Изобретение относится к области обработки длинномерных изделий из сталей и сплавов и может быть использовано в металлургической и машиностроительной отраслях промышленности при обработке изделий, преимущественно стальных труб.
Наиболее распространенными способами нагрева печей для обработки металлических длинномерных изделий являются конвективный нагрев и индукционный нагрев.
К недостаткам нагрева металла индукционным способом следует отнести большие капитальные затраты на установку и использование машинного высокочастотного генератора или тиристорного преобразователя, а также значительные потери электрической мощности при рассеивании магнитного потока в воздушном зазоре между заготовкой и индуктором.
Известен электрический нагрев металла перед прокаткой индукционным или контактным способом (Линчевский Б.В., Соболевский А.Л., Кальменев А.А. Металлургия черных металлов. - М.: Металлургия, 1999. - с.265). Способ позволяет нагревать металл с большей скоростью по сравнению с пламенными печами, регулировать скорость нагрева, более равномерно нагревать заготовку по сечению, уменьшить окисление поверхности и угар металла в окалину, увеличить производительность печей.
К недостаткам нагрева металла контактным способом следует отнести большие капитальные затраты на источник питания высокой мощности, большие токи, высокий расход электроэнергии, что делает данный способ неэффективным.
Известен «Способ полимеризации» (патент РФ №2002183, опубл. 30.10.1993, F27B 1/09, F27D 7/04), согласно которому предварительно перед началом процесса полимеризации за 40-45 минут включают цеховую приточно-вытяжную вентиляцию, нагревательные элементы, приводя в движение для равномерного разогрева транспортер. После выхода устройства на температурный режим, который автоматически поддерживается датчиком, на пластины верхнего горизонтального участка транспортера укладывают алюминиевые тубы с нанесенным полимерным материалом. Вместе с транспортером тубы через окно загрузки поступают в камеру нагрева в зону предварительно сушки, где лак высушивается при 120-130°C в течение 2 мин. Одновременно через окно поступает свежий воздух, который нагревается от электронагревателей. В результате конвективно-радиационного теплообмена тубы нагреваются до заданной температуры.
Недостатком указанного способа является:
- неравномерное распределение температуры в печи ввиду неточного расположения систем нагрева печи и вентиляции и циркуляции, а также их конструктивного выполнения, что влияет на качество изделия;
- незначительное количество (до 30%) всего объема печи с равномерной рабочей температурой, объясняющееся наличием в рабочем пространстве печи зон перегрева, что негативно влияет на качество изготавливаемой продукции, так как в таких условиях процесс полимеризации по всей площади обрабатываемой детали проходит неравномерно;
- низкая экологическая безопасность, так как продукты полимеризации, во время работы печи, через различные технологические отверстия, в т.ч. щели, поступают в цех, что негативно влияет на здоровье обслуживающего персонала, что в целом снижает эффективность способа нагрева.
Наиболее близким по технической сущности к заявляемому техническому решению является «Способ оплавления и полимеризации в печи порошковых покрытий» (патент РФ №2278907, опубл. 27.06.2006 г., МПК C23C 26/00, C26C 26/02, F27B 9/06), включающий загрузку изделий в печь, их нагрев с осуществлением полимеризации покрытия и охлаждения. Перед проведением нагрева в рабочем пространстве печи создают разряжение посредством предварительного включения системы вентиляции и циркуляции. После нагрева до заданной температуры производят периодическое отключение и включение электронагревателя печи, при этом осуществляют выброс воздуха из печи. Для поддержания заданной температуры по всему рабочему объему печи через по меньшей мере одно технологическое отверстие в печь периодически подают порцию холодного воздуха. Затем осуществляют охлаждение, при котором электронагреватель окончательно отключают, а насыщенный продуктами полимеризации воздух удаляют из печи, создают разряжение и подают в печь новую порцию холодного воздуха. Для осуществления нагрева используют электронагреватель, выполненный из стальных пластин и прямоугольных металлических трубок.
К недостаткам данного способа можно отнести:
- неравномерный нагрев по всей площади нагреваемого изделия;
- малую производительность из-за долгого ожидания нагрева изделия до заданной температуры;
- неэффективное использование потока нагретого воздуха, выделяемого нагревателем, так как теплообмен при нагревании изделия происходит при ламинарном движении потоков нагретого воздуха, что также уменьшает время нагрева и производительность;
- некачественный нагрев и полимеризацию, так как поверхности, которые нагревают и на которые наносят покрытие, во время нагрева и полимеризации контактируют с иными поверхностями;
- низкую экологическую безопасность, так как продукты полимеризации, во время работы печи, через различные технологические отверстия, в т.ч. щели, поступают в цех, что негативно влияет на здоровье обслуживающего персонала, в целом данный способ является неэффективным.
Предлагаемое изобретение направлено на устранение недостатков, присущих аналогам и прототипу.
Решаемой технической задачей изобретения является создание высокоэффективного способа нагрева длинномерных изделий и полимеризации порошковых покрытий в печи за счет повышения производительности печи и коэффициента полезного действия путем качественного, точного, эффективного нагрева длинномерных изделий и качественной, равномерной полимеризации порошкового покрытия.
Технический результат достигается тем, что в способе нагрева длинномерных изделий, например стальных труб, и полимеризации порошковых покрытий в печи, заключающемся в предварительном нагреве печи до заданной температуры от источника нагрева, загрузке изделий, нагреве изделий до заданной температуры и регулировании температуры и далее полимеризации покрытия с последующим охлаждением, в качестве источника тепла вводят поток нагретых газов от газотурбинного двигателя газотурбинной электростанции к дымоходу в камеры печи для нагрева изделия и в камеры печи для полимеризации нанесенного порошкового покрытия, автоматически регулируют направление потока нагретых газов и его объем, поступающего в камеры печи, с помощью тяги, создаваемой дымоходом и газотурбинным двигателем, а также регулируют температуру потока нагретых газов до заданной, причем в камерах печи для нагрева изделия поток нагретых газов направляют по спирали к наружной и внутренней поверхностям вращающегося изделия, обеспечивая теплообмен при турбулентном движении потока нагретых газов для равномерного и эффективного нагрева, а в камерах печи для полимеризации поток нагретых газов направляют на стенки самих камер печи, при этом производя предварительный нагрев и загрузку первой камеры печи партии изделий с последующим нагревом ее до заданной температуры в камере первой печи, лишний объем утилизируют во вторую камеру печи и последующие для предварительного нагрева, а выдерживают изделия в первой камере печи определенное время для удаления различных коррозионно-активных сред, уменьшающих адгезионную прочность.
Новизной данного изобретения является:
- в качестве источников тепла и электроэнергии вводят поток нагретых газов от газотурбинной электростанции;
- регулируют температуру потока нагретых газов с помощью эжекторов и температурных датчиков;
- направляют поток нагретых газов как к наружной, так и к внутренней поверхностям, при этом регулируя угол атаки потока нагретых газов.
Техническая сущность способа поясняется чертежами.
На фиг.1 показано устройство печи;
на фиг.2 показана камера печи №1 и №2;
на фиг.3 показана камера печи №3 и №4, где
1 - газотурбинная электростанция;
2 - газотурбинный двигатель;
3 - выпускной коллектор;
4 - впускной коллектор;
5 - заслонки;
6, 7, 8, 9, 10, 11, 12, 13 - воздуховоды, направляющие поток нагретых газов в камеры печи;
14, 16, 18, 20, 22, 24, 26, 28 - эжекторы, регулирующие температуру потока нагретых газов, поступающих в камеры печи;
15, 17, 19, 21, 23, 25, 27, 29 - температурные датчики, контролирующие температуру потока нагретых газов, поступающих в камеры печи;
30 - дымоотвод, направляющий из камер печи «лишний» объем нагретых газов в дымоход;
31, 32, 33 - воздуховоды, направляющие «лишний» объем нагретых газов в камеры печи для их предварительного нагрева;
34 - боковые сопла камер печи №1 и №2, направляющие поток нагретых газов на внутренние поверхности труб и регулирующие угол атаки потока нагретых газов;
35 - нижние жалюзийные решетки камер печи №1 и №2, направляющие поток нагретых газов на наружные поверхности труб и регулирующие угол атаки потока нагретых газов;
36 - боковые жалюзийные решетки камер печи №3 и №4, регулирующие направление потока нагретых газов;
37 - нижние жалюзийные решетки камер печи №3 и №4, регулирующие направление потока нагретых газов;
38 - рекуператор, нагревающий, с помощью «лишнего» объема нагретых газов, чистый воздух, поступающий во впускной коллектор;
39 - дымоход;
40 - специальная оснастка;
41 - стальные трубы;
42 - рельсовая подвесная система;
43 - фильтрующий элемент;
44 - камера печи №1;
45 - камера печи №2;
46 - камера печи №3;
47 - камера печи №4;
48 - устройство дробеструйной очистки;
49 - устройство нанесения праймера;
50 - устройство нанесения порошкового покрытия;
51, 52, 53 - заслонки;
54, 55, 56, 57 - регулирующие устройства, регулируют угол нижних жалюзийных решеток.
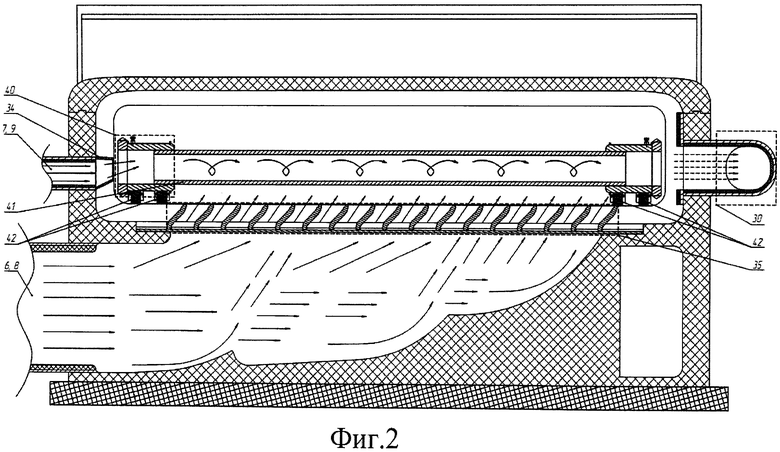
Первая камера печи №1 - (44) и камера печи №2 (45) (по конструкции одинаковы), показаны на фиг.2, где
6, 7, 8, 9 - воздуховоды, направляющие поток нагретых газов в камеры печи №1 и №2;
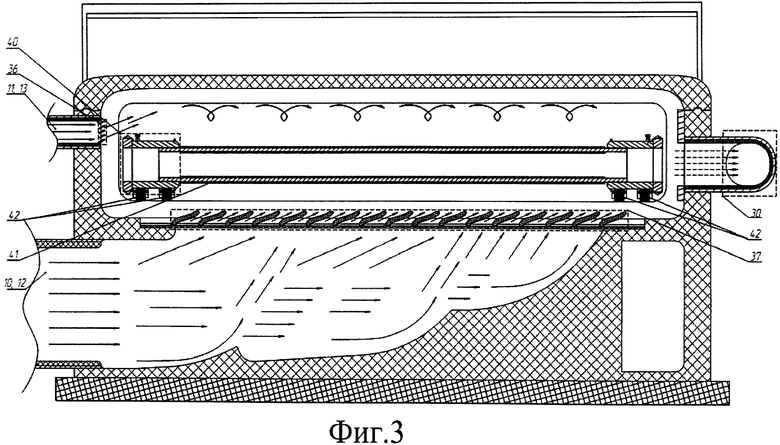
Камера печи №3 (46) и №4 (47) (по конструкции одинаковы) показаны на фиг.3, где
10, 11, 12, 13 - воздуховоды, направляющие поток нагретых газов в камеры печи №3 и №4;
В камере печи №1 (44) стальные трубы 41 нагревают до температуры 390-420°C и выдерживают около часа. Данный диапазон температур позволяет удалить с поверхностей изделия среды, уменьшающие адгезионную прочность, в частности масляные включения. Также при данном диапазоне температур материал изделия не подвергается структурным изменениям.
В камере печи №2 (45) стальные трубы 41 нагревают до температуры 180-250°C. Данный диапазон температур предусмотрен требованиями нормативных документов по нанесению различных порошковых покрытий.
В камере печи №3 (46) происходит полимеризация слоя праймера при температуре 100-250°C. Данный диапазон температур предусмотрен требованиями нормативных документов по нанесению различных порошковых покрытий.
В камере печи №4 (47) происходит полимеризация слоя (слоев) порошкового покрытия при температуре 100-250°C. Данный диапазон температур предусмотрен требованиями нормативных документов по нанесению различных порошковых покрытий.
Перед началом работы, на концы стальных труб 41 устанавливают специальные оснастки 40, предусмотренные данным способом, придающие стальным трубам 41 вращательное движение во время их нагрева и полимеризации порошковых покрытий, нанесенных на наружную и внутреннюю поверхности. Далее с пульта управления задается режим работы газотурбинной электростанции 1. После этого запускается газотурбинная электростанция 1. В течение, примерно, пяти минут газотурбинная электростанция 1 набирает номинальную скорость пуска и нагружения (рабочий режим).
Во время пуска и в рабочем режиме газотурбинной электростанции 1 потоки нагретых газов газотурбинного двигателя 2 поступают в выпускной коллектор 3. Выпускной коллектор 3 с помощью заслонок 5, регулирующихся автоматически, регулирует направление (поступление) потоков и объема, поступающего в камеры печи 44, 45, 46, 47, нагретых газов. Заслонки 5 обеспечивают допуск потока нагретых газов в нужный(е) воздуховод(ы), при этом регулируют объем нагретых газов, поступающих в камеры печи 44, 45, 46, 47.
Через выпускной коллектор 3 и с помощью заслонок 5 основной поток нагретых газов поступает в камеру печи №1 (44) для ее предварительного нагрева до температуры 390-420°C, при этом эжекторы 14, 16 и температурные датчики 15, 17, установленные соответственно на воздуховоды 6, 7, регулируют температуру потока нагретых газов. Потоки нагретых газов направляют в камеру печи №1 (44) через воздуховоды 6, 7 и установленные на их концы боковые сопла 34 и нижние жалюзийные решетки 35. Боковые сопла 34 регулируют направление потока нагретых газов, поступающих через воздуховод 7. Нижние жалюзийные решетки 35 регулируют направление и угол атаки потока нагретых газов, поступающих через воздуховод 6, с помощью регулирующего устройства 54.
Во время предварительного нагрева камер печи 44, 45, 46, 47, нагрева, «выдержки» стальных труб 41 и полимеризации порошковых покрытий, нанесенных на наружную и внутреннюю поверхности, из-за постоянного, непрерывного поступления потока нагретых газов повышается плотность и давление в камерах печи 44, 45, 46, 47, что препятствует интенсивности турбулентного движения частиц и увеличивает нагрузку на лопасти газотурбинного двигателя 2. Для устранения этой проблемы «лишний» объем нагретых газов из камеры №1 (44) утилизируют либо через воздуховоды 31, 32, 33 в следующую камеру печи 45, 46, 47, соответственно, для ее предварительного нагрева, либо через дымоотвод 30 в дымоход 39 и регулируют направление «лишнего» объема нагретого заслонками 51, 52, 53. При этом либо площадь поперечного сечения дымоотвода 30 и дымохода 39 должна быть больше площади поперечных сечений воздуховодов 6, 7, 8, 9, 10, 11, 12, 13, через которые в камеры печи 44, 45, 46, 47 поступает поток нагретых газов, для создания тяги в дымоходе 39, либо устанавливают дефлектор дымохода, который будет создавать требуемую тягу в дымоотводе 30 и дымоходе 39.
После того как в камере печи №1 (44) установилась требуемая температура, стальные трубы 41, в количестве 10 штук (1ая партия), транспортируют в камеру печи №1 (44) одним из известных способов, например на рельсовой подвесной системе 42 цепным приводом поступательного движения, и нагревают.
Во время нагрева стальных труб 41 поток нагретых газов, поступающих через боковые сопла 34 камеры печи №1 (44), направляют на внутреннюю поверхность стальной трубы 41 и направляют по спирали, чтобы придать потоку нагретых газов турбулентное движение. Это уменьшает время нагрева стальных труб 41, способствуя повышению производительности печи и эффективному использованию тепла потока нагретых газов.
Во время нагрева стальных труб 41 поток нагретых газов, поступающих через нижние жалюзийные решетки 35 камеры печи №1 (44), направляют на наружную поверхность стальной трубы 41 и направляют по спирали, с помощью регулирующего устройства 54, чтобы придать потоку нагретых газов турбулентное движение. Это уменьшает время нагрева стальных труб 41, способствуя повышению производительности печи и эффективному использованию тепла потока нагретых газов.
Во время нагрева стальным трубам 41 придают вращательное движение с помощью специальных оснасток 40, предусмотренных данным способом, установленных на концы стальных труб 41, исключающих контакт наружной поверхности стальных труб 41 с иными поверхностями, что делает нагрев стальных труб 41 более качественным и равномерным.
После того как стальные трубы 41 нагрелись до заданной температуры, их выдерживают при заданной температуре в камере печи №1 (44) около часа («выдержка») для удаления с поверхностей масляных включений и других веществ, уменьшающих адгезионную прочность.
Одновременно с нагревом и «выдержкой» стальных труб 41 в камере печи №1 (44) из газотурбинного двигателя 2 в воздуховод 8, с помощью выпускного коллектора 3 и заслонок 5, и/или из камеры печи №1 (44), с помощью дымоотвода 30, заслонки 51 и воздуховода 31, в камеру печи №2 (45) поступает поток нагретых газов для ее предварительного нагрева до заданной температуры (180-250°C).
Далее, после «выдержки», по данному способу производят механическую очистку поверхностей стальных труб 41 с помощью специального устройства 48.
Камера печи №2 (45).
После механической очистки стальные трубы 41 (первая партия) транспортируют в камеру печи №2 (45), где уже установилась требуемая температура 180-250°C для нагрева стальных труб 41.
Во время нагрева стальных труб 41 поток нагретых газов, поступающих через боковые сопла 34 камеры печи №2 (45), направляют на внутреннюю поверхность стальной трубы 41 и направляют по спирали, чтобы придать потоку нагретых газов турбулентное движение. Это уменьшает время нагрева стальных труб 41, способствуя повышению производительности печи и эффективному использованию тепла потока нагретых газов.
Во время нагрева стальных труб 41 поток нагретых газов, поступающих через нижние жалюзийные решетки 35 камеры печи №2 (45), направляют на наружную поверхность стальной трубы 41 и направляют по спирали, с помощью регулирующего устройства 55, чтобы придать потоку нагретых газов турбулентное движение. Это уменьшает время нагрева стальных труб 41, способствуя повышению производительности печи и эффективному использованию тепла потока нагретых газов.
Во время нагрева стальным трубам 41 придают вращательное движение с помощью специальных оснасток 40, предусмотренных данным способом, установленных на концы стальных труб 41, исключающих контакт наружной поверхности стальных труб 41 с иными поверхностями, что делает нагрев стальных труб 41 более качественным и равномерным.
Одновременно с нагревом стальных труб 41 в камере печи №2 (45) поток нагретых газов, поступающий из газотурбинного двигателя 2 в воздуховоды 6, 7, с помощью выпускного коллектора 3 и заслонок 5, нагревает стальные трубы 41, в количестве 10 штук (2-я партия), до заданной температуры (390-420°C), которые были транспортированы в камеру печи №1 (44) вышесказанным способом;
поток нагретых газов, поступающий из газотурбинного двигателя 2 в воздуховод 22, с помощью выпускного коллектора 3 и заслонок 5, и/или из камеры печи №2 (45), с помощью дымоотвода 30, заслонки 52 и воздуховода 32, поступает в камеру печи №3 (46) для ее предварительного нагрева до заданной температуры (100-250°C).
После того как в камере печи №2 (45) стальные трубы 41 нагрелись до заданной температуры, их транспортируют в место, где на наружную и внутреннюю поверхности стальных труб 41 наносят слой праймера с помощью специального устройства 49.
Камера печи №3 (46).
После нанесения на наружную и внутреннюю поверхности слоя праймера стальные трубы 41 транспортируют в камеру печи №3 (46), где уже установилась требуемая температура 100-250°C для полимеризации слоя праймера.
Во время полимеризации слоя праймера поток нагретых газов, поступающих через боковые жалюзийные решетки 36 камеры печи №3 (46), не направляют на внутреннюю поверхность стальной трубы 41, а направляют в зону камеры печи 46, где поток нагретых газов не контактирует с поверхностями стальных труб 41, на которые нанесены слои праймера. Это улучшает качество полимеризации слоя праймера, тем самым образуя глянцевую наружную поверхность покрытия.
Во время полимеризации слоя праймера поток нагретых газов, поступающих через нижние жалюзийные решетки 37 камеры печи №3 (46), не направляют на наружную поверхность стальной трубы 41, а направляют в зону камеры печи 46, с помощью регулирующего устройства 56, где поток нагретых газов не контактирует с поверхностями стальных труб 41, на которые нанесены слои праймера. Это улучшает качество полимеризации слоя праймера, тем самым образуя глянцевую наружную поверхность покрытия.
Во время полимеризации слоя праймера стальным трубам 41 придают вращательное движение с помощью специальных оснасток 40, предусмотренных данным способом, установленных на концы стальных труб 41, исключающих контакт наружной поверхности стальных труб 41 с иными поверхностями, что делает полимеризацию слоя праймера, нанесенного на поверхности стальных труб 41, более качественной и равномерной, тем самым образуя глянцевую наружную поверхность покрытия.
Одновременно с полимеризацией слоя праймера, нанесенного на поверхности стальных труб 41:
1) поток нагретых газов, поступающий из газотурбинного двигателя 2 в воздуховоды 6, 7, с помощью выпускного коллектора 3 и заслонок 5, нагревает стальные трубы 41, в количестве 10 штук (3-я партия), до заданной температуры (390-420°C), которые были транспортированы в камеру печи №1 (44) вышесказанным способом;
2) поток нагретых газов, поступающий из газотурбинного двигателя 2 в воздуховоды 8, 9, с помощью выпускного коллектора 3 и заслонок 5, и/или из камеры печи №1 (44), с помощью дымоотвода 30, заслонки 51 и воздуховода 31, нагревает стальные трубы 41, в количестве 10 штук (2-я партия), до заданной температуры (180-250°С), которые были транспортированы в камеру печи №2 (45) вышесказанным способом;
3) поток нагретых газов, поступающий из газотурбинного двигателя 2 в воздуховод 12, с помощью выпускного коллектора 3 и заслонок 5, и/или из камеры печи №3 (46), с помощью дымоотвода 30, заслонки 53 и воздуховода 33, поступает в камеру печи №4 (47) для ее предварительного нагрева до заданной температуры (100-250°C).
После того как в камере печи №3 (46) слой праймера, нанесенный на поверхности стальных труб 41, полимеризовался (спекание), их (стальные трубы 41) транспортируют в место, где на наружную и внутреннюю поверхности стальных труб 41 наносят слой (слои) порошкового покрытия с помощью специального устройства 50. Камера печи №4 (47).
После нанесения на наружную и внутреннюю поверхности слоя (слоев) порошкового покрытия стальные трубы 41 транспортируют в камеру печи №4 (47), где уже установилась требуемая температура 100-250°C для полимеризации слоя (слоев) порошкового покрытия.
Во время полимеризации слоя (слоев) порошкового покрытия поток нагретых газов, поступающих через боковые жалюзийные решетки 36 камеры печи №4 (47), не направляют на внутреннюю поверхность стальной трубы 41, а направляют в зону камеры печи 47, где поток нагретых газов не контактирует с поверхностями стальных труб 41, на которые нанесены слой (слои) порошкового покрытия. Это улучшает качество полимеризации слоя (слоев) порошкового покрытия, тем самым образуя глянцевую наружную поверхность покрытия.
Во время полимеризации слоя (слоев) порошкового покрытия поток нагретых газов, поступающих через нижние жалюзийные решетки 37 камеры печи №4 (47), не направляют на наружную поверхность стальной трубы 41, а направляют в зону камеры печи 47, с помощью регулирующего устройства 57, где поток нагретых газов не контактирует с поверхностями стальных труб 41, на которые нанесен слой (слои) порошкового покрытия. Это улучшает качество полимеризации слоя (слоев) порошкового покрытия, тем самым образуя глянцевую наружную поверхность покрытия.
Во время полимеризации слоя (слоев) порошкового покрытия стальным трубам 41 придают вращательное движение с помощью специальных оснасток 40, предусмотренных данным способом, установленных на концы стальных труб 41, исключающих контакт наружной поверхности стальных труб 41 с иными поверхностями, что делает полимеризацию слоя (слоев) порошкового покрытия, нанесенного на поверхности стальных труб 41, более качественной и равномерной, тем самым образуя глянцевую наружную поверхность покрытия.
Одновременно с полимеризацией слоя (слоев) порошкового покрытия, нанесенного на поверхности стальных труб 41:
1) поток нагретых газов, поступающий из газотурбинного двигателя 2 в воздуховоды 6, 7, с помощью выпускного коллектора 3 и заслонок 5, нагревает стальные трубы 41, в количестве 10 штук (4-я партия), до заданной температуры (390-420°С), которые были транспортированы в камеру печи №1 (44) вышесказанным способом;
2) поток нагретых газов, поступающий из газотурбинного двигателя 2 в воздуховоды 8, 9, с помощью выпускного коллектора 3 и заслонок 5, и/или из камеры печи №1 (44), с помощью дымоотвода 30, заслонки 51 и воздуховода 31, нагревает стальные трубы 41, в количестве 10 штук (3-я партия), до заданной температуры (180-250°C), которые были транспортированы в камеру печи №2 (45) вышесказанным способом;
3) поток нагретых газов, поступающий из газотурбинного двигателя 2 в воздуховоды 10, 11, с помощью выпускного коллектора 3 и заслонок 5, и/или из камеры печи №2 (45), с помощью дымоотвода 30, заслонки 52 и воздуховода 32, поступает в камеру печи №3 (46) для полимеризации слоя праймера, нанесенного на поверхности стальных труб 41 (2-я партия) при температуре (100-250°C), которые были транспортированы в камеру печи №3 (46) вышесказанным способом;
4) «лишний» объем нагретого газа из камеры печи №4 (47) через дымоотвод 30 и рекуператор 38, нагревающий чистый воздух, отправляют в дымоход 39, затем нагретый чистый воздух поступает в входной коллектор 4 газотурбинного двигателя 2, что увеличивает КПД печи.
Далее, после полимеризации, стальные трубы 41 поступают на место охлаждения холодной водой наружного покрытия и контроля толщины и сплошности нанесенного покрытия.
В качестве примера длинномерных изделий из сталей и сплавов в данном описании выбраны стальные трубы из сплавов Сталь 20 (Сталь 30) с наружным диаметром 325 мм, толщиной 10 мм, длиной 12000 мм и количеством 10 штук.
Расчет времени нагрева длинномерных изделий
Нагрев металла в печах является очень важной операцией. Металл желательно нагревать быстро, т.к. в этом случае уменьшается его угар, увеличивается производительность печи и уменьшается удельный расход топлива на нагрев. Из этих соображений целесообразно выбирать оптимальный температурный режим печи, обеспечивающий, с одной стороны, быстрый нагрев металла, а с другой, не создающий в нагреваемом металле чрезмерных механических напряжений, которые могут привести к образованию трещин.
Продолжительность нагрева металла до заданной температуры является важным параметром, определяющим производительность печи и ее габаритные размеры.
Дано:
N (кол-во труб) = 10 шт.
Материал - Сталь 10; Сталь 20
mоб (общая масса) = 8880 кг /ГОСТ 20295-85/
l (длина трубы) = 12 м
C (длина окружности трубы) = 1,0205 м
dнар (наружный диаметр) = 0,325 м
V (объем 1-й трубы) = 0,12246 м3
S (толщина стенки трубы) = 10 мм = 0,01 м


ρ (плотность стальной трубы) = 7800 кг/м3
α - коэффициент теплоотдачи конвекцией, Вт/(м2·°C) /при турбулентном движении в трубах или между ними находится в интервале - 12-115 Вт/(м2·°C)/;
Расчет нагрева металла начинается с определения критерия Bi.
Критерий Bi проводит границу «тонких» и «массивных» тел.
Bi≤0,25 - тело «тонкое»
Bi>0,5 - тело «массивное»
Bi=α·S/λ
где S - прогреваемая толщина стенки трубы, м
S=0,01 м
λ - средний коэффициент теплопроводности, Вт/(м·°C)
λ20=51,9 Вт/(м·°С)
λ400=45 Вт/(м·°C)
λср=(λ20+λ400)/2=(51,9+45)/2=48,45 Вт/(м·°C)
α - коэффициент теплоотдачи конвекцией, Вт/(м2·°C) /при турбулентном движении в трубах или между ними находится в интервале - 12-115 Вт/(м2·°C)/; возьмем значение ближе к максимальному (100 Вт/м2·°C).
Bi=100·0,01/48,45=0,02 - тело «тонкое»
Расчет нагрева «тонких» тел в камере печи №1.
При расчете времени для тонкостенных труб следует использовать формулу
где S - прогреваемая толщина стенки трубы, м;
dнар - наружный диаметр трубы, м;
K′ - коэффициент, учитывающий способ укладки труб и зависящий от относительного расстояния между центрами труб m/dнар /где m - расстояние между центрами труб = 0,475 м, для одностороннего нагрева при m/dнар, составляющем 1,0; 1,5; 2,0, коэффициент K′ равен соответственно 0,5; 0,8; 1,0/;
m/dнар=0,475/0,325≈1,5⇒K′=0,8
α - коэффициент теплоотдачи конвекцией, Вт/(м2·°C) /при турбулентном движении в трубах или между ними находится в интервале - 12-115 Вт/(м2·°C)/; возьмем значение ближе к максимальному - 100 Вт/(м2·°C)
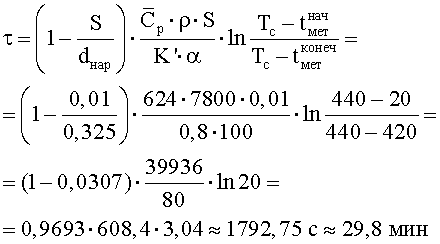
Так как нагрев производят наружной и внутренней поверхностей стальных труб, то время уменьшится примерно в 1,5-2,0 раза (среднее 1,75)
τфакт≈τ/1,75≈17 мин
Расчет нагрева «тонких» тел в камере печи №2.
При расчете времени для тонкостенных труб следует использовать формулу
где S - прогреваемая толщина стенки трубы, м;
dнар - наружный диаметр трубы, м;
K′ - коэффициент, учитывающий способ укладки труб и зависящий от относительного расстояния между центрами труб m/dнар /где m - расстояние между центрами труб=0,475 м, для одностороннего нагрева при m/dнар, составляющем 1,0; 1,5; 2,0, коэффициент K′ равен соответственно 0,5; 0,8; 1,0/;
m/dнар=0,475/0,325≈1,5⇒K'=0,8
α - коэффициент теплоотдачи конвекцией, Вт/(м2·°C) /при турбулентном движении в трубах или между ними находится в интервале - 12-115 Вт/(м2·°C)/; возьмем значение ближе к максимальному - 100 Вт/(м2·°C)
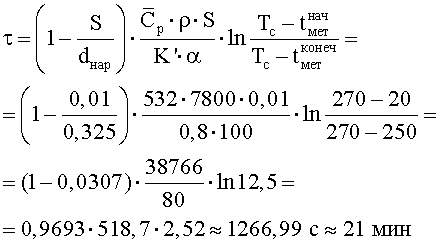
Так как нагрев производят наружной и внутренней поверхностей стальных труб, то время уменьшится примерно в 1,5-2,0 раза (среднее 1,75)
τфакт≈τ/1,75≈12 мин
Таблица времени нагрева наиболее часто применяемых стальных труб.
Расчет тепловой мощности газотурбинной электростанции:

где 
Дж/(кг·°C)


mм - масса нагретого или расплавленного металла (производительность печи), кг/с
mм=G/3600 кг/с
G - часовая производительность печи, кг/ч
mм=8880/3600=2,467 кг/с
Камера печи №1:

Q№2=624*(420-20)*2,467≈615764 Вт (Дж/с)
Камера печи №2:

Q№2=532*(250-20)*2,467≈301862 Вт (Дж/с)
Камера печи №3:

Q№4=532*(250-20)*2,467≈301862 Вт (Дж/с)
Камера печи №4:

Q№5=532*(250-20)*2,467≈301862 Вт (Дж/с)
Qпол=Q№1+ Q№2+Q№3+ Q№4+ Q№5=1521350 Вт (Дж/с)≈1,53 МВт
(«Теория, конструкции и расчеты металлургических печей». Т.2. «Расчеты металлургических печей». Мастрюков Б.С. М., «Металлургия», 1978, 272 с.).
Рассчитав примерное количество теплоты, требуемое для всего технологического процесса, можно выбрать (одну или более) газотурбинную электростанцию с нужными нам показателями (http://www.electrosnab.com/gazovye_ustanovki/katalog_gazoturbinnyx_ustanovok, а именно:
Температура выхлопных газов = 470-600°C (с примерным учетом потерь)
Тепловая мощность = 2,5-3,0 МВт (с примерным учетом потерь 15-30%)
Расход топлива (например, природный газ), не превышающий расход топлива (например, природный газ) горелок, применяемых для нагрева камер печей таких типов. Примерный суммарный расход топлива (например, природный газ) горелок, имеющих требуемые тепловые мощности (0,45-1,5 МВт)=450-500 м3/ч (http://www.staroruspribor.ru/catalog/gbl-15/), т.е. желательно не более 500 м3/ч.
Преимущества предлагаемого способа по сравнению с известными аналогами.
Предлагаемый способ нагрева длинномерных изделий и полимеризации порошковых покрытий в печи и по сравнению с аналогами:
1. Повышает равномерность нагрева наружной и внутренней поверхности стальной трубы за счет:
1.1. Придания вращательного движения стальным трубам специальными оснастками;
1.2. Направления потока нагретых газов на наружную и внутреннюю поверхности стальных труб;
2. Уменьшает время нагрева стальных труб за счет:
2.1. Придания вращательного движения стальным трубам специальными оснастками;
2.2. Направления потока нагретых газов на наружную и внутреннюю поверхности стальных труб;
2.3. Турбулентного движения потока нагретых газов в камере печи;
3. Повышает точность нагрева за счет регулирования температуры потока нагретых газов эжекционным способом и контролируя температуру потока нагретых газов температурными датчиками, установленными на воздуховоды;
4. Повышает эффективность нагрева стальных труб за счет увеличения площади контакта стальной трубы с потоком нагретых газов, которое достигается за счет направления потока нагретых газов непосредственно на наружную и внутреннюю поверхности стальных труб;
5. Повышает качество и равномерность полимеризации покрытий, нанесенных на наружную и внутреннюю поверхности стальных труб, за счет:
5.1. Придания вращательного движения стальным трубам специальными оснастками;
5.2. Исключения контакта наружной поверхности стальных труб с иными поверхностями;
5.3. Исключение прямого контакта потока нагретых газов с нанесенным покрытием;
6. Повышает производительность печи за счет:
6.1. Уменьшения времени нагрева стальных труб;
6.2. Увеличения количества нагреваемых изделий (партия = 10 шт.) с неизменными производимыми затратами;
7. Повышается КПД печи за счет:
7.1. Выработки электроэнергии;
7.2. Нагревания поступаемого в входной коллектор чистого воздуха;
7.3. Использования в качестве источника тепла поток нагретых газов (поток выхлопных газов) газотурбинный двигатель газотурбинной электростанции, способный обеспечить необходимым количеством тепла четыре камеры печи необходимые для данного технологического процесса, при этом заменяя четыре отдельные источники тепла (горелки), требуемые для каждой камеры печи;
8. Экономичней, за счет использования в качестве источника тепла поток нагретых газов (поток выхлопных газов) газотурбинного двигателя газотурбинной электростанции, расход которого не превышает суммарный расход отдельных источников тепла (горелок).
Положительными сторонами этого способа являются высокая эффективность путем повышения производительности и коэффициента полезного действия благодаря повышению качества, равномерности, точности, эффективности нагрева и полимеризации. Из описания сущности и примеров осуществления предлагаемого технического решения видно, что совокупность признаков, характеризующих это решение, не встречается у выявленных аналогов и прототипа. Исходя из этого можно сделать вывод о том, что данное техническое решение соответствует критерию изобретения ″новизна″.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ НАНЕСЕНИЯ ЗАЩИТНОГО КОРРОЗИОННО-СТОЙКОГО ПОКРЫТИЯ НА НАРУЖНУЮ И ВНУТРЕННЮЮ ПОВЕРХНОСТИ МЕТАЛЛИЧЕСКОЙ ТРУБЫ | 2013 |
|
RU2553742C1 |
| Способ формирования шероховатого полимерного защитного покрытия на обсадной трубе | 2015 |
|
RU2633206C2 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
| Установка обезвреживания твёрдых биоорганических отходов | 2020 |
|
RU2745945C1 |
| ОТОПИТЕЛЬНАЯ ПЕЧЬ ДЛИТЕЛЬНОГО ГОРЕНИЯ | 2013 |
|
RU2541968C1 |
| ПЕЧЬ ДЛИТЕЛЬНОГО ГОРЕНИЯ | 2013 |
|
RU2541969C1 |
| ПЕЧЬ ДЛИТЕЛЬНОГО ГОРЕНИЯ | 2013 |
|
RU2541971C1 |
| ПЕЧЬ БЫТОВАЯ | 2000 |
|
RU2266478C2 |
| ПЕЧЬ ДЛИТЕЛЬНОГО ГОРЕНИЯ | 2013 |
|
RU2531977C1 |
| СПОСОБ РАБОТЫ ОТОПИТЕЛЬНОГО КОТЛА В СИСТЕМЕ ОТОПЛЕНИЯ | 2020 |
|
RU2736684C1 |
Изобретение относится к способу нагрева длинномерных изделий из сталей и сплавов. Способ включает предварительный нагрев печи до заданной температуры от источника нагрева, загрузку изделий, нагрев изделий до заданной температуры и регулирование температуры, последующую полимеризацию покрытия с последующим охлаждением, отличающийся тем, что вводят поток нагретых газов от газотурбинного двигателя газотурбинной электростанции к дымоходу в камеры печи для нагрева изделия и в камеры печи для полимеризации нанесенного порошкового покрытия, автоматически регулируют направление и объем потока нагретых газов, поступающего в камеры печи, с помощью тяги, создаваемой дымоходом и газотурбинным двигателем, регулируют температуру потока нагретых газов до заданной температуры, причем в камерах печи для нагрева изделия поток нагретых газов направляют по спирали к наружной и внутренней поверхностям вращающегося изделия для обеспечения теплообмена при турбулентном движении потока нагретых газов и равномерного и эффективного нагрева, а в камерах печи для полимеризации поток нагретых газов направляют на стенки самих камер печи, при этом производят предварительный нагрев и загрузку первой камеры печи партией изделий с последующим нагревом ее до заданной температуры в первой камере печи, лишний объем утилизируют во вторую камеру печи и последующие для предварительного нагрева, и выдерживают изделия в первой камере печи для удаления различных коррозионно-активных сред, уменьшающих адгезионную прочность. Обеспечивается повышение производительности печи, эффективное использование тепла потока нагретых газов и увеличение КПД печи. 3 ил.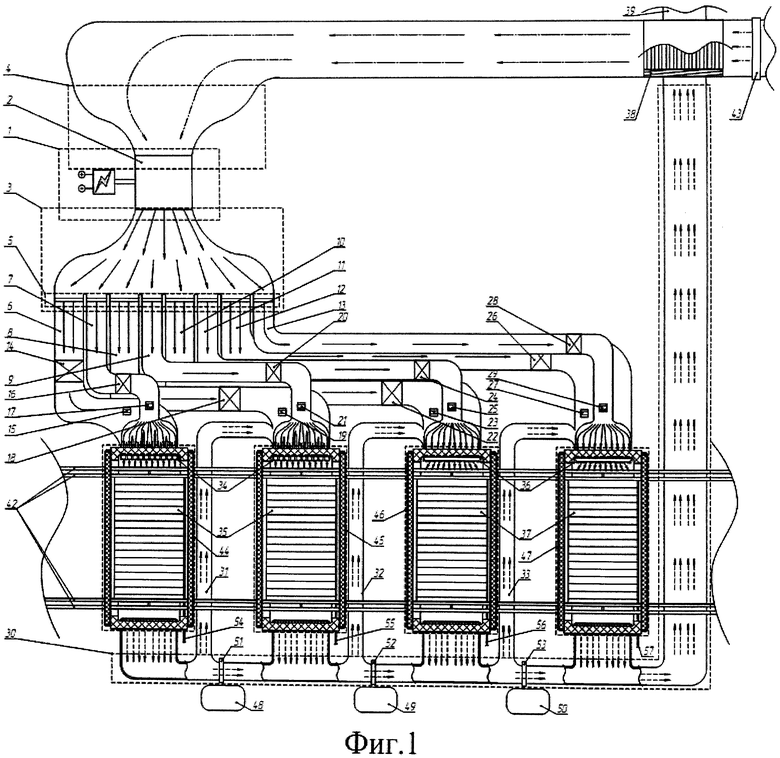
Способ нагрева длинномерных изделий, преимущественно стальных труб, включающий предварительный нагрев в многокамерной печи до заданной температуры от источника нагрева, загрузку изделий, нагрев изделий до заданной температуры и регулирование температуры, последующую полимеризацию покрытия с последующим охлаждением, отличающийся тем, что вводят поток нагретых газов от газотурбинного двигателя газотурбинной электростанции к дымоходу в камеры печи для нагрева изделия и в камеры печи для полимеризации нанесенного порошкового покрытия, автоматически регулируют направление и объем потока нагретых газов, поступающего в камеры печи, с помощью тяги, создаваемой дымоходом и газотурбинным двигателем, регулируют температуру потока нагретых газов до заданной температуры, причем в камерах печи для нагрева изделия поток нагретых газов направляют по спирали к наружной и внутренней поверхностям вращающегося изделия для обеспечения теплообмена при турбулентном движении потока нагретых газов и равномерного и эффективного нагрева, а в камерах печи для полимеризации поток нагретых газов направляют на стенки самих камер печи, при этом производят предварительный нагрев и загрузку первой камеры печи партией изделий с последующим нагревом ее до заданной температуры в первой камере печи, лишний объем утилизируют во вторую камеру печи и последующие для предварительного нагрева, и выдерживают изделия в первой камере печи для удаления различных коррозионно-активных сред, уменьшающих адгезионную прочность.
| СПОСОБ ОПЛАВЛЕНИЯ И ПОЛИМЕРИЗАЦИИ В ПЕЧИ ПОРОШКОВЫХ ПОКРЫТИЙ | 2004 |
|
RU2278907C1 |
| ПЕЧЬ ДЛЯ ПОЛИМЕРИЗАЦИИ ИЗОЛЯЦИОННОГО СЛОЯ ЭЛЕКТРИЧЕСКОГО РАЗДЕЛИТЕЛЯ | 2008 |
|
RU2374584C1 |
| RU 2002183 C1, 30.10.1993 | |||
| US 5868565 A, 09.02.1999 | |||
| WO 9521731 A1, 17.08.1995 | |||

