Изобретение касается способа печати на поверхностях плоских древесных элементов (например, деревянных панелей) любого типа и размера, являющихся продуктами какого-либо технологического процесса, даже после получистовой обработки (например, элементов, предварительно подвергнутых гравированию, шлифованию, резанию, пилению, сверлению, зенкованию, поверхностной обработке реактивами или веществами на водной основе, веществами для нанесения покрытия, клеями или герметиками, или панелей, облицованных листами бумаги или пластмассы или уже подвергнутых подрезке или обрезке со стороны торцов).
В частности, плоские древесные элементы в настоящем контексте - это элементы, полученные из массы древесных частиц (известные как древесно-стружечные плиты), которые, как известно специалистам в данной области техники, могут быть стандартного типа E2, E1 или E0, так называемого изоцианатного типа или огнестойкого или водонепроницаемого типа; или из древесных волокон низкой или средней плотности (известные как древесно-волокнистые плиты средней плотности, MDF); или из древесных волокон высокой плотности (известные как древесно-волокнистые плиты высокой плотности, HDF); или волокнистые панели, изготовленные так называемым мокрым способом, или ориентированно-стружечные панели, известные как OSB (ориентированно-стружечные плиты). Все эти плоские древесные элементы обычно имеют толщину, варьирующуюся между 0,5 мм и 50 мм, ширину 50-3400 мм и длину 100-5600 мм или более.
Как известно специалистам в данной области техники, вышеуказанные древесные панели получают из плоских древесных заготовок, изготовленных с использованием двухленточных прессов непрерывного действия или так называемых многокамерных или однокамерных прессов (известных как прессы Mende). Для получения древесной панели с запечатанной поверхностью в настоящее время используют три различных процесса, а именно:
1. В первом процессе соответствующую поверхность древесных панелей облицовывают листом бумаги с нанесенными на нее самыми различными рисунками, например, "под дерево", "под камень" или "под скальную породу", фотографиями, письменными текстами, рисунками "с фантастическими мотивами" или с поверхностью одного цвета.
Листы бумаги представляют собой так называемую типографскую бумагу-основу, возможно, подвергнутую предварительной пропитке, или бумагу оверлей (для защиты отпечатка или цвета).
Указанные отпечатки получают в результате операций предпечатной подготовки, которые, как известно специалистам в данной области техники, являются довольно сложными и требуют значительного времени и, в частности, операций:
- подготовки графической композиции, т.е. создания эскиза и его разработки;
- формирования структуры или гравирования (различными способами) одного или более печатных цилиндров;
- установки цилиндра в машине глубокой или флексографской печати и их настройки.
Все эти операции предпечатной подготовки, включая время простоя печатной машины, занимают 6-8 часов и подразумевают сопутствующие денежные затраты.
После выполнения печати на указанной печатной машине, бумажные отпечатки, полученные этим способом, наносят на древесные панели. Это делается путем выполнения операции пропитки (при которой на соответствующих установках, известных как установки для пропитки, отпечатки пропитывают, например, клеем горячего отверждения или виниловым клеем, термоотверждающейся мочевинной смолой или полиуретаном). За операцией пропитки следует операция прессования на известных установках горячего прессования различных типов или на установках холодного прессования.
2. Во втором известном процессе печать на древесных плитах, предварительно обработанных герметизирующими составами (типа наполнителей, лаков или бумажных листов), осуществляют напрямую.
Также требуемые в этом случае операции предпечатной подготовки являются теми же самыми, что и в первом процессе, и также являются длительными и дорогостоящими. При этом древесные плиты подвергают прямой печати.
3. Третий известный процесс подобен второму и отличается только тем, что вместо печатной машины используют струйный графопостроитель под управлением процессора. Как известно, запечатываемую панель устанавливают неподвижно в графопостроителе, в то время как печатающие головки (числом от одной до четырех или более, по одной для каждого цвета) движутся параллельно запечатываемой поверхности. По завершении соответствующей операции печати панель передвигают на расстояние, равное ширине печатающей головки, и операцию печати повторяют, и так далее до завершения печати на всей поверхности панели или ее части.
Как известно специалистам в данной области техники, процесс печати с использованием графопостроителя имеет низкую производительность (в числе самых низкоскоростных процессов) и поэтому не может быть использован при больших объемах печати. Этот процесс характеризуется также очень высокой стоимостью одного экземпляра. В этом случае также требуются операции предпечатной подготовки, но в их число входит только создание графической композиции с использованием соответствующей аппаратной поддержки и серийно выпускаемого программного обеспечения плюс сканер.
В отличие от первых двух этот третий процесс с использованием струйного графопостроителя позволяет осуществлять печать на не вполне гладкой поверхности.
Цель настоящего изобретения заключается в создании способа печати на плоских древесных элементах, который обеспечивает значительное снижение денежных и временных затрат по сравнению с вышеописанными известными процессами.
Другая цель изобретения заключается в создании способа вышеуказанного типа, который обеспечивает высокую производительность в сочетании с большой гибкостью в отношении специальных требований заказчика.
Эти цели достигаются с помощью способа, являющегося предметом настоящего изобретения, который содержит этап подготовки графической композиции с помощью процессора и соответствующего программного обеспечения и этап печати, характеризующийся тем, что при печати на плоских древесных элементах используют струйный принтер под управлением процессора, причем указанный плоский элемент движется в процессе печати относительно принтера. Это значительно снижает как денежные, так и временные производственные затраты по сравнению с вышеописанными известными процессами печати.
В рассматриваемом случае движение плоского древесного элемента может обеспечиваться ленточным, роликовым или цепным транспортерами или транспортерами с использованием захватного приспособления.
Струйный принтер, размеры и характеристики которого позволяют использовать его для печати на поверхности указанных плоских древесных элементов, серийно не выпускается, и, в частности, такой принтер должен иметь несколько печатающих головок для каждого требуемого цвета, чтобы обеспечивать перекрытие всей ширины запечатываемой поверхности. Цветов же может быть столько, сколько требуется для получения желательного результата, начиная с минимум одного (монохроматического). В предпочтительном варианте используют три основных цвета - голубой, пурпурный и желтый вместе с черным.
Подходящим для печати на плоском элементе является вариант, при котором этот элемент проходит через струйный принтер, остающийся неподвижным, однако, в принципе, настоящее изобретение также охватывает и случай, в котором имеет место противоположное, т.е. запечатываемый плоский элемент остается неподвижным, а принтер движется относительно него, чтобы запечатать всю поверхность. Время печати существенно меньше, чем в случае известного процесса с использованием графопостроителя.
Согласно другому варианту способа, являющегося предметом настоящего изобретения, для получения отдельных эффектов печати запечатываемый плоский элемент и принтер могут совершать одновременное движение, причем принтер всегда движется параллельно поверхности запечатываемого плоского элемента.
Способ согласно изобретению может содержать дополнительный этап, заключающийся в нанесении обычных облицовочных или покровных материалов на запечатанную поверхность плоского элемента для формирования практически прозрачного защитного слоя (возможно окрашенного) с целью придания запечатанной поверхности более высокой стойкости к воздействию света, к загрязняющим веществам, к истиранию и царапанью или придания запечатанной поверхности требуемой фактуры. Такой защитный слой может быть получен, например, в результате пропускания плоского элемента после печати через обычные распылители или устройства для нанесения покрытий, или в результате использования головок для ламинирования или для струйной печати или обычных горячих или холодных накатных валиков, или в результате прикатывания к запечатанной поверхности практически прозрачных защитных листов, возможно, окрашенных, в частности, листов соответствующего пластика и/или бумаги.
Для реализации способа, являющегося предметом настоящего изобретения, может быть использован однопроходной струйный принтер, в котором сопла печатающей головки выбрасывают микрокапли чернил требуемого цвета на запечатываемую поверхность, но при этом сами не контактируют с этой поверхностью, что позволяет осуществлять печать даже в случае не вполне гладкой запечатываемой поверхности.
Очевидно, что способ, являющийся предметом настоящего изобретения, позволяет осуществлять печать на плоских древесных элементах за значительно меньшее время, чем при использовании вышеописанных известных процессов, и обеспечивает возможность производства любого количества изделий (в пределе одной панели) при его очень низкой стоимости и с важным преимуществом, заключающимся в значительном снижении или даже в устранении необходимости хранения запасов на складе.
Использование при реализации способа принтера под управлением процессора (обычно простого ПК) позволяет быстро создавать различные версии печатаемых изображений и выполнять печать персонифицированных версий в соответствии со специальными требованиями заказчика.
Способ, являющийся предметом настоящего изобретения, может быть использован применительно к различным технологическим линиям, например к линии подрезки торцов (например, для изготовления полов), к линии горячего или холодного прессования для изготовления панелей, к линии обрезки с подрезкой торцов, к линии разметки или к линии секционирования или сверления.
Специалисту в данной области техники очевидно, что после или до операции печати плоские древесные элементы могут быть подвергнуты всем тем операциям и/или всем видам обработки, которым древесные плиты подвергаются в известных процессах производства.
Более полное понимание способа, являющегося предметом настоящего изобретения, может быть достигнуто из следующего ниже описания части установки, содержащей указанный струйный принтер. Описание ведется со ссылками на прилагаемые чертежи, на которых:
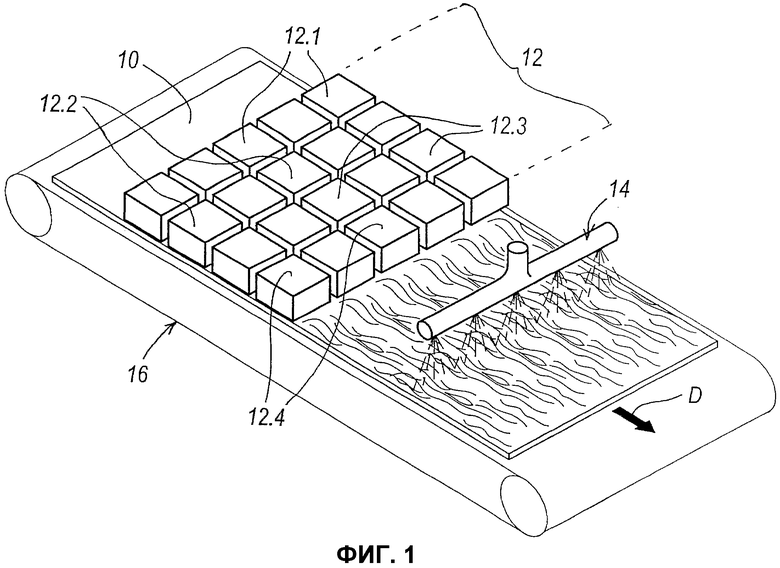
фиг.1 - схематичный вид в перспективе, демонстрирующий печатающие головки струйного принтера, используемого в способе согласно настоящему изобретению, вместе с ленточным приводным устройством для приведения в движение древесной плиты с запечатываемой верхней поверхностью и устройством-распылителем для нанесения защитного слоя на запечатанную поверхность;
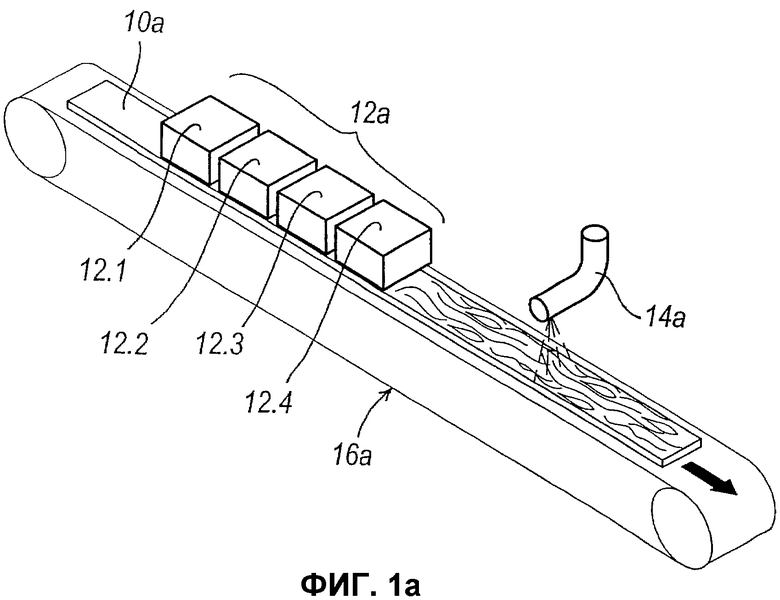
фиг.1a - вариант вида, представленного на фиг.1, в случае очень узкой панели;
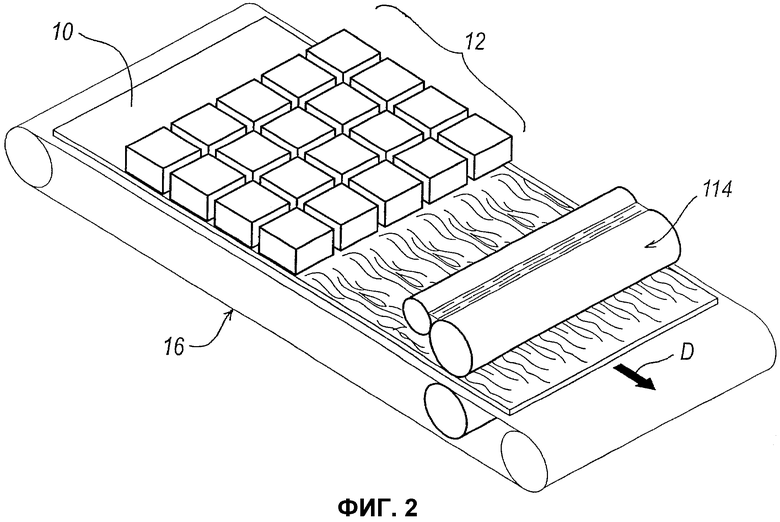
фиг.2 - вариант вида, представленного на фиг.1, в котором устройство для нанесения защитного слоя представляет собой накатной валик;
фиг.3 - вариант вида, представленного на фиг.1, в котором устройство для нанесения защитного слоя представляет собой устройство для нанесения покрытия;
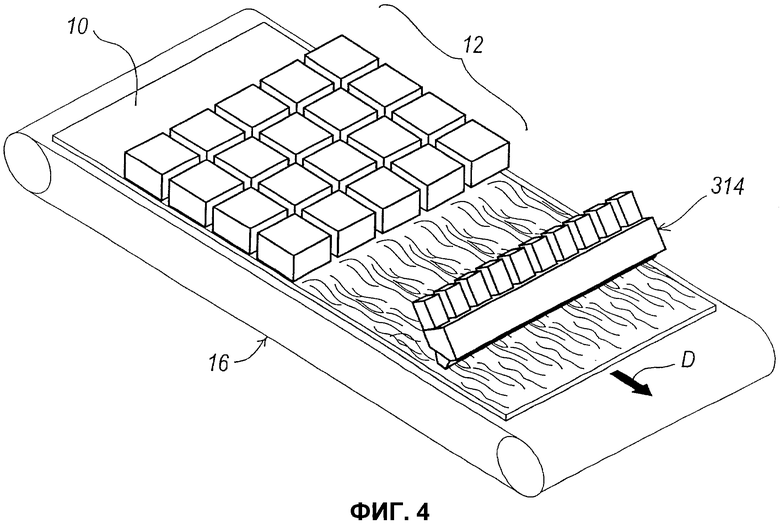
фиг.4 - вариант вида, представленного на фиг.1, в котором устройство для нанесения защитного слоя представляет собой головку для ламинирования;
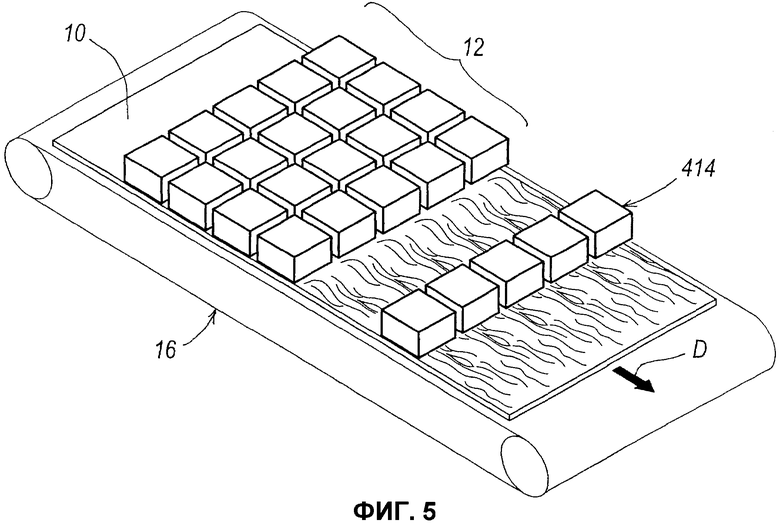
фиг.5 - вариант вида, представленного на фиг.1, в котором устройство для нанесения защитного слоя представляет собой струйный принтер.
На фиг.1 представлен плоский древесный элемент 10 (например, прямоугольная панель MDF), приводимая в движение ленточным транспортером 16 в направлении, указанном стрелкой D, для прохождения в рассматриваемом варианте осуществления под четырьмя параллельными рядами печатающих головок, обозначенными позициями 12.1, 12.2, 12.3 и 12.4. Каждый ряд печатающих головок относится к одному цвету, а именно, это три основных цвета - голубой, пурпурный и желтый плюс черный. Как показано на фиг.1, каждый ряд печатающих головок состоит из пяти головок и, в частности, число головок должно обеспечивать перекрытие всей ширины прямоугольной панели 10. Головки 12.1-12.4 образуют часть струйного принтера (остальная часть которого не показана для простоты), обозначаемую по всему описанию позицией 12, и в этом конкретном случае однопроходного принтера, в котором сопла цифровых печатающих головок выбрасывают микрокапли чернил соответствующего цвета на запечатываемую поверхность (в этом конкретном случае на верхнюю поверхность прямоугольной панели 10). Управление принтером 12 осуществляется обычным персональным компьютером (не показанным для простоты), работающим с использованием соответствующего серийно выпускаемого программного обеспечения. Разрешающая способность (число черных или цветных точек на единицу поверхности) принтера 12, измеряемая в DPI (точках на дюйм) или в пикселях, выбирается на основе требуемого качества печати. Следовательно, достаточной может считаться низкая разрешающая способность или может потребоваться средняя, высокая или очень высокая разрешающая способность.
Как и в известных процессах, в способе, являющемся предметом настоящего изобретения, требуется выполнение этапа подготовки графической композиции (т.е. этапа создания эскиза и его разработки), что осуществляется с помощью соответствующих серийно выпускаемых аппаратных средств и программного обеспечения. В этом конкретном случае может быть использован сканер (как и в известном процессе с использованием графопостроителя) с возможностью разделения четырех основных цветов в эскизе или изображении, воспроизводимом на поверхности панели. Очевидно, что на поверхности панели могут быть воспроизведены эскизы или изображения самых различных типов, например, может быть воспроизведен вид поверхности "под дерево" определенного типа или "под определенный камень" или "скальную породу" или даже фотографии, письменные тексты или рисунки "с фантастическими мотивами". Эти изображения могут быть изменены или соединены или разбиты на фрагменты по желанию для формирования соответствующих файлов рисунков, из которых может быть получено множество монохроматических изображений. В самом простом варианте операция печати может быть сведена к простому окрашиванию интересующей поверхности или ее части в один цвет.
На фиг.1 показана запечатанная верхняя поверхность панели 10 (например, воспроизводящая вид "под дерево" определенного типа) за принтером 12. На этой же фигуре показан установленный за принтером 12 распылитель 14 для покрытия запечатанной верхней поверхности панели 10 обычным жидким веществом, образующим практически прозрачный (возможно, окрашенный) защитный слой против отрицательного воздействия света или против загрязняющих веществ, истирания или царапанья.
Следует отметить, что на фиг.1 печатающие головки 12.1-12.4 размещены над панелью 10, однако в другом варианте изобретения они могут быть размещены и под панелью (установлены в области между двумя соседними ленточными транспортерами), или панель может приводиться в движение при сохранении своего вертикального положения (с помощью, например, приводного устройства с захватным приспособлением), а печатающие головки могут располагаться по одну или другую сторону панели или даже с обеих ее сторон.
Следует также отметить, что вместо ленточного приводного устройства 16, изображенного на фигурах (которое может представлять собой устройство присасывающего типа), могут быть использованы и другие приводные устройства, например, роликового типа, цепного типа (с вильчатыми захватами или без них) или снабженные указанным захватным приспособлением.
Если технологическая линия предназначена для печати на очень узких панелях типа панели 10a, представленной на фиг.1a, то может быть достаточным наличие одной печатающей головки 12.1-12.4 для каждого цвета. В этом случае упрощается и устройство-распылитель, обозначенное позицией 14a.
Отличие фиг. 2-5 (на которых для обозначения одинаковых деталей использованы те же самые ссылочные позиции, что и на фиг.1) от этой последней фигуры заключается только в использовании различных устройств для нанесения жидкого защитного вещества. В частности, на фиг.2 использован накатной валик 114, на фиг.3 - устройство 21 для нанесения покрытий, на фиг.4 - головка 314 для ламинирования, а на фиг.5 - печатающая головка 414 струйного типа.
Как очевидно из приведенного выше описания, использование струйного принтера в способе, являющемся предметом настоящего изобретения, обеспечивает максимальную гибкость и универсальность производства в сочетании с высокой производительностью и низкой стоимостью. В случае принтера, в котором сопла печатающих головок не контактируют с запечатываемой поверхностью, может быть осуществлена печать на панелях с не вполне гладкими поверхностями.

Изобретение относится к способу печати на поверхностях плоских древесных элементов, а также к производственной линии для изготовления плоских древесных панелей. Производственная линия содержит по меньшей мере транспортерное средство для перемещения панелей в направлении продвижения, а также струйный принтер и электронный процессор, при этом струйный принтер управляется электронным процессором. Струйный принтер содержит неподвижные печатные головки, расположенные друг за другом в указанном направлении продвижения, каждая печатная головка относится только к одному цвету, выбранному из голубого, пурпурного, желтого и черного для последовательного нанесения выбранных цветов, причем транспортерное средство выполнено с возможностью перемещения древесных панелей с верхней поверхностью, подлежащей печати, через струйный принтер в процессе печати в направлении продвижения, при этом печатные головки расположены над верхней поверхностью панели, подлежащей печати. 5 н. и 24 з.п. ф-лы, 5 ил.
1. Производственная линия для изготовления плоских древесных панелей (10), имеющих подлежащую печати верхнюю поверхность, при этом производственная линия содержит по меньшей мере транспортерное средство (16) для перемещения панелей в направлении (D) продвижения, струйный принтер (12) и электронный процессор, при этом струйный принтер управляется электронным процессором, отличающаяся тем, что струйный принтер содержит неподвижные печатные головки (12.1-12.4), расположенные друг за другом в указанном направлении продвижения, каждая печатная головка относится только к одному цвету, выбранному из голубого, пурпурного, желтого и черного для последовательного нанесения выбранных цветов, причем транспортерное средство выполнено с возможностью перемещения древесных панелей (10) с верхней поверхностью, подлежащей печати, через струйный принтер (12) в процессе печати в направлении продвижения, при этом печатные головки расположены над верхней поверхностью панели, подлежащей печати.
2. Производственная линия по п.1, отличающаяся тем, что перед печатными головками (12.1-12.4) предусмотрено средство для обработки поверхности герметизирующими составами.
3. Производственная линия по п.1 или 2, отличающаяся тем, что после принтера (12) предусмотрено средство (14, 14a, 114, 214, 314, 414) для покрытия поверхности защитным жидким веществом.
4. Производственная линия по п.1 или 2, отличающаяся тем, что транспортерное средство (16) представляет собой ленточное приводное устройство.
5. Производственная линия по п.1 или 2, отличающаяся тем, что транспортерное средство (16) представляет устройство присасывающего типа.
6. Производственная линия по п.1 или 2, отличающаяся тем, что струйный принтер (12) представляет собой однопроходной принтер, в котором сопла печатающей головки выбрасывают микрокапли чернил требуемого цвета на подлежащую печати поверхность.
7. Производственная линия по п.1 или 2, отличающаяся тем, что печатающие головки (12.1-12.4) расположены рядами, каждый из которых относится только к одному цвету.
8. Производственная линия по п.7, отличающаяся тем, что каждый ряд содержит достаточное количество печатающих головок для перекрытия всей ширины панели (10).
9. Производственная линия по п.1 или 2, отличающаяся тем, что одна печатающая головка (12.1-12.4) предусмотрена для каждого цвета.
10. Производственная линия по п.1 или 2, отличающаяся тем, что электронный процессор позволяет выбирать разрешение струйного принтера (12).
11. Производственная линия по п.1 или 2, отличающаяся тем, что струнный принтер (12) содержит печатающие головки с соплами, которые не находятся в контакте с поверхностью подлежащей печати панели.
12. Производственная линия по п.1 или 2, отличающаяся тем, что представляет собой линию для производства полов, содержащую линию подрезки торцов, линию обрезки с подрезкой торцов, линию разметки, линию горячего или холодного прессования, линию секционирования и/или сверления
13. Производственная линия по п.1 или 2, отличающаяся тем, что содержит сканер, соединенный с электронным процессором с возможностью разделения четырех основных цветов в эскизе или изображении, воспроизводимом на поверхности панели.
14. Способ печати на поверхностях плоских древесных панелей (10), содержащий этапы:
подготовки графической композиции с помощью процессора и соответствующего программного обеспечения;
перемещения плоских древесных панелей в направлении продвижения (D) через струйный принтер (12), содержащий неподвижные печатные головки (12.1-12.4) расположенные друг за другом в указанном направлении продвижения;
выбрасывания микрокапель чернил требуемого цвета из указанных головок на указанные поверхности в ответ на сигналы, посылаемые электронным процессором, соединенным с печатающими головками для воспроизведения композиции или изображения на указанных поверхностях.
15. Способ печати на поверхностях плоских древесных элементов (10), содержащий этап подготовки графической композиции с помощью процессора и соответствующего программного обеспечения и этап печати, отличающийся тем, что печать осуществляют однопроходным струйным принтером (12), управляемым электронным процессором, при этом указанный плоский элемент (10) оставляют на месте, а принтер (12) перемещают относительно него в процессе печати так, чтобы обеспечить печать на всей его поверхности.
16. Способ печати на поверхностях плоских древесных элементов (10), содержащий этап подготовки графической композиции с помощью процессора и соответствующего программного обеспечения и этап печати, отличающийся тем, что печать осуществляют однопроходным струйным принтером (12), управляемым электронным процессором, при этом указанный плоский элемент (10) и принтер (12) одновременно перемещают в процессе печати так, что принтер (12) перемещается параллельно подлежащей печати поверхности плоского элемента (10) с обеспечением печати на всей поверхности плоского элемента (10).
17. Способ по п.16, в котором на всю указанную поверхность наносят цветное изображение.
18. Способ по п.16 или 17, в котором струйный принтер (12) снабжен печатными головками, причем для каждого цвета в принтере (12) используется такое число печатных головок (12.1-12.4), которое позволяет перекрыть полную ширину поверхности подлежащей печати панели.
19. Способ по п.18, в котором используемые в принтере (12) цвета представляют собой основные цвета - голубой, пурпурный и желтый вместе с черным.
20. Способ по п.18, в котором для каждого цвета одна печатающая головка (12.1) перекрывает всю указанную поверхность.
21. Способ по п.18, в котором для каждого цвета множество печатных головок (12.1), установленных в ряд, перекрывает полную ширину подлежащей печати поверхности панелей.
22. Способ по п.16 или 17, в котором указанные древесные плоские элементы (10) получены из массы древесных частиц, при этом элементы выбраны из древесно-стружечных плит, древесно-волокнистых плит низкой плотности, древесно-волокнистых плит средней плотности, древесно-волокнистых плит высокой плотности, волокнистых плит, изготовленных мокрым способом или ориентированно-стружечных плит.
23. Производственная линия для изготовления плоских древесных панелей (10), имеющих подлежащую печати верхнюю поверхность, содержащую однопроходный струйный принтер (12) и электронный процессор, при этом струйный принтер (12) управляется электронным процессором, отличающаяся тем, что струйный принтер содержит подвижные печатные головки (12.1-12.4), выполненные с возможностью печати на всей поверхности древесной панели (10), находящейся в неподвижном состоянии, при этом каждая головка относится только к одному цвету, выбранному из голубого, пурпурного, желтого и черного для нанесения выбранных цветов.
24. Производственная линия по п.23, отличающаяся тем, что печатающие головки (12.1-12.4) расположены рядами, каждый из которых относится только к одному цвету.
25. Производственная линия по п.24, отличающаяся тем, что каждый ряд содержит достаточное количество печатающих головок для перекрытия всей ширины панели (10).
26. Производственная линия по п.23 или 24, отличающаяся тем, что одна печатающая головка (12.1-12.4) предусмотрена для каждого цвета.
27. Производственная линия по п.23 или 24, отличающаяся тем, что электронный процессор позволяет выбирать разрешение струйного принтера (12).
28. Производственная линия по п.23 или 24, отличающаяся тем, что струнный принтер (12) содержит печатающие головки с соплами, которые не находятся в контакте с поверхностью подлежащей печати панели.
29. Производственная линия по п.23 или 24, отличающаяся тем, что представляет собой линию для производства полов, содержащую линию подрезки торцов, линию обрезки с подрезкой торцов, линию разметки, линию горячего или холодного прессования, линию секционирования и/или сверления.
| DE 20023641 U1, 23.06.2005 | |||
| US 2004026017 A1, 12.02.2004 | |||
| DE 10318988 A, 18.11.2004 |

