Изобретение относится к способу анализа поверхности для обнаружения закрытых отверстий.
При ремонте турбинных лопаток необходимо удалять израсходованный керамический защитный слой и наносить снова после ремонта. При этом во время процесса нанесения покрытия частично или полностью закрываются имеющиеся отверстия для охлаждающего воздуха. Возможность определения положения и ориентации осей отверстий для охлаждающего воздуха полностью или частично исключается. До настоящего времени отверстия частично идентифицировали за счет нахождения небольших углублений керамического слоя и/или небольших отверстий и открывали с помощью ручной обработки. Надежной регулируемой системы нет.
Поэтому задачей изобретения является решение указанной проблемы.
Задача решена с помощью способа, согласно пунктам 1, 6 формулы изобретения, и устройства, согласно пункту 7 формулы изобретения.
В зависимых пунктах формулы изобретения указаны другие предпочтительные признаки, которые можно произвольно комбинировать друг с другом для обеспечения других преимуществ.
На прилагаемых чертежах изображено:
фиг.1, 2, 3 - схема выполнения способа;
фиг.4 - газовая турбина;
фиг.5 - турбинная лопатка;
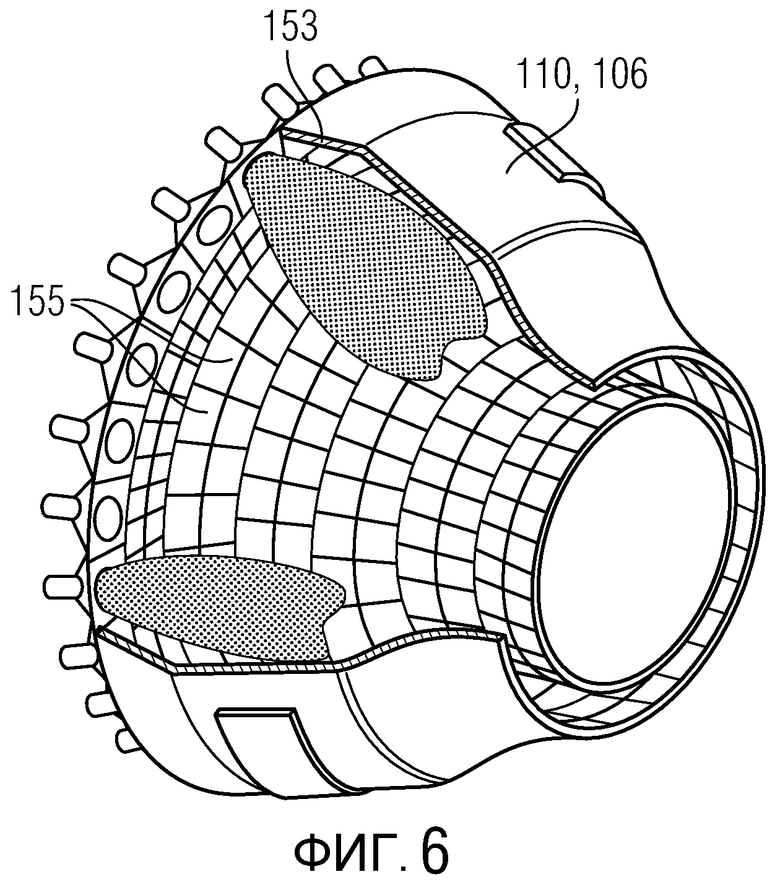
фиг.6 - камера сгорания;
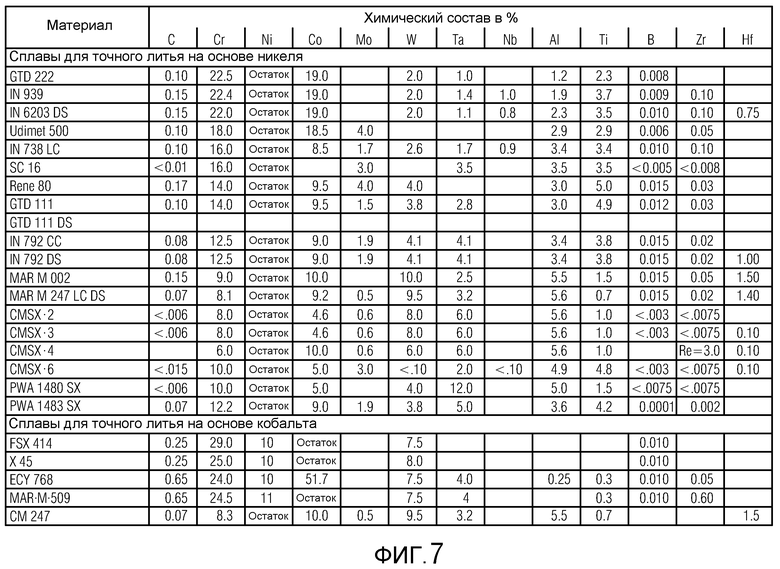
фиг.7 - список жаропрочных сплавов.
Описание и фигуры представляют лишь примеры выполнения изобретения.
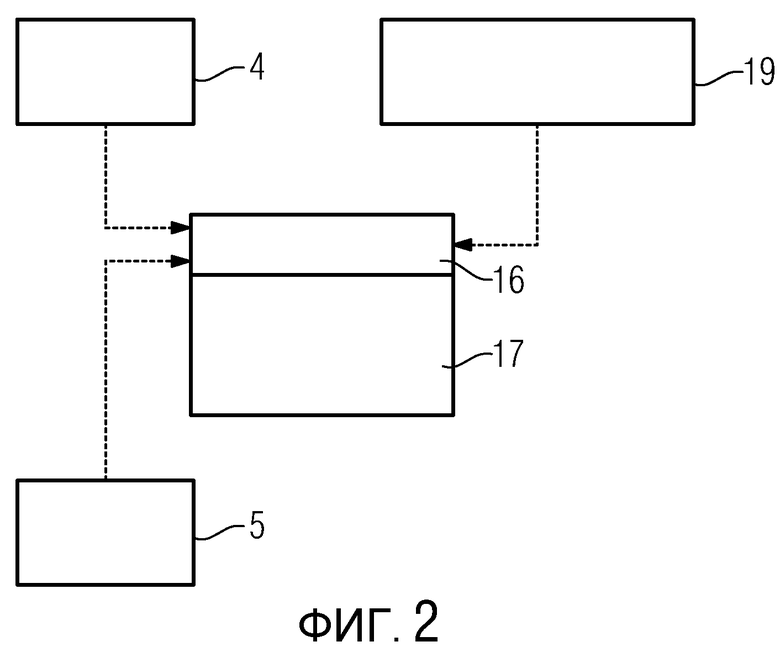
На фиг.1 показана модель 4 покрытия для определения геометрических данных двух отверстий с покрытием (не изображено).
Показана также модель 19 маски с теоретическими предположениями относительно положения 7', 7” по меньшей мере одного отверстия и ориентации 13', 13” отверстия. Модель 19 маски можно также определять посредством измерения не снабженного покрытием конструктивного элемента 120, 130. Предпочтительно с помощью триангуляционного способа измерения можно определять поверхность изогнутых плоскостей с приемлемым разрешением в течение очень короткого времени в нескольких измерениях. Лопатку 120, 130, в данном случае в качестве примера, сканируют в состоянии без покрытия в соответствующих местах для определения положения отверстий и/или положения осей отверстий. Эти данные используют затем в вычислительном блоке 16 в качестве модели 19 маски (см. фиг.1, 2). Можно также применять известные геометрические данные конструктивных элементов 120, 130 в качестве модели 19 маски, которые известны заранее, например, из процесса изготовления. В любом случае в одном комплекте данных должны иметься ось отверстия, угол отверстия (положение отверстия).
На фиг.2 показано, что вычислительный блок 16 получает данные модели 19 маски или известные геометрические данные 5, которые измерены.
После этого выполняют нанесение покрытия на конструктивный элемент 120, 130. Затем снабженный покрытием конструктивный элемент 120, 130 снова измеряют, в частности, с помощью лазерной триангуляции, за счет чего получают модель 4 покрытия.
В комбинации с предварительно определенной ориентацией 7', 7” отверстия или отверстий возможно точное определение положения и направления отверстий для охлаждающего воздуха в покрытом/закрытом состоянии.
В данном случае осуществляют итеративное сравнение обеих моделей 4, 19 до определения положения или середины отверстия и оси отверстия.
При этом используется положение углубления мульды 10', 10” полностью закрытого отверстия или положение 10', 10” частично закрытого отверстия с целью определения середины отверстия и положения оси незакрытого отверстия.
Можно также сравнивать окружной край мульды 10', 10” с окружным краем отверстия (см. фиг.3) с целью определения положения отверстия. При этом окружной край мульды 10', небольшой или большой, может иметь в зависимости от покрытия определенную ориентацию в окружном крае 7', в данном случае, например, концентричную (см. фиг.3). При нескольких отверстиях итеративным способом определяют для всех отверстий наилучшее совпадение. Лишь так можно снова открывать отверстия.
С помощью вычислительного блока можно затем определять среднюю точку отверстия (17 на фиг.2) и генерировать программу обработки для открывания отверстий, которая обеспечивает удаление покрытия из отверстия. Наряду с определением с помощью вычислительного блока данных положения и угла для отверстий для охлаждающего воздуха под покрытием в данном случае решающим преимуществом является, прежде всего, точное положение отверстия для охлаждающего воздуха для каждой отдельной лопатки и в каждом состоянии изготовления. Коробление лопатки 120, 130 во время нанесения покрытия в настоящее время можно прогнозировать лишь с помощью эмпирических способов. Применяемый в данном случае метод позволяет проверять это прогнозирование и определять точное положение (стадия 17 на фиг.2).
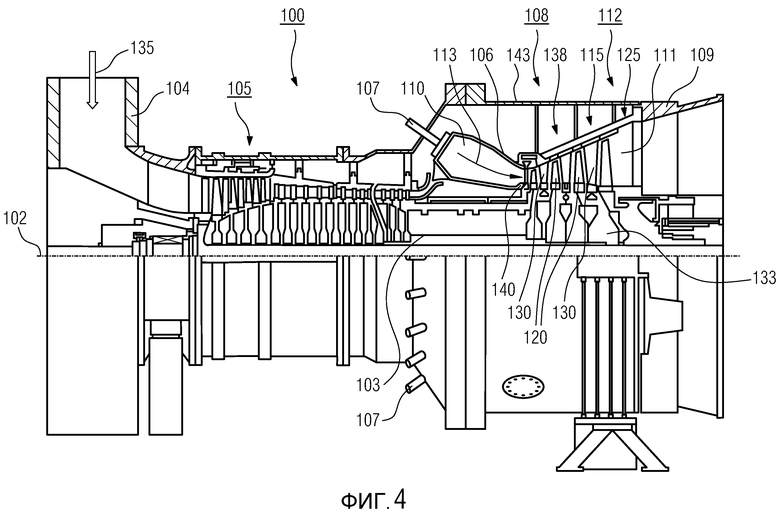
На фиг.4 показана в качестве примера газовая турбина 100 в частичном продольном разрезе.
Газовая турбина 100 имеет внутри установленный с возможностью вращения вокруг оси 102 вращения ротор 103 с валом, который называется также ротором турбины. Вдоль ротора 103 следуют друг за другом корпус 104 всасывания, компрессор 105, имеющая, например, форму тора камера 110 сгорания, в частности, кольцеобразная камера сгорания, с несколькими коаксиально расположенными горелками 107, турбина 108 и корпус 109 отработавших газов. Кольцевая камера 110 сгорания соединена, например, с кольцеобразным каналом 11 горячего газа. Там образованы, например, четыре включенные друг за другом турбинные ступени 112 турбины 108. Каждая турбинная ступень 112 образована, например, из двух колец лопаток. В направлении прохождения потока рабочей среды 113 в канале 111 горячего газа за рядом 115 направляющих лопаток следует образованный из рабочих лопаток 120 ряд 125.
При этом направляющие лопатки 130 закреплены на внутреннем корпусе 138 статора 143, в то время как рабочие лопатки 120 ряда 125 установлены с помощью турбинного диска 133 на роторе 103. С ротором 103 соединен генератор или рабочая машина (не изображены).
Во время работы газовой турбины 100 воздух 135 всасывается компрессором 105 через корпус 104 всасывания и сжимается. Получающийся на расположенном на стороне турбины конце компрессора 105 сжатый воздух направляется к горелкам 107 и там смешивается с топливом. Затем смесь с образованием рабочей среды 113 сжигается в камере 110 сгорания. Оттуда поток рабочей среды 113 проходит вдоль канала 111 горячего газа по направляющим лопаткам 130 и рабочим лопаткам 120. На рабочих лопатках 120 рабочая 113 среда расширяется с отдачей импульса движения, так что рабочие лопатки 120 приводят во вращение ротор 103 и тем самым соединенную с ним рабочую машину.
Подвергаемые воздействию рабочей среды 113 конструктивные элементы подвергаются во время работы газовой турбины 100 термическим нагрузкам. Направляющие лопатки 130 и рабочие лопатки 120 первой в направлении потока рабочей среды 113 турбинной ступени 112 подвергаются наряду с покрывающими кольцевую камеру 110 сгорания элементами тепловой защиты максимальным термическим нагрузкам. Для выдерживания имеющихся там температур их можно охлаждать с помощью охлаждающего средства. Подложки конструктивных элементов могут также иметь направленную структуру, т.е. монокристаллическую структуру (структуру SX), или иметь лишь продольно ориентированные зерна (структуру DS). В качестве материала для конструктивных элементов, в частности, для турбинных лопаток 120, 130 и конструктивных элементов камеры 110 сгорания применяют, например, жаропрочные сплавы на основе железа, никеля и кобальта. Такие жаропрочные сплавы известны, например, из ЕР 1204776 В1, ЕР 1306454, ЕР 1319729 А1, WO 99/67435 или WO 00/44949.
Направляющая лопатка 130 имеет обращенный к внутреннему корпусу 138 турбины хвостовик направляющей лопатки (здесь не изображен) и лежащую противоположно хвостовику головку направляющей лопатки. Головка направляющей лопатки обращена к ротору 103 и закреплена на крепежном кольце 140 статора 143.
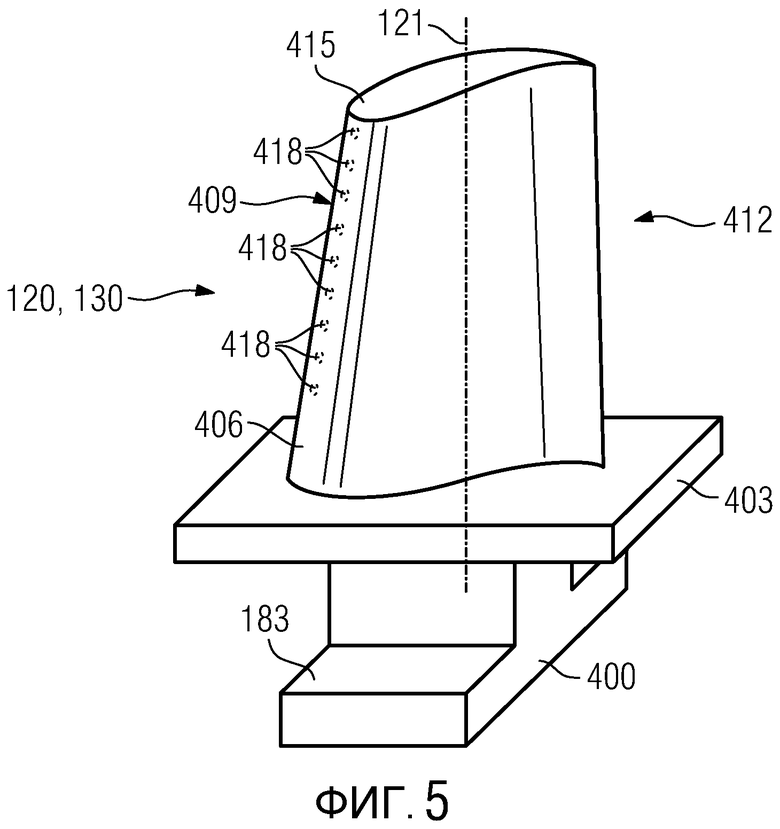
На фиг.5 показана в изометрической проекции рабочая лопатка 120 или направляющая лопатка 130 турбомашины, которая проходит вдоль продольной оси 121.
Турбомашина может быть газовой турбиной самолета или электростанции для генерирования электроэнергии, паровой турбиной или компрессором.
Лопатка 120, 130 имеет вдоль продольной оси 121 следующие друг за другом крепежную зону 400, примыкающую к ней платформу 403 лопатки, а также перо 406 лопатки и вершину 415 лопатки. В качестве направляющей лопатки 130 лопатка 130 может иметь на своей вершине 415 лопатки другую платформу (не изображена).
В крепежной зоне 400 образован хвостовик 183 лопатки для крепления рабочих лопаток 120, 130 на валу или диске (не изображен). Хвостовик лопатки 183 выполнен, например, в виде молотковой головки. Возможны другие выполнения хвостовика, такие как елочкой или в виде ласточкина хвоста. Лопатка 120, 130 имеет для среды, которая набегает на перо 406 лопатки, переднюю кромку 409 и заднюю кромку 412.
В обычных лопатках 120, 130 во всех зонах 400, 403, 406 лопатки 120, 130 применяют, например, массивные металлические материалы, в частности жаропрочные сплавы. Такие жаропрочные сплавы известны, например, из ЕР 1204776 В1, ЕР 1306454, ЕР 1319729 А1, WO 99/67435 или WO 00/44949. При этом лопатка 120, 130 может быть изготовлена с помощью способа литья, также с помощью направленного затвердевания, способом фрезерования или их комбинаций.
Детали с монокристаллической структурой или структурами используются в качестве конструктивных элементов для машин, которые при работе подвергаются высоким механическим, термическим и/или химическим нагрузкам. Изготовление таких монокристаллических деталей осуществляют, например, посредством направленного затвердевания из расплава. При этом речь идет о способах литья, в которых жидкий металлический сплав затвердевает в монокристаллическую структуру, т.е. в монокристаллическую деталь, или направленно. При этом дендритные кристаллы ориентируются вдоль теплового потока и образуют либо столбчатую кристаллическую структуру зерна (столбчатая, т.е. зерна проходят по всей длине детали и называются в данном случае как направленно затвердевшие), либо монокристаллическую структуру, т.е. вся деталь состоит из одного единственного кристалла. В этих способах необходимо предотвращать переход к шаровому (поликристаллическому) затвердеванию, поскольку за счет ненаправленного роста обязательно образуются поперечные и продольные границы зерен, которые сводят на нет хорошие свойства направленно затвердевшей или монокристаллической детали. Когда речь идет в целом о направленно затвердевших структурах, то под этим понимаются как монокристаллы, которые имеют небольшие границы зерна или в крайнем случае малоугловые границы зерен, а также столбчатые кристаллические структуры, которые хотя имеют проходящие в продольном направлении границы зерен, однако не имеют поперечных границ зерен. Эти кристаллические структуры называются также направленно затвердевшими структурами (directionally solidified structures). Такие способы известны из US-PS 6024792 или ЕР 0892090 А1.
Лопатки 120, 130 могут также иметь покрытия от коррозии или окисления (например, MCrAlX, где М является по меньшей мере одним элементом из группы железо (Fe), кобальт (Co), никель (Ni), Х является активным элементом и обозначает иттрий (Y) и/или кремний и/или по меньшей мере один редкоземельный элемент, например, гафний (Hf)). Такие сплавы известны из ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 1306454 А1. Плотность предпочтительно составляет 95% теоретической плотности. На слое MCrAlX (в качестве промежуточного слоя или в качестве наружного слоя) образуется защитный слой оксида алюминия (TGO=thermal grown oxide layer - термически выращенный слой оксида).
Предпочтительно, слой имеет состав Co-30Ni-28Cr-8Al-0,6Y-0,7Si или Co-28Ni-24Cr-10Al-0,6Y. Наряду с этими защитными покрытиями на основе кобальта применяются также предпочтительно защитные слои на основе никеля, такие как Ni-10Cr-12Al-0,6Y-3RE, или Ni-12Со-21Cr-11Al-0,4Y-2RE или Ni-25Со-17Cr-10Al-0,4Y-1,5RE.
На слое MCrAlX может иметься еще теплоизоляционный слой, который предпочтительно является самым наружным слоем и состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не является частично или полностью стабилизированным с помощью оксида иттрия, и/или оксида кальция, и/или оксида магния. Теплоизоляционный слой покрывает весь слой MCrAlX. С помощью подходящих способов нанесения покрытия, таких как, например, испарения с помощью электронного луча (EB-PVD), в теплоизоляционном слое создаются столбчатые зерна. Возможны другие способы нанесения покрытия, например плазменного напыления в атмосфере (APS), LPPS, VPS или CVD. Теплоизоляционный слой может иметь пористые, имеющие микротрещины или макротрещины зерна для лучшей стойкости к тепловому удару. Теплоизоляционный слой также предпочтительно более пористый, чем слой MCrAlX.
Лопатка 120, 130 может быть выполнена полой или сплошной. Когда необходимо охлаждать лопатку 120, 130, то она является полой и имеет при необходимости еще отверстия 418 пленочного охлаждения (изображены штриховыми линиями).
На фиг.6 показана камера 110 сгорания газовой турбины 100. Камера 110 сгорания выполнена, например, в виде так называемой кольцевой камеры сгорания, в которой несколько расположенных в окружном направлении вокруг оси 102 вращения горелок 107 входят в общее пространство 154 камеры сгорания с образованием пламени 156. Для этого камера 110 сгорания выполнена в целом в виде кольцеобразной структуры, которая расположена вокруг оси 102 вращения.
Для достижения сравнительно высокого коэффициента полезного действия камера 110 сгорания выполнена для сравнительно высоких температур рабочей среды М примерно 1000-1600ºС. Для обеспечения также при этих неблагоприятных для материалов условиях длительного срока службы стенка 153 камеры сгорания на своей обращенной к рабочей среде стороне снабжена образованной из теплозащитных элементов 155 внутренней облицовкой.
На основании высоких температур внутри камеры 110 сгорания может быть дополнительно предусмотрена для теплозащитных элементов 155, соответственно для удерживающих их элементов, система охлаждения. В этом случае теплозащитные элементы 155 выполнены полыми и имеют при необходимости входящие в пространство 154 камеры сгорания охлаждающие отверстия (не изображены).
Каждый теплозащитный элемент 155 из сплава на стороне рабочей среды снабжен особенно жаростойким защитным слоем (слоем MCrAlX и/или керамическим покрытием) или изготовлен из стойкого к высоким температурам материала (массивных керамических кирпичей). Эти защитные слои могут быть аналогичными защитным слоям для турбинных лопаток, т.е., например, слоем MCrAlX, где М является по меньшей мере одним элементом из группы железо (Fe), кобальт (Co), никель (Ni), Х является активным элементом и обозначает иттрий (Y), и/или кремний, и/или по меньшей мере один редкоземельный элемент, например гафний (Hf). Такие сплавы известны из ЕР 0486489 В1, ЕР 0786017 В1, ЕР 0412397 В1 или ЕР 1306454 А1.
На слое MCrAlX может иметься еще, например, керамический теплоизоляционный слой, который состоит, например, из ZrO2, Y2O3-ZrO2, т.е. он не является частично или полностью стабилизированным с помощью оксида иттрия, и/или оксида кальция, и/или оксида магния.
С помощью подходящих способов нанесения покрытия, таких как, например, испарения с помощью электронного луча (EB-PVD) в теплоизоляционном слое, создаются столбчатые зерна. Возможны другие способы нанесения покрытия, например плазменного напыления в атмосфере (APS), LPPS, VPS или CVD. Теплоизоляционный слой может иметь пористые, имеющие микротрещины или макротрещины зерна для лучшей стойкости к тепловому удару.
Регенерация означает, что турбинные лопатки 120, 130, теплозащитные элементы 155 после их использования необходимо, возможно, освобождать от защитных слоев (например, с помощью пескоструйной обработки). После этого осуществляется удаление слоев, соответственно продуктов коррозии и/или окисления. При необходимости ремонтируют также трещины в турбинной лопатке 120, 130 или в теплозащитном элементе 155. После этого осуществляют снова нанесение покрытия на турбинные лопатки 120, 130, теплозащитные элементы 155 и снова используют турбинные лопатки 120, 130 или теплозащитные элементы 155.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗМЕРЕНИЯ ТОЛЩИНЫ СЛОЯ ПОСРЕДСТВОМ ЛАЗЕРНОЙ ТРИАНГУЛЯЦИИ | 2010 |
|
RU2541440C2 |
| СПОСОБ ЭЛЕКТРОХИМИЧЕСКОГО УДАЛЕНИЯ МЕТАЛЛИЧЕСКОГО ПОКРЫТИЯ С КОНСТРУКТИВНОЙ ДЕТАЛИ | 2007 |
|
RU2405070C2 |
| РАСПЫЛИТЕЛЬНОЕ СОПЛО И СПОСОБ АТМОСФЕРНОГО НАПЫЛЕНИЯ, УСТРОЙСТВО ДЛЯ ПОКРЫТИЯ И ПОКРЫТАЯ ДЕТАЛЬ | 2010 |
|
RU2519415C2 |
| МАТРИЦА И СЛОИСТАЯ СИСТЕМА С НЕСТЕХИОМЕТРИЧЕСКИМИ ЧАСТИЦАМИ | 2007 |
|
RU2412277C2 |
| СПЛАВ НА ОСНОВЕ НИКЕЛЯ, ПРИМЕНЕНИЕ И СПОСОБ | 2012 |
|
RU2567140C2 |
| ЭЛЕМЕНТ ГОРЕЛКИ И ГОРЕЛКА С ПОКРЫТИЕМ ИЗ ОКСИДА АЛЮМИНИЯ И СПОСОБ ПОКРЫТИЯ ЭЛЕМЕНТА ГОРЕЛКИ | 2008 |
|
RU2447361C2 |
| ПОКРЫТИЕ ДЛЯ ДЕТАЛИ ИЗ ЖАРОПРОЧНОГО СПЛАВА НА ОСНОВЕ ЖЕЛЕЗА, ИЛИ НИКЕЛЯ, ИЛИ КОБАЛЬТА | 2006 |
|
RU2392349C2 |
| МОНОКРИСТАЛЛИЧЕСКАЯ СВАРКА НАПРАВЛЕННО УПРОЧНЕННЫХ МАТЕРИАЛОВ | 2010 |
|
RU2516021C2 |
| НАНО- И МИКРОСТРУКТУРНОЕ КЕРАМИЧЕСКОЕ ТЕРМОБАРЬЕРНОЕ ПОКРЫТИЕ | 2010 |
|
RU2518850C2 |
| СВАРОЧНЫЙ ПРИСАДОЧНЫЙ МАТЕРИАЛ, ПРИМЕНЕНИЕ СВАРОЧНОГО ПРИСАДОЧНОГО МАТЕРИАЛА И КОНСТРУКТИВНЫЙ ЭЛЕМЕНТ | 2009 |
|
RU2505616C2 |
Способ анализа поверхности подлежащих открыванию по меньшей мере частично закрытых отверстий конструктивного элемента после нанесения покрытия, в котором конструктивный элемент измеряют с незакрытыми отверстиями в состоянии без покрытия и генерируют модель маски с помощью измерения посредством лазерной триангуляции. Модель содержит по меньшей мере положение отверстий и ориентацию их продольных осей. Выполняют измерение с помощью лазерной триангуляции снабженного покрытием конструктивного элемента и закрытых за счет этого по меньшей мере частично отверстий. Созданный так комплект данных представляет модель покрытия. Модель маски сравнивают с моделью покрытия для обеспечения возможности обнаружения закрытых отверстий. Наилучшее возможное соответствие модели маски и модели покрытия определяют посредством итерации. Технический результат - обеспечение определения положения и ориентации осей отверстий после нанесения покрытия. 3 н. и 2 з.п. ф-лы, 7 ил.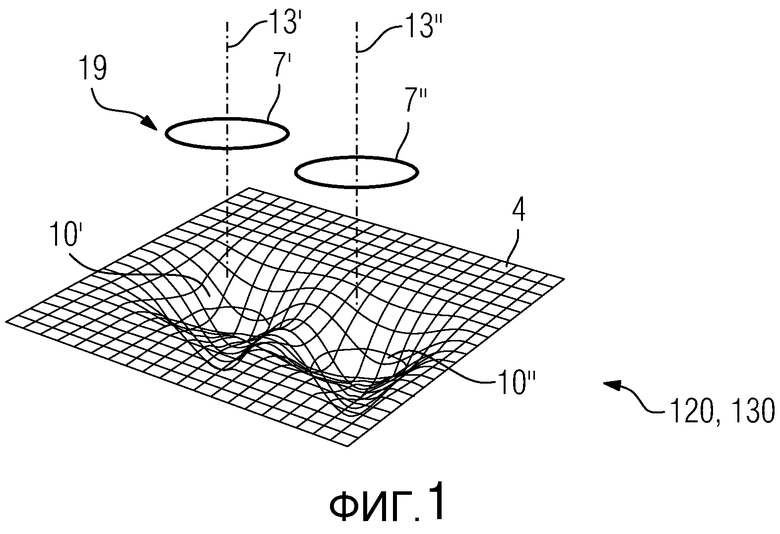
1. Способ анализа поверхности подлежащих открыванию по меньшей мере частично закрытых отверстий конструктивного элемента (120, 130) после нанесения покрытия, в котором
конструктивный элемент (120, 130) измеряют с незакрытыми отверстиями в состоянии без покрытия и генерируют модель (19) маски с помощью измерения посредством лазерной триангуляции, при этом модель (19) содержит по меньшей мере положение отверстий, а также ориентацию их продольных осей,
и выполняют измерение с помощью лазерной триангуляции, снабженного покрытием конструктивного элемента (120, 130) и закрытых за счет этого по меньшей мере частично отверстий,
при этом созданный так комплект данных представляет модель (4) покрытия, и
модель (19) маски сравнивают с моделью (4) покрытия для обеспечения возможности обнаружения закрытых отверстий,
при этом наилучшее возможное соответствие модели (19) маски и модели (4) покрытия определяют посредством итерации.
2. Способ по п.1, в котором обнаруживают полностью закрытые отверстия, в частности обнаруживают лишь закрытые отверстия.
3. Способ по п.1, в котором обнаруживают частично закрытые отверстия, в частности обнаруживают лишь частично закрытые отверстия.
4. Способ открывания снова покрытых отверстий конструктивного элемента (120, 130), в котором положение и ориентацию отверстий обнаруживают с помощью способа по любому из пп.1, 2 или 3, и открывание снова отверстий осуществляют с помощью программы обработки, которую генерируют посредством сравнения модели (19) маски и модели (4) покрытия.
5. Устройство для выполнения способа по любому из пп.1, 2 или 3, которое имеет:
держатель для конструктивного элемента (120, 130),
конструктивный элемент (120, 130),
измерительный датчик, в частности датчик для лазерной триангуляции,
вычислительный блок с блоком памяти для модели (19) маски и модели (4) покрытия и для итеративного определения положения и ориентации отверстий и, в частности, для генерирования программы обработки.
| US 6524395 B1, 25.02.2003, | |||
| WO 2009016367 A1, 05.02.2009, | |||
| US 2006157456 A1, 20.07.2006 | |||
| US 2002076097 A1, 20.06.2002 | |||
| EP 1941965 A1, 09.07.2008 | |||
| Способ очищения креозота | 1923 |
|
SU2144A1 |

