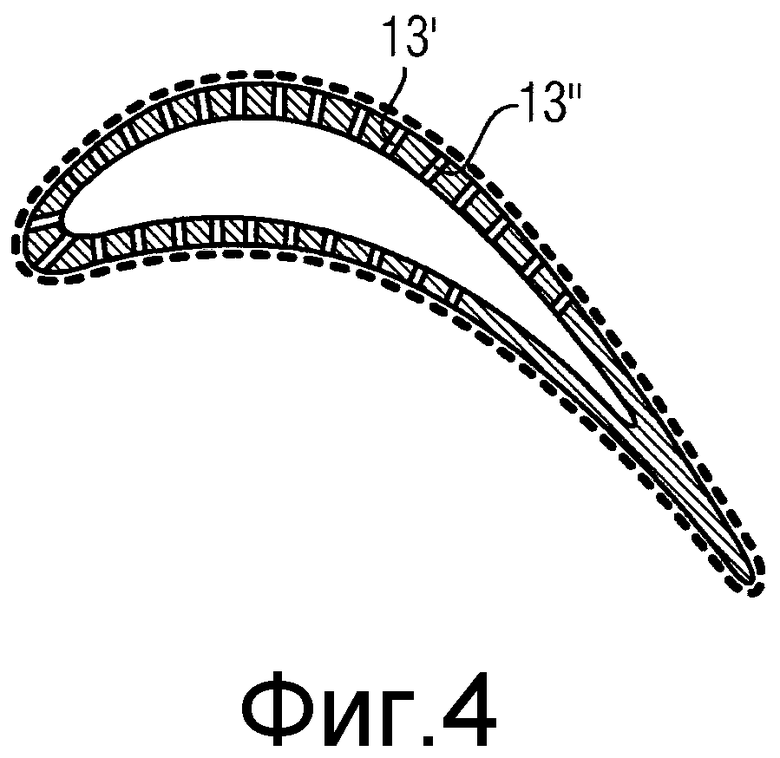
Фиг.4 - позиции измерения толщины слоя,
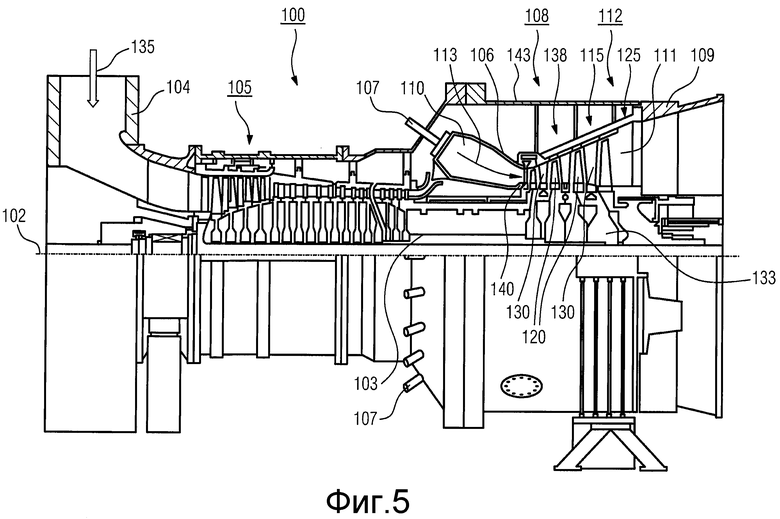
Фиг.5 - газовая турбина,
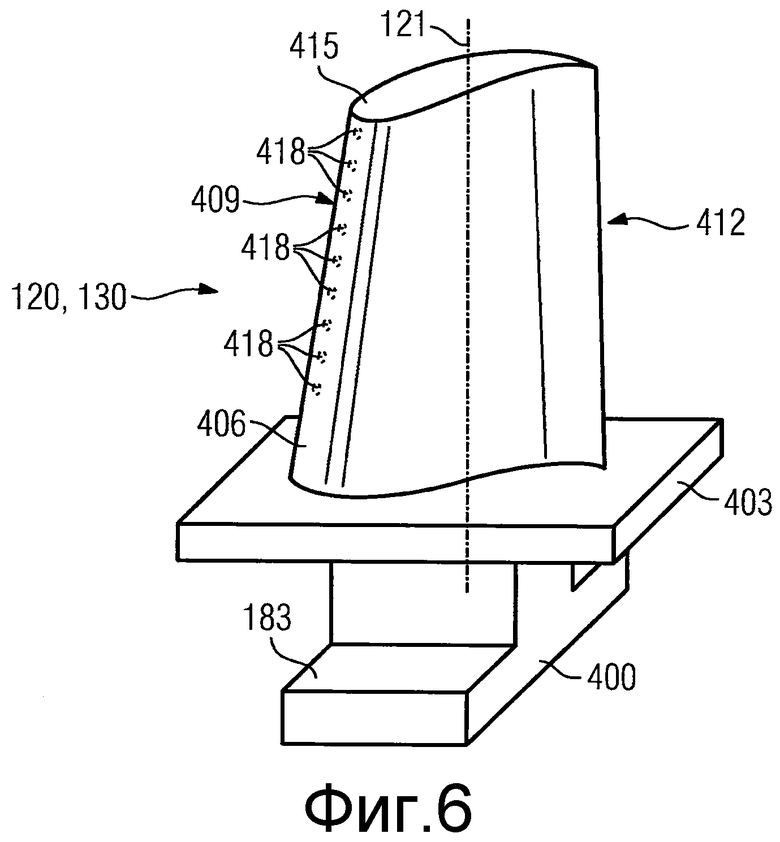
Фиг.6 - лопатка турбины,
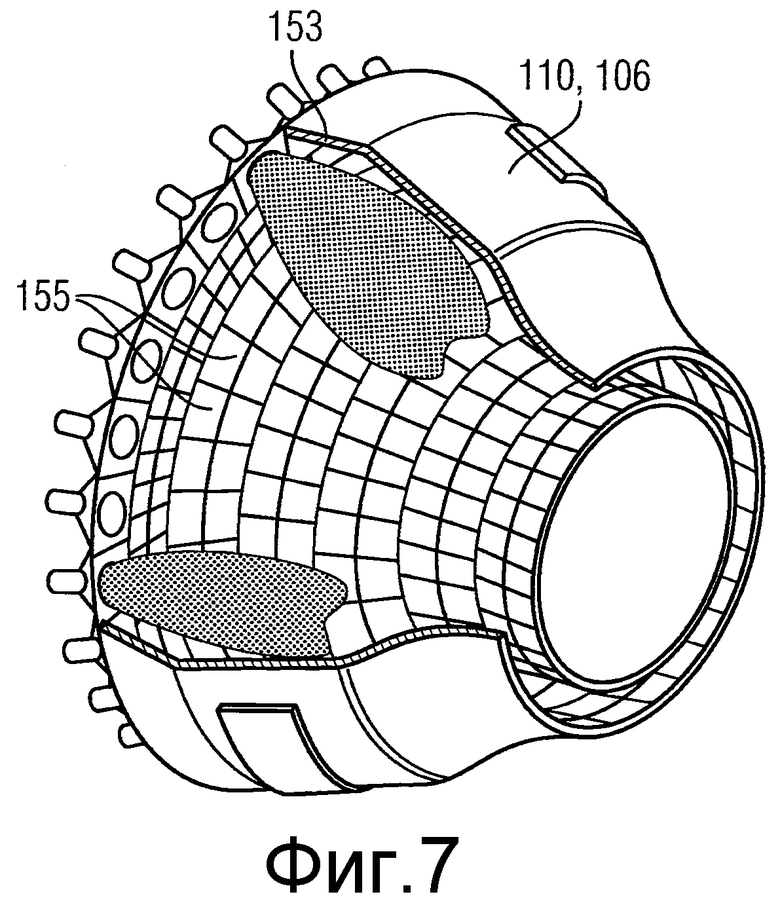
Фиг.7 - камера сгорания и
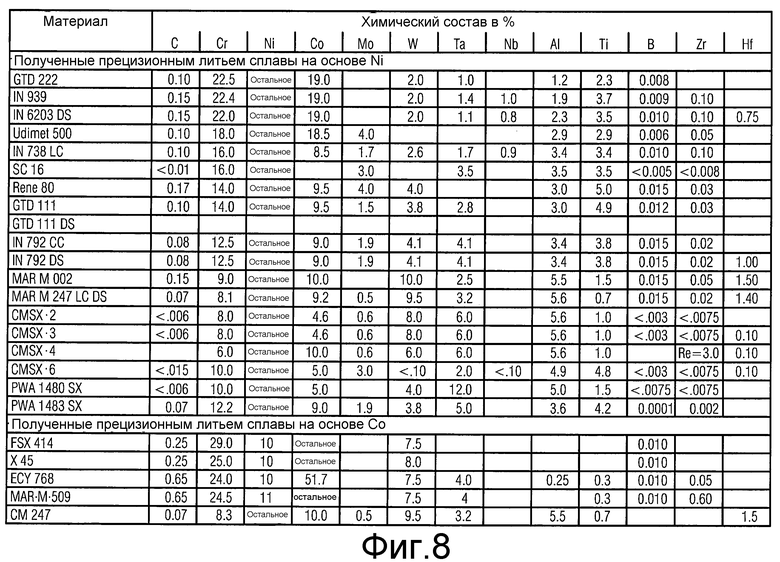
Фиг.8 - список жаропрочных сплавов.
Фигуры и описание представляют только некоторые примеры осуществления изобретения.
Фиг.1 показывает лопатку 120, 130 турбины в качестве примерно используемого конструктивного элемента 1.
Лопатка 120, 130 турбины может представлять собой новый конструктивный элемент или подвергнутый удалению покрытия конструктивный элемент 120, 130 (после обработки восстановления (анг. refurbishment)), который уже был в использовании и, например, имеет утонение толщины стенки вследствие процесса удаления покрытия.
На первом этапе перед нанесением покрытия посредством датчика 4 для лазерного триангуляционного измерения осуществляется измерение (I на фиг.3) лопатки 120, 130 в каждой позиции 13′, 13′′? (фиг.4), в которой кажется целесообразной перепроверка толщины слоя. Это может осуществляться локально в одной или нескольких точках или глобально по всей подлежащей нанесению покрытия поверхности.
После этого лопатка 120, 130 турбины подвергается нанесению покрытия (II на фиг.3) и лопатка 120, 130 турбины вновь подвергается измерению (фиг.2, соответственно III на фиг.3) посредством лазерной триангуляции.
Измерение посредством лазерной триангуляции предпочтительным образом может осуществляться во время нанесения покрытия (II).
Полученные из этого данные перед и после, соответственно, во время нанесения покрытия могут сравниваться друг с другом посредством компьютера (IV на фиг.3), и, таким образом, в каждой желательной позиции (фиг.4) может устанавливаться толщина слоя и предпочтительным образом сравниваться с номинальным значением.
Посредством полученной разницы в геометрических данных определяется (V на фиг.3) толщина слоя в каждой желательной позиции 13′, 13′′(фиг.4).
Толщина слоя может быть получена для металлических и керамических слоев и определена посредством APS, VPS, PVP, CVD.
Предпочтительным образом измерения предварительно и впоследствии осуществляются в одном и том же крепежном элементе, предпочтительным образом без монтажа и демонтажа конструктивного элемента 120, 130.
Предпочтительным образом измерение осуществляется только перед и после нанесения покрытия, так как за счет этого является несколько более простым техническое выполнение.
Предпочтительным образом конструктивный элемент сканируется по большой поверхности, в случае лопатки 120, 130 турбины сканированию по большой поверхности подвергается перо лопатки и основание лопатки, так как, в частности, в случае искривленных поверхностей устанавливаются различные толщины слоя.
Посредством выбора опорных (реперных) точек на конструктивном элементе 1, 120, 139, 155 (в частности, в случае лопатки 120, 130, это предпочтительным образом является точка в месте, которое не деформируется (не искривляется), как например, на хвостовике лопатки, так как он является очень массивным) или на крепежном элементе может учитываться искривление конструктивного элемента 1, 120, 130, 155 (в частности, очень сильно утоненной части конструктивного элемента, а именно рабочей стороны лопатки, которая возникает за счет процесса нанесения покрытия (тепло)) и определяться фактическая толщина слоя.
Этот процесс имеет высокий коэффициент автоматизации и может использоваться во время производственного повышения качества или в качестве осуществляемого в процессе обработки измерения или в виде проверки качества.
Нанесение покрытия означает нанесение материала в целом: локально, как рабочая сторона лопатки турбины, локальное нанесение покрытия на рабочую сторону лопатки или полное покрытие, а также методом сварочного нанесения покрытия.
Фиг.5 показывает в качестве примера газовую турбину 100 в продольном частичном разрезе.
Газовая турбина 100 во внутреннем пространстве имеет установленный с возможностью вращения вокруг оси 102 вращения ротор 103 с валом, называемый также как рабочее колесо турбины.
Вдоль ротора 103 один за другим следуют всасывающий корпус 104, компрессор 105, выполненная, например, тороидально камера 110 сгорания, в частности кольцевая камера сгорания, с несколькими коаксиально расположенными горелками 107, турбина 108 и корпус 109 для отходящих газов.
Кольцевая камера 110 сгорания сообщается с выполненным, например, кольцеобразно каналом 111 для горячих газов. Там, например, четыре включенные друг за другом ступени 112 турбины образуют собственно турбину 108.
Каждая ступень 112 турбины образована, например, из двух венцов лопаток. Если смотреть в направлении течения рабочей среды 113, в канале 111 для горячих газов за рядом 115 направляющих лопаток следует образованный из рабочих лопаток 120 ряд 125.
При этом направляющие лопатки 130 закреплены на внутреннем корпусе 138 статора 143, в противоположность чему рабочие лопатки 120 ряда 125 установлены на роторе 103, например, посредством диска 133 турбины.
С ротором 103 состыкован генератор или рабочая машина (не представлено).
Во время эксплуатации газовой турбины 100 компрессором 105 через всасывающий корпус 104 засасывается воздух 135 и сжимается. Предоставленный на находящемся со стороны турбины конце компрессора 105 сжатый воздух направляется к горелкам 107 и там смешивается с горючим средством. Затем эта смесь сжигается с образованием рабочей среды 113 в камере 110 сгорания. Оттуда рабочая среда 113 течет вдоль канала 111 для горячих газов мимо направляющих лопаток 130 и рабочих лопаток 120. На рабочих лопатках 120 рабочая среда 113 расширяется с отдачей им импульса, так что рабочие лопатки 120 приводят в действие ротор 103, а он - состыкованную с ним рабочую машину.
Подвергаемые воздействию горячей рабочей средой 113 конструктивные компоненты во время эксплуатации газовой турбины 100 находятся под термической нагрузкой. Направляющие лопатки 130 и рабочие лопатки 120 первой, если смотреть в направлении течения рабочей среды 113, ступени 112 турбины наряду с облицовывающими кольцевую камеру 110 сгорания теплозащитными элементами термически нагружаются в наименьшей степени.
Чтобы выдерживать имеющиеся там температуры, они могут охлаждаться охлаждающим средством.
Точно так же основы (покрываемые поверхности) конструктивных компонентов могут иметь ориентированную структуру, то есть они являются монокристаллическими (SX-структура) или имеют только продольно ориентированные зерна (DS-структура).
В качестве материала для конструктивных компонентов, в частности для лопаток 120, 130 турбины, и для конструктивных компонентов камеры 110 сгорания используются, например, жаропрочные сплавы на основе железа, никеля или кобальта.
Такие жаропрочные сплавы известны, например, из ЕР 1204776 В1, ЕР 1306454, ЕР 1319729 А1, WO 99/67435 или WO 00/44949.
Направляющая лопатка 130 имеет обращенный к внутреннему корпусу 138 турбины 108 хвостовик направляющей лопатки (здесь не представлен) и противолежащую этому хвостовику вершину направляющей лопатки. Вершина направляющей лопатки обращена к ротору 103 и установлена на крепежном кольце 140 статора 143.
Фиг.6 показывает на виде в перспективе рабочую лопатку 120 или направляющую лопатку 130 гидравлической машины, которая простирается вдоль продольной оси 121.
Гидравлическая машина может представлять собой газовую турбину самолета или электростанции для производства электрической энергии, паровую турбину или компрессор.
Лопатка 120, 130 имеет следующие друг за другом вдоль продольной оси 121: крепежную область 400, примыкающую к ней полку 403 лопатки, а также рабочую сторону 406 лопатки и вершину 415 лопатки.
В качестве направляющей лопатки 130 лопатка 130 может иметь на своей вершине 415 другую полку (не представлена).
В крепежной области 400 образован хвостовик 183 лопатки, который служит для крепления рабочих лопаток 120, 130 на валу или на диске (не представлено).
Хвостовик 183 лопатки, например, снабжен Т-образной головкой. Также возможны другие выполнения в виде елочного хвостовика или хвостовика в виде ласточкиного хвоста.
Лопатка 120, 130 имеет для среды, которая протекает мимо рабочей стороны 406 лопатки, переднюю кромку 409 (кромка набегающего потока) и заднюю кромку 412 (кромка стекающего потока).
В случае традиционных лопаток 120, 130 во всех областях 400, 403, 406 лопатки 120, 130 используются, например, массивные металлические материалы, в частности жаропрочные сплавы.
Такие жаропрочные сплавы известны, например, из ЕР 1204776 В1, ЕР 1306454, ЕР 1319729 А1, WO 99/67435 или WO 00/44949.
При этом лопатка 120, 130 может быть изготовлена методом литья, также посредством направленной кристаллизации, посредством метода ковки, посредством метода фрезерования или их комбинации.
Детали с монокристаллической структурой или структурами используются в качестве конструктивных элементов для машин, которые при эксплуатации подвергаются воздействию высоких механических, термических и/или химических нагрузок.
Изготовление подобного рода монокристаллических деталей осуществляется, например, посредством направленной кристаллизации из расплава. При этом речь идет о методе литья, в процессе которого жидкий металлический сплав для монокристаллической структуры, то есть для монокристаллической детали, направленно кристаллизуется.
При этом дендритные кристаллиты ориентируются вдоль теплового потока и образуют либо жилокристаллическую зернистую структуру (столбчатую, то есть зерна, которые проходят по всей длине детали, и здесь, согласно общеупотребительной терминологии, называются как направленно кристаллизованные), либо монокристаллическую структуру, то есть вся деталь состоит из одного единственного кристалла. В этом способе необходимо устранить переход к равноосной (поликристаллической) кристаллизации, так как посредством ненаправленного роста неизбежно образуются поперечные и продольные границы зерен, которые сводят на нет хорошие свойства направленно закристаллизовавшегося или монокристаллического конструктивного элемента.
Если вообще говорить о направленно закристаллизованной текстуре, то под этим предполагается как монокристаллы, которые не имеют никаких границ зерен или имеют самое большее малоугловые границы зерен, так и жилокристаллические структуры, которые имеют проходящие в продольном направлении границы зерен, но не имеют никаких поперечных границ зерен. В случае этих дважды упомянутых кристаллических структур также говорят о направленно закристаллизованной текстуре (directionally solidified structures).
Такие методы известны из US 6024792 и ЕР 0892090 А1; эти публикации в отношении метода кристаллизации представляют собой часть настоящего раскрытия.
Точно так же лопатки 120, 130 могут иметь покрытия от коррозии или окисления, например MCrAlX; где М - это по меньшей мере один элемент из группы: железо (Fe), кобальт (Co), никель (Ni), Х - это активный элемент и представляет собой иттрий (Y), и/или кремний, и/или по меньшей мере один элемент из редкоземельных металлов, соответственно гафний (Hf). Такие сплавы известны из ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 1306454 А1.
Плотность предпочтительным образом находится около 95% теоретической плотности.
На MCrAlX-слое (в качестве промежуточного слоя или в качестве самого внешнего слоя) образуется защищающий слой из оксида алюминия (TGO = thermal grown oxide layer = термически выращенный оксидный слой).
Предпочтительным образом состав защитного слоя имеет Co-30Ni-28Cr-8Al-0,6Y-0,7Si или Co-28Ni-24Cr-10Al-0,6Y. Наряду с этими защитными покрытиями на основе кобальта также предпочтительным образом используются защитные слои на основе никеля, как например Ni-10Cr-12Al-0,6Y-3Re, или Ni-12Co-21Cr-11Al-0,4Y-2Re, или Ni-25Co-17Cr-10Al-0,4Y-1,5Re.
На MCrAlX может еще иметься теплоизоляционный слой, который предпочтительным образом представляет собой самый внешний слой и состоит, например, из ZrO2, Y2O3-ZrO2, то есть он не является частично или полностью стабилизированным посредством оксида иттрия, и/или оксида кальция, и/или оксида магния.
Теплоизоляционный слой покрывает весь MCrAlX-слой. Посредством подходящего способа нанесения покрытия, как например электронно-лучевого напыления (EB-PVD), создаются жилообразные зерна в теплоизоляционном слое.
Также являются допустимыми другие методы нанесения покрытия, например процесс воздушно-плазменного напыления (APS), LPPS (плазменное напыление в среде низкого давления), VPS (вакуумно-плазменное напыление) или CVD (химическое осаждение из паровой фазы). Теплоизоляционный слой может иметь пористые, обладающие микро- или макротрещинами тела для улучшенной устойчивости против теплового удара. То есть теплоизоляционный слой предпочтительным образом является более пористым, чем MCrAlX-слой.
Лопатка 120, 130 может быть выполнена полой или массивной. Если лопатка 120, 130 должна охлаждаться, то она является полой и, при необходимости, еще имеет (обозначенные пунктиром) отверстия 418 пленочного охлаждения.
Фиг.7 показывает камеру 110 сгорания газовой турбины 100. Камера 110 сгорания, например, сформирована в виде, так называемой, кольцевой камеры сгорания, в случае которой множество расположенных в окружном направлении вокруг оси 102 вращения горелок 107 оканчиваются в общем пространстве 154 камеры сгорания и создают факелы 156. Для этого камера сгорания в своей совокупности выполнена в виде кольцеобразной структуры, которая позиционирована вокруг оси 102 вращения.
Для достижения сравнительно высокого коэффициента полезного действия камера 110 сгорания рассчитана для сравнительно высокой температуры рабочей среды М приблизительно 1000°С до 1600°С. Чтобы даже в случае этих неблагоприятных для материалов эксплуатационных параметров обеспечить возможность сравнительно долгого срока службы, стенка 153 камеры сгорания на своей обращенной к рабочей среде М стороне снабжена образованной из теплозащитных элементов 155 внутренней облицовкой.
Кроме того, вследствие высоких температур во внутреннем пространстве камеры 110 сгорания для теплоизоляционных элементов 155, соответственно для их удерживающих элементов, может быть предусмотрена охлаждающая система. В таком случае теплоизоляционные элементы 11 являются, например, полыми и, при необходимости, еще имеют оканчивающиеся в пространстве 154 камеры сгорания охлаждающие отверстия (не представлены).
Каждый теплоизоляционный элемент 155 из сплава со стороны рабочей среды оснащен особенно термостойким (жаростойким) защитным слоем (MCrAlX-слой и/или керамическое покрытие) или изготовлен из стойкого к воздействию высоких температур материала (массивные керамические кирпичи).
Эти защитные слои могут быть аналогичны лопаткам турбины, то есть это означает, например, MCrAlX: "M" представляет собой, по меньшей мере, один элемент из группы: железо (Fe), кобальт (Со), никель (Ni), "Х" представляет собой активный элемент и представляет собой иттрий (Y), и/или кремний, и/или по меньшей мере один элемент из редкоземельных металлов, соответственно гафний (Hf). Такие сплавы известны из ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 1306454 А1.
На MCrAlX может еще иметься, например, керамический теплоизоляционный слой, который состоит, например, из ZrO2, Y2O3-ZrO2, то есть он не является частично или полностью стабилизированным посредством оксида иттрия, и/или оксида кальция, и/или оксида магния.
Посредством подходящего способа нанесения покрытия, как например электронно-лучевого напыления (EB-PVD), создаются жилообразные зерна в теплоизоляционном слое.
Также являются допустимыми другие методы нанесения покрытия, например процесс воздушно-плазменного напыления (APS), LPPS (плазменное напыление в среде низкого давления), VPS (вакуумно-плазменное напыление) или CVD (химическое осаждение из паровой фазы). Теплоизоляционный слой может иметь пористые, обладающие микро- или макротрещинами тела для улучшенной устойчивости против теплового удара.
Реновация (refurbishment = восстановление) означает, что лопатки 120, 130 турбины, теплоизоляционные элементы 155 после своего использования, при необходимости, должны освобождаться от защитных слоев (например, посредством пескоструйной обработки). После этого осуществляется удаление коррозионных и/или окислительных слоев, соответственно продуктов коррозии или окисления. При необходимости также еще восстанавливаются/исправляются трещины в лопатке 120, 130 турбины или в теплоизоляционном элементе 155. После этого осуществляется повторное нанесение покрытия на лопатки 120, 130 турбины, теплоизоляционные элементы 155 и возобновляется использование лопаток 120, 130 турбины или теплоизоляционных элементов 155.
| название | год | авторы | номер документа |
|---|---|---|---|
| АНАЛИЗ ПОВЕРХНОСТИ ДЛЯ ОБНАРУЖЕНИЯ ЗАКРЫТЫХ ОТВЕРСТИЙ И УСТРОЙСТВО | 2010 |
|
RU2532616C2 |
| ЭЛЕМЕНТ ГОРЕЛКИ И ГОРЕЛКА С ПОКРЫТИЕМ ИЗ ОКСИДА АЛЮМИНИЯ И СПОСОБ ПОКРЫТИЯ ЭЛЕМЕНТА ГОРЕЛКИ | 2008 |
|
RU2447361C2 |
| МАТРИЦА И СЛОИСТАЯ СИСТЕМА С НЕСТЕХИОМЕТРИЧЕСКИМИ ЧАСТИЦАМИ | 2007 |
|
RU2412277C2 |
| ПОКРЫТИЕ ДЛЯ ДЕТАЛИ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ ЖЕЛЕЗА, ИЛИ НИКЕЛЯ, ИЛИ КОБАЛЬТА | 2006 |
|
RU2392349C2 |
| СПОСОБ ВОССТАНОВЛЕНИЯ ЛОПАТКИ ТУРБИНЫ, СНАБЖЕННОЙ ПО МЕНЬШЕЙ МЕРЕ ОДНОЙ ПЛАТФОРМОЙ | 2011 |
|
RU2527509C2 |
| РАСПЫЛИТЕЛЬНОЕ СОПЛО И СПОСОБ АТМОСФЕРНОГО НАПЫЛЕНИЯ, УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ И ПОКРЫТАЯ ДЕТАЛЬ | 2010 |
|
RU2519415C2 |
| МАТЕРИАЛ И СИСТЕМА СЛОЕВ | 2006 |
|
RU2395624C2 |
| НАНО- И МИКРОСТРУКТУРНОЕ КЕРАМИЧЕСКОЕ ТЕРМОБАРЬЕРНОЕ ПОКРЫТИЕ | 2010 |
|
RU2518850C2 |
| СЛОИСТАЯ СИСТЕМА ПОКРЫТИЯ СО СЛОЕМ MCRALX И СЛОЕМ, БОГАТЫМ ПО ХРОМУ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2542870C2 |
| СВАРОЧНЫЙ ПРИСАДОЧНЫЙ МАТЕРИАЛ, ПРИМЕНЕНИЕ СВАРОЧНОГО ПРИСАДОЧНОГО МАТЕРИАЛА И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2505616C2 |
Способ определения толщины слоя покрываемой лопатки турбины включает измерение посредством лазерной триангуляции лопатки турбины перед и во время или после нанесения покрытия. Толщину слоя рассчитывают из различных измерений лопатки турбины с учетом деформации лопатки турбины. По меньшей мере одну опорную точку на лопатке турбины используют, чтобы определить деформацию лопатки турбины, причем опорная точка находится на массивном хвостовике лопатки. Технический результат - обеспечение неразрушающего метода измерения. 6 з.п. ф-лы, 8 ил.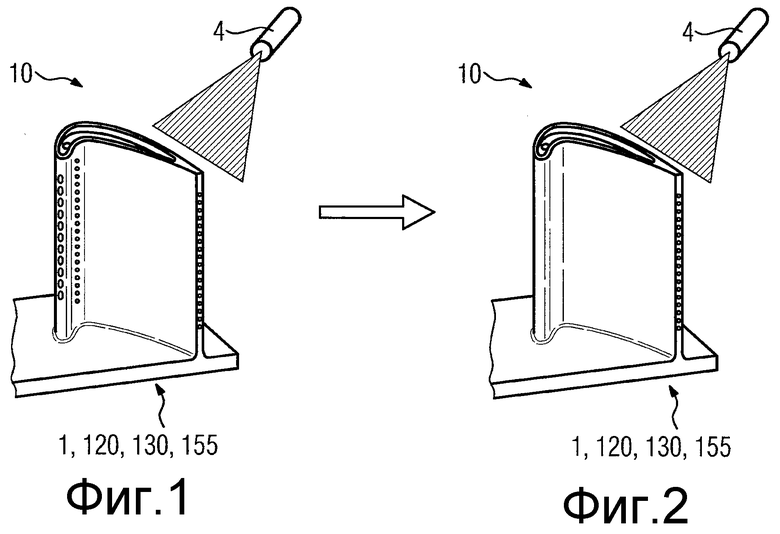
1. Способ определения толщины слоя покрываемой лопатки турбины,
в котором лопатку турбины перед (I) и во время или после (III) нанесения (II) покрытия подвергают измерению посредством лазерной триангуляции и
толщину слоя рассчитывают из различных измерений (V) лопатки турбины,
причем учитывают деформацию лопатки турбины, и
в котором, по меньшей мере, одну опорную точку на лопатке турбины используют, чтобы определить деформацию лопатки турбины, причем опорная точка находится на массивном хвостовике лопатки.
2. Способ по п.1, в котором измерение толщины слоя осуществляют только локально, в частности точечно.
3. Способ по п.1, в котором после нанесения покрытия на лопатку турбины осуществляют лазерное триангуляционное измерение.
4. Способ по п.1, в котором во время нанесения покрытия на лопатку турбины осуществляют лазерное триангуляционное измерение.
5. Способ по п.1, в котором измерение толщины слоя осуществляют в нескольких позициях (13′, 13′′, …).
6. Способ по п.1, в котором измерение толщины слоя осуществляют по большой поверхности.
7. Способ по п.1, в котором измерение толщины слоя осуществляют только перед и только после нанесения покрытия.
| US 2007279645 A1, 06.12.2007 | |||
| DE 10313888 A1, 28.10.2004, | |||
| US 2006246213 A1, 02.11.2006, | |||
| Приспособление для ручного пластования махорки на корню | 1949 |
|
SU82035A1 |

