Настоящая заявка имеет приоритет заявки США Сер.№ 61/165,008 от 31 марта 2010 г., которая включена полностью в настоящее описание путем ссылки.
Область техники
Настоящее изобретение относится к термозапечатываемым упаковкам, которые также пригодны для повторного запечатывания.
Уровень техники
Известен широкий ассортимент повторно запечатываемых контейнеров. Как правило, такой контейнер, имеющий вид гибкого пакета или твердостенного корпуса, снабжен отверстием, которое служит для обеспечения доступа во внутреннее пространство контейнера. Крышка или колпак находится над отверстием и соединяется с контейнером, как правило, путем термогерметизации, чтобы закрывать и изолировать внутреннее пространство контейнера и его содержимое от внешней окружающей среды. Для контейнеров типа пакета часть гибкой стенки пакета может служить в качестве крышки и складываться или иным образом находиться над отверстием пакета. Возможность повторной герметизации позволяет снимать или иным образом передвигать крышку, или колпак, или их часть, чтобы открыть доступ во внутреннее пространство контейнера. После доступа во внутреннее пространство контейнера крышку или колпак можно соответствующим образом расположить над отверстием и присоединить к контейнеру, чтобы тем самым повторно запечатать контейнер.
Разработаны многочисленные конструкции крышки или колпака, чтобы закрывать отверстие контейнера и прикрепляться к контейнеру, изолируя тем самым внутреннее пространство контейнера от внешней окружающей среды. Пример способа герметизации представляет составная упаковка, состоящая из взаимосовместимых, например выпуклой и вогнутой, соединительных деталей на соответствующих поверхностях контейнера и крышки. Другим примером является использование самоклеящегося слоя на соприкасающихся поверхностях крышки или колпака и/или соответствующей области контейнера, расположенной по периметру отверстия. Последний способ широко используют, в частности, для одноразовых упаковок, используемых для хранения и консервирования скоропортящихся предметов, например продуктов питания, когда желательно сократить до минимума воздействие воздуха. Например, патент США 3,329,331 описывает ящик, имеющий секцию крышки или стенки, повторно запечатываемую при использовании самоклеящегося слоя.
По мере развития технологии упаковки постоянно увеличивается использование полимерных материалов в различных многослойных составных упаковках из контейнеров и крышек. Хорошо известно использование определенных полимерных материалов в многослойных контейнерах и крышках и термосваривание указанных материалов для первого запечатывания полученной упаковки. Пример такого подхода описан в патенте США 5,062,569 для термозапечатываемой упаковки из контейнера и крышки.
Если, однако, желательна функция повторного запечатывания, как правило, невозможно осуществить эффективную и надежную герметизацию, используя те же самые полимерные материалы, которые использованы для первоначальной термогерметизации контейнера. В результате специалисты разработали многослойные составные упаковки, содержащие термозапечатывающие и самоклеящиеся материалы. Пример такой упаковки описан в патенте США 3,454,210. В этом патенте многослойные материалы используют в крышке и основании. Термосвариваемый слой между крышкой и основанием термически соединяет компоненты при операции первого запечатывания. При отрыве крышки слой крышки разрывается, открывая тем самым самоклеящийся адгезив. Крышкой можно повторно запечатать контейнер, приложив самоклеящийся адгезив к соответствующей стороне контейнера. Аналогичный способ описан также в патенте США 7,422,782.
Несмотря на удовлетворительные показатели во многих отношениях, составные упаковки, описанные в патенте США 3,454,210, имеют ряд ограничений. Одно такое ограничение основано на том, что термосвариваемый материал и самоклеящийся адгезив должны находиться, как правило, в одном и том же слое или пласте многослойной крышки. Для этого требуется, например, аккуратное нагревание только тех областей, в которых находится термосвариваемый материал, использование термостойких самоклеящихся адгезивных материалов и тщательное изготовление многослойной крышки. Все данные условия повышают сложность и стоимость производства и герметизации. Кроме того, возможный контакт самоклеящегося адгезива с содержимым контейнера, вероятно, является нежелательным в применении для пищевых упаковок.
В результате этих и других промышленных разработок предложены повторно запечатываемые многослойные крышки или колпаки с использованием внутреннего термозапечатывающего слоя и самоклеящего слоя, занимающих различные положения в многослойном материале. Примеры таких типов повторно запечатываемых составных упаковок описаны в патенте США 6,302,290, опубликованной заявке США 2004/0180118 и патенте GB 2,319,746. Патент США 6,302,290 и патентная публикация США 2004/0180118 относятся к конструкциям повторно запечатываемых контейнеров с многослойными покровными листами или пленками, которые первоначально термически приварены к контейнеру, и затем при открывании контейнера отрывом части листа его кромка остается термосваренной к направленной вверх поверхности контейнера. Эта кромка обеспечивает последующую герметизацию при контакте с открытой областью самоклеящегося адгезива, содержащегося в листе. Кромка и/или ее образование обеспечивается использованием конструкции смещающихся слоев многослойного листа. Несмотря на удовлетворительные показатели во многих отношениях, эти конструкции контейнеров, вероятно, не пригодны для чувствительных и скоропортящихся продуктов питания, которые часто подлежат первоначальной вакуумной герметизации и/или которые должны проявлять низкую кислородопроницаемость.
Насколько известно, указанный выше британский патент № 2,319,746 представляет собой наиболее раннее описание повторно запечатываемой составной упаковки из крышки и контейнера, в которой крышка и контейнер содержат направленные друг к другу термозапечатывающие слои для первоначальной термогерметизации контейнера, причем крышка представляет собой многослойную конструкцию с адгезивным слоем, который рвется при открытии герметичного контейнера, и эта крышка также включает барьерный слой, состоящий, например, из поливинилиденхлорида (PVDC), что делает контейнер потенциально пригодным для упаковки скоропортящихся и/или чувствительных пищевых продуктов.
Считается, однако, что разнообразные дополнительные ограничения связаны с каждой из систем контейнеров, описанных в перечисленных выше патенте США 6,302,290, патентной публикации США 2004/0180118 и британском патенте № 2,319,746. Например, изготовление конструкции сдвигаемых слоев в покровных листах и пленках, описанной в патенте США 6,302,290 и патентной публикации США 2004/0180118, является трудоемким и дорогостоящим, особенно в случае крупномасштабного производства. В британском патенте № 2,319,746 не описывается вариант практического осуществления, выходящий за пределы описания его концепции.
В результате этого и других условий в отрасли по-прежнему прилагаются усилия в попытке сконструировать практичный и экономически осуществимый повторно запечатываемый контейнер, который выполнен, в частности, для упаковки чувствительных и/или скоропортящихся предметов. Патент США 6,056,141 описывает повторно закрывающуюся систему упаковки, которая устраняет многие из перечисленных выше недостатков других повторно запечатываемых составных упаковок из контейнеров и крышек. Патент США 6,056,141 описывает гибкие многослойные покровные листы, которые первоначально термосварены с соответствующим лотком или контейнером, способным открываться отрывом части многослойного покровного листа, открывая тем самым область самоклеящегося адгезива, который содержится в листе, и которые также содержат барьерную пленку в многослойном покровном листе для улучшения запечатывающих характеристик контейнера.
Несмотря на предложение технического усовершенствования, повторно закрывающаяся система упаковки согласно патенту США 6,056,141 является относительно сложной, содержащей до десяти (10) слоев в конструкции крышки и до пяти (5) слоев в конструкции соответствующего лотка. Вероятно, что производство таких сложных конструкций является трудоемким и дорогостоящим. Кроме того, использование такого большого количества слоев в многослойном покровном листе увеличивает вероятность неисправности покровного листа при первоначальном открытии потребителем. Разрыв или излом покровного листа в любом месте, кроме определенной области вдоль слоя самоклеящегося адгезива, сделает крышку бесполезной и тем самым уничтожит функцию повторного закрытия конструкции. Соответственно, сохраняется потребность в технологии повторно запечатываемой упаковки и контейнера с превосходной барьерностью и относительно простой конструкцией для простоты изготовления и надежности.
Недостаток упаковки пищевых продуктов, связанный, как правило, с герметическими контейнерами и в наибольшей степени с теми, которые имеют высокую степень барьерности, представляет собой трудность первоначального открывания контейнера. Даже в случае предназначенных для повторного запечатывания контейнеров, используемых, например, для упаковки мясной гастрономии и других чувствительных продуктов, часто бывает очень трудно открыть такой контейнер. Если потребитель не сможет быстро открыть или снять крышку или покровный лист с контейнера, необходимо использовать ножницы или другие выполнения, что, в свою очередь, приводит к уничтожению возможности повторного запечатывания. Соответственно, сохраняется потребность в технологии повторно запечатываемого высокобарьерного контейнера, который отличается относительной простотой конструкции и изготовления и может быть легко открыт потребителем.
Сущность изобретения
Трудности и недостатки, связанные с предшествующими системами и способами, преодолены настоящим изобретением в повторно запечатываемой составной упаковке. В первом аспекте настоящего изобретения составная упаковка включает контейнер и уникальную многослойную крышку. Контейнер и крышка выполнены для запечатывающего сцепления друг с другом. Контейнер включает полимерную подложку, определяющую запечатывающую поверхность, и первый запечатывающий слой, нанесенный на запечатывающую поверхность подложки. Крышка определяет внешнюю поверхность и внутреннюю поверхность. Внутренняя поверхность обращена к запечатывающей поверхности подложки при запечатывающем сцеплении контейнера и крышки друг с другом. Крышка включает внешнюю подложку, образующую внешнюю поверхность крышки, внутреннюю подложку, адгезивный слой, расположенный между внешней подложкой и внутренней подложкой, второй запечатывающий слой, расположенный на внутренней подложке, причем второй запечатывающий слой образует внутреннюю поверхность крышки, и, необязательно, высвобождающий слой, расположенный между внутренней подложкой и адгезивным слоем и непосредственно смежный адгезивному слою. В следующем варианте осуществления адгезивный слой представляет собой самоклеящийся слой.
В другом аспекте настоящего изобретения предложен способ открывания и повторного закрытия бывшей термогерметизированной упаковки. Упаковка включает контейнерный компонент и крышечный компонент. Контейнерный компонент включает полимерную подложку, определяющую запечатывающую поверхность, и первый запечатывающий слой, нанесенный на запечатывающую поверхность подложки контейнера. Крышечный компонент определяет внешнюю поверхность и внутреннюю поверхность, причем внутренняя поверхность обращена к запечатывающей поверхности подложки контейнера. Крышка включает внешнюю подложку, образующую внешнюю поверхность крышки, внутреннюю подложку, адгезивный слой, который может представлять собой самоклеящийся слой, расположенный между внешней подложкой и внутренней подложкой, второй запечатывающий слой, расположенный на внутренней подложке, второй запечатывающий слой, образующий внутреннюю поверхность крышки, и, необязательно, высвобождающий слой, расположенный между внутренней подложкой и адгезивным слоем и контактирующий с адгезивным слоем. Контейнерный компонент и крышечный компонент термосварены друг с другом по первой и второй запечатывающим поверхностям. Способ включает отсоединение первой части крышечного компонента от остальной второй части крышечного компонента и термосваренного с ней контейнерного компонента путем отделения адгезивного слоя от внутренней подложки или от высвобождающего слоя, если он присутствует, чтобы тем самым открыть упаковку. Способ также включает введение адгезивного слоя в контакт с внутренней подложкой или высвобождающим слоем, если он присутствует, чтобы тем самым повторно запечатать упаковку.
Как будет понятно, настоящее изобретение способно на другие и отличные варианты осуществления, и некоторые его характеристики можно модифицировать в различных аспектах, причем все они не отклоняются от настоящего изобретения. Соответственно, чертежи и описание следует рассматривать как иллюстративные и неограничительные.
Краткое описание чертежей
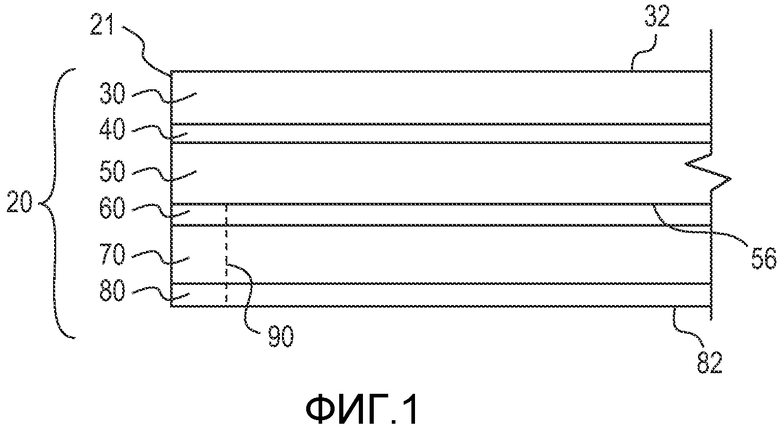
Фиг.1 - частичный вид предпочтительной многослойной крышки, используемой в предпочтительном варианте осуществления конструкции упаковки в соответствии с настоящим изобретением.
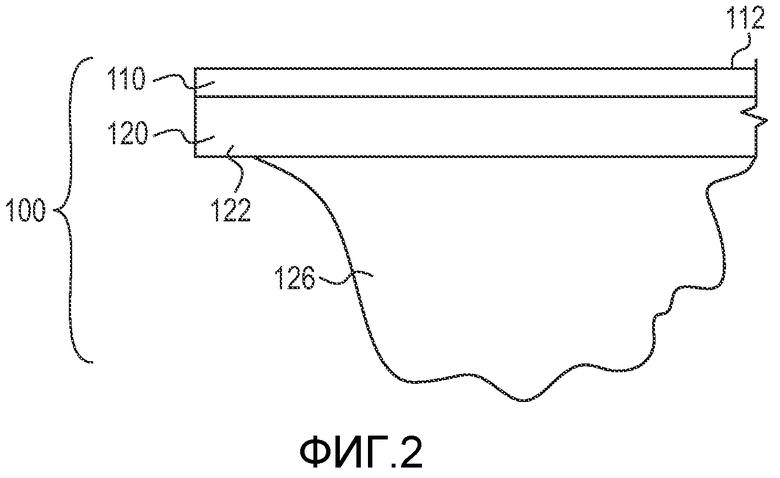
Фиг.2 - частичный вид предпочтительного контейнера, используемого в предпочтительном варианте осуществления конструкции упаковки согласно настоящему изобретению.
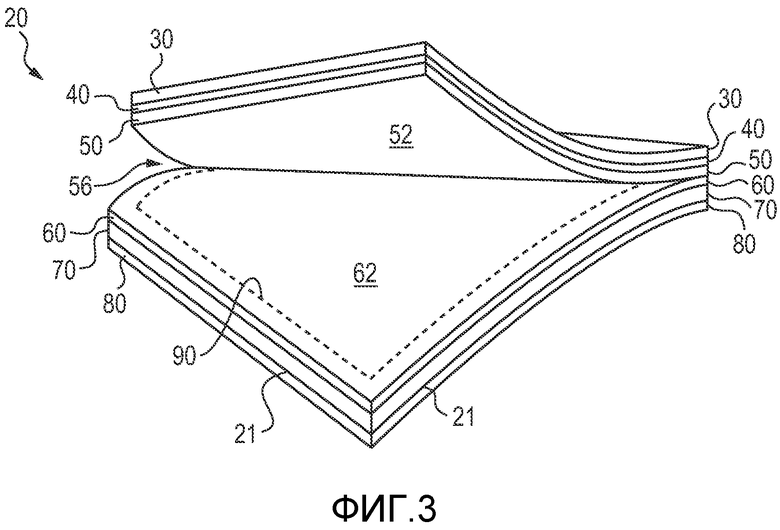
Фиг.3 - вид предпочтительной многослойной крышки, иллюстрируя частичное разделение двух частей крышки.
Фиг.4 - перспективный вид предпочтительного варианта осуществления конструкции упаковки согласно настоящему изобретению.
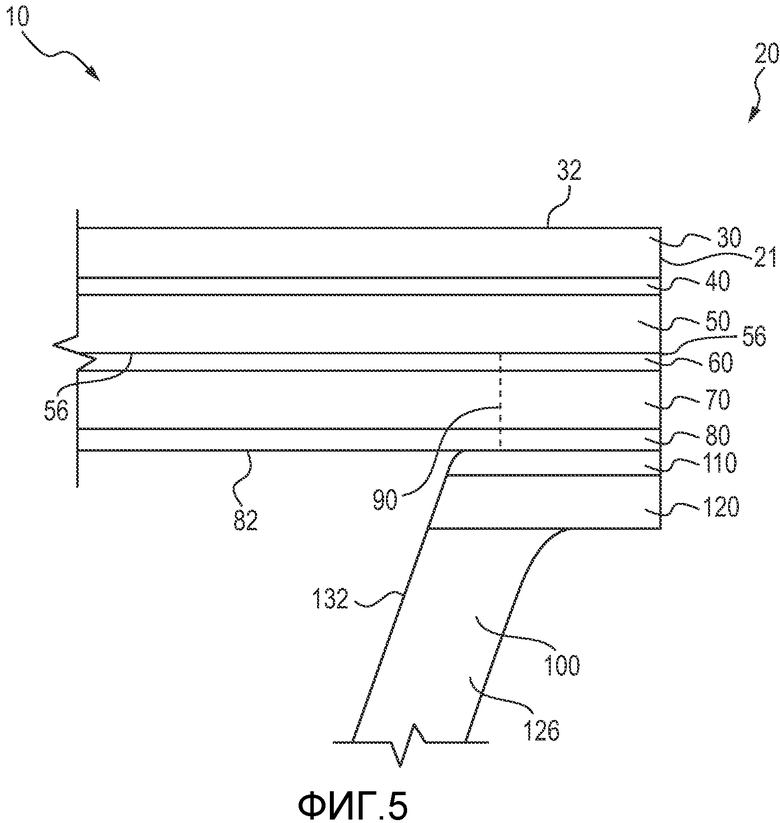
Фиг.5 - частичный вид поперечного сечения конструкции упаковки, взятый вдоль линии 5-5 на фиг. 4.
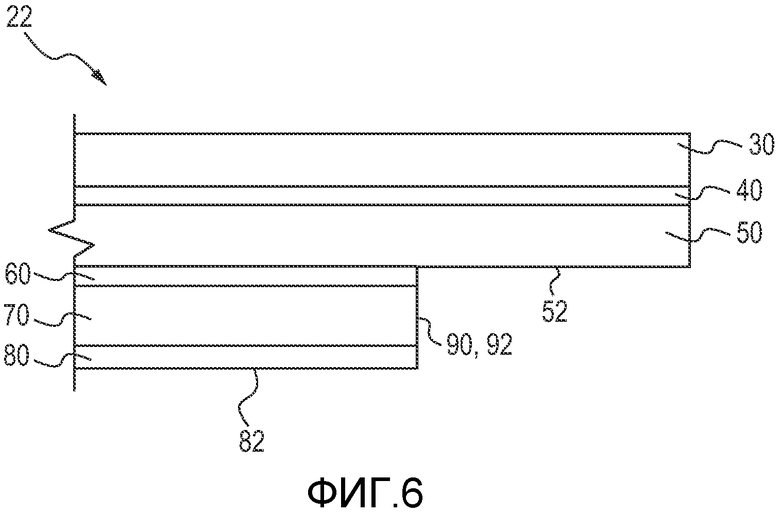
Фиг.6 - частичный вид поперечного сечения конструкции упаковки, взятый вдоль линии 6-6 на фиг. 4.
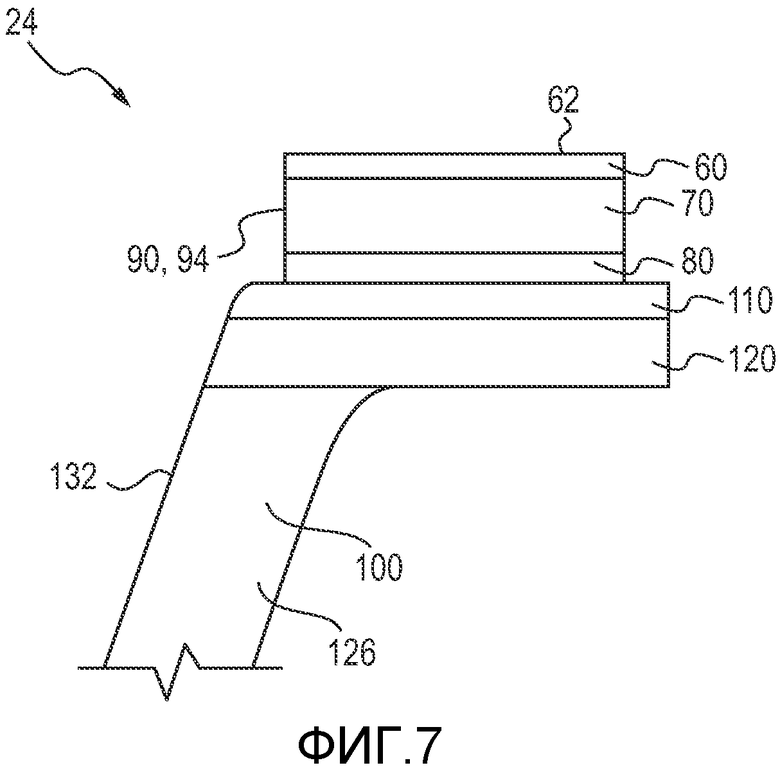
Фиг.7 - частичный вид поперечного сечения конструкции упаковки, взятый вдоль линии 7-7 на фиг. 4.
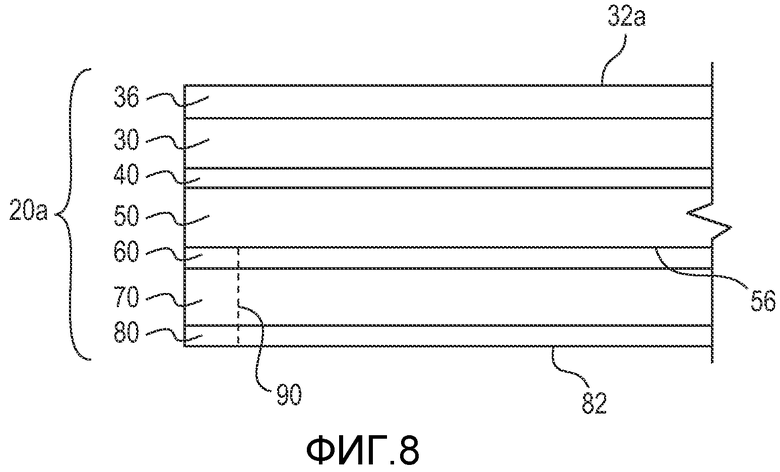
Фиг.8 - частичный вид другой предпочтительной многослойной крышки, используемой в предпочтительном варианте осуществления конструкции упаковки в соответствии с настоящим изобретением.
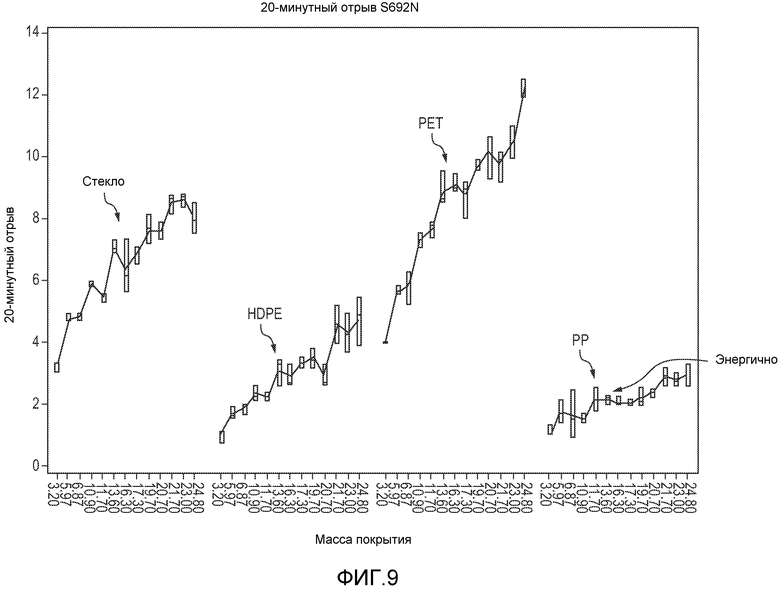
Фиг.9 - график, иллюстрирующий результаты испытаний прочности на отрыв для предпочтительного самоклеящегося адгезива и нескольких соприкасающихся с ним подложек.
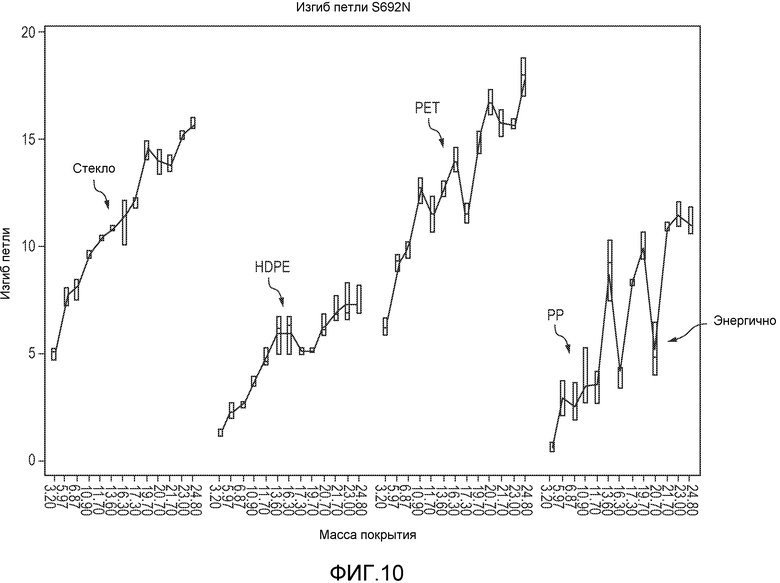
Фиг.10 - график, иллюстрирующий результаты испытаний при изгибе в петлю соединения для предпочтительного самоклеящегося адгезива и нескольких соприкасающихся с ним подложек.
Подробное описание вариантов
Настоящее изобретение предлагает повторно запечатываемую упаковку, которая имеет высокую степень барьерности, является относительно простой по конструкции и изготовлению и может быть легко открыта первоначально и затем надежно герметизирована повторно. В первом предпочтительном варианте осуществления составная упаковка представляет собой конструкцию из крышки и контейнера, которые можно надежно соединять друг с другом, например, путем термосварки, тем самым первоначально запечатывая внутреннее пространство контейнера и его содержимое. Крышка, которая состоит из многослойного материала, после сварного или иного сцепления с контейнером может быть легко открыта, по меньшей мере, частичным разделением крышки на две части вдоль определенной линии раздела многослойного материала, при котором открывается адгезивная в первой части крышки. Другая часть крышки остается сцепленной с контейнером и включает область внутренней подложки или высвобождающего слоя, если он присутствует, открываемую в результате отделения крышки. Две части крышки можно затем повторно совместить и ввести в контакт друг с другом, тем самым эффективно запечатывая контейнер повторно. Конфигурация открытой адгезивной области соответствует и предпочтительно совпадает с конфигурацией открытой области внутренней подложки или высвобождающего слоя, если он присутствует.
Один вариант осуществления настоящего изобретения включает введение высвобождающего слоя в многослойный материал крышки и предпочтительно в непосредственном контакте с самоклеящимся адгезивным слоем. Как далее разъясняется более подробно, использование высвобождающего слоя в многослойной крышке значительно сокращает величину усилия, которое потребовалась бы в противном случае для первоначального открывания герметизированного контейнера при использовании определенных адгезивных материалов или пленок. Эта особенность позволяет легко использовать данную систему упаковки. Введение высвобождающего слоя, описанное в настоящем документе, также создает заданную поверхность разрыва или разделения между частями крышки в процессе первоначального открывания герметизированного контейнера. Создание данной поверхности раздела сокращает вероятность разрыва или непреднамеренного отделения крышки, сохраняя тем самым герметичную целостность крышки. Эти и другие преимущества предпочтительного варианта осуществления многослойных крышек и конструкций упаковки описаны более подробно в настоящем документе.
Для простоты понимания предпочтительный вариант осуществления конструкции упаковки, каждый из различных компонентов примерной крышки и контейнера данной конструкции описаны следующим образом.
Крышка
Термин «крышка» при использовании в настоящем описании означает любой многослойный материал, который используют для покрытия одного или более отверстий или щелей, определенных в соответствующем контейнере, и который можно надежно присоединять к контейнеру, чтобы тем самым закрывать и герметизировать внутреннее пространство контейнера. Предпочтительно, многослойная крышка включает (независимо от любого порядка слоев) внешнюю подложку, слой барьерного материала, адгезивный слой, необязательный высвобождающий слой (который может быть самоклеящимся), внутреннюю подложку и термосвариваемый слой. Можно также использовать необязательный печатный слой. Каждый из данных слоев в предпочтительной многослойной крышке описан следующим образом.
Внешняя подложка крышки
Предпочтительная многослойная крышка включает внешнюю подложку, которая создает опору для крышки и, в частности, для наиболее внешней части крышки в результате первоначального открывания контейнера и, таким образом, по меньшей мере, частичное отделение крышки. Внешняя подложка может быть изготовлена из широкого круга материалов, в число которых входят материалы на основе полиэтилентерефталатной пленки, полиолефиновой пленки или бумага, картон или другие материалы на основе бумаги. Примеры материалов для внешней подложки включают, но не ограничиваются этим, полиэтилентерефталат (PET), полиэтилен (PE), полипропилен (PP), в том числе ориентированный и неориентированный, и их сополимеры. Другой пример потенциально пригодного материала пленки для внешней подложки крышки представляет собой слой из поливинилхлорида (PVC) и его сополимеров. Дополнительные материалы включают, но не ограничиваются этим, поливинилхлорид (PVC) и ортофталевый альдегид (OPA). Для многих применений предпочтительным является PET.
В многослойной крышке можно использовать внешнюю подложку крышки различной толщины. Внешняя подложка может иметь типичную толщину от около 12 до около 60 мкм, и предпочтительная толщина составляет от около 12 до около 25 мкм.
Так как внешняя поверхность внешней подложки будет, вероятно, составлять наиболее внешнюю поверхность крышки, желательно, чтобы материал, выбранный для внешней подложки, по меньшей мере, по данной направленной наружу стороне, проявлял привлекательные характеристики пригодности для печатания.
Пригодность для печатания обычно определяется резкостью и яркостью изображения и сцеплением краски. Резкость тесно связана с поверхностным натяжением на поверхности печати. Сцепление краски часто измеряют при испытании методом петли (заключительное испытание методом FTM21). Как правило, PVC пригоден для печати разнообразными красками, предназначенными для использования с PVC. В большинстве случаев краски имеют водную основу (особенно в США) или предназначены для ультрафиолетовой сушки (особенно в Европе)). Как правило, все полиолефиновые пленки пригодны для печати высыхающими при ультрафиолетовом облучении красками после обработки коронным разрядом на печатном прессе, причем PE лучше, чем PP, главным образом, по сцеплению краски. Для красок на водной основе предпочтительно использовать дополнительную грунтовку или кроющую краску для достижения хорошего сцепления краски.
Как разъясняется в настоящем документе, многослойная крышка может включать необязательный печатный слой, нанесенный на внешнюю поверхность крышки или под внешней подложкой на внутреннюю поверхность внешней подложки.
Слой барьерного материала крышки
Согласно одному варианту осуществления, предпочтительная многослойная крышка включает слой барьерного материала для обеспечения герметичных характеристик крышки и образованной конечной конструкции крышки и контейнера. Как правило, желательно, чтобы барьерный материал проявлял сопротивление переносу или диффузии кислорода через материал. Это особенно желательно в применении для герметичного содержания определенных продуктов питания. Можно использовать широкий ассортимент барьерных материалов для слоя барьерного материала. Выбор барьерного материала (материалов) диктуется, главным образом, степенью требуемой герметичности и, следовательно, содержимым, для хранения которого предназначена герметичная конструкция. Примеры материалов для использования в слое барьерного материала включают, но не ограничиваются этим, поливиниловый спирт (PVOH) и полимеры этилена и винилового спирта (EVOH). Хорошо известным и предпочтительным барьерным материалом является поливинилиденхлорид (PVDC). Предложено также использовать нейлон и различные полимеры на основе нейлона, известные в технике. Также предложено использовать сочетания данных материалов и, в частности, многослойные пленки из данных материалов. Превосходное обсуждение барьерных материалов и их характеристик приведено в патентной публикации США 2004/0033379, которая принадлежит правопреемнику настоящей заявки. Предпочтительные варианты барьерного материала включают PVDC, PVOH, EVOH и их сочетания.
В предпочтительной многослойной крышке обычно используют барьерный материал относительно небольшой толщины. Например, толщина слоя барьерного материала составляет предпочтительно от около 1 до около 5 мкм, и предпочтительнее от около 1 до около 3 мкм.
Как отмечено выше, предпочтительно барьерный материал проявляет относительно низкую кислородопроницаемость. Предпочтительная максимальная кислородопроницаемость составляет приблизительно 50 см3/м2/сутки. Наиболее предпочтительно, если кислородопроницаемость составляет от 0,5 до 7 см3/м2/сутки.
Для определенных применений предложено, что многослойная крышка согласно настоящему изобретению может не содержать барьерный слой. Однако предпочтительный вариант осуществления включает барьерный слой.
Адгезивный слой крышки
Предпочтительная многослойная крышка включает адгезивный слой. В одном варианте осуществления адгезивный слой представляет собой самоклеящийся слой, и этот адгезивный слой образует липкую поверхность, обеспечивающую сцепление с другой соприкасающейся поверхностью. Предпочтительно адгезивный слой должен иметь такие свойства, чтобы сцепление также обеспечивало герметичность или, по меньшей мере, в значительной степени препятствовало потоку воздуха или других веществ через область адгезивного слоя. Адгезивный слой может представлять собой однослойный или многослойный адгезив.
В данном слое можно использовать широкий ассортимент адгезивных материалов при том условии, что их свойства и характеристики соответствуют требованиям получаемой в результате конструкции упаковки. Адгезив может представлять собой термоплавкий самоклеящийся адгезив, например самоклеящийся адгезив на каучуковой основе или на акриловой основе. Адгезив может представлять собой отверждаемый УФ излучением термоплавкий материал. Адгезив может представлять собой термоплавкую композицию на основе каучука, резиновый клей с растворителем, акриловый клей с растворителем или полиуретановый клей с растворителем. Адгезив может иметь эмульсионную основу, например, представлять собой эмульсионный акриловый клей. Как отмечено выше, можно использовать широкий ассортимент адгезивных материалов. Каждый из указанных выше адгезивных материалов предпочтительно находится в виде самоклеящегося адгезива. Широкий выбор разнообразных самоклеящихся адгезивных материалов описан в патентах США№ 5,623,011; 5,830,571 и 6,147,165, которые принадлежат правопреемнику настоящей заявки и включены в данный документ посредством ссылки.
Предпочтительный самоклеящийся адгезив для использования в самоклеящемся слое имеется в продаже под наименованием Fasson S692N. Адгезив S692N представляет собой эмульсионный клей на акриловой основе. Как правило, этот клей представляет собой полимерную смесь мономеров бутилакрилата и 2-этилгексилакрилата с различными повышающими адгезивность веществами и используемыми в технологии кислотами. Другие предпочтительные самоклеящиеся материалы включают, но не ограничиваются этим, эмульсионные акриловые клеи и эмульсионные термоплавкие клеи на основе каучука.
Толщина самоклеящегося слоя обычно составляет от около 3 до около 40 мкм и предпочтительно от около 12 до около 20 мкм. Однако следует понимать, что настоящее изобретение включает многослойные крышки, толщина которых больше или меньше, чем данные величины толщины самоклеящегося слоя.
Высвобождающий слой крышки
В соответствии с другим вариантом осуществления настоящего изобретения, многослойная крышка включает высвобождающий слой. Высвобождающий слой предпочтительно расположен в непосредственном контакте с самоклеящимся адгезивным слоем в многослойной крышке. Наиболее предпочтительно, высвобождающий слой расположен между самоклеящимся адгезивным слоем и внутренней подложкой. Высвобождающий слой создает высвобождающую поверхность, которая, как отмечено выше, непосредственно прилегает к самоклеящемуся адгезивному слою и находится с ним в контакте.
Известно широкое разнообразие высвобождающих материалов, в том числе тех, которые обычно используют для самоклеящихся лент и этикеток, включая кремнийорганические соединения, алкиды, стеариловые производные виниловых полимеров (например, поливинилстеарилкарбамат), стеарат трихлорида хрома, стеарамиды и т.п. Также известны высвобождающие прокладки с фторуглеродым полимерным покрытием, но являются относительно дорогостоящими. Для большинства применений самоклеящихся адгезивных материалов в настоящее время наиболее часто используют материалы на основе кремнийорганических соединений. Высвобождающие покрытия на основе кремнийорганических соединений легко снимать как с высокой, так и с низкой скоростью отрыва, что делает их пригодными для разнообразных способов и применений.
Известные системы высвобождающих покрытий на основе кремнийорганических соединений состоят из реакционноспособного кремнийорганического полимера, например органополисилоксана (его часто называют «полисилоксан» или просто «силоксан»), сшивающего агента и катализатора. После нанесения на соседний слой или другую подложку покрытие обычно должно быть обработано для сшивки цепей кремнийорганического полимера под действием нагревания или облучения (например, облучения ультрафиолетовым светом или пучком электронов).
В зависимости от способа их нанесения, известны три основных типа кремнийорганических высвобождающих покрытий, используемых в промышленности самоклеящихся адгезивных материалов: эмульсионные покрытия на основе растворителей, водоэмульсионные и не содержащие растворителей покрытия. Каждый тип имеет свои преимущества и недостатки. Содержащие растворители кремнийорганические высвобождающие покрытия широко использовали, но вследствие содержания в них углеводородных растворителей их применение в последние годы постепенно снижается вследствие постоянно ужесточающихся правил о загрязнении воздуха, высокого энергопотребления и высокой стоимости. Действительно, энергопотребление утилизации растворителей или сжигания обычно превосходит энергопотребление производства самого покрытия.
Водоэмульсионные кремнийорганические высвобождающие системы также хорошо известны в качестве содержащих растворители систем и используются в разнообразных самоклеящихся изделиях, включая ленты, напольные плитки и виниловые настенные покрытия. Однако их использование ограничено проблемами, связанными с их нанесением на бумажные подложки. Вода приводит к набуханию волокон бумаги, разрушая устойчивость размеров высвобождающей подкладки и вызывая скручивание листов и последующие технологические трудности.
Не содержащие растворителей кремнийорганические высвобождающие покрытия в последние годы применялись все больше и в настоящее время представляют основной сегмент рынка кремнийорганических высвобождающих покрытий. Как и другие кремнийорганические покрытия, они требуют отверждения после нанесения на гибкую подложку. При отверждении образуется сшитая пленка, которая препятствует проникновению самоклеящегося адгезива.
Информационные описания различных высвобождающих материалов, их характеристики и введение в многослойные конструкции представлены в патентах США№ 5,728,469 и 6,486, 267, а также в опубликованной патентной заявке США 2005/0074549, которые принадлежат правопреемнику настоящей заявки. Также предложено использовать различные известные в технике виды воска в качестве антиадгезива или вводить их в высвобождающий слой.
Предпочтительно в многослойных крышках используют относительно тонкие высвобождающие слои. Например, типичная толщина высвобождающего слоя составляет от около 1 до около 4 мкм. Предпочтительно толщина высвобождающего слоя составляет от около 1 до около 2 мкм.
Внутренняя подложка крышки
Предпочтительная многослойная крышка включает внутреннюю подложку. Внутренняя подложка создает опору для многослойной крышки и, в частности, для слоев, расположенных рядом с внутренней подложкой. Примеры материалов для внутренней подложки включают описанные в настоящем документе для внешней подложки. Кроме того, может быть предпочтительным использование материала на основе двуосно-ориентированного полипропилена (BOPP). Эти материалы обеспечивают сокращение затрат, потому что они имеют относительно невысокую стоимость, а также они обладают достаточной жесткостью для хорошего распределения. Другим предпочтительным материалом для использования в слое внутренней подложки является полиэтилентерефталат (PET). Отмеченные выше полимерные материалы PVC и OPA могут также быть пригодными для использования в этом слое.
Толщина внутренней подложки составляет обычно от около 12 до около 60 мкм и предпочтительно от около 12 до около 25 мкм. Настоящее изобретение включает использование толщины, которая меньше или больше, чем данные значения толщины.
Внутренняя подложка может необязательно включать способствующий скольжению материал внутри или на поверхности. Слой данного материала при его введении в качестве отдельного покрытия может быть очень тонким, предпочтительно около 1 мкм толщиной и может содержать, например, кремнийорганические способствующие скольжению вещества.
Термосвариваемый слой крышки
Предпочтительная многослойная крышка включает термосвариваемый слой. Предпочтительно термосвариваемый слой расположен вдоль обратной стороны или внутренней поверхности многослойной крышки, которая соприкасается с соответствующей лицевой стороной контейнера при запечатывающем сцеплении крышки с контейнером.
Термосвариваемый слой представляет собой слой, который активируется при нагревании, что позволяет присоединять слой к пластмассовой подложке. Материалы для термозапечатывающего слоя включают, но не ограничиваются этим, следующие пленкообразующие материалы, используемые индивидуально и в сочетании, например полиэтилен, полученные с металлоценовыми катализаторами полиолефины, синдиотактический полистирол, синдиотактический полипропилен, циклические полиолефины, сополимер этилена и метилакриловой кислоты, сополимер полиэтилена и этилакрилата, сополимер полиэтилена и метилакрилата, сополимер акрилонитрила, бутадиена и стирола, сополимер этилена и винилового спирта, сополимер этилена и винилацетата, нейлон, полибутилен, полистирол, полиуретан, полисульфон, поливинилиденхлорид, полипропилен, поликарбонат, полиметилпентен, сополимер стирола и малеинового ангидрида, сополимер стирола и акрилонитрила, иономеры на основе солей натрия или цинка сополимера этилена и метакриловой кислоты, полиметилметакрилаты, целлюлозные пластмассы, фторопласты, полиакрилонитрилы и термопластичные сложные полиэфиры. В термозапечатывающем слое используют предпочтительно PE, предпочтительнее смесь PE и EVA, например смесь PE и EVA с особыми высвобождающими и антистатическими добавками. Другим предпочтительным материалом для использования в термозапечатывающем слое является модифицированный гликолем полиэтилентерефталат (PETG). Наиболее предпочтительным материалом для термозапечатывающего слоя является линейный полиэтилен низкой плотности (LLDPE).
Толщина термозапечатывающего слоя может изменяться согласно требованиям конструкции упаковки. Как правило, толщина этого слоя составляет от около 15 до около 90 мкм и предпочтительно от около 30 до около 60 мкм.
Термосвариваемый слой предназначен для активации при температурах, известных специалистам в данной области техники. Хотя термосвариваемый слой можно активировать при меньших температурах, чем предусмотрены для активации, термосвариваемый слой предназначен для активации при определенных температурах в зависимости от материала подложки. Предпочтительно, термосвариваемый слой активируют при температурах от около 90ºC до около 150ºC, предпочтительнее термосвариваемый слой активируют при температурах от около 110ºC до около 140ºC, и наиболее предпочтительно термосвариваемый слой активируют при температурах от около 120ºC до около 130ºC. Предпочтительно также прилагать давление к соответствующим поверхностям в процессе термогерметизации.
Печатный слой крышки
Необязательный печатный слой может быть нанесен на описанную выше внешнюю подложку крышки. Печатный слой служит для приема и удержания одной или более красок, нанесенных на печатный слой. Краска (краски) создают печатные элементы или другие знаки для многослойной крышки и конструкции упаковки. Печатный слой можно создавать для широкого ассортимента материалов, обычно известных специалистам в данной области техники. Например, разнообразные материалы на основе поливинилового спирта (PVA) и целлюлозы можно использовать для печатного слоя.
Печатный слой имеет толщину, составляющую обычно от около 3 до около 20 мкм и предпочтительно от около 3 до около 8 мкм.
Предпочтительные аспекты крышки
Другой значительной особенностью предпочтительного варианта осуществления многослойной крышки является возможность разреза, надреза или прорези, по меньшей мере, термозапечатывающего слоя крышки. Предпочтительно разрез, надрез или прорезь проходит через термосвариваемый слой, внутреннюю подложку многослойной крышки и высвобождающий слой. Разрез, надрез или прорезь, которые могут быть проштампованы в виде сплошной или перфорированной линии, предпочтительно проходят, по меньшей мере, по части и предпочтительнее по всему периметру крышки таким образом, чтобы соответствовать периферической области, определенной вокруг отверстия контейнера. Этот разрез существенно облегчает первоначальное открывание герметизированной упаковки. Как разъясняется более подробно в настоящем описании, разрез предпочтительно расположен на многослойной крышке и направлен внутрь области термогерметизации между крышкой и контейнером. При открывании герметизированной упаковки многослойная крышка разделяется на две части, внешнюю отделяющуюся часть и внутреннюю отделяющуюся часть. Разделение этих частей друг от друга происходит вдоль линии раздела, обычно определенной между самоклеящимся адгезивным слоем и высвобождающим слоем. Разрез предусматривает, что разделение происходит только в областях крышки, прилегающих к областям термогерметизации. Разделение не происходит в других областях многослойной крышки. В результате, при первоначальном открывании герметизированной упаковки, когда многослойную крышку сдвигают из ее герметичного положения, отделение крышки происходит только по внешнему периметру контейнера (и крышки), открывая тем самым самоклеящийся адгезив и высвобождающий слой. Средняя область крышки не отделяется и, таким образом, снимается с контейнера, открывая тем самым доступ во внутреннее пространство контейнера. Наличие разреза, надреза или прорези способствует отделению внешней отделяемой части крышки от внутренней части крышки, которая остается герметично сцепленной с контейнером. Разрез, надрез или прорезь можно сделать в многослойной крышке разнообразными способами, однако предпочтительный способ представляет собой штампованную пробивку прорези сквозь запечатывающий слой, внутреннюю подложку и высвобождающий слой.
Также предусмотрено, что возможно создание в виде дверной петли или сцепления части крышки, не образующей разреза, надреза или прорези в выбранных областях многослойной крышки. Так, например, разрез можно предусмотреть вдоль трех из четырех сторон крышки прямоугольной формы, которую затем герметично присоединяют к контейнеру. Не содержащая разреза сторона крышки затем служит в качестве дверной петли при первоначальном и последующих открываниях контейнера.
Другая причина предпочтительного наличия разреза, надреза или прорези в указанном слое (слоях) многослойной крышки заключается в том, что такой разрез позволяет контролировать площадь поверхности контакта между самоклеящимся адгезивным слоем и высвобождающим слоем. Возможность легкого контроля величины, конфигурации и формы площади контакта позволяет непосредственно контролировать прочность повторного запечатывания между внешней отделяющейся частью крышки и внутренней отделяющейся частью крышки. Как будет понятно, для применений, в которых желательна повышенная прочность повторного запечатывания, площадь контакта можно легко увеличить в процессе проектирования и/или производства. И для применений, в которых желательна меньшая прочность повторного запечатывания, площадь контакта можно легко сократить в процессе проектирования и/или производства.
Другой предпочтительный аспект предпочтительного варианта осуществления многослойной крышки заключается в том, что при соответствующем выборе материалов, с которыми соприкасается самоклеящийся адгезив, т.е. материалов слоев, расположенных в непосредственном соприкосновении с самоклеящимся материалом в многослойной крышке, поверхностную энергию открытой стороны материала каждого слоя можно регулировать для обеспечения желательных характеристик герметизации, в частности величин прочности повторного запечатывания. Например, если желательна низкая прочность повторного запечатывания, можно использовать антиадгезив, имеющий относительно низкую поверхностную энергию, например кремнийорганический антиадгезив, в непосредственном соприкосновении с самоклеящимся адгезивным слоем. Кроме того, выбор и расположение соответственно разработанных материалов для использования в слоях, непосредственно прилегающих к самоклеящемуся материалу, можно использовать для достижения различной прочности сцепления, чтобы обеспечить или, по меньшей мере, способствовать большему удержанию адгезива с одним слоем по сравнению с другим слоем. Например, путем соответствующего выбора и использования материалов для высвобождающего слоя и слоя, нанесенного на противоположную сторону самоклеящегося слоя, можно обеспечить большее удержание адгезива на внешней отделяющейся части крышки по сравнению с количеством, остающимся на внутренней части крышки, сцепленной с контейнером.
В частности, в соответствии с настоящим изобретением, контролируют уровень сцепления между самоклеящимся материалом и одним слоем или несколькими слоями, непосредственно прилегающими к адгезивному слою, например высвобождающим слоем. Уровень сцепления контролируют предпочтительно (i) использованием высвобождающего слоя, расположенного в непосредственном соприкосновении с самоклеящимся адгезивным слоем и наиболее предпочтительно расположенного между адгезивным слоем и внутренней подложкой в многослойной крышке; (ii) конфигурацией и площадью поверхности высвобождающего слоя, открытого после первоначального открывания крышки; (iii) соответствующим выбором высвобождающих материалов и/или материалов, имеющих желательные величины поверхностной энергии, которые используют в высвобождающем слое; (iv) соответствующим выбором других материалов в многослойной крышке, а именно самоклеящегося адгезива и материала слоя, нанесенного непосредственно на сторону самоклеящегося адгезива, противоположную данному высвобождающему слою; (v) конфигурацией и площадью поверхности самоклеящегося адгезива, открытого после первоначального открывания крышки, и (vi) толщиной самоклеящегося слоя.
При контроле уровня сцепления предпочтительно одним или большим числом, или всеми факторами (i)-(vi) самоклеящийся слой можно более надежно удерживать на внешней отделяющейся части крышки.
Эта стратегия осуществления предпочтительного варианта многослойных крышек, описанных в настоящем документе, предоставляет значительное преимущество над конструкциями крышек согласно предыдущему уровню техники и, в частности, над повторно закрываемой системой упаковки, которая описана в упомянутом выше патенте США 6,056,141. В системе упаковки согласно патенту США 6,056,141 использован «перемещаемый» адгезив. Следовательно, в системе того типа адгезив удерживается на части крышки вследствие перемещения адгезива по отношению к нижележащей несущей пленке.
Система согласно патенту США 6,056,141 не основана на какой-либо другой стратегии для обеспечения или, по меньшей мере, попытки удержать адгезив на снимаемой части крышки. Исключительный расчет на свойства самоклеящегося адгезива серьезно ограничивает сферу применения полученной в результате системы упаковки.
Предпочтительно существование определенных характеристик адгезивности и отрыва в отношении самоклеящегося адгезива и слоев, нанесенных на противоположные стороны или поверхности самоклеящегося слоя. Желательно существование различия в отношении данных характеристик между двумя слоями на противоположных сторонах самоклеящегося слоя. В частности, желательно существование определенного минимального различия характеристик, связанного с (i) самоклеящимся материалом и слоем, непосредственно прилегающим к одной стороне адгезива, и (ii) самоклеящимся материалом и слоем, непосредственно прилегающим к противоположной стороне адгезива.
Для многослойной крышки с использованием самоклеящегося слоя, расположенного между внутренней подложкой из двуосно-ориентированного полипропилена (BOPP) и внешней подложкой из полиэтилентерефталата (PET), предпочтительно, чтобы различие характеристик адгезивности и отрыва между данными двумя подложками и соответствующей стороной самоклеящегося адгезива составляло, по меньшей мере, 1,5 Н/дюйм (0,59 Н/см) и предпочтительно, по меньшей мере, 3,0 Н/дюйм (1,18 Н/см). Предпочтительно существование более сильного сцепления между внешней подложкой и соответствующей стороной самоклеящегося адгезива по сравнению с силой сцепления, существующей между внутренней подложкой и противоположной стороной самоклеящегося адгезива. Как показано на фиг. 9 и 10, значения усилия при отрыве и изгибе в петлю для предпочтительного самоклеящегося адгезива, имеющегося в продаже под наименованием Fasson S692N, проявляют различие более чем 3 Н/дюйм (1,18 Н/см) при сравнении сцепления между внешней подложкой из PET и внутренней подложкой из BOPP. Это обеспечивает удерживание самоклеящегося адгезива на внешней подложке, когда многослойную крышку отделяют, по меньшей мере, частично вдоль линии раздела при открывании конструкции крышки и контейнера.
Соответствующий выбор самоклеящегося адгезива и материала высвобождающего слоя, в первую очередь, определяет усилие, необходимое для первоначального открывания герметизированного контейнера, и также величину усилия, необходимого для дальнейших операций открывания после первоначального открывания. Это усилие, называемое «усилие открывания», представляет собой усилие, которое потребитель должен приложить к крышке, чтобы разделить многослойную крышку на ее соответствующие части и тем самым открыть контейнер. Как правило, чтобы относительно легко открыть контейнер, усилие открывания крышки должно составлять не менее чем 15 Н/дюйм (5,91 Н/см). Кроме того, желательно, чтобы требовалось некоторое минимальное усилие для предотвращения непреднамеренного открывания контейнера. Таким образом, требуемое минимальное усилие составляет, как правило, по меньшей мере, 2 Н/дюйм (0,79 Н/см) и предпочтительно более чем 3 Н/дюйм (1,18 Н/см).
Обращаясь далее к указанному выше патенту США 6,056,141, видно, что в конструкции крышки можно использовать слой полипропилена (PP) в качестве несущей пленки на верхней стороне адгезива. Такая конструкция почти определенно приведет к тому, что адгезив останется на слое нижней подложки с противоположной стороны адгезивного слоя. В технике хорошо известно, что полипропиленовые пленки обычно проявляют относительно низкие величины поверхностной энергии и, следовательно, не обеспечивают достаточного сцепления с адгезивным материалом. Таким образом, эта конструкция не удерживает адгезив на крышке. Как будет понятно, это нежелательно, потому что адгезив, находящийся на слое нижней подложки, т.е. на контейнере, значительно увеличивает вероятность контакта между пищей и клеем.
Используя эти ключевые аспекты, потенциально с другими отличительными особенностями предпочтительного варианта осуществления многослойной крышки, которые описаны в настоящем документе, возможно достижение очень хороших характеристик удельной адгезии, повторного запечатывания и открывания многослойной крышки.
Контейнер
Термин «контейнер» при использовании в настоящем документе означает оболочку, корпус или упаковку, которая содержит внутреннюю полую область, в которой можно хранить продукты питания или другие предметы. Доступ во внутреннее пространство контейнера можно получить через одно или более щелей или отверстий в определенных местах контейнера, например в стенке контейнера. В качестве альтернативы, контейнер можно изготовить предпочтительно из относительно жесткого сохраняющего форму материала, чтобы данный контейнер определял глухую открытую внутреннюю область, доступ к которой возможен через отверстие или другое устройство, сделанное в контейнере. Предпочтительные формы контейнера в соответствии с настоящим изобретением содержат одну или более относительно жестких стенок, образованных и/или расположенных вокруг отверстия, которое обеспечивает беспрепятственный доступ во внутреннее пространство контейнера.
Предпочтительно кромка или другая структурная деталь вытянута вдоль периметра отверстия контейнера и определяет область контакта и запечатывающего сцепления вышеописанной крышкой. Предпочтительно слой термозапечатывающего материала нанесен на поверхность или, по меньшей мере, область поверхности кромки для последующего контакта с термозапечатывающим слоем многослойной крышки в процессе зацепляющего сцепления между крышкой и контейнером.
Хотя предпочтительной формой контейнера является твердостенная емкость, имеющая описанную выше кромку, настоящее изобретение включает использование гибкостенных упаковок, включая мешок, сумку или пакет.
Термосвариваемый слой контейнера
Предпочтительно в термозапечатывающем слое контейнера используют такой же или совместимый с ним материал, как в описанном выше термозапечатывающем слое крышки.
Подложка контейнера
Контейнер включает подложку, которая предпочтительно обеспечивает общую структуру, прочность и форму контейнера. В технике известен широкий ассортимент материалов, которые можно использовать для контейнера. Выбор определенного материала в значительной степени зависит от определенного применения и требований герметизации к конструкции контейнера.
Предпочтительный вариант осуществления конструкции упаковки
Фиг. 1 схематично представляет вид предпочтительной многослойной крышки 20, используемой в предпочтительном варианте осуществления конструкции упаковки в соответствии с настоящим изобретением. Предпочтительная многослойная крышка 20 включает внешнюю подложку 30, необязательный слой барьерного материала 40, самоклеящийся слой 50, высвобождающий слой 60, внутреннюю подложку 70 и термосвариваемый слой 80. Внешняя подложка 30 определяет внешнюю поверхность 32, на которую можно наносить печатные или другие идентифицирующие знаки. Термосвариваемый слой 80 определяет нижнюю сторону 82 для последующего контакта с контейнером в процессе герметизации. Разрез, надрез или прорезь 90 проходит полностью или, по меньшей мере, частично сквозь термосвариваемый слой 80. Разрез, надрез или прорезь предпочтительно проходит через слой 80, внутреннюю подложку 70 и высвобождающий слой 60. Линия раздела 56 определена между самоклеящимся адгезивным слоем 50 и высвобождающим слоем 60. Как разъяснено выше в настоящем описании, при открывании контейнера, многослойная крышка 20 отделяется вдоль данной линии раздела в пределах областей крышки 20, которые прилегают к областям, в которых термосвариваемый слой 80 приварен к контейнеру (не показано на фиг. 1). Крышка 20 также определяет один или более внешних краев 21, далее описанных более подробно.
Фиг. 2 схематично представляет вид предпочтительного контейнера 100, используемого в предпочтительном варианте осуществления конструкции упаковки согласно настоящему изобретению. Контейнер 100 включает термосвариваемый слой 110 и подложку 120, которая включает кромку 122 и одну или более стенок 126. Термосвариваемый слой 110 определяет верхнюю поверхность 112 для последующего контакта с крышкой, в частности с нижней поверхностью 82 крышки 20, показанной на фиг. 1.
Фиг. 3 схематично представляет вид предпочтительной многослойной крышки 20 перед сцеплением или другим прикреплением к контейнеру, причем крышка 20 частично отделена вдоль линии раздела 56, открывая нижнюю поверхность 52 самоклеящегося слоя 50 и верхнюю поверхность 62 высвобождающего слоя 60. Данный чертеж иллюстрирует предпочтительную конфигурацию надреза 90, проходящего, по меньшей мере, через высвобождающий слой 60, внутреннюю подложку 70 и термосвариваемый слой 80. Предпочтительно надрез 90 проходит вдоль внешнего периметра крышки 20.
Фиг. 4 представляет перспективный вид предпочтительного варианта осуществления конструкции упаковки 10, включающей крышку 20 и контейнер 100. Фиг. 4 иллюстрирует упаковку 10 в открытом виде после того, как крышка 20 и контейнер 100 были термосварены друг с другом посредством их соответствующих термозапечатывающих слоев 80 и 110 (см фиг. 1 и 2, соответственно), вдоль кромки 122 контейнера 100. Упаковку 10 открывают натяжением края или части крышки 20 по направлению стрелки A, разделяя тем самым крышку 20 на две части. Внутренняя отделяющаяся часть 24 остается термоприваренной к кромке 122 контейнера 100. Образуется внешняя отделяющаяся часть 22, и ее снятие с покрытия контейнера предоставляет доступ во внутреннее пространство контейнера 130. Разделение крышки 20 на ее части 22 и 24 происходит вдоль линии раздела 56 в области крышки между надрезом 90 и внешним краем 21 крышки 20, как показано на фиг. 1, 3 и 4. Разделение крышки 20 не происходит во внутренней области, показанной на фиг. 4 как область 23. При разделении крышки область нижней поверхности 52 самоклеящегося адгезива 50 открывается во внешней отделяющейся части крышки 22. И область верхней поверхности 62 высвобождающего слоя 60 открывается во внутренней отделяющейся части крышки 24.
Фиг. 5 представляет частичный вид поперечного сечения конструкции упаковки 10, взятый вдоль линии 5-5, показанной на фиг. 4. Изображение на фиг. 5 представляет конфигурацию крышки 20 и контейнера 100 после их зацепляющего сцепления друг с другом и до первоначального открывания герметизированной упаковки 10. В частности, термогерметизация крышка 20 и контейнера 100 осуществляется вдоль линии раздела между термозапечатывающими слоями 80 и 110. Фиг. 5 иллюстрирует область термогерметизации (или термосварки), которая обычно проходит между надрезом 90 и внешним краем 21 крышки 20 и, как правило, между термозапечатывающими слоями 80 и 110.
Фиг. 6 представляет частичный вид поперечного сечения конструкции упаковки 10, взятый вдоль линии 6-6 на фиг. 4. Фиг. 6 иллюстрирует конфигурацию внешней отделяющейся части крышки 22 после того, как крышка 20 термоприварена к контейнеру 100, и после первоначального открывания упаковки 10. Фиг. 6 также представляет поверхность первой прорези 92, которая открывается вдоль направленного вбок края слоев 60, 70 и 80 крышки 20. Поверхность прорези 92 образуется в результате описанного выше надреза 90 и открывается при разделении крышки 20 на части 22 и 24.
Фиг. 7 представляет частичный вид поперечного сечения конструкции упаковки 10, взятый вдоль линии 7-7 на фиг. 4. Фиг. 7 иллюстрирует конфигурацию внутренней отделяющейся части крышки 24 после того, как крышка 20 термоприварена к контейнеру, и после первоначального открывания упаковки 10. Контейнер 100 определяет внутреннюю поверхность 132. Предусмотрено, что один или более запечатывающих, барьерных и/или совместимых с пищей материалов можно поместить или иным образом нанести на эту внутреннюю поверхность 132. Фиг. 7 также иллюстрирует вторую поверхность прорези 94, которая открывается вдоль направленного вбок края слоев 60, 70 и 80 крышки 20. Поверхность прорези 92 образуется в результате описанного выше надреза 90 и открывается при разделении крышки 20 на части 22 и 24.
Фиг. 8 схематично представляет вид другой предпочтительной многослойной крышки 20a, используемой в предпочтительном варианте осуществления конструкции упаковки в соответствии с настоящим изобретением. Предпочтительный многослойная крышка 20a включает печатный слой 36, внешнюю подложку 30, слой барьерного материала 40, самоклеящийся слой 50, высвобождающий слой 60, внутреннюю подложку 70 и термосвариваемый слой 80. Печатный слой 36 определяет внешнюю поверхность 32a, которая может содержать печатные или другие идентифицирующие знаки. Термосвариваемый слой 80 определяет нижнюю сторону 82 для последующего контакта с контейнером в процессе герметизации. Разрез, надрез или прорезь 90 проходит полностью или, по меньшей мере, частично сквозь термосвариваемый слой 80. Разрез, надрез или прорезь предпочтительно проходит через слой 80, внутреннюю подложку 70 и высвобождающий слой 60. Линия раздела 56 определена между самоклеящимся адгезивным слоем 50 и высвобождающим слоем 60. Как разъяснено выше в настоящем описании, при открывании контейнера, многослойная крышка 20 отделяется вдоль данной линии раздела в пределах областей крышки 20a, которые прилегают к областям, в которых термосвариваемый слой 80 термоприварен к контейнеру (не показано на фиг. 8).
Дополнительные предпочтительные аспекты конструкции крышки и контейнера
В приведенной ниже таблице 1 содержится список дополнительных предпочтительных характеристик и особенностей предпочтительной конструкции упаковки. Данные характеристики и особенности перечислены в порядке их важности. Условия 1, 2, 6 и 11 предпочтительно обеспечиваются надлежащим выбором материалов, используемых в соответствующем слое (слоях). Условия 3, 4, 7, 8, 9 и 11 предпочтительно обеспечиваются надлежащим выбором самоклеящегося адгезива и его характеристиками и свойствами.
Особенности предпочтительной конструкции упаковки
Настоящее изобретение также предлагает способ открывания и повторного запечатывания ранее термогерметизированной упаковки. Упаковка включает контейнерный компонент и крышечный компонент, как описано выше в настоящем документе. Способ включает отделение первой части крышечного компонента от остальной второй части крышечного компонента и термосваренного с ней контейнерного компонента. Это приводит к отделению самоклеящегося слоя от высвобождающего слоя в термогерметизированной области (областях), открывая тем самым область самоклеящегося адгезива и соответствующую область высвобождающего слоя. Так как разделение крышки не происходит в другом месте, например во внутренней области 23 крышки 20 (см фиг. 4), упаковка легко открывается, и становится доступным внутреннее пространство контейнера. Способ также включает сопряженное соприкосновение открытой области самоклеящегося адгезива и открытой области высвобождающего слоя, что приводит к повторного запечатывания упаковки. Термин «сопряженное соприкосновение» означает такое расположение внешней отделяющейся части крышки 22, имеющей открытую область самоклеящегося адгезива, что эта область совмещается с соответствующей открытой областью высвобождающего слоя во внутренней отделяющейся части крышки 24. Предпочтительно при сопряженном соприкосновении этих областей друг с другом вся или почти вся поверхность каждой области соприкасается с поверхностью другой области.
Контейнерный компонент и крышечный компонент запечатывающе сцепляются друг с другом при соприкосновении первого запечатывающего слоя контейнерного компонента и второго запечатывающего слоя крышечного компонента. Способ также включает нагревание первого и второго запечатывающих слоев при температуре, составляющей от около 120ºC до около 130ºC, в течение периода времени, составляющего, по меньшей мере, 2 секунды.
Примеры
Пример 1. В первой серии исследований проводили испытания по отрыву, в которых измеряли силу сцепления предпочтительного самоклеящегося адгезива Fasson S692N, указанного выше, относительно различных подложек. Исследовали подложки из четырех различных материалов, включая стекло, полиэтилен высокой плотности (HDPE), полиэтилентерефталат (PET) и полипропилен (PP). Адгезив наносили на соответствующие подложки с различной массой адгезивного покрытия. Затем измеряли усилие отрыва адгезива с подложки. Фиг. 9 представляет значения усилия отрыва в Н/дюйм (Н/2,54 см), измеренные для каждой из подложек, содержащих различные количества предпочтительного адгезива (г/кв. м). Как будет понятно, при увеличении массы покрытия усилие отрыва увеличивается.
Пример 2. В другой серии исследований измеряли методом петли предпочтительный адгезива Fasson S692N в отношении перечисленных выше четырех подложек из стекла, HDPE, PET и PP.
Фиг. 10 представляет значения усилия при изгибе петли в Н/дюйм (Н/2,54 см), измеренные для каждой из подложек, содержащих различные количества предпочтительного адгезива (г/кв. м). Как будет понятно, при увеличении массы покрытия усилие при изгибе петли увеличивается.
Как разъяснено выше, различия усилия отрыва и изгиба петли между противоположными поверхностями самоклеящегося адгезива в многослойных крышках можно использовать для достижения желательных характеристик поведения крышки при отделении и повторного запечатывания. Фиг. 9 и 10 показывают, что масса покрытия или толщина самоклеящегося адгезива в многослойной крышке могут также влиять на характеристики усилия отрыва и изгиба петли между адгезивным материалом и каждым из слоев, непосредственно прилегающих к адгезивному слою.
Дополнительные подробности в отношении различных компонентов, аспектов производства и проектирования предпочтительного варианта осуществления конструкции упаковки и компонентов ее многослойной крышки и контейнера приведены в патенте США 7,165,888, принадлежащем правопреемнику настоящей заявки.
Многие другие преимущества, несомненно, станут очевидными в ходе дальнейшего применения и развития данной технологии.
Все патенты, опубликованные заявки, способы испытаний или стандарты статьи, указанные в данном документе, настоящим включаются в него во всей своей полноте посредством ссылки.
Как описано выше, настоящее изобретение решает многие проблемы, связанные с устройствами предшествующих типов. Однако следует понимать, что различные изменения подробностей, материалов и расположений частей, которые были описаны и проиллюстрированы в целях разъяснения характера настоящего изобретения, могут быть сделаны специалистами в данной области техники без отклонения от принципа и предмета настоящего изобретения, которые выражены в прилагаемой формуле изобретения.
Изобретение касается составной, повторно запечатываемой, одноразовой упаковки. Данная составная упаковка содержит контейнер (100) и многослойную крышку (20), сцепленные друг с другом для первоначального запечатывания содержимого упаковки. Упаковку можно затем легко открыть путем отсоединения первой части крышечного компонента от остальной второй части крышечного компонента и контейнерного компонента, термосваренного с ней, путем отделения адгезивного слоя от высвобождающего слоя вдоль заданной линии раздела. Упаковку можно надежно и эффективно повторно запечатать введением в контакт ранее разделенных частей крышки друг с другом. 2 н. и 15 з.п. ф-лы, 1 табл., 10 ил, 2 пр.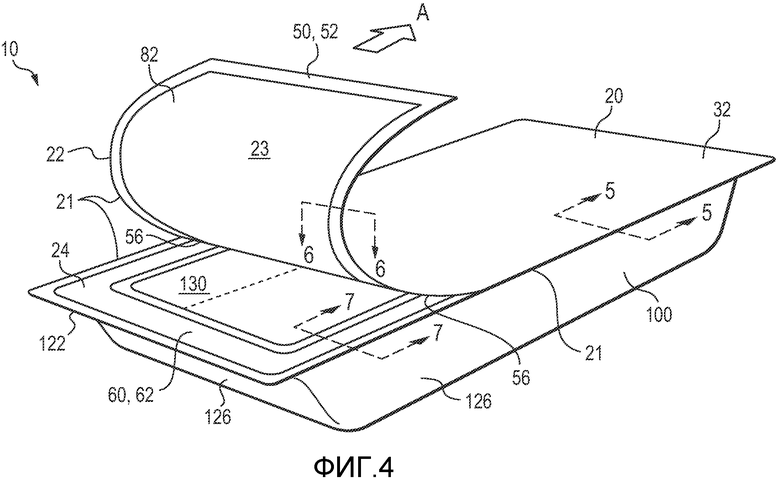
1. Составная повторно запечатываемая упаковка, включающая контейнер и крышку, причем контейнер и крышка выполнены для запечатывающего сцепления друг с другом,
при этом контейнер содержит:
полимерную подложку, определяющую запечатывающую поверхность, и
первый запечатывающий слой, нанесенный на запечатывающую поверхность полимерной подложки;
а крышка имеет внешнюю поверхность и внутреннюю поверхность, причем внутренняя поверхность обращена к запечатывающей поверхности полимерной подложки при запечатывающем сцеплении контейнера и крышки друг с другом, и
при этом крышка содержит:
внешнюю подложку, образующую внешнюю поверхность крышки,
внутреннюю подложку,
самоклеящийся адгезивный слой, расположенный между внешней подложкой и внутренней подложкой,
второй запечатывающий слой, расположенный непосредственно на внутренней подложке, причем второй запечатывающий слой образует внутреннюю поверхность крышки и термически соединен с первым запечатывающим слоем контейнера,
барьерный слой, расположенный (i) между внутренней подложкой и наружной подложкой или (ii) на втором запечатывающем слое внутренней подложки, и
высвобождающий слой, расположенный между внутренней подложкой и самоклеящимся адгезивным слоем и непосредственно смежный самоклеящемуся адгезивному слою, причем указанный адгезив находится в контакте с первым или вторым запечатывающими слоями, и
при этом обеспечен разрез, надрез или прорезь в по меньшей мере втором запечатывающем слое крышки.
2. Упаковка по п.1, в которой, по меньшей мере, один из первого запечатывающего слоя и второго запечатывающего слоя содержит материал, выбранный из группы, состоящей из линейного полиэтилена низкой плотности (LLDPE), полиолефинового сополимера и модифицированного гликолем полиэтилентерефталата (PETG) и их комбинаций.
3. Упаковка по п.1, в которой внутренняя подложка содержит материал, выбранный из группы, состоящей из ориентированного полипропилена (OPP), полиэтилентерефталата (PET), поливинилхлорида (PVC), ортофтальальдегида (OPA) и их комбинаций.
4. Упаковка по п.1, в которой самоклеящийся слой содержит полимерную смесь на основе мономеров бутилакрилата и 2-этилгексилакрилата.
5. Упаковка по п.1, в которой высвобождающий слой содержит кремнийорганическое соединение.
6. Упаковка по п.1, в которой внешняя подложка содержит материал, выбранный из группы, состоящей из полиэтилентерефталата (PET), полиэтилена (PE), полипропилена (PP), поливинилхлорида (PVC), ортофтальальдегида (OPA), их сополимеров и их комбинаций.
7. Упаковка по п.1, в которой барьерный слой расположен между адгезивным слоем и внешней подложкой.
8. Упаковка по п.1, в которой барьерный слой проявляет кислородопроницаемость менее чем 50 см3/м2/сутки и предпочтительно от 0,5 до 7 см3/м2/сутки.
9. Упаковка по любому из пп.1-8, в которой барьерный слой содержит материал, выбранный из группы, состоящей из поливинилиденхлорида (PVDC), полимера этилена и винилового спирта (EVOH), поливинилового спирта (PVOH), полимеров типа нейлона и их комбинаций.
10. Упаковка по п.1, в которой усилие открывания крышки составляет менее чем 15 Н/дюйм (5,91 Н/см), предпочтительно от около 0,1 Н/дюйм (0,04 Н/см) до около 15 Н/дюйм (5,91 Н/см), предпочтительнее от около 2 Н/дюйм (0,79 Н/см) до около 10 Н/дюйм (3,94 Н/см).
11. Упаковка по п.1, в которой крышка герметично сцеплена с контейнером.
12. Упаковка по п.1, в которой первый запечатывающий слой контейнера термоприварен ко второму запечатывающему слою крышки.
13. Упаковка по п.11, в которой часть крышки выполнена с возможностью удаления с контейнера посредством отделения адгезивного слоя крышки от высвобождающего слоя крышки.
14. Упаковка по п.1, дополнительно включающая:
печатный слой, нанесенный на внешнюю подложку или под внешней подложкой, причем печатный слой образует внешнюю поверхность крышки.
15. Способ открывания и повторного запечатывания предварительно термозапечатанной упаковки по любому из пп.1-14,включающий:
отсоединение первой части крышечного компонента от остальной второй части крышечного компонента и контейнерного компонента, термосваренного с ней, путем отделения адгезивного слоя от высвобождающего слоя, чтобы тем самым открыть упаковку; и
введение адгезивного слоя и высвобождающего слоя в сопряженное контактирование, чтобы тем самым повторно запечатать упаковку.
16. Способ по п.15, в котором контейнерный компонент и крышечный компонент термосварены друг с другом посредством:
введения в контакт первого запечатывающего слоя контейнерного компонента и второго запечатывающего слоя крышечного компонента;
и нагревания первого и второго запечатывающих слоев до температуры от около 80°C до около 140°C в течение периода времени, составляющего по меньшей мере 1 секунду.
17. Способ по п.15, в котором усилие открывания крышечного компонента составляет менее чем 15 Н/дюйм (5,91 Н/см), предпочтительно от около 0,1 Н/дюйм (0,04 Н/см) до около 15 Н/дюйм (5,91 Н/см), предпочтительнее от около 2 Н/дюйм (0,79 Н/см) до около 10 Н/дюйм (3,94 Н/см).
| US 6056141 A, 02.05.2000 | |||
| DE 102006002965 A1, 02.08.2007 | |||
| Буросбоечная машина | 1982 |
|
SU1016498A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |
| Формирователь импульсов | 1987 |
|
SU1582341A1 |
| Способ обработки целлюлозных материалов, с целью тонкого измельчения или переведения в коллоидальный раствор | 1923 |
|
SU2005A1 |

