Область изобретения
Настоящее изобретение относится к порошковой композиции, включающей электрически изолированный порошок на основе железа, и к способу ее получения. Изобретение также относится к способу изготовления магнитно-мягких композиционных компонентов, приготовленных из этой композиции, а также к полученному компоненту.
Предпосылки изобретения
Магнитно-мягкие материалы используют по таким назначениям, как материалы сердечников в индукторах, статорах и роторах электрических машин, приводов, датчиков и сердечников трансформаторов. Традиционно магнитно-мягкие сердечники, такие как в роторах и статорах электрических машин, изготавливают из наборных стальных пластин. Магнитно-мягкие композиционные (ММК) материалы выполнены на основе магнитно-мягких частиц, обычно на основе железа, с электроизоляционным покрытием на каждой частице. ММК-Компоненты получают прессованием изолированных частиц, используя традиционный для порошковой металлургии (ПМ) способ прессования, необязательно вместе со смазками и/или связующими. При использовании методов порошковой металлургии можно изготавливать материалы, имея более высокую степень свободы в разработке ММК-компонентов, чем при использовании стальных пластин, потому что ММК-материал может нести трехмерный магнитный поток, а также потому, что способом прессования можно получать трехмерные формы.
Две основные характеристики компонента - железного сердечника представляют собой его характеристики магнитной проницаемости и потерь в сердечнике. Магнитная проницаемость материала является показателем его способности становиться намагниченным или его способности проводить магнитный поток. Проницаемость определяют как отношение индуцированного магнитного потока к намагничивающей силе или напряженности поля. Когда на магнитный материал воздействует переменное поле, возникают потери энергии вследствие потерь на гистерезис и потерь на вихревые токи. Потери на гистерезис (потери постоянного тока), которые составляют основную часть суммарных потерь в сердечнике при большинстве применений в электродвигателях, вызваны необходимыми расходами энергии на преодоление сохранившихся магнитных сил внутри компонента - железного сердечника. Эти силы можно свести к минимуму путем улучшения чистоты и качества основного порошка, но наиболее важным является увеличение температуры и/или времени термической обработки (т.е. снятие напряжений) компонента. Потери на вихревые токи (потери переменного тока) обусловлены возникновением электрических токов в железном сердечнике вследствие изменяющегося потока, вызванного условиями переменного тока. Для минимизации вихревых токов желательно высокое удельное электрическое сопротивление компонента. Уровень удельного электрического сопротивления, который требуется для минимизации потерь переменного тока, зависит от типа применения (рабочей частоты) и размера компонента.
Потери на гистерезис пропорциональны частоте переменных электрических полей, в то время как потери на вихревые токи пропорциональны квадрату частоты. Таким образом, при высоких частотах потери на вихревые токи вносят основной вклад, и особенно важно сокращать потери на вихревые токи при одновременном сохранении низкого уровня потерь на гистерезис. Для устройств, работающих на высоких частотах, где используют изолированные магнитно-мягкие порошки, желательно использовать порошки с частицами меньшего размера, поскольку создаваемые вихревые токи можно ограничить меньшим объемом при условии достаточной электрической изоляции отдельных частиц порошка (вихревые токи внутри частиц). Таким образом, тонкодисперсные порошки, а также высокое удельное электрическое сопротивление станут более важными для компонентов, работающих на высокой частоте. Независимо от того, насколько хорошо работает изоляция частиц, всегда существует вызывающая потери часть неограниченных вихревых токов в объеме компонента. Потери на объемные вихревые токи пропорциональны площади поперечного сечения прессованной детали, которая проводит магнитный поток. Таким образом, компонентам с большой площадью поперечного сечения, которые проводят магнитный поток, потребуется более высокое удельное электрическое сопротивление для того, чтобы ограничить потери на объемные вихревые токи.
Изолированный магнитно-мягкий порошок на основе железа со средним размером частиц 100-400 мкм, например, от примерно 180 мкм до 250 мкм, и менее чем 10% частиц с размером менее 45 мкм (порошок 40 меш), обычно используют для компонентов, работающих на частоте до 1 кГц. Порошки со средним размером частиц 50-150 мкм, например, от примерно 80 мкм до 120 мкм, и 10-30% частиц менее чем 45 мкм (порошок 100 меш), можно использовать для компонентов, работающих от 200 Гц до 10 кГц, в то время как компоненты, работающие на частотах от 2 кГц до 50 кГц, обычно изготавливают на основе изолированных магнитно-мягких порошков со средним размером частиц примерно 20-75 мкм, например, от примерно 30 мкм до 50 мкм, и более чем 50% частиц менее чем 45 мкм (порошок 200 меш). Средний размер частиц и распределение частиц по размерам следует предпочтительно оптимизировать согласно требованиям применения. Таким образом, примеры среднемассовых размеров частиц составляют 10-450 мкм, 20-400 мкм, 20-350 мкм, 30-350 мкм, 30-300 мкм, 20-80 мкм, 30-50 мкм, 50-150 мкм, 80-120 мкм, 100-400 мкм, 150-350 мкм, 180-250 мкм, 120-200 мкм.
Исследование производства методом порошковой металлургии компонентов магнитных сердечников с использованием порошков на основе железа с покрытием было направлено на разработку железных порошковых композиций, которые улучшают определенные физические и магнитные свойства без отрицательного влияния на другие свойства конечного компонента. Желательные свойства компонента включают, например, высокую проницаемость в расширенном диапазоне частот, низкие потери в сердечнике, высокую индукцию насыщения и высокую механическую прочность. Желательные свойства порошка дополнительно включают пригодность для методов компрессионного формования, означающую, что из порошка можно легко формовать высокоплотный компонент, который можно легко извлекать из формовочного оборудования без повреждений на поверхности компонента.
Ниже приведены примеры опубликованных патентов.
Патент США № 6309748 (Lashmore) описывает ферромагнитный порошок с диаметром частиц от примерно 40 до примерно 600 микрон нанесенным на каждую частицу покрытием из неорганических оксидов.
Патент США № 6348265 (Jansson) описывает железный порошок, на который нанесено тонкое фосфор- и кислородсодержащее покрытие, причем порошок с покрытием пригоден для прессования в магнитно-мягкие сердечники, которые можно подвергать термической обработке.
Патент США № 4601765 (Soileau) описывает прессованный железный сердечник, в котором использован железный порошок, сначала покрытый пленкой силиката щелочного металла, поверх которой затем нанесена смола из кремнийорганического полимера.
Патент США № 6149704 (Moro) описывает ферромагнитный порошок, электрически изолированный покрытием из фенольной смолы и/или силиконовой смолы и, необязательно, золя оксида титана или оксида циркония. Полученный порошок смешивают со смазкой стеаратом металла и прессуют в порошковый сердечник.
Патент США № 7235208 (Moro) описывает порошковый сердечник, изготовленный из ферромагнитного порошка, содержащего изоляционное связующее, в котором диспергирован ферромагнитный порошок, причем изоляционное связующее включает трифункциональную алкилфенилсиликоновую смолу и, необязательно, неорганический оксид, карбид или нитрид.
Следующие документы в области мягко-магнитных материалов представляют собой японскую патентную заявку JP 2005-322489, опубликованную под номером JP 2007-129154 (Yuuichi); японскую патентную заявку JP 2005-274124, опубликованную под номером 2007-088156 (Maeda); японскую патентную заявку JP 2004-203969, опубликованную под номером JP 2006-0244869 (Masaki); японскую патентную заявку JP 2005-051149, опубликованную под номером JP 2006-233295 (Ueda); и японскую патентную заявку JP 2005-057193, опубликованную под номером JP 2006-245183 (Watanabe).
Задачи изобретения
Одна задача настоящего изобретения заключается в том, чтобы предложить порошковую композицию на основе железа, включающую электрически изолированный порошок на основе железа, предназначенный для прессования в магнитно-мягкие компоненты с высоким удельным сопротивлением и низкими потерями в сердечнике.
Одна задача изобретения заключается в том, чтобы предложить порошковую композицию на основе железа, включающую электрически изолированный порошок на основе железа, предназначенный для прессования в магнитно-мягкие компоненты, имеющие высокую прочность, причем компонент можно подвергать термической обработке при оптимальной температуре термической обработки, не повреждая электрически изолированное покрытие порошка на основе железа.
Одна задача изобретения заключается в том, чтобы предложить порошковую композицию на основе железа, включающую электрически изолированный порошок на основе железа, предназначенный для прессования в магнитно-мягкие компоненты, имеющие высокую прочность, высокую максимальную проницаемость и высокую индукцию при минимизации потерь на гистерезис и сохранении на низком уровне потерь на вихревые токи.
Одна задача изобретения заключается в том, чтобы предложить способ изготовления прессованных и термически обработанных магнитно-мягких компонентов, имеющих высокую прочность, высокую максимальную проницаемость, высокую индукцию и низкие потери в сердечнике, полученных при сведении к минимуму потерь на гистерезис с одновременным сохранением на низком уровне потерь на вихревые токи.
Одна задача изобретения заключается в том, чтобы предложить способ изготовления порошковой композиции на основе железа без необходимости в каких-либо токсичных или неблагоприятных для окружающей среды растворителях или процедурах сушки.
Одна задача заключается в том, чтобы предложить способ изготовления прессованного, и необязательно термически обработанного, магнитно-мягкого композиционного компонента на основе железа, имеющего низкие потери в сердечнике в сочетании с достаточной механической прочностью и приемлемой плотностью магнитного потока (индукцией) и максимальной проницаемостью.
Сущность изобретения
Для решения по меньшей мере одной из вышеупомянутых задач и/или других не упомянутых задач, которые проявятся из нижеследующего описания, настоящее изобретение относится к ферромагнитной порошковой композиции, включающей магнитно-мягкие частицы сердцевины на основе железа с насыпной плотностью 3,2-3,7 г/мл, при этом поверхность частиц сердцевины снабжена неорганическим изоляционным слоем на основе фосфора.
Необязательно, в другом варианте реализации снаружи первого неорганического изоляционного слоя на основе фосфора расположен по меньшей мере один металлоорганический слой из металлоорганического соединения, имеющего следующую общую формулу:
R1[(R1)x(R2)y(MOn-1)]nR1,
где M представляет собой центральный атом, выбранный из Si, Ti, Al или Zr;
O представляет собой кислород;
R1 представляет собой гидролизуемую группу, выбранную из алкоксигрупп, содержащих менее чем 4, предпочтительно менее чем 3 атома углерода;
R2 представляет собой органическую составляющую, и при этом по меньшей мере одна R2 содержит по меньшей мере одну аминогруппу;
где n представляет собой число повторяющихся звеньев и является целым числом от 1 до 20;
где x представляет собой целое число от 0 до 1;
где y представляет собой целое число от 1 до 2.
Предпочтительный вариант реализации согласно настоящее изобретение относится к ферромагнитной порошковой композиции, включающей магнитно-мягкие частицы сердцевины на основе железа, имеющие насыпную плотность 3,2-3,7 г/мл, и при этом поверхность частиц сердцевины снабжена неорганическим изоляционным слоем на основе фосфора и по меньшей мере одним металлоорганическим слоем, расположенным снаружи первого неорганического изоляционного слоя на основе фосфора, из металлоорганического соединения, имеющего следующую общую формулу:
R1[(R1)x(R2)y(MOn-1)]nR1,
где M представляет собой центральный атом, выбранный из Si, Ti, Al или Zr;
O представляет собой кислород;
R1 представляет собой алкоксигруппу, содержащую менее чем 4 атома углерода;
R2 представляет собой органическую составляющую, и при этом по меньшей мере одна R2 содержит по меньшей мере одну аминогруппу;
где n представляет собой число повторяющихся звеньев и является целым числом от 1 до 20;
где x представляет собой целое число от 0 до 1;
где y представляет собой целое число от 1 до 2.
В другом варианте реализации с по меньшей мере одним металлоорганическим слоем сцеплено дополнительное дисперсное соединение металла или полуметалла, имеющее твердость по шкале Мооса менее чем 3,5.
В еще одном варианте реализации порошковая композиция включает дисперсную смазку. Смазка может быть добавлена в композицию, включающую частицы сердцевины, снабженные неорганическим изоляционным слоем на основе фосфора и по меньшей мере одним металлоорганическим слоем; или, необязательно, композицию, также включающую дисперсное соединение металла или полуметалла.
Частицы сердцевины должны иметь измеряемую согласно стандарту ISO 3923-1 насыпную плотность (НП), составляющую 3,2-3,7 г/мл, предпочтительно 3,3-3,7 г/мл, предпочтительно 3,3-3,6 г/мл, предпочтительнее в интервале от более 3,3 г/мл до менее или равной 3,6 г/мл, предпочтительно от 3,35 до 3,6 г/мл; или от 3,4 до 3,6 г/мл; или от 3,35 до 3,55 г/мл; или от 3,4 до 3,55 г/мл.
Изобретение также относится к способу приготовления ферромагнитной порошковой композиции, включающему нанесение на магнитно-мягкие частицы сердцевины на основе железа, обладающие насыпной плотностью 3,2-3,7 г/мл или, например, в более предпочтительных интервалах, указанных выше, неорганического изоляционного слоя на основе фосфора так, чтобы поверхность частиц сердцевины была электрически изолированной.
Необязательно, в другом варианте реализации дополнительно включены стадии: a) смешивание упомянутых магнитно-мягких частиц сердцевины на основе железа, электрически изолированных неорганическим изоляционным слоем на основе фосфора, с металлоорганическим соединением, указанным выше; и b) необязательное смешивание полученных частиц с дополнительным металлоорганическим соединением, указанным выше.
Предпочтительный вариант реализации согласно настоящему изобретению относится к способу приготовления ферромагнитной порошковой композиции, включающему нанесение на магнитно-мягкие частицы сердцевины на основе железа, обладающие насыпной плотностью 3,2-3,7 г/мл, неорганического изоляционного слоя на основе фосфора так, чтобы поверхность частиц сердцевины была электрически изолированной; и
a) смешивание упомянутых магнитно-мягких частиц сердцевины на основе железа, изолированных неорганическим изоляционным слой на основе фосфора, с металлоорганическим соединением, при этом снаружи первого неорганического изоляционного слоя на основе фосфора предусмотрен по меньшей мере один металлоорганический слой из металлоорганического соединения, имеющего следующую общую формулу:
R1[(R1)x(R2)y(MOn-1)]nR1,
где M представляет собой центральный атом, выбранный из Si, Ti, Al или Zr;
O представляет собой кислород;
R1 представляет собой алкоксигруппу, содержащую менее чем 4 атома углерода;
R2 представляет собой органическую составляющую, и при этом по меньшей мере одна R2 содержит по меньшей мере одну аминогруппу;
где n представляет собой число повторяющихся звеньев и является целым числом от 1 до 20;
где x представляет собой целое число от 0 до 1;
где y представляет собой целое число от 1 до 2; и
b) необязательное смешивание полученных частиц с дополнительным металлоорганическим соединением, описанным в подпункте a).
В другом варианте реализации способ дополнительно включает стадию c) смешивания данного порошка с дисперсным соединением металла или полуметалла, имеющим твердость по шкале Мооса менее чем 3,5. Стадию c можно необязательно, помимо ее проведения после стадии b, проводить перед стадией b или вместо ее проведения после стадии b проводить перед стадией b.
В еще одном варианте реализации способ включает стадию d) смешивания данного порошка с дисперсной смазкой. Эту стадию можно осуществлять непосредственно после стадии b), если дисперсное соединение металла или полуметалла не включено в композицию.
Изобретение также относится к способу приготовления магнитно-мягких композиционных материалов, включающему: одноосное прессование композиции согласно изобретению в пресс-форме при давлении прессования, составляющем по меньшей мере примерно 600 МПа; необязательно, предварительное нагревание пресс-формы до температуры ниже температуры плавления добавленной дисперсной смазки; извлечение полученной необработанной заготовки; и необязательно, термическую обработку заготовки. Композиционный компонент согласно изобретению будет обычно иметь содержание P 0,01-0,1% по массе, содержание добавленного в основной порошок Si 0,02-0,12% по массе, и, если Bi добавлен в виде дисперсного соединения металла или полуметалла, имеющего твердость по шкале Мооса менее чем 3,5, содержание Bi составит 0,05-0,35% по массе.
Подробное описание изобретения
Основной порошок
Магнитно-мягкие частицы сердцевины на основе железа могут представлять собой распыленный водой, распыленный газом или губчатый железный порошок, хотя предпочтительным является распыленный водой порошок.
Магнитно-мягкие частицы сердцевины на основе железа можно выбирать из группы, состоящей из практически чистого железа, легированного железа Fe-Si, содержащего до 7 мас.%, предпочтительно до 3 мас.% кремния, легированного железа, выбранного из групп Fe-Al, Fe-Si-Al, Fe-Ni, Fe-Ni-Co или их сочетаний. Предпочтительным является практически чистое железо, т.е. железо с неизбежными примесями.
Кроме того, сейчас было неожиданно обнаружено, что дополнительное улучшение удельного электрического сопротивления прессованного и термически обработанного компонента согласно изобретению можно получить, если использовать основные порошки с менее грубыми поверхностями частиц. Такая подходящая морфология проявляется, например, увеличением насыпной плотности более чем на 7%, или более чем на 10%, или более чем на 12%, или более чем на 13% для железа или порошка на основе железа, в результате чего насыпная плотность составляет 3,2-3,7 г/мл, предпочтительно выше 3,3 г/мл и ниже или равна 3,6 г/мл, предпочтительно от 3,4 до 3,6 г/мл или от 3,35 до 3,55 г/мл. Такие порошки с желательной насыпной плотностью можно получить из распыленных газом или распыленных водой порошков. Если используют распыленные водой порошки, их предпочтительно подвергают измельчению, помолу или другим процессам, которые физически изменяют неправильную поверхность распыленных водой порошков. Если насыпная плотность порошков чрезмерно увеличивается, выше примерно 25% или выше 20%, что означает плотность распыленного водой порошка на основе железа выше примерно 3,7 или 3,6 г/мл, суммарные потери в сердечнике будут возрастать.
Кроме того, обнаружено, что форма частиц порошка влияет на результаты по, например, удельному сопротивлению. Использование неправильных частиц приводит к меньшей насыпной плотности и меньшему удельному сопротивлению, чем если бы частицы имели менее неровную и более гладкую форму. Таким образом, согласно настоящему изобретению предпочтительными являются узловатые, т. е. скругленные неправильные частицы, или же сферические или почти сферические частицы.
Поскольку высокое удельное сопротивление становится более важным для компонентов, работающих на высоких частотах, где предпочтительно используют порошки с частицами меньшего размера (такого как 100 и 200 меш), «высокая НП» становится более важным для этих порошков. Однако повышенное удельное сопротивление также обнаружено у более крупных порошков (40 меш). Крупные порошки, обычно подходящие для низкочастотных применений (<1 кГц), могут при увеличенной насыпной плотности за счет операций измельчения, или аналогичных им, приобретать значительно повышенное удельное электрическое сопротивление согласно настоящему изобретению. Таким образом, согласно настоящему изобретению можно изготавливать компоненты с большей площадью поперечного сечения для проведения магнитного потока, все еще демонстрирующие низкие потери в сердечнике.
Композиция согласно изобретению, содержащая порошки на основе железа, демонстрирует насыпную плотность, близкую к насыпной плотности порошка на основе железа.
Первый слой покрытия (неорганический)
Частицы сердцевины снабжены первым неорганическим изоляционным слоем, который предпочтительно выполнен на основе фосфора. Этого первого слоя покрытия можно добиться, обрабатывая порошок на основе железа фосфорной кислотой, растворенной в воде или органических растворителях. В растворитель на водной основе необязательно добавляют ингибиторы коррозии и поверхностно-активные вещества. Предпочтительный способ покрытия частиц порошка на основе железа описан в патенте США № 6348265. Фосфатирующую обработку можно повторять. Изоляционное неорганическое покрытие на основе фосфора частиц сердцевины на основе железа предпочтительно выполнено без каких-либо добавок, таких как легирующие присадки, ингибиторы коррозии или поверхностно-активные вещества.
Содержание фосфата в слое 1 может составлять от 0,01 до 0,15 мас.% композиции.
Металлоорганический слой (необязательный второй слой покрытия)
Необязательно имеется по меньшей мере один металлоорганический слой, расположенный снаружи первого слоя на основе фосфора. Металлоорганический слой состоит из металлоорганического соединения, имеющего следующую общую формулу:
R1[(R1)x(R2)y(MOn-1)]nR1,
в которой:
M представляет собой центральный атом, выбранный из Si, Ti, Al или Zr;
O представляет собой кислород;
R1 представляет собой гидролизуемую группу, выбранную из алкоксигруппы, содержащей менее чем 4, предпочтительно менее чем 3 атома углерода;
R2 представляет собой органическую составляющую, что означает, что группа R2 содержит органическую часть или долю, причем по меньшей мере одна R2 содержит по меньшей мере одну аминогруппу;
где n представляет собой число повторяющихся звеньев и является целым числом от 1 до 20;
где x представляет собой целое число от 0 до 1; где y представляет собой целое число от 1 до 2 (таким образом, число x может быть равно 0 или 1, а число y может быть равно 1 или 2).
Металлоорганическое соединение можно выбирать из следующих групп: модификаторы поверхности, связующие вещества или сшиватели.
Группа R2 может включать 1-6, предпочтительно 1-3 атома углерода. Кроме того, R2 может включать один или более гетероатомов, выбранных из группы, состоящей из N, O, S и P. Группа R2 может быть линейной, разветвленной, циклической или ароматической.
Группа R2 может включать одну или более из следующих функциональных групп: амин, диамин, амид, имид, эпоксид, гидроксил, этиленоксид, уреид, уретан, изоцианат, акрилат, глицерилакрилат, бензиламин, винилбензиламин.
Металлоорганическое соединение можно выбирать из производных, промежуточных продуктов или олигомеров силанов, силоксанов и силсесквиоксанов, причем центральный атом представляет собой Si, или соответствующих титанатов, алюминатов или цирконатов, причем центральный атом представляет собой соответственно Ti, Al и Zr или их смеси.
Согласно одному варианту реализации по меньшей мере одно металлоорганическое соединение в одном металлоорганическом слое представляет собой мономер (n=1).
Согласно другому варианту реализации по меньшей мере одно металлоорганическое соединение в одном металлоорганическом слое представляет собой олигомер (n=2-20).
Согласно другому варианту реализации металлоорганический слой, расположенный снаружи первого слоя, состоит из мономера металлоорганического соединения, и при этом наиболее внешний металлоорганический слой состоит из олигомера металлоорганического соединения. Химические функциональные группы мономера и олигомера необязательно являются одинаковыми. Массовое соотношение слоя мономера металлоорганического соединения и слоя олигомера металлоорганического соединения может составлять от 1:0 до 1:2, предпочтительно 2:1-1:2.
Если металлоорганическое соединение представляет собой мономер, его можно выбрать из группы триалкокси- и диалкоксисиланов, титанатов, алюминатов или цирконатов. Таким образом, мономер металлоорганического соединения можно выбрать из 3-аминопропилтриметоксисилана, 3-аминопропилтриэтоксисилана, 3-аминопропилметилдиэтоксисилана, N-аминоэтил-3-аминопропилтриметоксисилана, N-аминоэтил-3-аминопропилметилдиметоксисилана, 1,7-бис(триэтоксисилил)-4-азагептана, триаминофункционального пропилтриметоксисилана, 3-уреидпропилтриэтоксисилана, 3-изоцианатпропилтриэтоксисилана, трис(3-триметоксисилилпропил)изоцианурата, 0-(пропаргилокси)-N-(триэтоксисилилпропил)уретана, 1-аминометилтриэтоксисилана, 1-аминоэтилметилдиметоксисилана или их смесей.
Олигомер металлоорганического соединения можно выбрать из содержащих концевые алкоксигруппы алкилалкоксиолигомеров силанов, титанатов, алюминатов или цирконатов. Таким образом, олигомер металлоорганического соединения можно выбрать из содержащих концевые метокси-, этокси- или ацетоксигруппы аминосилсесквиоксанов, аминосилоксанов, олигомерного 3-аминопропилметоксисилана, 3-аминопропил/пропилалкоксисиланов, N-аминоэтил-3-аминопропилалкоксисиланов или N-аминоэтил-3-аминопропил/метилалкоксисиланов или их смесей.
Суммарное количество металлоорганического соединения может составлять 0,05-0,8%, или 0,05-0,6%, или 0,1-0,5%, или 0,2-0,4%, или 0,3-0,5% от массы композиции.
Данные виды металлоорганических соединений поставляют на продажу такие компании, как Evonik Ind., Wacker Chemie AG, Dow Corning, Mitsubishi Int. Corp., Famas Technology Sàrl и другие.
Дисперсное соединение металла или полуметалла
Имеющий покрытие магнитно-мягкий порошок на основе железа должен, в случае его использования, дополнительно содержать по меньшей мере одно дисперсное соединение, соединение металла или полуметалла. Это дисперсное соединение металла или полуметалла должно быть мягким, имея твердость по шкале Мооса менее чем 3,5, и состоять из тонкодисперсных частиц или коллоидов. Средний размер частиц данного соединения может составлять предпочтительно менее 5 мкм, предпочтительно менее 3 мкм, а наиболее предпочтительно менее 1 мкм. Твердость по шкале Мооса дисперсного соединения металла или полуметалла составляет предпочтительно 3 или менее, предпочтительнее 2,5 или менее. SiO2, Al2O3, MgO и TiO2 представляют собой абразивы и имеют твердость по шкале Мооса значительно выше 3,5, и не попадают в объем изобретения. Абразивные соединения, даже в виде наноразмерных частиц, вызывают необратимые повреждения электроизоляционного покрытия, приводя к плохому извлечению из пресс-формы и ухудшая магнитные и/или механические свойства термически обработанного компонента.
Дисперсное соединение металла или полуметалла может представлять собой по меньшей мере одно соединение, выбранное из групп: соединения на основе свинца, индия, висмута, селена, бора, молибдена, марганца, вольфрама, ванадия, сурьмы, олова, цинка, церия.
Дисперсное соединение металла или полуметалла может представлять собой оксид, гидроксид, гидрат, карбонат, фосфат, фторид, сульфид, сульфат, сульфит, оксихлорид или их смесь. Согласно предпочтительному варианту реализации дисперсное соединение металла или полуметалла представляет собой оксид висмута или, предпочтительнее, висмута(III).
Дисперсное соединение металла или полуметалла можно смешивать со вторым соединением, выбранным из соединений щелочных или щелочноземельных металлов, причем данное соединение может представлять собой карбонаты, предпочтительно карбонаты кальция, стронция, бария, лития, калия или натрия.
Дисперсное соединение металла или полуметалла или смесь соединений может присутствовать в количестве, составляющем 0,05-0,8%, или 0,05-0,6%, или 0,1-0,5%, или 0,15-0,4% от массы композиции.
Дисперсное соединение металла или полуметалла сцеплено с по меньшей мере одним металлоорганическим слоем. В одном варианте реализации изобретения дисперсное соединение металла или полуметалла сцеплено с наиболее внешним металлоорганическим слоем.
Смазка
Порошковая композиция согласно изобретению может необязательно включать дисперсную смазку. Дисперсная смазка играет важную роль и обеспечивает возможность прессования без необходимости в нанесении смазки на стенки пресс-формы. Дисперсную смазку можно выбрать из группы, которую составляют первичные и вторичные амиды жирных кислот, транс-амиды (бисамиды) или спирты жирных кислот. Придающая смазочные свойства составляющая дисперсной смазки может представлять собой насыщенную или ненасыщенную цепь, содержащую от 12 до 22 атомов углерода. Дисперсную смазку можно предпочтительно выбрать из стеарамида, эрукамида, стеарилэрукамида, эруцилстеарамида, бегенилового спирта, эруцилового спирта, этиленбисстеарамида (т.е. EBS или амидный воск). Дисперсная смазка может присутствовать в количестве, составляющем 0,1-0,6%, или 0,2-0,4%, или 0,3-0,5%, или 0,2-0,6% от массы композиции.
Способ приготовления композиции
Способ приготовления ферромагнитной порошковой композиции согласно изобретению включает в себя: нанесение на магнитно-мягкие частицы сердцевины на основе железа, изготовленные и обработанные для получения насыпной плотности 3,2-3,7 г/мл, неорганического соединения на основе фосфора для получения неорганического изоляционного слоя на основе фосфора, делающего поверхность частиц сердцевины электрически изолированной.
Частицы сердцевины a) смешивают с металлоорганическим соединением, которое описано выше; и b) необязательно смешивают полученные частицы с дополнительным металлоорганическим соединением, которое описано выше.
Кроме того, на еще одной необязательной стадии с) данного способа порошок смешивают с дисперсным соединением металла или полуметалла, имеющим твердость по шкале Мооса менее чем 3,5. Стадию c можно необязательно, помимо ее проведения после стадии b, проводить перед стадией b, или, вместо ее проведения после стадии b, проводить перед стадией b. Предпочтительно, стадию c проводят между стадиями a и b.
Следующая необязательная стадия d) данного способа - смешивание порошка с дисперсной смазкой.
Частицы сердцевины, снабженные первым неорганическим изоляционным слоем, можно предварительно обрабатывать щелочным соединением до его смешивания с металлоорганическим соединением. Предварительная обработка может улучшать предварительные условия для связывания между первым слоем и вторым слоем, что могло бы повышать как удельное электрическое сопротивление, так и механическую прочность магнитного композиционного компонента. Щелочное соединение можно выбрать из аммиака, гидроксиламина, гидроксида тетраалкиламмония, алкиламинов, алкиламидов. Предварительную обработку можно осуществлять, используя любое из перечисленных выше химических веществ, предпочтительно разбавленное в подходящем растворителе, смешанное с порошком и необязательно высушенное.
Способ изготовления магнитно-мягких компонентов
Способ изготовления магнитно-мягких композиционных материалов согласно изобретению включает в себя: одноосное прессование композиции согласно изобретению в пресс-форме при давлении прессования, составляющем по меньшей мере примерно 600 МПа; необязательно, предварительное нагревание пресс-формы до температуры ниже температуры плавления добавленной дисперсной смазки; необязательно, предварительное нагревание порошка до 25-100°C перед прессованием; извлечение полученной необработанной заготовки; и, необязательно, термическую обработку заготовки.
Процесс термической обработки можно осуществлять в вакууме, невосстановительной, инертной, азотоводородной (N2/H2) или слабоокислительной атмосферах, например, от 0,01 до 3% кислорода. Необязательно, термическую обработку осуществляют в инертной атмосфере и быстро воздействуют в окислительной атмосфере, такой как водяной пар, чтобы получить поверхностную корку или слой более высокой прочности. Температура может составлять до 750°C.
Условия термической обработки должны обеспечивать как можно более полное испарение смазки. Оно обычно происходит во время первой части цикла термической обработки, выше примерно 150-500°C, предпочтительно выше примерно 250-500°C. При более высоких температурах соединение металла или полуметалла может реагировать с металлоорганическим соединением и частично образовывать сетчатую структуру. Это дополнительно повышает механическую прочность, а также удельное электрическое сопротивление компонента. При максимальной температуре (550-750°C, или 600-750°C, или 630-700°C, или 630-670°C) прессовка может достигать полного снятия напряжений, при котором минимизируется коэрцитивность и, следовательно, потери на гистерезис композиционного материала.
Прессованный и термически обработанный магнитно-мягкий композиционный материал, приготовленный согласно настоящему изобретению, предпочтительно имеет содержание P 0,01-0,15% от массы компонента, содержание добавленного к основному порошку Si 0,02-0,12% от массы компонента, и, если Bi добавлен в виде дисперсного соединения металла или полуметалла, имеющего твердость по шкале Мооса менее чем 3,5, то содержание Bi будет составлять 0,05-0,35% от массы компонента.
Примеры
Далее изобретение проиллюстрировано следующими примерами. Примеры 1-4 описывают изготовление магнитно-мягких порошковых композиций, не имеющих определенной насыпной плотности по настоящему изобретению, и иллюстрируют процедуру для следующих примеров 5-7 согласно настоящему изобретению.
Пример 1
Пример 1 иллюстрирует влияние различных слоев покрытия и влияние введения дисперсного соединения металла или полуметалла на магнитные, электрические и механические свойства прессованных и термически обработанных деталей, изготовленных из порошка железа 40 меш, имеющего насыпную плотность 3,0 г/мл.
Распылением водой получен порошок на основе железа, у которого средний размер частиц составляет примерно 220 мкм и менее чем 5% частиц имеют размер менее 45 мкм (порошок 40 меш). Этот порошок, который представляет собой порошок чистого железа, сначала снабжали тонким электроизоляционным слоем на основе фосфора (содержание фосфора составляет примерно 0,045% от массы порошка с покрытие). После этого его смешивали при перемешивании с 0,2 мас.% олигомера аминоалкилалкоксисилана (Dynasylan®1146 от фирмы Evonik Ind.). Затем композицию смешивали с 0,2 мас.% тонкодисперсного порошка оксида висмута(III). Для сравнения использовали соответствующие порошки без модификации поверхности с помощью силана и висмута соответственно (A3, A4, A5). Наконец, перед прессованием порошки смешивали с дисперсной смазкой, EBS. Количество использованной смазки составляло 0,3% от массы композиции.
Магнитные тороиды с внутренним диаметром 45 мм, внешним диаметром 55 мм и высотой 5 мм получали одноосным прессованием в одну стадию при двух различных давлениях прессования 800 и 1100 МПа соответственно; температура пресс-формы 60°C. После прессования детали подвергали термической обработке при 650°C в течение 30 минут в азоте. Контрольные материалы A6 и A8 обрабатывали при 530°C в течение 30 минут на воздухе, и контрольный материал A7 обрабатывали при 530°C в течение 30 минут в водяном паре. На полученные термически обработанные тороиды наматывали 100 витков считывания и 100 витков возбуждения. Магнитные измерения проводили на образцах тороидов со 100 витками считывания и 100 витками возбуждения, используя гистерезиграф Брокгауза. Суммарные потери в сердечнике измеряли при 1 Тесла, 400 Гц и 1000 Гц соответственно. Поперечную прочность на разрыв (ППР) измеряли согласно ISO 3995. Удельное электрическое сопротивление измеряли на кольцевых образцах, используя четырехточечный способ измерения.
Следующая таблица 1 демонстрирует полученные результаты.
(800 МПа)
(1100 МПа)
На магнитные и механические свойства отрицательно влияет исключение одного или более из слоев покрытия. Исключение слоя на основе фосфата приводит к более низкому удельному электрическому сопротивлению и, следовательно, высоким потерям в сердечнике (потерям на вихревые токи) (A3). Исключение металлоорганического соединения приводит либо к более низкому удельному электрическому сопротивлению, либо к меньшей механической прочности (A4, A5).
По сравнению с существующими промышленными контрольными материалами, такими как Somaloy®700 или Somaloy®3P (A6-A8), которые поставляет шведская фирма Höganäs AB, композиционные материалы A1 и A2 можно подвергать термической обработке при более высокой температуре, тем самым существенно уменьшая потери на гистерезис (потери постоянного тока за цикл).
Пример 2
Пример 2 иллюстрирует влияние различных количеств двойного слоя металлоорганического покрытия и влияние различных добавленных количеств дисперсного соединения металла или полуметалла на магнитные, электрические и механические свойства прессованных и термически обработанных деталей, изготовленных из порошка железа 40 меш, имеющего насыпную плотность примерно 3,0 г/мл.
Использовали такой же основной порошок, как в примере 1, содержащий такой же изоляционный слой на основе фосфора. Этот порошок смешивали при перемешивании сначала с различными количествами сначала основного аминоалкилалкоксисилана (Dynasylan®Ameo), а после этого с олигомером аминоалкил/алкилалкоксисилана (Dynasylan®1146), используя соотношение 1:1, причем оба силана изготовлены фирмой Evonik Ind. Затем композицию смешивали с различными количествами тонкодисперсного порошка оксида висмута(III) (>99 мас.%; D50~0,3 мкм). Образец C6 смешивали с Bi2O3 с меньшей степенью чистоты и большим размером частиц (>98 мас.%; D50~5 мкм). Наконец, порошки смешивали с различными количествами амидного воска (EBS) перед прессованием при 1100 МПа. Порошковые композиции далее обрабатывали так, как описано в примере 1. Результаты представлены в таблице 2 и показывают влияние на магнитные свойства и механическую прочность (ППР).
(мас.%)
Образцы C1-C5 иллюстрируют влияние использования различных количеств металлоорганического соединения, оксида висмута или смазки. В образце C6 удельное электрическое сопротивление ниже, но ППР несколько улучшена по сравнению с образцом C5.
Пример 3
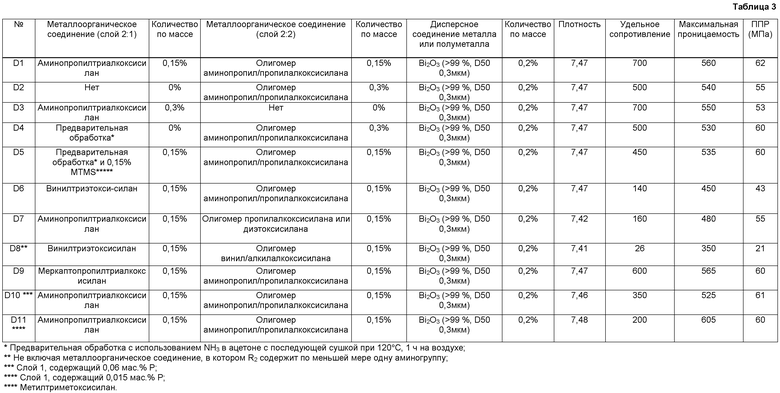
Пример 3 иллюстрирует влияние различных количеств и типов единственного или двойного слоев металлоорганического покрытия и влияние различных добавленных количеств дисперсного соединения металла или полуметалла на магнитные, электрические и механические свойства прессованных и термически обработанных деталей, изготовленных из порошка железа 40 меш, имеющего насыпную плотность примерно 3,0 г/мл.
Использовали такой же основной порошок, как в примере 1, содержащий такой же изоляционный слой на основе фосфора, за исключением образцов D10 (0,06 мас.% P) и D11 (0,015 мас.% P). Образцы порошков D1-D11 подвергали дальнейшей обработке согласно таблице 3. Наконец, все образцы смешивали с 0,3 мас.% EBS и прессовали при 800 МПа. После этого магнитно-мягкие компоненты подвергали термической обработке при 650°C в течение 30 минут в азоте.
Образцы D1-D3 иллюстрируют, что первый или второй металлоорганический слой (2:1 или 2:2) можно исключить, но наилучшие результаты будут получены при сочетании обоих слоев. Образцы D4 и D5 иллюстрируют порошки, предварительно обработанные разбавленным раствором аммиака с последующей сушкой при 120°C, 1 ч на воздухе. Предварительно обработанные порошки затем смешивали с аминофункциональными олигомерными силанами, придающими приемлемые свойства.
Образцы D10 и D11 иллюстрируют влияние содержания фосфора в слое 1. В зависимости от свойств основного порошка, таких как распределение частиц по размерам и морфология частиц, существует оптимальная концентрация фосфора (от 0,01 до 0,15 мас.%). Таблица 3 показывает полученные результаты.
Пример 4
Пример 4 иллюстрирует влияние различных количеств и типов дисперсных соединений металлов или полуметаллов на магнитные электрические и механические свойства прессованных и термически обработанных деталей, изготовленных из порошка железа 40 меш, имеющего насыпную плотность примерно 3,0 г/мл.
Использовали такой же основной порошок, как в примере 1, содержащий такой же изоляционный слой на основе фосфора. Все три образца обрабатывали аналогично образцу D1, за исключением того, что различалась добавка дисперсного соединения металла или полуметалла. Образец E1 иллюстрирует, что удельное электрическое сопротивление повышается, если карбонат кальция добавляют в небольшом количестве к оксиду висмута(III). Образец E2 демонстрирует эффект другого мягкого соединения металла, MoS2. Таблица 4 показывает полученные результаты.
В отличие от добавления абразивных и твердых соединений с твердостью по шкале Мооса ниже 3,5, добавление абразивных и твердых соединений с твердостью по шкале Мооса значительно выше 3,5, таких как корунд (Al2O3) или кварц (SiO2) (E3), несмотря на то, что они представляют собой наноразмерные частицы, отрицательно влияет на магнитно-мягкие свойства и механические свойства.
Пример 5
Пример 5 показывает влияние использования порошка железа 40 меш, имеющего различную насыпную плотность, в пределах и за пределами указанной насыпной плотности (НП), в сочетании с другими признаками изобретения на электрические и магнитные свойства прессованных и термически обработанных деталей. Использованный исходный порошок имел насыпная плотность примерно 3,0 г/мл.
Водой распыляли порошок на основе железа, в котором средний размер частиц составлял примерно 220 мкм и менее чем 5% частиц имели размер менее 45 мкм (порошок 40 меш). Этот порошок, который представляет собой порошок чистого железа, измельчали. Раскрыты три образца с различной насыпной плотностью, т. е. 3,04, 3,32 и 3,50 г/мл, обозначенные E1, E2 и E3 соответственно. Затем эти три образца снабжали электроизоляционным тонким слоем на основе фосфора (содержание фосфора составляло примерно 0,045% от массы порошка с покрытием). После этого образцы смешивали при перемешивании с 0,3 мас.% основного аминоалкилалкоксисилана (Dynasylan®Ameo) и, во-вторых, с олигомером аминоалкилалкоксисилана (Dynasylan®1146), используя соотношение 1:1, причем оба силана изготовлены фирмой Evonik Ind. Затем композиции смешивали с 0,2 мас.% тонкодисперсного порошка оксида висмута(III) (>98 мас.%; D50~5 мкм). Затем композиции смешивали с амидным воском (EBS), используя 0,3 мас.%, и обрабатывали так, как описано в примере 1, при давлении 1100 МПа; температура пресс-формы 60°C. Термическую обработку осуществляли при 650°C в течение 30 минут в азоте. Испытание проводили согласно примеру 1. Таблица 5 показывает полученные результаты.
Поперечное сечение* 5×5 мм
Поперечное сечение* 5×5 мм
Поперечное сечение* 20×20 мм
Как показано в таблице 5, удельное сопротивление и потери в сердечнике можно резко улучшить, если увеличить НП основного порошка. Удельное электрическое сопротивление прессованной детали повышается при более высокой НП, что приводит к улучшенным потерым в сердечнике при более высоких рабочих частотах (2 кГц) и/или для компонентов с большими поперечными сечениями (20×20 мм).
Пример 6
Пример 6 демонстрирует влияние использования порошка железа 100 меш, имеющего различную насыпную плотность, в пределах и за пределами указанной насыпной плотности, в сочетании с другими признаками изобретения на электрические и магнитные свойства прессованных и термически обработанных деталей. Использованный исходный порошок имел насыпную плотность примерно 3,0 г/мл.
Распыленный водой порошок на основе железа, в котором средний размер частиц составлял примерно 95 мкм и 10-30% частиц были менее чем 45 мкм (порошок 100 меш), механически измельчали. Представлено четыре образца с различной насыпной плотностью в интервале от 2,96 до 3,57 г/мл. После измельчения частицы железа окружали электроизоляционным покрытием на основе фосфата (0,060% фосфора от массы порошка с покрытием). После этого порошок с покрытием смешивали при перемешивании с 0,2 мас.% аминоалкилтриалкоксисилана (Dynasylan®Ameo) и затем с 0,15 мас.% олигомера аминоалкил/алкилалкоксисилана (Dynasylan®1146), причем оба силана изготовлены фирмой Evonik Ind. Затем композицию смешивали с 0,2 мас.% тонкодисперсного порошка оксида висмута(III). Наконец, перед прессованием порошки смешивали с дисперсной смазкой, EBS. Количество использованной смазки составляло 0,3% от массы композиции. Порошковые композиции далее обрабатывали так, как описано в примере 1, за исключением использования лишь давления 1100 МПа и температуры пресс-формы 100°C. Термическую обработку проводили при 665°C в течение 35 минут в азоте. Испытание осуществляли согласно примеру 1. Таблица 6 показывает полученные результаты.
Удельное сопротивление и магнитные свойства по потерям в сердечнике у порошков 100 меш можно значительно улучшить, если увеличить насыпную плотность основного порошка вплоть до по меньшей мере выше примерно 3,3 г/мл. Потери в сердечнике при более высоких рабочих частотах (>1 кГц) существенно уменьшаются благодаря улучшенному удельному электрическому сопротивлению.
Пример 7
Пример 7 демонстрирует влияние использования порошка железа 200 меш, имеющего различную насыпную плотность, в пределах и за пределами указанной насыпной плотности, в сочетании с другими признаками изобретения на электрические и магнитные свойства прессованных и термически обработанных деталей. Использованный исходный порошок имел насыпную плотность примерно 3,0 г/мл.
Распыленный водой порошок на основе железа, в котором средний размер частиц составлял примерно 40 мкм и 60% частиц были менее чем 45 мкм (порошок 200 меш), механически измельчали и таким образом приготовляли два образца с различной насыпной плотностью. После этого частицы железа окружали электроизоляционным покрытием на основе фосфата (0,075% фосфора от массы порошка с покрытием). После этого порошок с покрытием смешивали при перемешивании с 0,25 мас.% аминоалкилтриалкоксисилана (Dynasylan®Ameo) и затем с 0,15 мас.% олигомера аминоалкил/алкилалкоксисилана (Dynasylan®1146), причем оба силана изготовлены фирмой Evonik Ind. Затем композицию смешивали с 0,3 мас.% тонкодисперсного порошка оксида висмута(III). Наконец, перед прессованием порошки смешивали с дисперсной смазкой, EBS. Количество использованной смазки составляло 0,3% от массы композиции.
Порошковые композиции далее обрабатывали так, как описано в примере 1, за исключением использования лишь давления 1100 МПа и температуры пресс-формы 100°C. Термическую обработку проводили при 665°C в течение 35 минут в азоте. Испытание осуществляли согласно примеру 1. Таблица 7 показывает полученные результаты.
Удельное сопротивление и потери в сердечнике у порошков 200 меш можно значительно улучшить, если увеличить насыпную плотность основного порошка вплоть до по меньшей мере выше примерно 3,4 г/мл. Потери в сердечнике при более высоких рабочих частотах (>1 кГц) существенно уменьшаются благодаря улучшенному удельному электрическому сопротивлению.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОРОШКОВАЯ ФЕРРОМАГНИТНАЯ КОМПОЗИЦИЯ И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2009 |
|
RU2510993C2 |
| МАГНИТНО-МЯГКАЯ ПОРОШКОВАЯ КОМПОЗИЦИЯ, ВКЛЮЧАЮЩАЯ ИЗОЛИРОВАННЫЕ ЧАСТИЦЫ И СМАЗЫВАЮЩЕЕ ВЕЩЕСТВО, ВЫБРАННОЕ ИЗ ОРГАНОСИЛАНОВ, -ТИТАНАТОВ, -АЛЮМИНАТОВ И -ЦИРКОНАТОВ, И СПОСОБ ЕЕ ПОЛУЧЕНИЯ | 2003 |
|
RU2335817C2 |
| НОВЫЙ КОМПОЗИТНЫЙ МАТЕРИАЛ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2631246C2 |
| МАГНИТНО-МЯГКИЕ КОМПОЗИЦИОННЫЕ МАТЕРИАЛЫ | 2006 |
|
RU2389099C2 |
| СМАЗКА ДЛЯ ПОРОШКОВЫХ МЕТАЛЛУРГИЧЕСКИХ КОМПОЗИЦИЙ | 2006 |
|
RU2420369C2 |
| МАГНИТНО-МЯГКИЙ ПОРОШОК | 2007 |
|
RU2422931C2 |
| МАГНИТНО-МЯГКИЙ ПОРОШОК НА ОСНОВЕ ЖЕЛЕЗА | 2004 |
|
RU2311261C2 |
| СМАЗОЧНЫЙ МАТЕРИАЛ ДЛЯ ИЗОЛИРОВАННЫХ МАГНИТОМЯГКИХ КОМПОЗИЦИЙ ПОРОШКА НА ОСНОВЕ ЖЕЛЕЗА | 2005 |
|
RU2352437C2 |
| ПОРОШОК С ФОСФАТНЫМ ПОКРЫТИЕМ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 1997 |
|
RU2176577C2 |
| ТЕРМОСТАБИЛЬНЫЙ МАГНИТНО-МЯГКИЙ ПОРОШОК | 2014 |
|
RU2658648C2 |
Изобретение относится к ферромагнитной порошковой композиции и способу ее получения. Предложена ферромагнитная порошковая композиция, включающая магнитно-мягкие частицы сердцевины на основе железа, имеющие насыпную плотность 3,2-3,7 г/мл, и при этом поверхность частиц сердцевины снабжена неорганическим изоляционным слоем на основе фосфора и по меньшей мере одним металлоорганическим слоем из металлоорганического соединения предложенной структуры, расположенным снаружи первого неорганического изоляционного слоя на основе фосфора. При этом с металлоорганическим слоем сцеплен дисперсный оксид висмута. Изобретение также относится к способу получения композиции и способу изготовления магнитно-мягких композиционных материалов, приготовленных из этой композиции, а также к полученному материалу. Технический результат - предложенная композиция позволяет получать материалы с высоким удельным сопротивлением и низкими потерями в сердечнике экологичным способом. 5 н. и 13 з.п. ф-лы, 7 табл., 7 пр.
1. Ферромагнитная порошковая композиция, включающая магнитно-мягкие частицы сердцевины на основе железа, имеющие насыпную плотность 3,2-3,7 г/мл, и при этом поверхность частиц сердцевины снабжена неорганическим изоляционным слоем на основе фосфора и по меньшей мере одним металлоорганическим слоем, расположенным снаружи первого неорганического изоляционного слоя на основе фосфора, из металлоорганического соединения, имеющего следующую общую формулу:
R1[(R1)x(R2)y(MOn-1)]nR1,
где Μ представляет собой центральный атом Si;
О представляет собой кислород;
R1 представляет собой алкоксигруппу, содержащую менее чем 4 атома углерода;
R2 содержит алкил, и при этом по меньшей мере одна R2 содержит по меньшей мере одну аминогруппу;
где n представляет собой число повторяющихся звеньев и является целым числом от 1 до 20;
где x представляет собой целое число от 0 до 1;
где y представляет собой целое число от 1 до 2,
при этом с упомянутым по меньшей мере одним металлоорганическим слоем сцеплено дисперсное соединение металла или полуметалла, имеющее твердость по шкале Мооса менее чем 3,5 и представляющее собой оксид висмута.
2. Композиция по п.1, при этом частицы сердцевины имеют насыпную плотность 3,3-3,7 г/мл, предпочтительно 3,3-3,6 г/мл, предпочтительно 3,35-3,6 г/мл; например, 3,4-3,6 г/мл, 3,35-3,55 г/мл или 3,4-3,55 г/мл.
3. Композиция по п.1, при этом R1 представляет собой алкоксигруппу, содержащую менее чем 3 атома углерода.
4. Композиция по любому из пп.1-3, при этом упомянутая порошковая композиция дополнительно включает дисперсную смазку.
5. Композиция по любому из пп.1-3, при этом упомянутое металлоорганическое соединение в одном металлоорганическом слое представляет собой мономер (n=1).
6. Композиция по любому из пп.1-3, при этом упомянутое металлоорганическое соединение в одном металлоорганическом слое представляет собой олигомер (n=2-20).
7. Композиция по любому из пп.1-3, при этом R2 включает 1-6, предпочтительно 1-3 атома углерода.
8. Композиция по любому из пп.1-3, при этом металлоорганическое соединение представляет собой мономер, выбранный из триалкокси- и диалкоксисиланов.
9. Композиция по любому из пп.1-3, при этом металлоорганическое соединение представляет собой олигомер, выбранный из содержащих концевые алкоксигруппы алкил/алкоксиолигомеров силанов.
10. Композиция по п.7, при этом олигомер металлоорганического соединения выбран из содержащих концевые алкоксигруппы аминосилсесквиоксанов, аминосилоксанов, олигомерного 3-аминопропилалкоксисилана, 3-аминопропил/пропилалкоксисилана, N-аминоэтил-3-аминопропилалкоксисилана или N-аминоэтил-3-аминопропил/метилалкоксисилана или их смесей.
11. Композиция по п.1, при этом оксид висмута представляет собой оксид висмута(III).
12. Композиция по любому из пп.1-3, при этом насыпная плотность основного порошка была увеличена на по меньшей мере 7-25% с помощью измельчения, помола или других процессов, которые физически изменят неправильную поверхность.
13. Способ приготовления ферромагнитной порошковой композиции, включающий нанесение на магнитно-мягкие частицы сердцевины на основе железа, имеющие насыпную плотность 3,2-3,7 г/мл, неорганического изоляционного слоя на основе фосфора так, чтобы поверхность частиц сердцевины была электрически изолированной; и
(a) смешивание упомянутых магнитно-мягких частиц сердцевины на основе железа, изолированных неорганическим изоляционным слоем на основе фосфора, с металлоорганическим соединением по любому из пп.1-3 и 5-7;
(b) необязательное смешивание полученных частиц с дополнительным металлоорганическим соединением по любому из пп.1-3 и 5-7; и
(c) смешивания порошка с дисперсным соединением металла или полуметалла, имеющим твердость по шкале Мооса менее чем 3,5 и представляющим собой оксид висмута.
14. Способ по п.13, при этом стадию (с) можно необязательно, помимо ее проведения после стадии (b), проводить перед стадией (b), или, вместо ее проведения после стадии (b), проводить перед стадией (b).
15. Способ по п.13 или 14, дополнительно включающий стадию:
(d) смешивания порошка с дисперсной смазкой.
16. Ферромагнитная порошковая композиция, получаемая способом по любому из пп.13-15.
17. Способ приготовления магнитно-мягких композиционных материалов, включающий:
a) одноосное прессование композиции по любому из пп.1-12 в пресс-форме при давлении прессования по меньшей мере примерно 600 МПа;
b) необязательно, предварительное нагревание пресс-формы до температуры ниже температуры плавления добавленной дисперсной смазки;
c) извлечение полученной необработанной заготовки; и
d) термическую обработку заготовки при температуре 550-750°С в вакууме, невосстановительной, инертной, N2H2 или слабоокислительной атмосферах.
18. Прессованный и термически обработанный магнитно-мягкий композиционный материал, приготовленный по п.17 и имеющий содержание Ρ 0,01-0,1% от массы компонента, содержание добавленного к основному порошку Si 0,02-0,12% от массы компонента и содержание Bi 0,05-0,35% от массы компонента.
| Колосоуборка | 1923 |
|
SU2009A1 |
| Колосоуборка | 1923 |
|
SU2009A1 |
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| АППАРАТ НЕПРЕРЫВНОГО ДЕЙСТВИЯ ДЛЯ ПРИГОТОВЛЕНИЯ ПАТОЧНОЙ РАССИРОПКИ | 0 |
|
SU205786A1 |
| RU 2005115859 A, 20.01.2006 | |||
| СОСТАВ ПОРОШКА, СПОСОБ ДЛЯ ИЗГОТОВЛЕНИЯ МЯГКИХ МАГНИТНЫХ КОМПОНЕНТОВ И МЯГКОГО МАГНИТНОГО СОСТАВНОГО КОМПОНЕНТА | 2004 |
|
RU2326461C2 |

