Предложенное к защите патентом Российской Федерации на изобретение техническое решение относится к способам нагрева и оплавления нанесенных на изделия полимерных порошковых покрытий и может быть использовано в любых областях промышленности для окрашивания изделий различной конфигурации.
Из уровня техники хорошо известны аналогичные способы.
Так, например, известен способ полимеризации (см. описание к патенту RU 2002183 C1, F 27 B 1/09, F 27 D 7/04, 30.10.1993) [1], согласно которому предварительно, перед началом процесса полимеризации за 40-45 минут включают цеховую приточно-вытяжную вентиляцию, нагревательные элементы, и приводя в движение для равномерного разогрева транспортер. После выхода устройства на температурный режим, который автоматически поддерживается датчиком, на пластины верхнего горизонтального участка транспортера укладывают алюминиевые тубы с нанесенным полимерным материалом. Вместе с транспортером тубы через окно загрузки поступают в камеру нагрева в зону предварительно сушки, где лак высушивается при 120-130°С в течение 2 мин. Одновременно через окно поступает свежий воздух, который нагревается от электронагревателей. В результате конвективно-радиационного теплообмена тубы нагреваются до заданной температуры
Также из уровня техники, в зарубежной патентной документации раскрыты способы оплавления и полимеризации порошковых материалов:
- "Method of heat treating articles and oven therefore" (см. описание к патенту US 5868565, F 27 В 9/02, 09.02.1999 [2],
- "Closed loop, inert atmosphere, paint line oven heat source" (см описание к патенту US 3787171, F 27 В 9/28, 29.01.1974) [3].
Согласно каждому из упомянутых способов [2 и 3] изделия загружают в печь, включают системы нагрева и вентиляции и циркуляции.
Наиболее близким к заявленному техническому решению является способ оплавления и полимеризации в печи порошковых полимерных покрытий, согласно которому изделия загружают в печь, включают системы нагрева и вентиляции и циркуляции (см. описание к патенту RU 9294 U1, 16.02.1999) [4].
Общими недостатками для всех указанных выше аналогов являются:
- неравномерное распределение температуры в печи ввиду не совсем точного расположения систем нагрева печи и вентиляции и циркуляции, а также их конструктивного выполнения,
- незначительное количество (до 30%) всего объема печи с равномерной рабочей температурой, объясняющееся наличием в рабочем пространстве печи зон перегрева и подстуживания, что негативно влияет на качество изготавливаемой продукции, т.к. в таких условиях процесс полимеризации по всей площади обрабатываемой детали проходит неравномерно,
- пожелтение красок, нанесенных на изделия ввиду образования в процессе работы печи газообразных продуктов полимеризации,
- низкая экологическая безопасность, т.к. продукты полимеризации, во время работы печи, через различные технологические отверстия, в т.ч. щели, поступают в цех, что негативно влияет на здоровье обслуживающего персонала.
Задачей, на решение которой направлено заявленное техническое решение является разработка принципиально нового способа оплавления и полимеризации в печи порошковых покрытий, позволяющего устранить указанные выше недостатки, присущие аналогичным способам.
Техническим результатом заявленного решения является улучшение качества обрабатываемых в печи изделий, с одновременным усовершенствованием процесса нагрева печи, вентиляции и циркуляции.
Указанная задача решается за счет того, что в способе оплавления и полимеризации в печи порошковых покрытий, включающем загрузку изделий в печь, их нагрев с осуществлением полимеризации покрытия и охлаждение, согласно заявленному техническому решению, перед проведением нагрева в рабочем пространстве печи создают разряжение посредством предварительного включения системы вентиляции и циркуляции, после нагрева до заданной температуры, производят периодическое отключение и включение электронагревателя печи, при этом осуществляют выброс воздуха из печи через выходное отверстие центробежного вентилятора системы циркуляции и вентиляции посредством периодического переключения регулировочного клапана вентилятора, для поддержания заданной температуры по всему рабочему объему печи через, по меньшей мере, одно технологическое отверстие в печь периодически подают новую порцию холодного воздуха, затем осуществляют охлаждение, при котором электронагреватель окончательно отключают, а насыщенный продуктами полимеризации воздух удаляют из печи, создают разряжение и подают в печь новую порцию холодного воздуха.
Кроме того, для осуществления нагрева используют электронагреватель, выполненный из стальных пластин и прямоугольных металлических трубок, изготовленных с отверстиями для размещения в них выполненных в виде трубок поддерживающих спирали стержней, а поддерживающие спирали стержни электронагревателя выполняют из мулитокремнеземистой керамики.
Кроме того, используют электронагреватель со спиралями из фехраля.
Кроме того, используют электронагреватель со стопорной пластиной.
Кроме того, используют электронагреватель с токовыводом, выполненным в виде стержня.
Кроме того, используют электронагреватель, спирали которого и стержень токовывода соединены сваркой с токовыводящей пластиной.
Кроме того, используют вентилятор с регулировочным клапаном в виде металлической пластины, закрепленной на оси.
Кроме того, регулировочный клапан вентилятора устанавливают с возможностью фиксации в различных положениях.
Ниже приводится описание представленных графических материалов одного из вариантов осуществления заявленного технического решения никоим образом не ограничивающего все возможные способы его реализации.
На фиг.1 - схематичное изображение печи полимеризации, в которой осуществляется заявленный способ, на фиг.2 - схематичное изображение центробежного вентилятора, на фиг.3 - схематичное изображение электронагревателя.
На фиг.1 представлены:
1 - корпус печи полимеризации,
11, 12, 13, 14 - секции высокотемпературных сэндвич-панелей (выполнены из базальта),
2 - электронагреватель,
3 - центробежный вентилятор,
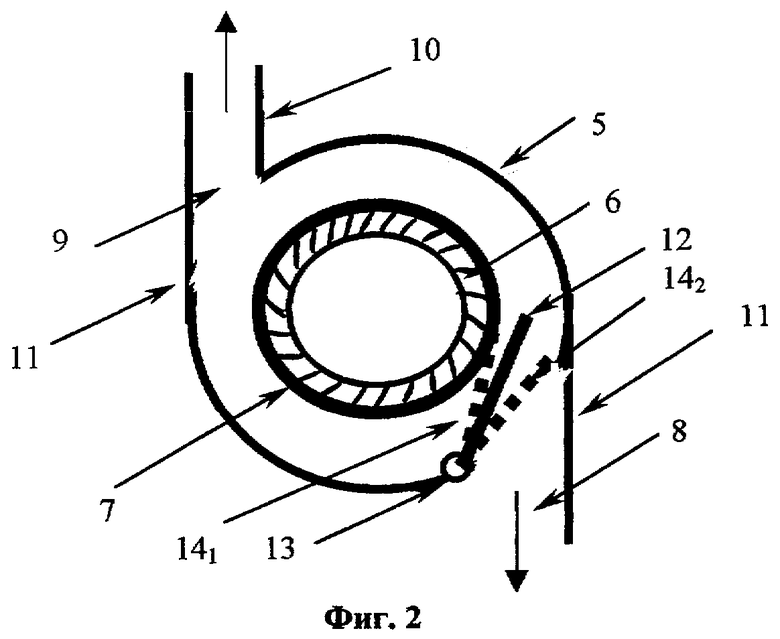
На фиг.2 представлены:
5 - основная обечайка корпуса вентилятора,
6 - входной патрубок вентилятора с коллектором,
7 - рабочее колесо вентилятора,
8 - первое выходное отверстие вентилятора.
9 - второе выходное отверстие вентилятора,
10 - дополнительная перегородка вентилятора,
11 - дополнительная обечайка вентилятора, выполненная как продолжение основной обечайки (5) корпуса вентилятора,
12 - регулировочный клапан вентилятора,
13 - ось, на которой закреплен клапан вентилятора,
141 - условное положение (А) клапана вентилятора, при котором вентилятор работает в режиме "вентиляция",
142 - условное положение (В) клапана вентилятора, при котором вентилятор работает в режиме полного удаления воздушных масс из рабочего пространства печи.
На фиг.3 представлены:
15 - силовой каркас электронагревателя,
16 - стальные пластины,
17 - спирали,
18 - прямоугольные металлические трубки,
19 - отверстия,
20 - поддерживающие стержни,
21 - стопорная пластина
22 - токовыводы,
23 - токовыводящая пластина,
24 - стена печи полимеризации.
Ниже приводится один из возможных примеров реализации заявленного способа никоим образом не ограничивающий все возможные варианты его осуществления.
Использование в заявленном способе электронагревателя в описанной выше форме, в том числе за счет применения при изготовлении спиралей фехраля, позволяет использовать его в открытом режиме, т.е. тогда, когда спирали не накрываются какими-либо приспособлениями (например, крышкой, на разогрев которой тоже уходит энергия) для обеспечения долговечности их работы и исключения образования окалин и их последующей поломки. Таким выполнением электронагревателя достигается значительное снижение его тепловой инерционности, так как при изготовлении электронагревателя используются материалы с малой теплоемкостью.
Перед началом работы, изделия подвергаемые обработке в печи, загружаются в рабочее пространство печи, например на рельсовой подвесной системе. Далее с пульта управления задается режим и время работы печи (питание печи осуществляется от трехфазной сети переменного тока частотой 50 Гц с номинальным напряжением 380/220 В при допустимых отклонениях ±10% от номинального значения.).
После этого запускается электродвигатель системы вентиляции и циркуляции (см. фиг.2) и в рабочем пространстве печи создается разряжение (давление ниже уровня атмосферного), ввиду откачки вентилятором из печи воздушных масс в объемах, больших, чем они поступают в рабочее пространство печи через предусмотренные ее конструкцией дополнительные технологические отверстия (не показаны).
Затем подается напряжение на электронагреватель (2), содержащий силовой каркас (15), выполненный из стальных пластин (16) и прямоугольных металлических трубок (18), изготовленных с отверстиями (19) для размещения в них выполненных в виде трубок поддерживающих спирали (17) стержней (20). Регулировочный клапан (12) центробежного вентилятора (3) под управлением привода (не показан) переходит в положение (141), происходит обдув электронагревателя (2) через первое выходное отверстие (8) вентилятора (3), воздухом, забираемым из-под потолка печи полимеризации. Заслонка (4) технологического отверстия самопроизвольно приоткрывается для частичного восполнения потерь воздуха.
Проходя через электронагреватель (2) горячий воздух поступает в рабочее пространство камеры снизу вдоль пола. Тепло передается изделиям с их последующим нагревом, при этом нагретый воздух увлекает за собой вверх печи продукты полимеризации и затем попадает в вентилятор. Затем основная часть уже нагретого воздуха направляется через первое выходное отверстие (8) вентилятора (3) на электронагреватель (2) и цикл повторяется (т.е. речь идет о рециркуляции). Такой режим работы печи называется «нагрев».
Благодаря такой организации конвекционных потоков, воздух, забираемый в верхней части печи опять подогревается, проходя через вентилятор на электронагреватель, и подается в нижнюю часть печи. Воздух в печи двигается практически равномерным потоком снизу вверх с достаточно высокой скоростью для обеспечения быстрого нагрева окрашиваемых изделий, но не с достаточной для уноса краски с изделий и не раскачивания их.
При достижении температуры окрашиваемых изделий 160-180°С начинается образование газообразных продуктов полимеризации, способных вызвать пожелтение красок светлых тонов и ухудшающих санитарно-гигиенические условия труда. В работе печи предусмотрена специальная система удаления этих продуктов полимеризации, которая включается автоматически при достижении заданной температуры. Такой режим работы печи называется «дренаж» (выдержка).
При работе печи в режиме «дренаж» электронагреватель (2) периодически то отключается, то включается, а регулировочный клапан (12) вентилятора (3) периодически переводится из положения (141) в (142) и воздух из верхней части камеры время от времени выбрасывается через выходное отверстие (9) (второе) вентилятора (3). Таким образом, в рабочем пространстве печи время от времени создается сильное разряжение и новый холодный воздух периодически (в зависимости от заданных параметров), поступает через фильтр, находящийся в стенке печи технологического отверстия, во внутрь печи поднимая заслонку (4), направляется вниз печи, а затем вверх, охлаждая тем самым изделия. После чего этот воздух, в соответствии с заданной цикличностью поступает в вентилятор (3) и выбрасывается через выходное отверстие (9) (второе) вентилятора (2). Основная задача этого этапа работы печи - цикличное обновление воздушных масс печи с целью поддержания заданной температуры по всему ее рабочему объему и удаление из него продуктов полимеризации.
После окончания работы печи в режиме «дренаж» (выдержка) автоматически/вручную включается третий режим - «вентиляция».
При работе печи в режиме «вентиляция» электронагреватель (2) отключен совсем, а регулировочный клапан (12) вентилятора (3) переводится полностью в положение (142) и воздух из верхней части камеры выбрасывается через выходное отверстие (9) (второе) вентилятора (3). Создается сильное разряжение и новый холодный воздух поступает через фильтр, находящийся в стенке печи технологического отверстия, во внутрь печи поднимая заслонку (4), направляется вниз печи, а затем вверх, охлаждая тем самым изделия. После чего этот воздух поступает в вентилятор (3) и выбрасывается через выходное отверстие (9) (второе) вентилятора (2).
После окончания этапа работы печи «вентиляция» уже обработанные изделия вынимаются из печи охлажденными, пригодными для дальнейшей транспортировки и обработки.
В отношении исполнения печи возможно несколько следующих дополнений. Спирали (17) электронагревателя (3) могут быть выполнены из фехраля. Электронагреватель (2) печи может содержать стопорную пластину (21), предотвращающую выпадение из корпуса поддерживающих спирали (17) стержней (20). Также электронагреватель (2) может содержать токовыводы (22), выполненный в виде стержня, а спирали (17) и стержень токовывода (22) могут быть присоединены, например, посредством сварки, к токовыводящей пластине (23). Регулировочный клапан (12) вентилятора может быть выполнен в виде металлической пластины, закрепленной на оси (13), с возможностью фиксации в различных положениях (141) и (142).
Как видно из приведенного выше примера, благодаря разработке принципиально нового способа оплавления и полимеризации в печи порошковых покрытий устраняются указанные выше недостатки, присущие аналогичным способам.
Усовершенствование системы нагрева печи и вентиляции и циркуляции, позволяющее организовать более и равномерный нагрев изделий, отверждающий покрытия на изделиях с конфигурацией любой сложности, с влиянием на качество обрабатываемой продукции, а также улучшением экологической безопасности печи при эксплуатации.
Испытания и производство печей полимеризации, работающих согласно раскрытому способу, подтвердили достижение упомянутых выше характеристик, а также высокие потребительские качества выпускаемой продукции.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПЕЧЬ ОПЛАВЛЕНИЯ И ПОЛИМЕРИЗАЦИИ ПОРОШКОВЫХ ПОКРЫТИЙ | 2004 |
|
RU2274811C1 |
| ПЕЧЬ ДЛЯ ПОЛИМЕРИЗАЦИИ ИЗОЛЯЦИОННОГО СЛОЯ ЭЛЕКТРИЧЕСКОГО РАЗДЕЛИТЕЛЯ | 2008 |
|
RU2374584C1 |
| СПОСОБ НАГРЕВА ДЛИННОМЕРНЫХ ИЗДЕЛИЙ, НАПРИМЕР СТАЛЬНЫХ ТРУБ, И ПОЛИМЕРИЗАЦИЯ ПОРОШКОВЫХ ПОКРЫТИЙ В ПЕЧИ | 2013 |
|
RU2542244C1 |
| РЕКУПЕРАТОР КАМЕРЫ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОРОШКОВЫХ ПОКРЫТИЙ | 2004 |
|
RU2275249C1 |
| УСТРОЙСТВО ПЕРЕМЕЩЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ В ПЕЧИ ПОЛИМЕРИЗАЦИИ ПРИ ПОРОШКОВОЙ ОКРАСКЕ | 2015 |
|
RU2588407C1 |
| ФИЛЬТР РЕКУПЕРАТОРА УСТАНОВКИ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОРОШКОВЫХ ПОКРЫТИЙ | 2004 |
|
RU2283165C2 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ПОДГОТОВКИ И ВЫСОКОТЕМПЕРАТУРНОЙ ОБРАБОТКИ ДРЕВЕСИНЫ | 2018 |
|
RU2724421C2 |
| УСТРОЙСТВО ДЛЯ ОБОГРЕВА И ПРЕДОТВРАЩЕНИЯ ПОСАДКИ ПТИЦ НА ДЫМОВУЮ ТРУБУ КОТЛА ОТОПЛЕНИЯ | 2022 |
|
RU2807824C2 |
| ПЕЧЬ, СОДЕРЖАЩАЯ МНОЖЕСТВО ГОРИЗОНТАЛЬНЫХ ПРОТОЧНЫХ КАМЕР | 2007 |
|
RU2446689C2 |
| УСТРОЙСТВО ДЛЯ ТЕРМИЧЕСКОЙ ОБРАБОТКИ И СПОСОБ ФОРМИРОВАНИЯ КРИСТАЛЛИЧЕСКОГО СОРБЕНТА | 2013 |
|
RU2542171C2 |

Изобретение относится к способам нагрева и оплавления нанесенных на изделия полимерных порошковых покрытий и может быть использовано в любых областях промышленности для окрашивания изделий различной конфигурации. Способ включает загрузку изделий в печь, их нагрев с осуществлением полимеризации покрытия и охлаждение. Перед проведением нагрева в рабочем пространстве печи создают разряжение посредством предварительного включения системы вентиляции и циркуляции. После нагрева до заданной температуры, производят периодическое отключение и включение электронагревателя печи, при этом осуществляют выброс воздуха из печи. Для поддержания заданной температуры по всему рабочему объему печи через по меньшей мере одно технологическое отверстие в печь периодически подают порцию холодного воздуха. Затем осуществляют охлаждение, при котором электронагреватель окончательно отключают, а насыщенный продуктами полимеризации воздух удаляют из печи, создают разряжение и подают в печь новую порцию холодного воздуха. Для осуществления нагрева используют электронагреватель, выполненный из стальных пластин и прямоугольных металлических трубок. Трубки изготовлены с отверстиями для размещения в них выполненных в виде трубок поддерживающих спирали стержней. Поддерживающие спирали стержни электронагревателя выполняют из мулитокремнеземистой керамики. Техническим результатом изобретения является улучшение качества обрабатываемых в печи изделий с одновременным усовершенствованием процесса нагрева печи, вентиляции и циркуляции. 7 з.п. ф-лы, 3 ил.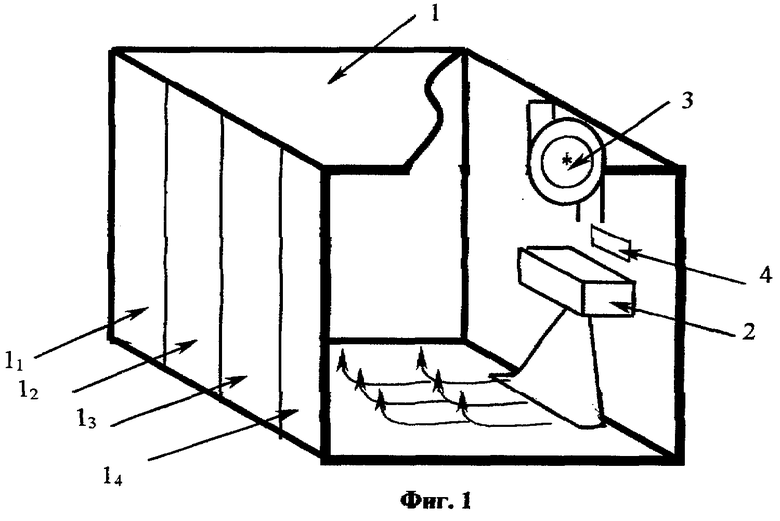
| Способ получения ароматических нитросоединений | 1926 |
|
SU9294A1 |
| RU 2002183 C1, 30.10.1993 | |||
| US 5868565 A, 09.02.1999 | |||
| US 3787171 A, 22.01.1974 | |||
| WO 9521731 A, 17.08.1995. | |||

