Перекрестная ссылка на родственные заявки и притязание на приоритет
Настоящая заявка притязает на приоритет патентной заявки США порядковый № 60/369798, поданной 3 апреля 2002 г. и озаглавленной «Способ и устройство для печати на предмете», описание которой настоящим включается сюда в форме ссылки.
Область техники, к которой относится изобретение
Настоящее изобретение относится к способу печати изображения на предмете, содержащему следующие операции: обеспечение предмета, имеющего наружную поверхность, имеющую плоский участок и канал, заглубленный относительно плоского участка; наложение на наружную поверхность первого слоя краски; высушивание первого слоя краски; и напыление капель краски на высушенный слой краски с целью формирования изображения, причем капли распыляются из механизма струйной печати, который располагается на постоянном расстоянии от плоскости плоского участка предмета. Изобретение относится также к предмету, имеющему изображение, созданное согласно описанному способу, и печатающему устройству, предназначенному для получения предмета с печатью.
Предпосылки к созданию изобретения
Сплошная натуральная древесина является относительно дорогостоящим материалом, и в связи с этим изделия, изготовленные из натуральной древесины, обычно являются более дорогостоящими, чем изделия, изготовленные из альтернативных материалов, таких как пластмасса или древесный композит. Кроме того, сплошная древесина обладает эстетическими свойствами, желательными для многих потребителей. По мере роста цен на натуральную древесину растет рынок сбыта промышленных товаров, имитирующих натуральную древесину. Например, облицовку дверей, внутреннюю обшивку стен, формованные изделия, панели и тому подобное часто изготавливают из композитных материалов, таких как древесно-волокнистые плиты (ДВП), а не из сплошной древесины.
В технике хорошо известны двери с полой сердцевиной, имитирующие натуральные, сплошные двери. Такие двери часто формируют из двух тонких листов ДВП, которые называют «дверной обшивкой» и которые крепятся с противоположных сторон периферийной рамы. Полученная дверь обладает толщиной двери из сплошной древесины, но является полой в середине или же имеет сплошную сердцевину. Полое пространство может при желании быть заполнено гофрированными прокладками, оконтуренной сердцевиной из древесного волокна, изоляционным или другим материалом. Дверная обшивка может иметь гладкую, плоскую поверхность (например, обшивка гладкой двери), текстурированную поверхность или оконтуренную поверхность (т.е. формованную дверную обшивку). Формованные дверные обшивки часто формируют с участками, имитирующими вертикальные брусья дверной обвязки, горизонтальную обвязку и филенки, которые имеются на обычных дверях с вертикальной и горизонтальной обвязкой.
Изделия из древесного композита, такие как дверная обшивка, обладают довольно сходными с натуральной древесиной прочностью и плотностью, но не имеют внешнего вида натуральной древесины, в особенности в отношении цвета, волокна и/или вложенного рисунка, который многие потребители считают желательным. Поэтому такие формованные изделия часто окрашивают для улучшения внешнего вида композитного материала, применяемого для их формовки. Если требуется природный внешний вид, на поверхность изделия может быть наклеена облицовка. Например, плиты, применяемые для изготовления мебели с плоскими корпусами, часто содержат сердцевину из древесно-стружечной плиты (ДСП), с облицовкой, прикрепленной к наружной поверхности сердцевины для придания ей внешнего вида доски из сплошной, натуральной древесины. Такая плита часто бывает легче и дешевле, чем сплошная доска сопоставимых размеров, что может оказаться преимуществом в зависимости от области применения плиты.
Облицовка может быть представлена тонкими листами или полотнами древесного массива. С другой стороны, облицовкой может служить материал на основе пластмассы, на который нанесено изображение древесины. Облицовка крепится к подстилающему субстрату сердцевины или до, или после изготовления изделия. Облицовка широко применяется как покрытие для создания имитированной древесины для столов, дверей и других предметов мебели. Для имитации внешнего вида древесного волокна используются также бумага и пленка. Однако нанесение облицовки, бумаги и пленки часто требует больших затрат времени и, в особенности в случае с бумагой и пленкой, может привести к получению неприемлемой продукции, если только при наложении этих материалов не будет соблюдаться максимальная осторожность. Это ведет к повышению затрат при изготовлении таких изделий и к получению различий во внешнем виде.
Другой способ имитации рисунка древесного волокна предлагается для печати рисунка древесного волокна на поверхности плоского изделия с использованием ролика для нанесения узора, известной как офсетная глубокая печать, при которой краску переносят на поверхность изделия. Кроме того, могут использоваться цилиндры, на которых выгравирован нужный рисунок древесного волокна. Однако такие способы печати являются в целом сложными и требуют применения различных наборов роликов или цилиндров для каждого нужного рисунка или для изделий различной формы, на которые наносится печать. Ролики или цилиндры позволяют получать двери с идентичными рисунками с небольшими повторениями, связанными с размерами цилиндра. Кроме того, гравированные ролики или цилиндры являются относительно дорогостоящими, но не слишком надежными для получения точного совмещения.
В попытках получить более разнообразные рисунки без применения множества роликов или цилиндров некоторые способы предлагают использование струй текучей среды для создания произвольных рисунков, подобных древесному полотну, на плоских панелях из различных материалов. Например, один такой способ описан в патенте США № 4849768. Другие способы, включающие печать на плоской древесно-волокнистой плите с использованием механизма струйной печати, описаны в таких документах, как патент США № 5683753 и патент США № 6095628.
Однако до сих пор способы применения струйной печати не позволили получить на изделии с печатью изображение удовлетворительного качества, в особенности при печати на древесно-волокнистой плите. В то время как иногда бывает возможно получить имитацию древесного волокна с низким разрешением на плоских поверхностях, таких как обшивки гладких дверей, прежде не было возможности получать высококачественные изображения непосредственно на оконтуренных поверхностях. Вместо этого, когда требуются высококачественные изображения, необходимо отпечатать такие изображения на бумаге или пленке и затем прикрепить бумагу или пленку к поверхности подложки в ходе требующей больших трудовых затрат операции ламинирования. Так, например, двери с высококачественными изображениями обычно выпускают в ограниченном количестве, когда можно оправдать затраты. Кроме того, на оконтуренных поверхностях, таких как формованная дверная обшивка, до сих пор не существовало возможности получить реалистичное древесное волокно или другие изображения на углубленных и/или приподнятых оконтуренных участках обшивки.
Из выданных ранее патентов, таких как патент США № 6360656, выданный Кубо, известно, что поверхность, имеющая приподнятую деталь, может быть подвергнута струйной печати при условии, что интенсивность нанесения краски варьируется при прохождении печатающей головки над этой деталью. Однако этот способ требует тщательного контроля расстояния между печатающей головкой и приподнятой деталью, и поэтому требуются датчики для точного измерения расстояния между печатающей головкой и поверхностью, на которую наносится печать. Если деталь представляет собой углубленный участок, такой как формованная выемка, при использовании способа, предложенного Кубо, возникают дополнительные проблемы. Во-первых, ширина выемки может быть меньше ширины печатающей головки, что делает невозможным опускание печатающей головки в выемку для поддержания требующегося просвета между печатающей головкой и поверхностью, на которую наносят печать. Во-вторых, турбулентность, окружающая выброшенные капли краски, может быть усилена узкой выемкой, затрудняя контроль размещения капель краски.
Увеличение расстояния между печатающей головкой и углубленными участками поверхности, на которую наносят печать, осуществляемое с целью преодолеть проблемы, связанные с изобретением Кубо, также не позволяет получить изображение нужного качества. Одна из проблем увеличения расстояния, на которое перемещаются капли краски в области выемки, заключается в том, что уже после перемещения на короткое расстояние из форсунок печатающей головки наблюдается разрушение капель, связанное с вязкостью воздуха и относительно небольшими размерами капель. По мере того как капли теряют кинетическую энергию, они становятся все более подверженными воздействию воздушных потоков, отводящих капли в сторону от предназначенного для них пути. Это ведет в конечном счете к ошибкам в размещении капель и снижению таким образом качества изображения. Кроме того, даже если расстояние между печатающей головкой и поверхностью, на которую наносят печать, относительно невелико, первая капля, выброшенная из форсунки, иногда взаимодействует с последующей каплей, выброшенной из той же и/или прилегающей форсунки, поскольку следующая капля движется в зоне пониженного давления за первой каплей и таким образом разгоняется относительно первой капли. Это оказывает влияние на размещение капель и качество изображения.
При наложении завесы из капель краски, как в случае печатающей головки с множеством форсунок, капли часто замедляются из-за того, что их кинетическая энергия передается воздуху. Этот эффект может действовать как «воздушный насос», заставляя капли на кромке завесы притягиваться к другим каплям, вызывая турбулентность и взаимодействие капель. Возможно отрицательное воздействие на размещение капель и качество изображения. Кроме того, если изделие, на которое наносят печать, движется относительно печатающей головки, возможно дополнительное нежелательное воздействие на размещение капель. Все эти последствия в сумме ведут к снижению качества изображения.
Поэтому желательно предложить способ печати или изображений древесного волокна, или других графических изображений на поверхности гладкого или формованного изделия, такого как дверная обшивка, таким образом, чтобы получать высококачественные изображения на всей наружной поверхности, на которую наносится печать.
Сущность изобретения
Настоящее изобретение относится к способу печати изображения на предмете, такого как рисунок древесного волокна на дверной обшивке, к устройству для печати и изделию с нанесенной печатью. Изобретение относится также к устройству подготовки изображения, предназначенному для создания изображения для печати. Способ и устройство могут быть использованы для создания различных декоративных продуктов, таких как столярные изделия, формованные изделия, установочные панели, двери туалетов и платяных шкафов, двери декоративных шкафов и наружные полимерные двери. Способ может также использоваться для улучшения лицевых поверхностей из натуральной древесины и облицованных шпоном.
Изображения отпечатывают на изделии с использованием струйного принтера, который обеспечивает большую гибкость печати. С помощью открытой техники струйной печати можно легко наносить печать на различные продукты, например имеющие короткий срок службы, для которых изготовление специальных печатающих валков может быть неоправданным. Заказные объекты, такие как образцы имитации древесины или декоративные графические изображения, могут быть изготовлены быстро и дешево. Обнаружено, что отпечатывание рисунка древесного волокна на изделии с использованием струйного принтера позволяет получить хороший результат легко и относительно дешево по сравнению с использованием древесины или обшивки с имитацией древесины. В данном случае термин «древесное волокно» включает любой рисунок, напоминающий черты древесного волокна, предпочтительно любого типа древесины.
Описанный способ может использоваться для печати на части поверхности изделия. Например, имитированный древесный участок может образовывать только часть предмета, например раму обрамленной в раму картины. Струйная печать обеспечивает гибкость печати с точным нанесением на небольшие участки предмета.
Описан способ печати изображения на предмете, который содержит следующие операции: обеспечение предмета, имеющего наружную поверхность, имеющую плоский участок и выемку, заглубленную относительно плоского участка; наложение на наружную поверхность первого слоя краски; высушивание первого слоя краски; и нанесение капель краски на высушенный слой краски с целью формирования изображения, причем капли распыляются из механизма струйной печати, который располагается на, по существу, постоянном расстоянии от плоскости плоского участка предмета.
Способ нанесения изображения на дверь, который содержит следующие операции: выбор изображения для нанесения на дверь; определение преобладающего цвета выбранного изображения; выбор цвета, связанного с преобладающим цветом; нанесение на дверь первого слоя краски выбранного цвета; и струйная печать выбранного изображения на первом слое краски.
Способ нанесения изображения на предмет, имеющий плоский участок и по меньшей мере одну выемку, который содержит следующие операции: выбор изображения для нанесения на предмет; определение преобладающего цвета выбранного изображения; выбор первого цвета, связанного с преобладающим цветом; нанесение на предмет первого слоя краски, имеющего цвет, причем цвет первого слоя краски является первым выбранным цветом; нанесение на выемку второго слоя краски, имеющего второй цвет; и струйную печать выбранного изображения на предмет поверх по меньшей мере части плоского участка и по меньшей мере части выемки.
Способ формирования на дверной обшивке выбранного изображения, который содержит следующие операции: обеспечение формованной дверной обшивки, имеющей плоский участок и углубленный участок; применение механизма струйной печати, установленного для перемещения в плоскости, параллельной плоскому участку; и печать рисунка на плоском участке и на углубленном участке при перемещении механизма струйной печати в этой плоскости.
Способ нанесения способом струйной печати изображения фотографического качества на дверь из древесного композита, имеющую плоский участок и углубленный участок, который содержит следующие операции: выбор из множества изображений изображения для нанесения на дверь; определение преобладающего цвета выбранного изображения; выбор цвета, связанного с преобладающим цветом; нанесение на дверь первого слоя краски выбранного цвета; нанесение на выемку второго слоя краски, цвет которой темнее цвета первого слоя краски; применение механизма струйной печати, установленного для перемещения между первым и вторым положениями в плоскости, параллельной плоскому участку двери; перемещение механизма струйной печати из первого положения во второе положение, при выбрасывании капель краски диаметром более чем приблизительно 30 мкм в направлении двери для формирования на двери первого участка изображения фотографического качества; перемещение двери от печатающей головки; перемещение печатающей головки из второго положения в первое положение; перемещение двери в новое положение относительно печатающей головки; перемещение механизма струйной печати из первого положения во второе положение, при выбрасывании капель краски диаметром более чем приблизительно 30 мкм в направлении двери для формирования на двери второго участка изображения фотографического качества; предоставление каплям краски возможности высохнуть; и нанесение на краску верхнего покрова, устойчивого к воздействию ультрафиолетового излучения.
Формованный предмет, который содержит наружную поверхность, имеющую плоский участок и выполненную в указанном плоском участке выемку. Первый слой краски из красителя покрывает наружную поверхность, и отпечатанное методом струйной печати изображение фотографического качества перекрывает первый слой краски. Верхний покров покрывает слой краски и изображение.
Способ изготовления двери, который содержит следующие операции: получение прямоугольной рамы; получение первой дверной обшивки, имеющей плоский участок и выемку, выполненную на первом плоском участке; получение второй дверной обшивки; крепление первой и второй дверных обшивок к прямоугольной раме; покрытие первой и второй дверных обшивок герметиком; нанесение капель краски на первую дверную обшивку для формирования цветного изображения на первой дверной обшивке, причем изображение перекрывает по меньшей мере часть плоского участка и участка выемки; и нанесение верхнего покрова поверх цветного изображения.
Устройство печати методом струйной печати изображения фотографического качества на формованном предмете, которое содержит: устройство для нанесения покрытия, предназначенное для нанесения первого слоя краски на верхнюю поверхность предмета. Верхняя поверхность имеет плоский участок и углубленный участок. Устройство включает также струйный принтер, предназначенный для печати изображения на верхней поверхности, причем указанный принтер содержит механизм струйной печати, предназначенный для выброса капель краски для струйной печати. Печатающая головка может перемещаться в плоскости, параллельной плоскости плоского участка.
Краткое описание чертежей:
Изобретение распространяется на способы и/или устройство, по существу, соответствующие описанным со ссылкой на прилагаемые чертежи, на которых:
фиг.1 представляет вид в перспективе двери, предназначенной для печати согласно настоящему изобретению;
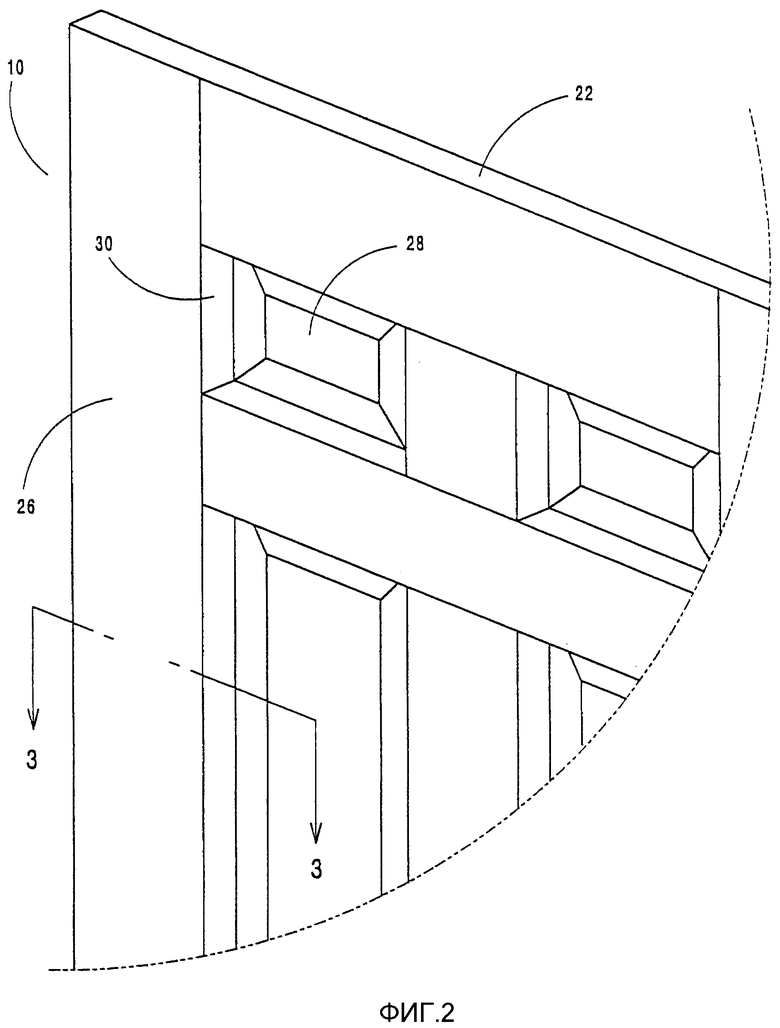
фиг.2 - местный покомпонентный вид обведенного кружком участка 2-2 на фиг.1;
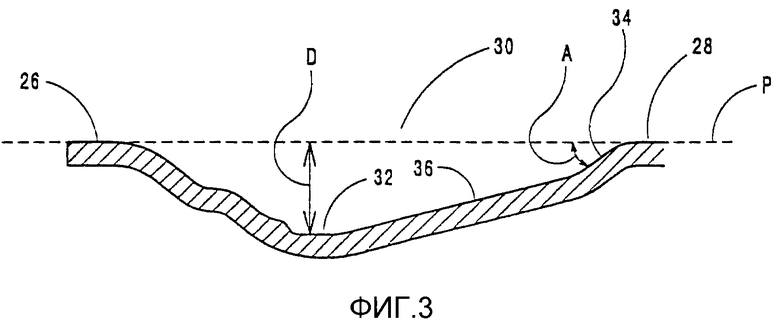
фиг.3 - в разрезе местный вид двери по фиг.2 при наблюдении по линии 3-3 в направлении, указанном стрелками;
фиг.4 - схематический вид печатающего устройства согласно настоящему изобретению;
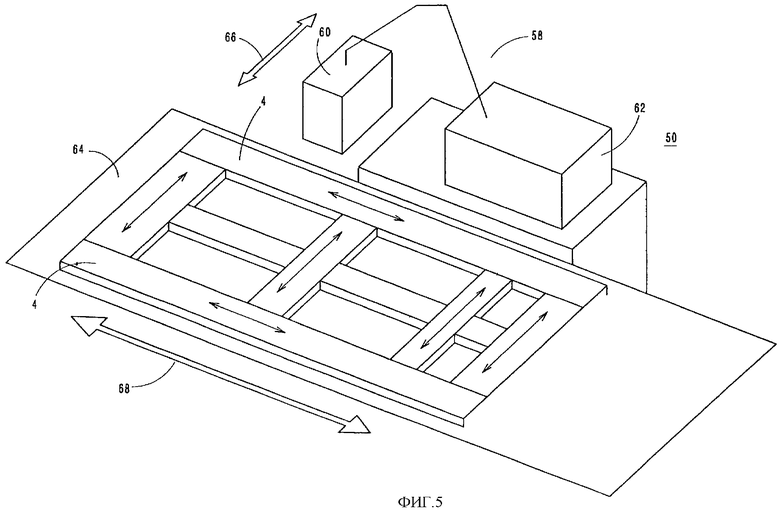
фиг.5 - схематический вид участка печати согласно настоящему изобретению;
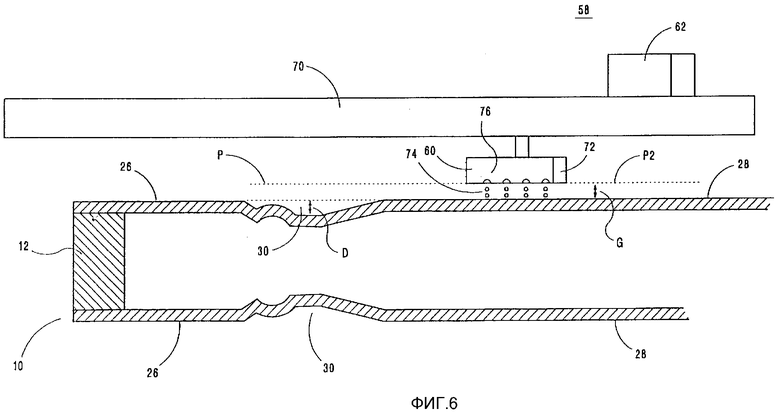
фиг.6 - принтер, наносящий краску на дверь с выемкой;
фиг.7-12 - схему способа струйной печати на двери согласно настоящему изобретению;
фиг.13 - рисунок древесного волокна, отпечатанный с использованием способов согласно изобретению;
фиг.14 - вид спереди в вертикальной проекции гладкой обшивки двери с нанесенным способом струйной печати рисунком древесного волокна согласно изобретению;
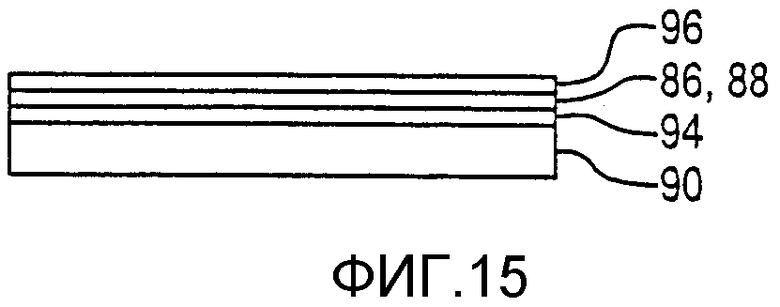
фиг.15 - вид в разрезе, выполненном по линии 15-15 на фиг.14 с наблюдением в направлении, указанном стрелками;
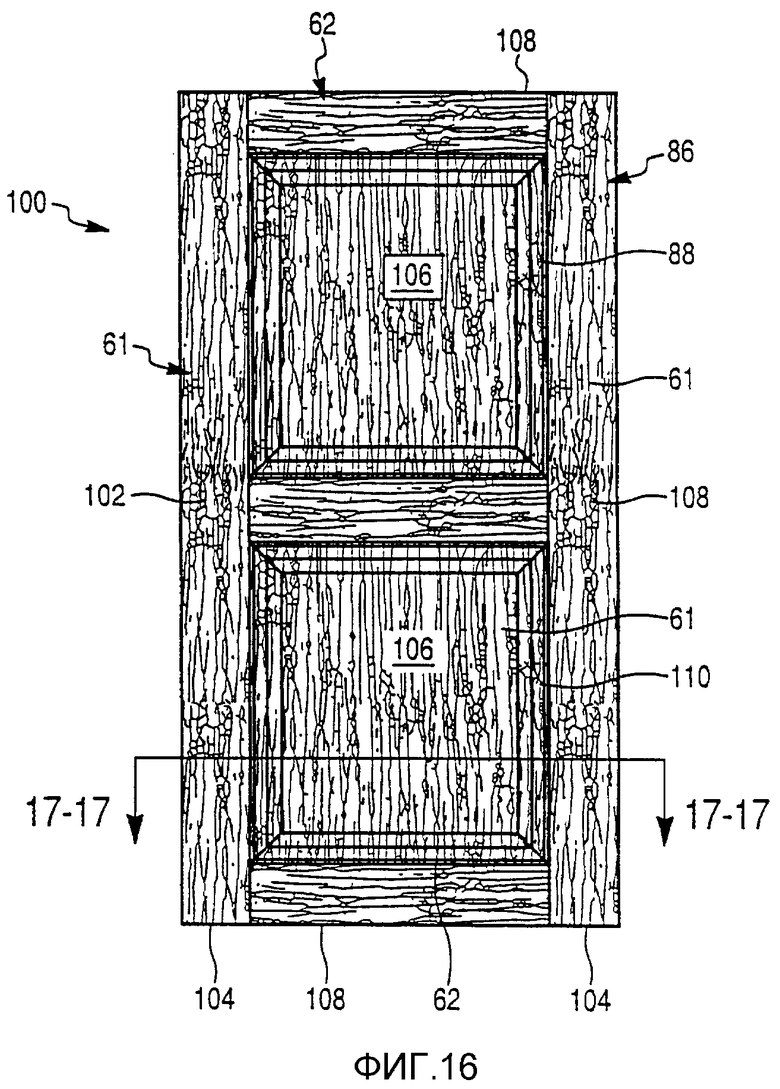
фиг.16 - вид спереди в вертикальной проекции формованной обшивки двери с нанесенным способом струйной печати рисунком древесного волокна и с волокном, идущим в двух направлениях;
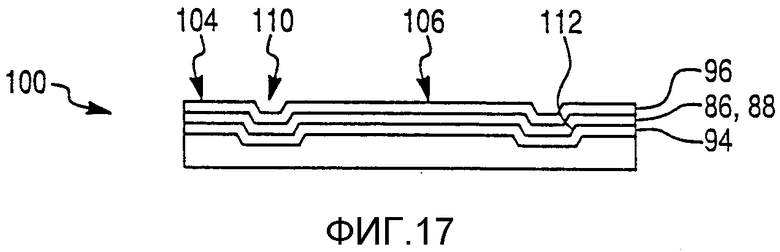
фиг.17 - вид в разрезе, выполненном по линии 17-17 на фиг.16 с наблюдением в направлении, указанном стрелками;
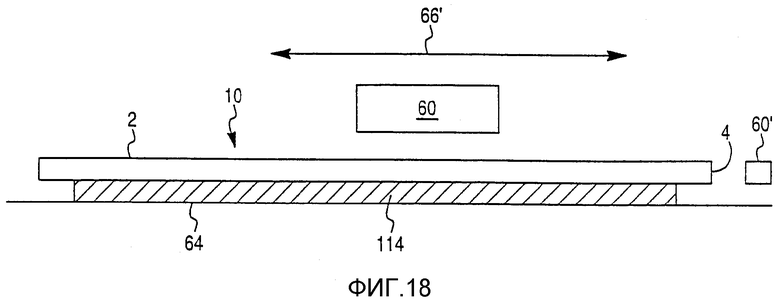
фиг.18 - схематический вид другой компоновки участка печати;
фиг.19 - схематический вид компоновки участка печати по фиг.18 с дверью, имеющей фаску;
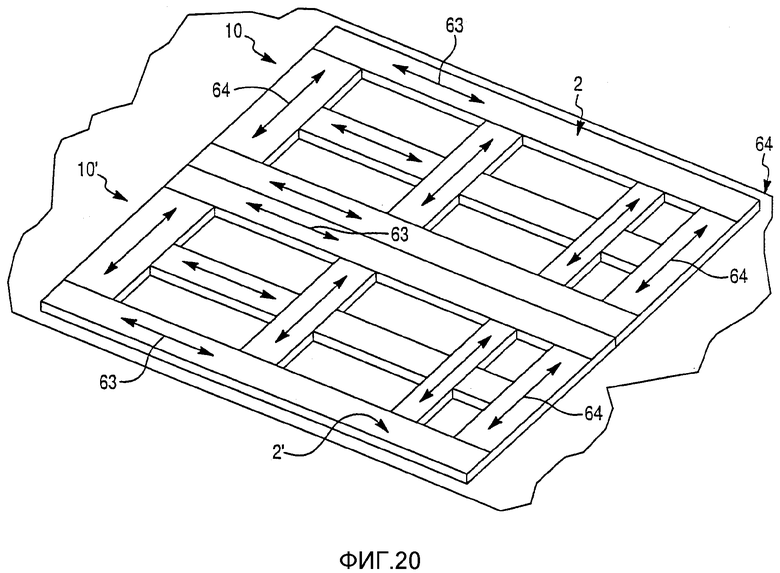
фиг.20 - схематический вид другой компоновки участка печати, предназначенного для одновременной печати на двух дверях;
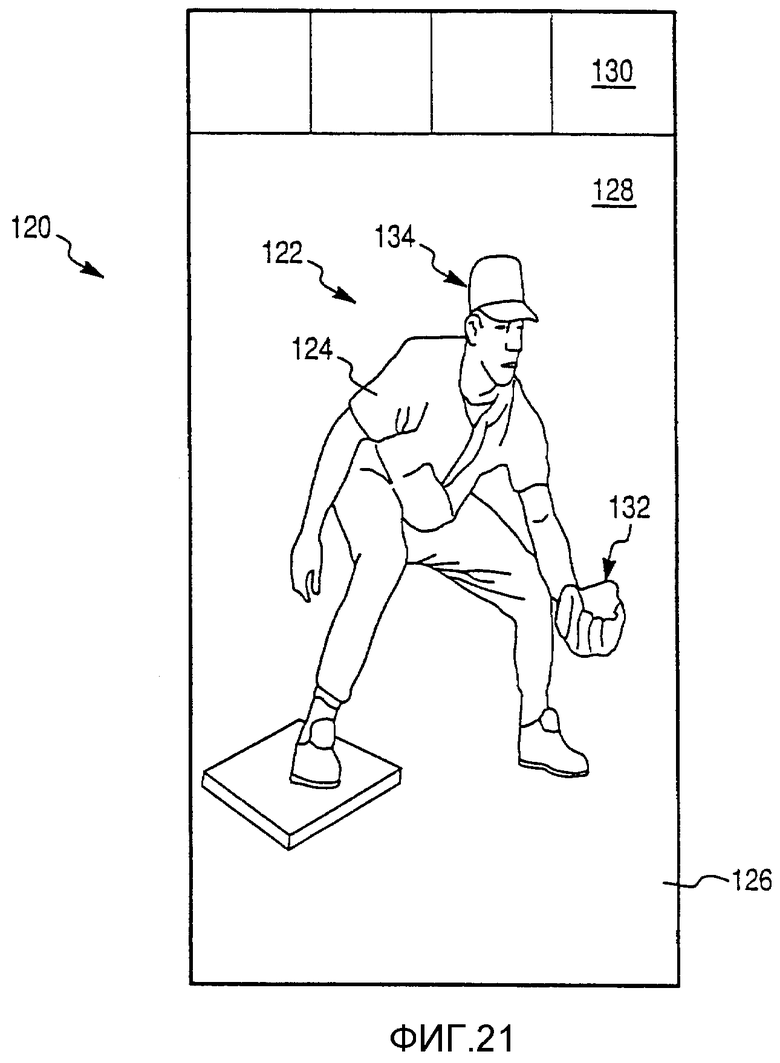
фиг.21 - вид спереди в вертикальной проекции двери, имеющей графическое изображение, отпечатанное на ней с помощью способа по изобретению;
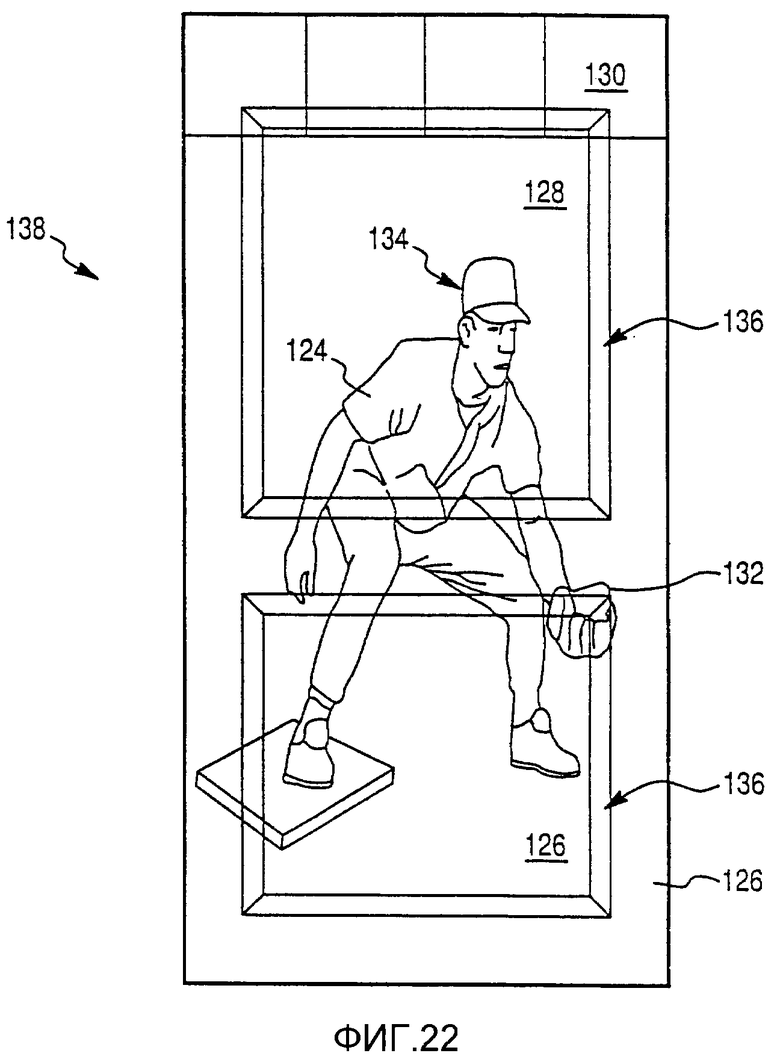
фиг.22 - вид спереди в вертикальной проекции формованной двери с отпечатанным на ней графическим изображением по фиг.21;
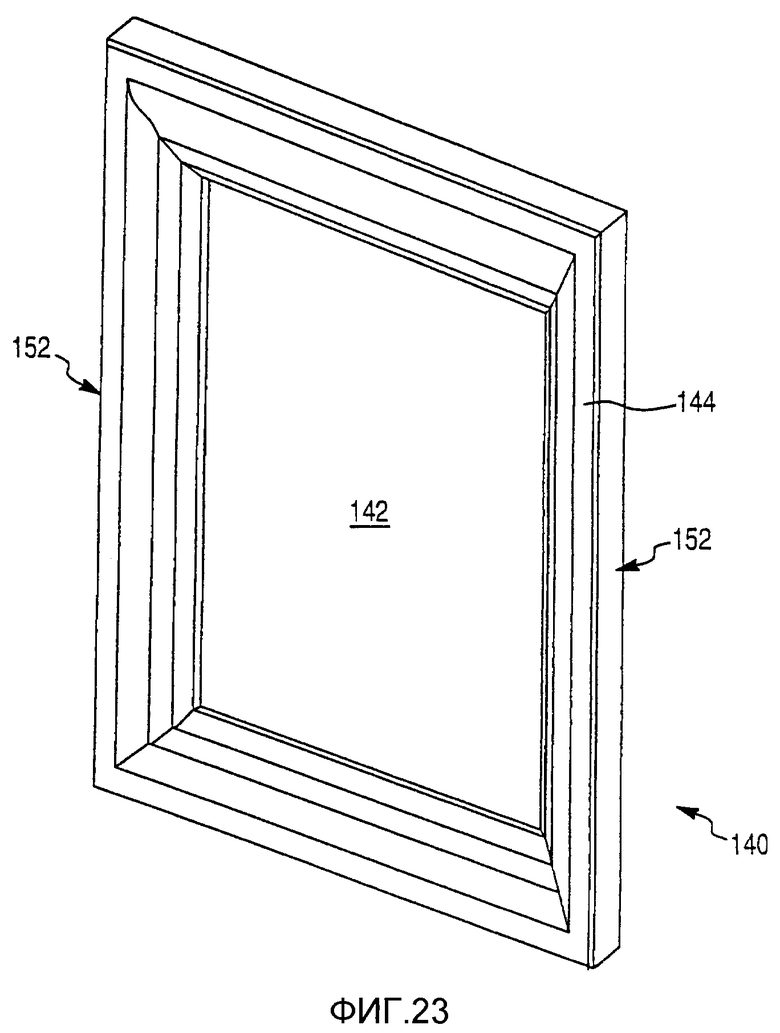
фиг.23 - вид в перспективе формованной оправы для печати согласно настоящему изобретению;
фиг.24 - местный вид в перспективе наружной рамы формованной оправы по фиг.23;
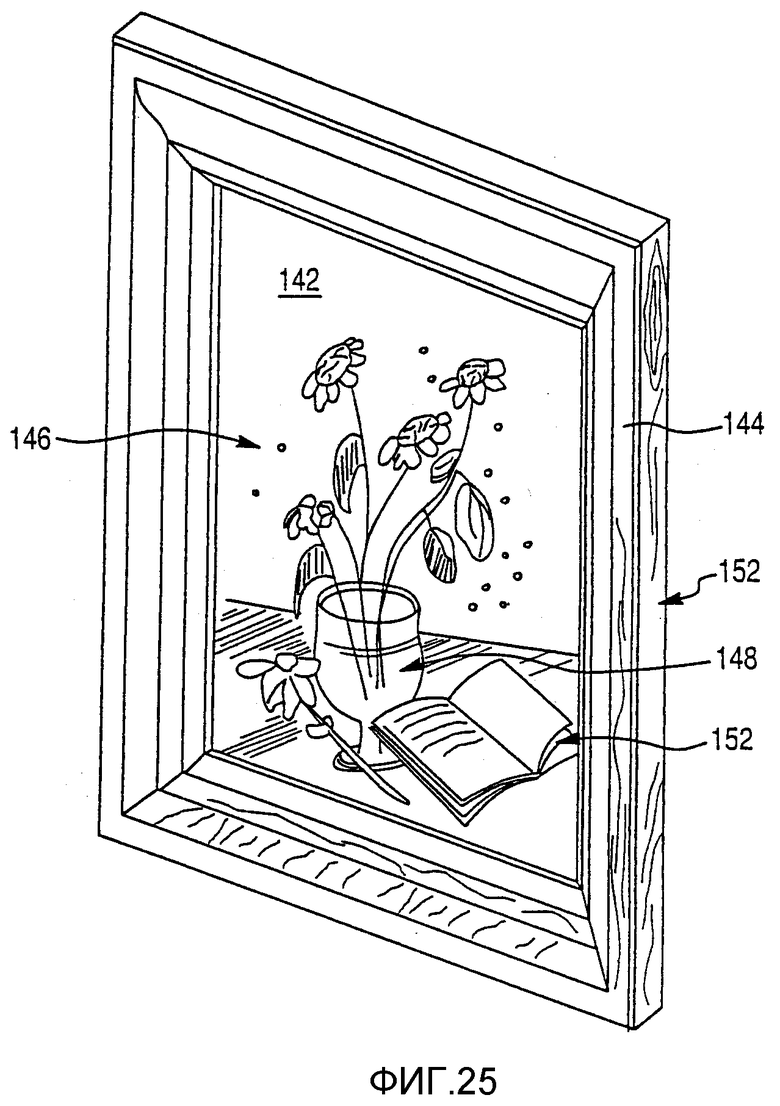
фиг.25 - вид в перспективе формованной оправы по фиг.23 после нанесения на нее печати согласно настоящему изобретению;
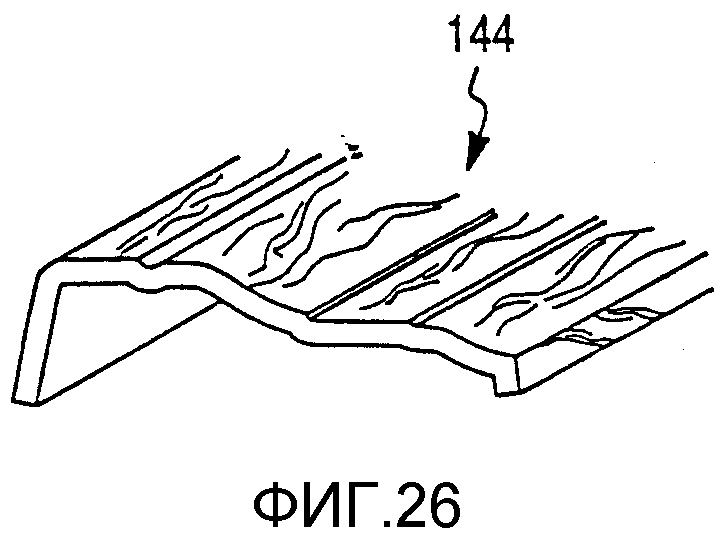
фиг.26 - местный вид в перспективе наружной рамы с фиг.24 после нанесения на нее печати согласно настоящему изобретению;
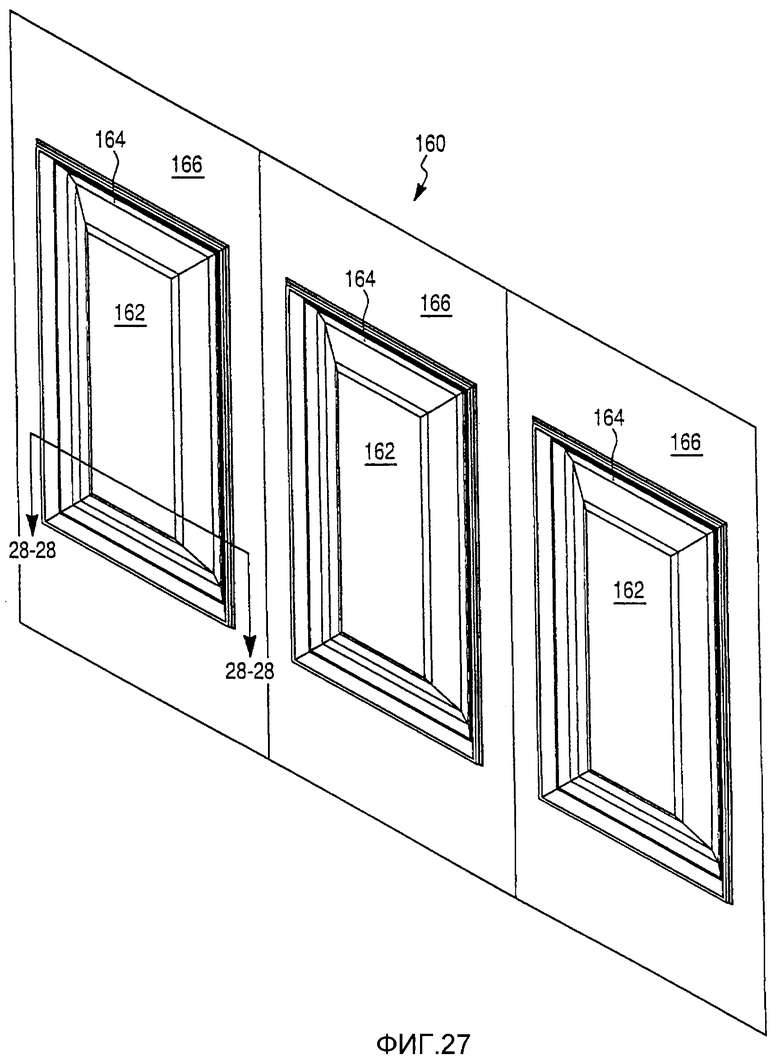
фиг.27 - вид в перспективе внутренней обшивки стен, подходящей для печати согласно описанному способу печати;
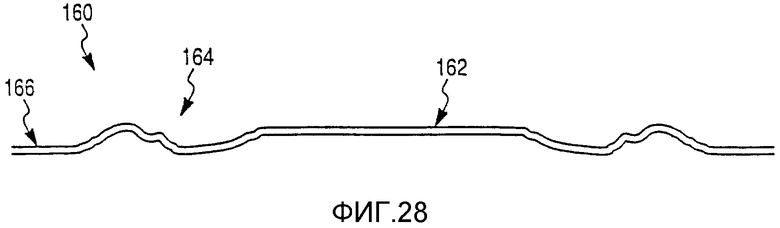
фиг.28 - местный вид в разрезе, выполненном по линии 28-28 на фиг.27 с наблюдением в направлении, указанном стрелками;
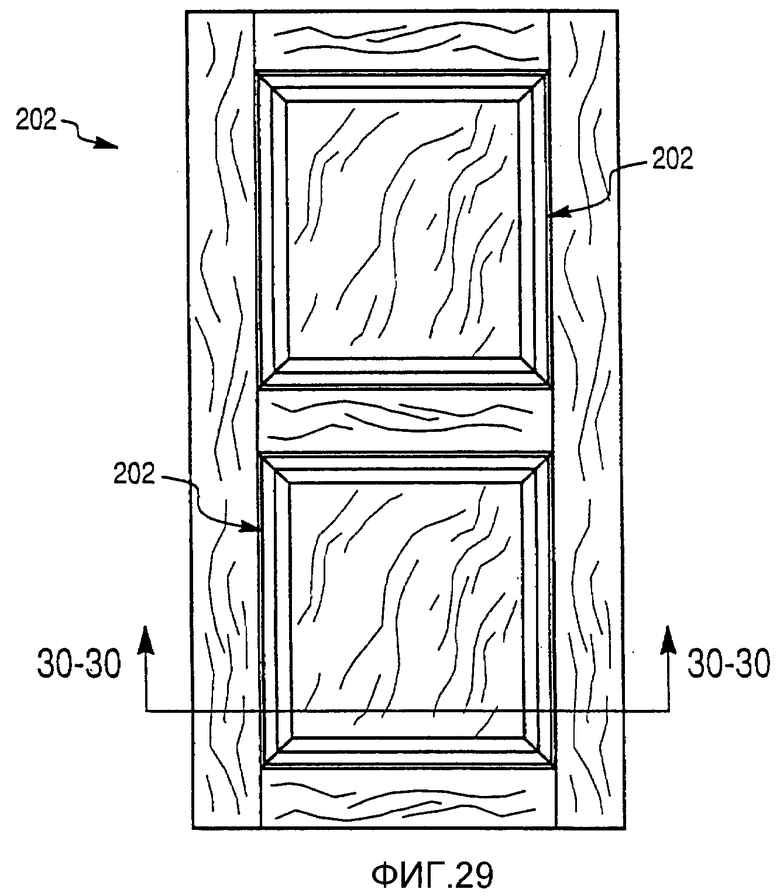
фиг.29 - вид спереди в вертикальной проекции лицевой поверхности двери с наклеенным на нее листом со струйной печатью; и
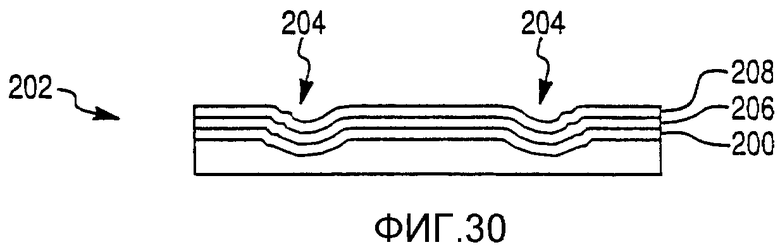
фиг.30 - вид в разрезе, выполненном по линии 30-30 на фиг.29 с наблюдением в направлении, указанном стрелками.
Подробное описание изобретения
Настоящее изобретение относится к способу и устройству, предназначенным для создания изображения на изделии, такого как имитированный рисунок древесных волокон на двери, с использованием струйного принтера. Любой предмет, на котором можно печатать с использованием струйного принтера, подходит для описанного изобретения. Желательно, чтобы предмет для печати содержал твердые жесткие поверхности, хотя подходят также и другие поверхности, такие как древесная облицовка или бумага, наложенные на древесные композиты.
Предмет для печати предпочтительно содержит трехмерный предмет, такой как один или несколько предметов мебели, неподвижный элемент и/или арматура, и/или закрепленная конструкция. Поверхность такого предмета предпочтительно включает по меньшей мере одну выемку и/или выступ. Прежние попытки печати на неровных поверхностях с использованием струйной техники дали неприемлемые результаты из-за изменений расстояния между субстратом и печатающей головкой. Однако описанная техника печати позволяет получить изображения поразительно высокого качества.
Примерами предметов для печати могут служить наружные и внутренние двери, мебель и дверцы встроенных шкафов, двери платяных шкафов и сдвоенные двери, дверные рамы и формовки, оконные рамы, детали мебели, столы, рамы для картин, формованные стенные панели, внутренняя обшивка стен и другие подобные предметы.
Особенно предпочтительными для применения описанного способа печати являются двери и обшивка дверей. Для легкости объяснения настоящее изобретение будет разъясняться со ссылкой на предназначенную для печати дверь 10, как лучше всего показано на фиг.1. Однако следует понимать, что для печати пригодны и другие предметы, как отмечено выше.
Дверь 10 содержит идущую по периферии раму 12 и первую и вторую дверные обшивки 14, 16, прикрепленные к противоположным сторонам рамы 12. (Отметим, что на фиг.1 показана только кромка обшивки 16). Рама 12 включает противоположные вертикальные брусья дверной обвязки 18, 20 и поперечины 22, 24. Дверью 10 предпочтительно является дверь с полой сердцевиной, хорошо известная в технике. Обшивки 14, 16 предпочтительно формуют из композитного древесного материала, такого как древесно-волокнистая плита (ДВП) средней плотности, или обладающая большой плотностью твердая ДВП, однако могут использоваться и другие подложки, такие как полимерная облицовка дверей, натуральная древесина или фанера, древесные композиты с последующей формовкой и двери со специальными покрытиями из пленки или бумаги. Кроме того, обшивки 14, 16 могут быть подвергнуты формовке любым известным способом, таким как прессование во влажном и сухом состоянии, сухое прессование или последующая формовка. Каждая из обшивок 14, 16 включает наружную поверхность и внутреннюю поверхность, предназначенную для крепления к раме 12 с помощью клея для изготовления двери 10. Как известно, дверь 10 может также включать дополнительные опорные элементы и/или материалы дверной сердцевины, помещенные между обшивками 14, 16.
Дверные обшивки 14, 16 выключают основные плоские участки 26 и имитацию панелей 28, окруженных выемками 30. Выемки 30 углублены относительно плоскости Р плоских участков 26, как лучше всего показано на фиг.2 и 3. Как лучше всего показано на фиг.3, каждая выемка 30 имеет глубину D, ограниченную как раздел между плоскостью Р плоского участка 26 и дном 32 выемки 30. Глубина D предпочтительно составляет от приблизительно 1 до приблизительно 11 мм. Каждая выемка 30 может также включать наклонные боковые стенки 34, идущие вниз под углом А в направлении дна 32 относительно плоскости участков панели 28 (которая предпочтительно копланарна с плоскостью Р, как показано на фиг.3). Предпочтительно наклонные боковые стенки 34 идут вниз под углом А в 80 градусов или меньше относительно плоскости Р плоского участка 28. Наклонные боковые стенки 34 предпочтительно включают плоский участок 36; однако могут также быть оконтурены наклонные боковые стенки 34. Выемки 30 ограничивают имитированные панели 28, как это бывает в двери из натурального древесного массива. Например, дверь 10 включает выемки 30, имитирующие панели Р1, Р2, Р3, Р4, Р5 и Р6.
Как лучше всего показано на фиг.4, для печати изображения на предмете, таком как дверь 10, предусмотрен печатающий блок 40. Блок 40 предпочтительно включает стенд 42 для поддержки двери 10. Предпочтительно стенд 42 может поддерживать множество предметов для печати. Стенд 42 может также включать средство для размещения предметов на стенде 42, такое как загрузочный лоток. Однако размещение и позиционирование предметов для печати может также выполняться вручную.
Предпочтительно дверь 10 включает дверные обшивки (14, 16) из пропитанного древесного композита. После получения двери 10 выбирают изображение, которое должно быть отпечатано на верхней поверхности 2 двери 10. В памяти управляющего устройства 44, такого как персональный компьютер (ПК), может храниться множество изображений. Управляющее устройство 44 может включать библиотеку изображений или отпечатков, которые могут накладываться последовательно, создавая более реалистичный эффект. Далее выбирают преобладающий цвет выбранного изображения, или с помощью управляющего устройства 44, или пользователем вручную. Преобладающим цветом является цвет или оттенок в выбранном изображении, который является наиболее преобладающим при визуальном изучении изображения целиком. Определяют цвет, связанный с выявленным преобладающим цветом. Цвет, связанный с преобладающим цветом, обычно является оттенком преобладающего цвета. (Например, желто-коричневый цвет является цветом, связанным с более темным коричневым преобладающим цветом). Цвет, связанный с преобладающим цветом, улучшит таким образом внешний вид выбранного изображения, когда выбранное изображение печатают поверх первого слоя краски.
Предпочтительно позиционирование верхней поверхности 2, предназначенной для печати, регистрируется управляющим устройством 44 путем идентификации расположения и позиционирования двери 10 на стенде 42. Таким образом управляющее устройство 44 предпочтительно знает, где находится предмет для печати (т.е. дверь 10), и может затем отрегулировать положение изображения для того, чтобы соответственно отпечатать его. Это можно сделать, например, путем определения местонахождения детали на двери 10, такого как местонахождения выемки 30, или какой-нибудь другой изобразительной детали на предмете в качестве точки совмещения. Предмет может включать несколько точек совмещения, таких как несколько выемок 30. Понятно, что совмещение имеет особую важность в тех случаях, когда изображением необходимо манипулировать таким образом, чтобы отпечатанное изображение соответствовало определенным деталям предмета. Например, изображением можно манипулировать таким образом, что на выемках 30 будет отпечатан более плотный или темный цвет. Детали предмета, такие как тисненый рисунок волокна на поверхности предмета, или вертикальные, или поперечные брусья дверной обвязки, могут служить точками совмещения, оказывающими влияние на отпечатанное изображение.
Блок 40 предпочтительно содержит также средство нанесения первого слоя краски на верхнюю поверхность 2 двери 10, такое как устройство для нанесения покрытия методом распыления 46, перед струйной печатью на двери 10. Первый слой краски связанного цвета наносят на верхнюю поверхность 2 двери 10 распылительным устройством для нанесения покрытия 46. Это позволяет получить однородную яркую поверхность и позволяет также получить цвет, который может свести к минимуму количество краски, используемой для получения более тонкого изображения. Например, это покрытие может содержать краску красно-коричневого цвета, которую наносят на верхнюю поверхность 2, расположенную наиболее высоко и обращенную к распылительному устройству для нанесения покрытия 46. Для нанесения связанного цвета на верхнюю поверхность 2 посредством распылительного устройства для нанесения покрытия 46 могут использоваться различные способы, такие как ручной распылитель или роботизированные распылители. Предпочтительно покрытие связанного цвета наносят на верхнюю поверхность 2, а также на противоположную поверхность двери 10 (т.е. расположенные снаружи поверхности обшивок 14 и 16). Кроме того, связанным цветом могут также быть покрыты боковые кромки 4 двери 10.
Первый слой краски предпочтительно наносят на дверь 10 способом, отличающимся от струйной печати, поскольку струйная печать относительно дорогостояща. Кроме того, этот первый слой краски может быть цветом заднего фона и/или оттенком для конкретного намеченного к печати изображения. Например, в случае печати рисунка древесного волокна первый слой краски может быть оттенком заднего фона для рисунка древесного волокна краски. Применение краски или иного не являющегося печатной краской струйного красителя для создания заднего фона может оказаться подходящим в случае, если намечено отпечатать «темное дерево» на поверхности, окрашенной в светлый цвет. В противном случае на все изображение необходимо затратить относительно большое количество краски для струйного принтера, что ведет к повышению издержек производства. Поэтому желательно, чтобы краска для струйных принтеров использовалась только для печати контура рисунка древесного волокна и оттенков фона волокна при сведении к минимуму издержек производства. В данном случае контуром рисунка древесного волокна являются последовательности соответствующих линий, имитирующих линии узора, наблюдающиеся в натуральной древесине, которые могут включать варьирование ширины, окраски и плотности.
Первый слой краски предпочтительно имеет высокое поверхностное натяжение в диапазоне 38-50 поверхностных дин и должен наноситься в форме гладкого покрытия без сухого напыления с целью максимизации формирования капель краски. Если первый слой краски по составу не подготовлен для гладкого наложения, на поверхности обшивки могут образоваться микротрещины, что ведет к получению неясной или прерывистой конечной печати. Важным является также растекание капель печатной краски по поверхности первого слоя краски. Хорошее поглощение печатной краски ведет к получению более сплошной печати с более яркой выраженностью цвета. Предпочтительным первым слоем краски является термопластический состав, который поставляет фирма Valspar of High Point, шт. Сев. Каролина.
С другой стороны краска для струйной печати может быть использована для улучшения или модификации цвета первого слоя краски, нанесенного устройством 46 для нанесения покрытий. Однако первый слой краски должен быть выбран таким образом, чтобы его цвет был сходен с нужным оттенком заднего фона, так чтобы вновь свести к минимуму использованное количество краски для струйной печати. Используя различную окраску первого слоя, можно имитировать различные виды древесины, используя один и тот же рисунок древесного волокна. Следует отметить, что при желании все изображение можно отпечатать с использованием техники струйной печати, устраняя таким образом необходимость в устройстве 46 для нанесения покрытий.
Возможно также нанесение второго слоя краски, в особенности в случае, когда предмет для печати включает одну или несколько выемок 30, таких как на двери 10. Второй слой краски наносится на выемки 30. Предпочтительно этот второй слой краски также имеет цвет, связанный с преобладающим цветом выбранного изображения, однако, в общем, имеет более темный тон по сравнению с первым слоем краски. Таким образом второй слой краски обеспечивает затенение выемок 30 верхней поверхности 2 и маскирует любое небольшое ухудшение качества печати, которое может произойти на неровных поверхностях выемок 30. Более темный тон слоя краски обеспечивает более яркий внешний вид по сравнению с печатью на более светлом слое и уменьшает потребность в краске для струйной печати.
Кроме того, существует тенденция к снижению плотности печати на оконтуренных участках, таких как выемки 30. Управляющее устройство 44 выравнивает предмет для печати путем совмещения определенных деталей предмета, а затем накладывает на предмет координатную сетку печати, определяющую размещение красителей первого слоя и краски для струйной печати. Координатная сетка печати представляет собой двумерную конструкцию, применяемую управляющим устройством 44. Однако предмет для печати является трехмерным. Поэтому, когда координатная сетка накладывается на предмет, в отношении оконтуренных участков невозможно точно определить плотность печати краской и/или потребность в красителе. А именно может быть неточно определена площадь поверхности оконтуренных участков предмета, вызывая «растягивание» координатной сетки, что дает очевидно более низкую плотность наложения краски, требующуюся для печати изображения. Однако для достижения высокого качества изображения предпочтительной является, по существу, постоянная плотность изображения. Если для заглубленных участков была использована нормальная частота печати, плотность печати в таких выемках может оказаться ниже, чем на остальной поверхности. Плотность можно сделать постоянной за счет, например, повышения плотности краски, отпечатанной в выемках 30 (или на выступе), путем изменения цвета краски, отпечатанной в выемках 30, и/или настройки изображения для печати, например путем регулировки координатной сетки печати.
Второй слой краски компенсирует такую пониженную плотность печати и/или уменьшает визуальное воздействие любых недостатков изображения за счет затемнения выемок 30. Поэтому второй слой краски предпочтительно имеет цвет, который темнее первого слоя краски. Второй слой краски может быть представлен не краской для струйной печати, а другими красками или красителями, которые дешевле краски для струйной печати и которые можно наносить с помощью распылительного или роботизированного устройства.
Затем первый и второй слои краски подвергают отверждению или сушке на участке сушки 48. Участок сушки 48 может содержать индукционный радиационный нагреватель для сушки слоя краски или же какое-нибудь другое устройство для сушки красителей, известное в технике.
Затем дверь 10 пересылают на участок печати 50 (подробно описанный ниже) и методом струйной печати отпечатывают на верхней поверхности 2 выбранное изображение. Предпочтительно в качестве краски для струйной печати используют краску, отверждаемую ультрафиолетовым излучением, например отверждаемую краску Sericol UvJet. Затем отверждаемую ультрафиолетовым излучением краску подвергают отверждению, используя ультрафиолетовую отверждающую лампу 52, которую предпочтительно включают в состав участка печати 50.
Затем на верхнюю поверхность 2 двери 10 на участке 54 нанесения верхнего покрытия могут нанести отверждаемый ультрафиолетовым излучением верхний, или защитный слой. Верхним слоем может служить, например, прозрачный лак. Участок 54 нанесения верхнего покрытия включает устройство для нанесения на дверь 10 защитного верхнего покрытия, такое как распылитель, покрывая таким образом отпечатанное изображение на верхней поверхности 2. Затем верхнее покрытие высушивают на участке 56 отверждения верхнего покрытия ультрафиолетовым излучением, используя для этого обычные средства в зависимости от химического состава верхнего покрытия. Верхнее покрытие защищает отпечатанное изображение, например, от механических повреждений и может также улучшить прочность цвета отпечатанного продукта. В дополнение было обнаружено, что, хотя и будучи по существу прозрачным, защищающее от ультрафиолетового излучения верхнее покрытие объединяет различные элементы отпечатанного изображения и маскирует любые неровности, образованные отдельными каплями краски для струйной печати.
Затем дверь 10 можно перевернуть, чтобы открыть поверхность, противоположную верхней лицевой поверхности 2 (обращенную наружу поверхность обшивки 16). Операции нанесения красочного покрытия и печати можно затем повторить, пропустив дверь 10 через тот же блок 40 или путем использования иного устройства. Понятно, что для выполнения первоначальной и/или заключительной операций нанесения покрытия могут использоваться иные способы. Например, покрытие или однородный цвет для печати могут быть получены с использованием слегка окрашенного первого слоя краски или покрытия, причем в этом случае предпочтительным покрытием может служить водоэмульсионная краска. С другой стороны, первый слой краски может быть нанесен на все наружные поверхности двери 10 путем погружения двери 10, как это известно в технике. Следует отметить, что на противоположные поверхности двери 10 могут быть нанесены покрытие и печать с получением одинаковых рисунков, или же они могут быть различными.
Далее будет подробно описан участок печати 50. Как лучше всего показано на фиг.5, участок печати 50 включает принтер 58. Принтер 58 имеет по меньшей мере один механизм струйной печати 60, соединенный с устройством управления печатью 62, а также стенд 64 принтера. Стенд 64 принтера может быть операционно связан со стендом 42 печатающего блока 40, или же стенд 42 может быть объединен с принтером 58. Устройство управления печатью 62 включает процессор изображений, предназначенный для создания изображения. Например, процессор изображений может создать изображение, основанное на фотографии рисунка древесного волокна, введенного в устройство управления печатью 62. Каждое изображение предмета любого типа или размеров может быть создано с нуля. Обычно в случае двери отдельные поперечные и продольные брусья обвязки и панели могут быть созданы с использованием различных фотоизображений и объединены между собой в графической программе устройством управления печатью 62. Затем, в случае необходимости, могут быть выполнены манипуляции с плотностью цвета и ее регулирование, так что изображение точно имитирует древесное волокно и компенсирует любые малые углы печати.
Когда на выемке или выступе предмета должно быть отпечатано определенное изображение, предмет перед печатью должен быть установлен в правильное положение. В некоторых случаях можно каждый раз устанавливать предмет в принтере 58 точно в таком же положении. Однако блок 40 предпочтительно включает средство регистрации положения поверхности для печати, такое как с оптическим устройством, операционно соединенным с устройством управления печатью 62. Таким образом изображение может быть точно совмещено с координатной сеткой печати, применяемой устройством управления печатью 62. Например, оптическое устройство может идентифицировать углы двери 10 или выемки 30 и использовать информацию о положении для совмещения изображения для печати с предметом с точностью до 1/64 дюйма. Таким образом, изобразительный оригинал может быть привязан к любому заданному размеру предмета, такому как дизайн или форма конкретной двери, путем регистрации любых формованных деталей предмета или же даже тисненой текстуры волокна на формованном или гладком предмете.
Печатающая головка 60 установлена для движения в направлении, перпендикулярном направлению движения двери 10. Стрелка 66 указывает направление движения печатающей головки 60, а стрелка 68 указывает направление движения стенда 64 (или 42). Таким образом стенд 64 принтера может перемещаться относительно печатающей головки 60. Предпочтительно принтер 58 является принтером плоской печати, таким как сканирующий струйный принтер с подвижным стендом Eagle 44 фирмы Inca Digital Printers Limited of Cambridge, Великобритания. Дверь 10 может быть размещена на стенде 64 принтера и стенд 64 принтера может двигаться в продольном направлении вперед и назад под печатающей головкой 60, которая движется в поперечном направлении (т.е. перпендикулярно направлению движения стенда 64 принтера). Таким образом, печать может быть эффективно нанесена по всей ширине двери.
Как лучше всего показано на фиг.6, принтер 58 может включать направляющую 70 для поддержки печатающей головки 60. Направляющая 70 обеспечивает боковое движение печатающей головки 60 под управлением устройства 62 управления печатью, как описано выше. Устройство 62 управления печатью предпочтительно управляется управляющим устройством 44 блока 40. Таким образом информация, которая хранится в памяти управляющего устройства 44, включая информацию о позиционировании и данные об изображении, может быть передана в устройство 62 управления печатью. Кроме того, печатающая головка 60 предпочтительно включает ультрафиолетовую отверждающую лампу 72, предназначенную для сушки и отверждения краски для струйной печати. С другой стороны, возможно применение отдельного участка отверждения. Капли 74 краски для струйной печати выбрасываются из форсунок на печатающей головке 60.
Выходные отверстия форсунок печатающей головки 60 перемещаются в плоскости Р2, отделенной от плоскости Р двери 10 промежутком G. Поэтому расстояние, пройденное каплями краски 74, выброшенными из форсунок 76, варьируется в зависимости от того, находится ли печатающая головка 60 над плоским участком 26 (или участком панели 28) или над выемкой 30. Максимальное расстояние печати между форсунками 76 и верхней поверхностью 2 двери 10 равно поэтому глубине D выемки 30 плюс промежуток G (D + G = максимальное расстояние печати). Например, если глубина D составляет 12 мм, а промежуток G равен 3 мм, максимальное расстояние печати будет равно приблизительно 15 мм. Максимальное расстояние печати предпочтительно меньше чем приблизительно 25 мм, более предпочтительно меньше чем приблизительно 15 мм. Приемлемые для потребителя изображения получаются при максимальном расстоянии печати около 12 мм или меньше. Предусмотрено, что увеличения глубины печати можно добиться за счет манипулирования размерами капель, величиной промежутка и глубиной, и поэтому следует понимать, что настоящее изобретение не ограничивается в отношении глубины углубления для печати. Однако, если расстояние (D+G) слишком велико, находятся области применения, при которых в некоторых случаях управление размещением капель 74 может стать неприемлемым, вызывая образование смазанных изображений в выемках 30.
Предпочтительно предмет для печати в первую очередь включает выемки и немного выступов, предпочтительно совсем их не включая. Наличие выступов может привести к образованию больших заглубленных участков, что может привести к слабому покрытию краской. Таким образом, желательно, чтобы форсунки 76 осуществляли печать на большей части верхней поверхности 2 с более близкого расстояния (т.е. G в отличие от D+G). Для компенсации любых визуальных дефектов плотность капель 74, нанесенных в выемках 30, предпочтительно выше, чем в любых других местах поверхности 2. Кроме того, повышение плотности печати на заглубленных участках компенсирует любое «растягивание» координатной сетки печати, как было объяснено выше.
Выемки 30 могут быть затемнены за счет увеличения плотности печати или до, или после печати первоначального изображения. На выемки 30 могут быть нанесены капли 74 различной плотности или цвета, например, путем распыления грунта или краски, или путем распыления первого слоя краски с последующим нанесением тонким слоем, или распылением красителя. С другой стороны, углубленный участок может быть представлен путем создания более темного тона в шаблоне для струйной печати.
Форсунки 76 имеют диаметр около 20 мкм или больше, предпочтительно около 30 мкм или больше и более предпочтительно около 40 мкм или больше. В таком случае капли 74 будут иметь приблизительно такой же диаметр, как диаметр форсунок 76. Например, может быть использована печатающая головка Spectra NovaJet 256, которая создает капли, имеющие диаметр около 40 мкм. При использовании относительно крупных капель 74, например имеющих диаметр более 20 мкм, предпочтительно не меньше 25 мкм, предпочтительно больше 30 мкм, более предпочтительно больше 40 мкм, обнаружено, что эффект относительно большого расстояния перемещения капель 74 (т.е. промежутка G, а также G+D) уменьшается и достигается поразительно точное размещение капель 74, что позволяет получить изображение высокого качества. Предпочтительно краска, образующая капли 74, является краской на основе пигмента, отверждаемой ультрафиолетовым излучением, и поэтому почти сразу же затвердевает после ее обработки источником ультрафиолетового излучения 72. Несколько видов краски, пригодных для такого использования, производит фирма Sericol, Ink. Канзас Сити, шт. Канзас, под торговой маркой UviJet.
Движение печатающей головки 60 относительно верхней поверхности 2 и форма выемок 30 таковы, что капли 74 могут быть нанесены, по существу, на всю поверхность выемок 30, даже если выемки 30 относительно глубоки (например, 10 мм), а наклонные боковые стенки 34 и 36 являются относительно крутыми (с наклоном порядка 75 градусов к плоскости Р). Этого достигают путем регулирования относительной скорости печатающей головки 60 и печатного стенда 64 и путем регулирования угла наклона форсунок 76 относительно плоскости Р2 (например, форсунки могут быть качающимися) и/или угла наклона верхней поверхности 2 выемок 30. Это ограничивает угол падения, под которым капля 74 выбрасывается из форсунки 76 относительно верхней поверхности 2. Предпочтительно капля 74 выбрасывается из форсунки 76 под углом, менее чем на 20 градусов отклоняющимся от перпендикуляра к стенду принтера 64.
Выбранное изображение печатают на верхней поверхности 2 двери 10 в ходе нескольких продольных проходов печатающей головки 60 по ширине двери 10. Кроме того, каждый проход может включать использование более чем одной печатающей головки 60 и/или более чем одного ряда форсунок 76, так что каждый проход может обеспечивать эффективную печать на более чем одной группе позиций координатной сетки печати. Специалисты в данной области техники знают, что форсунки 76 выбрасывают капли разных нужных цветов для получения нужного цвета печати.
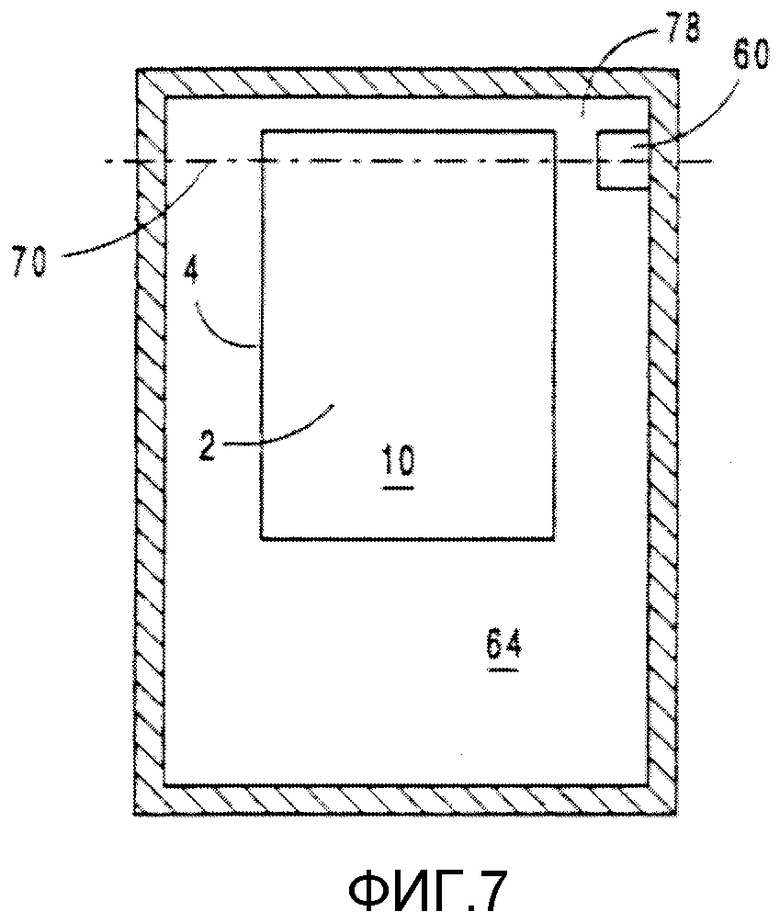
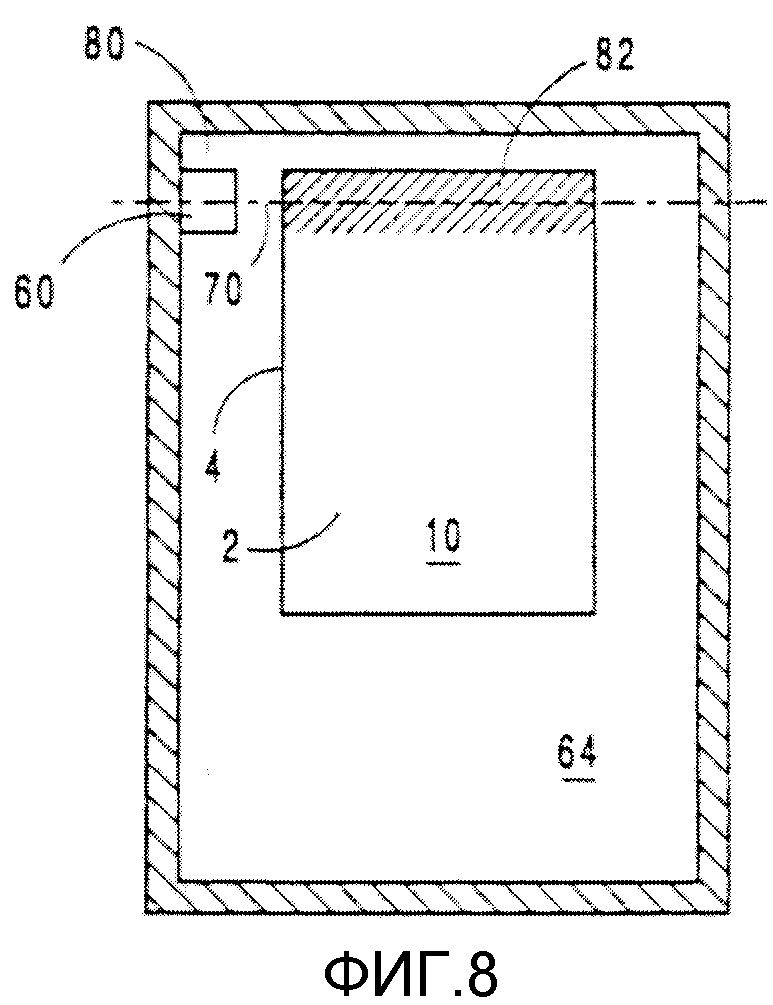
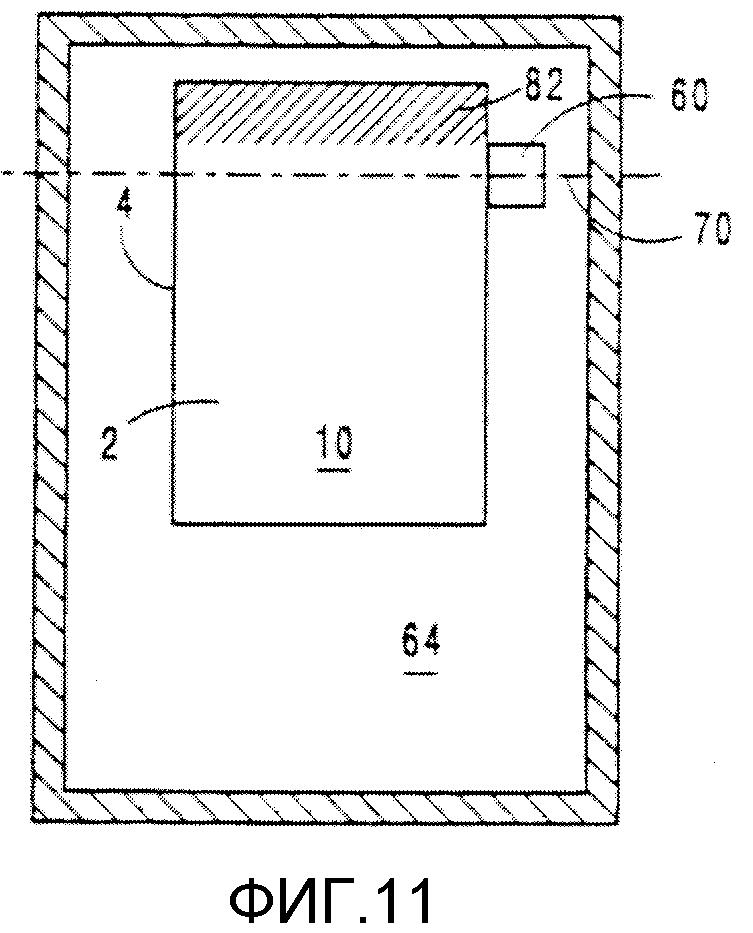
Относительное движение и линии печати печатающей головки 60 относительно поверхности для печати, двери 10, дополнительно разъясняются на фиг.6-12. Дверь 10 с верхней поверхностью 2 и боковыми кромками 4 опирается на подвижный стенд 64 принтера 58. Стенд 64 движется под контролем устройства 62 управления печатью относительно направляющей 70 и печатающей головки 60. Капли краски 74 наносятся на дверь 10 полосами, идущими параллельно направляющей 70. Таким образом, для того чтобы напечатать изображение, которое покрывает верхнюю поверхность 2, печатающая головка 60 должна пройти много раз поперек двери 10. На фиг.7 показана печатающая головка 60 в первом положении 78, прилегающая к двери 10, и подвижный стенд 64, удерживающий край двери 10 под печатающей головкой 60, так что первая полоса изображения может быть нанесена на дверь 10 рядом с одним из ее краев. На фиг.8 показана печатающая головка 60, перемещенная во второе положение 80, и первая полоса 82 краски, нанесенная на дверь 10. Печатающая головка 60 включает источник ультрафиолетового излучения 72, который освещает краску, нанесенную на дверь 10. Таким образом, краска из первой полосы 82 высушивается почти сразу после нанесения на дверь 10.
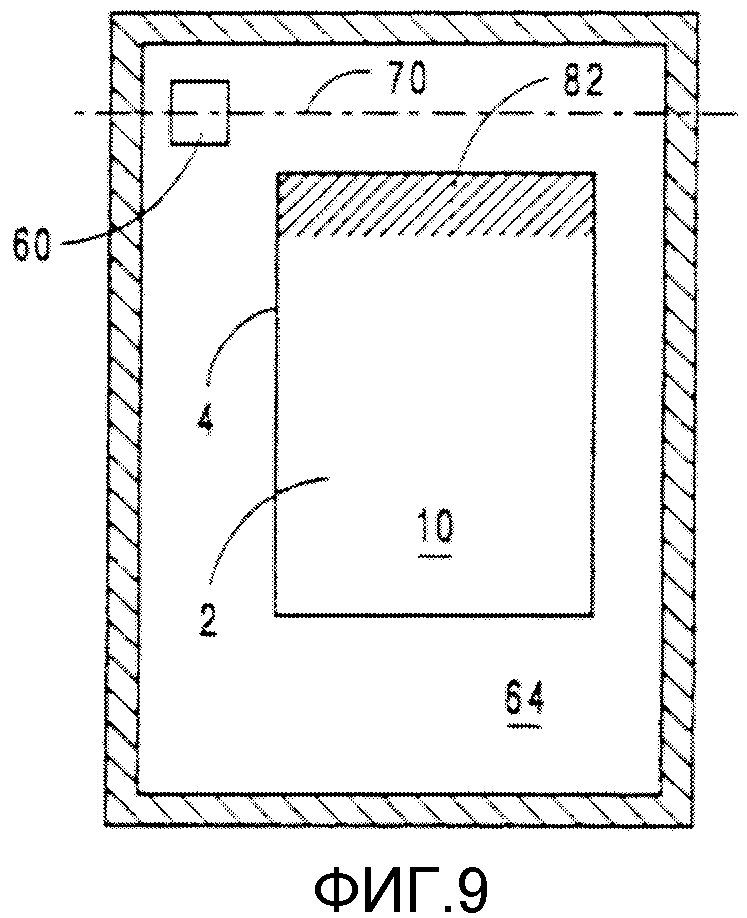
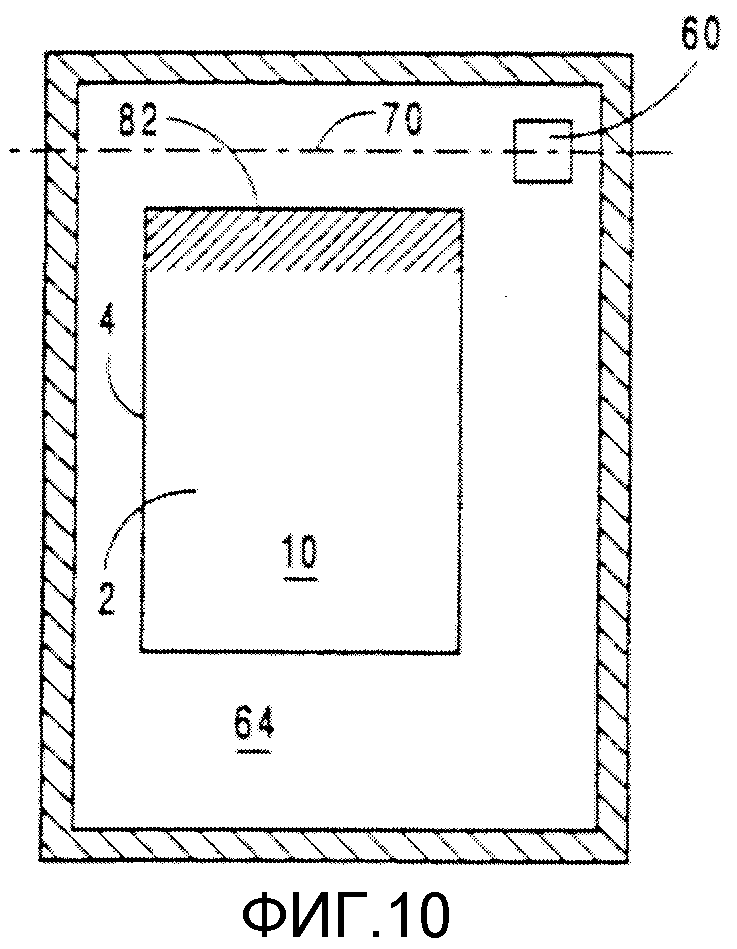
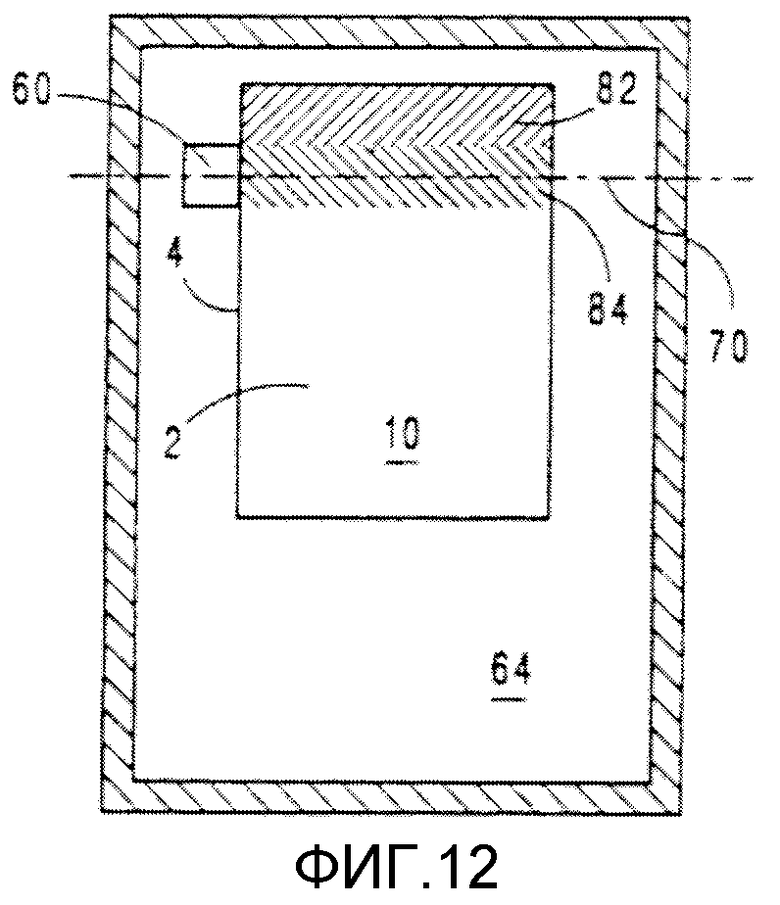
На фиг.9 показана дверь 10, отведенная от печатающей головки 60 и направляющей 70, так что печатающая головка 60 может быть быстро переведена из второго положения 80 в первое положение 78, как показано на фиг.10, без опасности случайного вхождения в контакт с дверью 10. Печать в одном направлении позволяет также отверждать отверждаемую ультрафиолетовым излучением краску с использованием единственного источника ультрафиолетового излучения 72. На фиг.11 показана дверь 10, перемещаемая таким образом, что ее участок с ненанесенной печатью прилегает к первой полосе 82, находясь под направляющей 70, и, как показано на фиг.12, вторая полоса 84 изображения наносится струйной печатью на дверь 10 рядом с первой полосой 82. Эти операции повторяются до тех пор, пока на двери 10 не будет полностью сформировано выбранное изображение. Во время всех проходов печатающая головка 60 удерживается на постоянном расстоянии от плоскости Р плоских участков 26 двери 10, даже в тех случаях, когда печатающая головка 60 проходит над выемками 30.
Предпочтительная скорость падения капель 74 составляет около 8 м/с, а типичная скорость перемещения стенда 64 составляет 1,5 м/с. В таком случае перпендикуляр к поверхности для печати должен предпочтительно отклоняться не меньше чем, например, на 20 градусов от траектории падающей капли 74 относительно поверхности, на которую наносится печать. Это иногда имеет особенное значение для небольших участков, например небольших фасок и уступов на краю формовок. В некоторых случаях можно компенсировать угол путем увеличения плотности капель 74, наносимых на данный участок согласно относительному углу (обычно плотность печати следует умножить на коэффициент 1/cos угла между перпендикуляром к поверхности и траекторией падающей капли относительно поверхности). Это можно выполнить с помощью стандартной техники управления цветом, однако может потребоваться точное совмещение. Предпочтительно поверхность такова, что угол между прилегающими участками поверхностей для печати составляет не менее чем 90 градусов, предпочтительно не менее чем 85 градусов, предпочтительно не менее чем 80 градусов. Например наклонные боковые стенки 34 предпочтительно простираются вниз под углом А в 80 градусов или меньше относительно плоскости Р, как показано на фиг.3. Это обеспечивает нормальное покрытие краской всех оконтуренных участков и получение изображения высокого качества.
Широко распространено мнение, что уменьшение размеров капель дает более высококачественные изображения. Однако при печати на подложке из древесного композита, в особенности подложке с углублениями, формованными выемками или выступами обнаружено, что справедливым является противоположное мнение. Как отмечалось выше, размещение мелких капель часто бывает затруднительным из-за воздушных потоков, зон пониженного давления, образующихся позади капель и вязкости воздуха. Однако относительно крупные капли 74 обладают достаточной массой и кинетической энергией для того, чтобы оставаться относительно не затронутыми такой турбулентностью или другими отрицательными воздействиями. При этом использование относительно крупных капель 74 позволяет создать высококачественное изображение даже на оконтуренных поверхностях, таких как верхняя поверхность 2 двери 10.
Заявители обнаружили, что существует возможность получения высококачественных печатных изображений, даже печатных изображений фотографического качества, с помощью следующего способа согласно настоящему изобретению. (Отметим, что «фотографическое качество» относится к изображениям очень высокого качества, близко напоминающих фотографию по качеству изображения и точности цвета. Постеры или репродукции произведений искусства, например, в целом имеют фотографическое качество в том смысле, в котором этот термин здесь используется. На печать, покрытую пятнами или включающую неточности в цвете или неровные кромки, данное определение не распространяется).
В предпочтительном объекте изобретения описанный способ может быть использован для создания имитации рисунка древесного волокна, даже в том случае, если поверхность для печати уже содержит настоящую древесину. Например, поверхность для печати может содержать фанеру низкого качества. За счет использования описанных здесь способов можно добиться, чтобы фанера напоминала более дорогостоящую древесину, такую как вишневая древесина. Этого можно добиться, например, путем окрашивания фанеры первым слоем краски «вишневого» цвета. Затем на окрашенную фанеру наносят рисунок древесного волокна, типичный для вишневой древесины. Это имеет дополнительное преимущество, заключающееся в том, что фанера уже имеет текстуру древесины, что дополнительно обеспечивает ее восприятие как «вишневой древесины».
При печати рисунка древесного волокна предпочтительно выбирают краску, имеющую цветовые оттенки натуральной древесины. Это помогает уменьшить потребность в количестве краски для струйной печати и, возможно, количество требующихся цветов краски и поэтому количество требующихся печатающих головок 60. Предпочтительно в описываемом способе не используется стандартный набор красок SMYK.
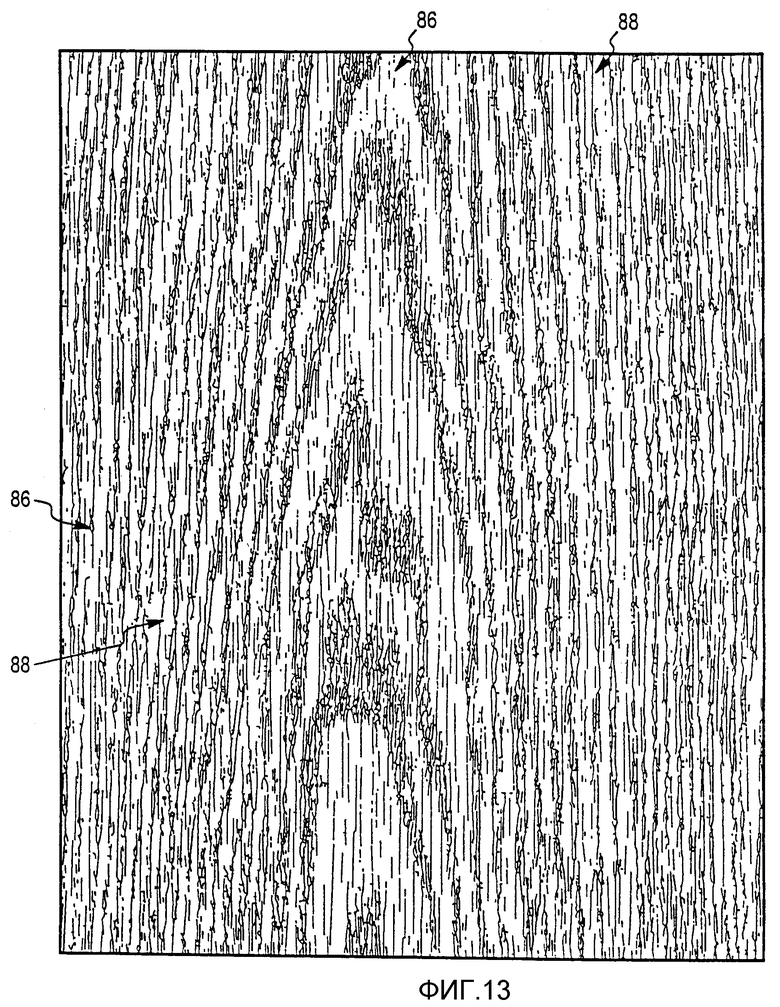
Представление примера рисунка древесного волокна лучше всего показано на фиг. 13. Рисунок включает детали ядра и заболони определенного рисунка древесного волокна. Это изображение может быть в точности повторено, основываясь на фотографических изображениях. Хотя нанесение первого слоя краски, перед тем как отпечатать рисунок древесного волокна, иногда является предпочтительным, оно не является необходимым. Струйный принтер 58 может напечатать оттенки заднего фона 86 изображения древесного волокна, а также более тонкие линии и рисунки, имитирующие древесные слои 88. Нанесение после струйной печати защитного верхнего покрова может быть использовано для контроля глянца и для обеспечения длительного срока службы.
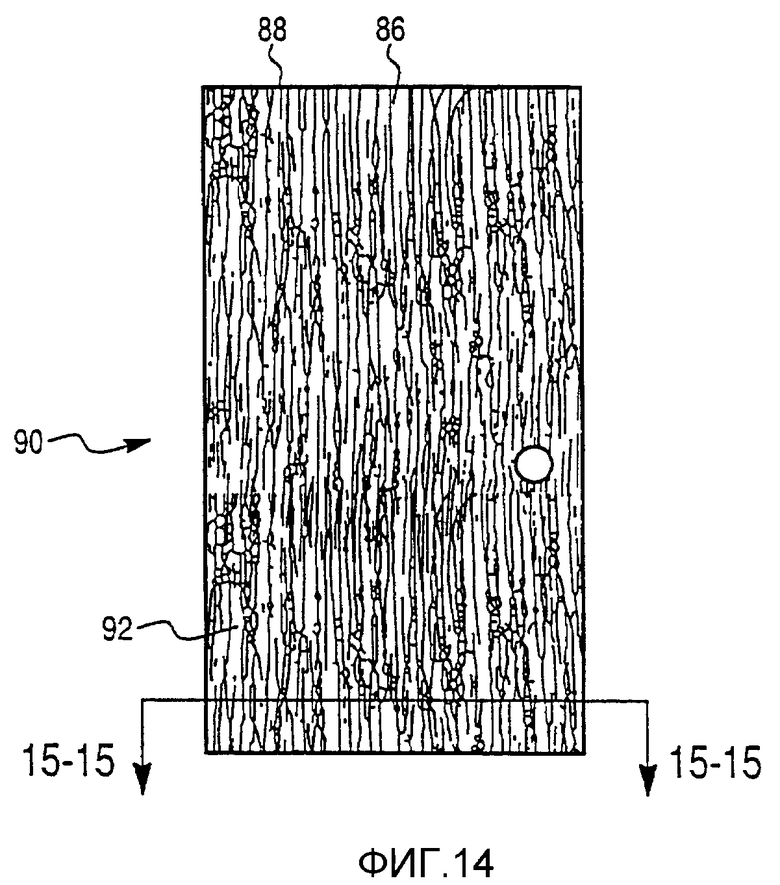
Гладкая дверь 90 с рисунком древесного волокна, отпечатанным по меньшей мере на одной поверхности 92 двери 90, лучше всего показана на фиг.14 и 15. Рисунок древесного волокна включает оттенки заднего фона 86 и древесные слои 88. При использовании способа, описанного выше, на поверхность 92 наносят первый слой 94 краски, морилки или иного красителя, имеющего цвет, сходный с оттенком заднего фона 86. Оттенок заднего фона 86 может затем быть улучшен и окрашен с помощью струйной печати. Кроме того, струйной печатью печатают древесные слои 88. Затем после струйной печати оттенков заднего фона 86 и древесных слоев 88 на дверь 10 может быть нанесено верхнее покрытие 96. Полученная в результате дверь с печатью 90 обладает высококачественным фотографическим изображением поверхности из натуральной древесины.
С другой стороны, для уменьшения количества дорогостоящей краски для струйной печати, используемой в процессе печати, может использоваться первый слой краски 94, имеющей цвет, соответствующий цветовым оттенкам заднего фона 86, устраняя таким образом необходимость в дополнительном окрашивании заднего фона 86 способом струйной печати. Таким образом, с использованием краски для струйной печати печатают только древесные слои 88. Этот способ приносит выгоду, уменьшая потребность в количестве дорогостоящей краски для струйной печати, поскольку покрыть краской для струйной печати требуется меньше половины поверхности 92. Однако при этом может быть несколько снижена полнота изображения, полученного при струйной печати как заднего фона 86, так и древесных слоев 88.
Традиционные двери с продольными и поперечным брусьями обвязки изготавливают с древесными элементами, каждый из которых имеет древесное волокно, идущее вдоль элемента. Некоторые из этих элементов при сборке двери размещаются под прямыми углами относительно друг друга, и поэтому традиционные двери могут иметь древесное волокно, идущее в двух взаимно перпендикулярных направлениях. Как лучше всего показано на фиг.16 и 17, дверь 100 включает рисунок древесного волокна, отпечатанный на по меньшей мере одной оконтуренной поверхности 102, и имеет внешний вид древесного волокна, идущего в двух направлениях, с целью имитации внешнего вида таких традиционных дверей. Как и в случае с дверью 90, дверь 100 включает задний фон 86 и древесные слои 88. Однако задний фон 86 и древесные слои 88 отпечатаны таким образом, что первый рисунок древесного волокна G1 идет в первом направлении на вертикальных участках обвязки 104 и участках панелей 106, а второй рисунок древесного волокна G2 идет во втором направлении на горизонтальных участках обвязки 108. Поскольку хранящееся в памяти изображение рисунка древесного волокна имеет древесное волокно, идущее в двух направлениях, этот рисунок может быть отпечатан при совмещении деталей конструкции формованной двери или с тисненым рисунком текстуры. Рисунок древесного волокна может также быть отпечатан в выемках 110, окружающих участки панели 106 в направлении, соответствующем прилегающим участкам вертикальных и горизонтальных брусьев обвязки 104, 108. Как и на двери 90, лицевая поверхность 102 двери 100 включает первый слой покрытия 94. Предпочтительно на покрывающий выемки 110 первый слой краски 94 наносят более темный второй слой краски 112. Затем с использованием струйной техники печати отпечатывают оттенки заднего фона 86 и древесные слои 88 с последующим нанесением верхнего покрытия 96. Результатом является высококачественное изображение по всей поверхности оконтуренной лицевой поверхности 102 двери 100.
В некоторых случаях было бы достаточно отпечатать рисунок древесного волокна только на передней и задней поверхностях двери, таких как обращенные наружу поверхности обшивок 14, 16. Однако рисунок древесного волокна может быть также нанесен на боковые кромки 4 двери 100. На фиг.18 показан вид с торца альтернативной системы печати, которая может использоваться для одновременной печати верхней поверхности 2 и одной боковой кромки 4 двери 10. Дверь 10 установлена на стенде 64 принтера. Под дверью 10 помещена прокладка 114, предназначенная для отделения двери 10 от стенда 64. Это уменьшает количество краски, попавшей на стенд 64. Первая печатающая головка 60 печатает на верхней поверхности 2 так, как описано выше, перемещаясь в направлении, указанном стрелкой 66'. Вторая печатающая головка 60', как лучше всего показано на фиг.19, установлена под углом приблизительно 90 градусов относительно первой печатающей головки 60 и размещена так, чтобы одновременно осуществлять печать на одной боковой кромке 4 двери 10. Желательно совместить два оттиска на одной системе перемещения. Таким образом, на кромки 4 может быть нанесено покрытие, сопрягаемое с печатью на верхней поверхности 2 двери 10.
Предпочтительно вторая печатающая головка 60' является также струйной печатающей головкой, например печатающей головкой Spectra NovaJet 256. Однако для нанесения рисунка древесного волокна на боковую кромку 4 может быть применен способ, отличающийся от струйной печати, например способ контактной печати с использованием валика. С другой стороны, на боковые кромки 4 может быть наложен шпон. Еще одной альтернативой может быть добавочная краска цветного фона, которая может быть нанесена на кромку двери 10 с последующим нанесением морилки для придания внешнего вида древесины. Более светлая окраска верхней поверхности 2 может потребовать иной обработки боковых кромок 4 по сравнению с более темными отпечатанными изображениями. Возможно также, что отпечатанное изображение на боковых кромках 4 подобно, но не вполне совмещается с рисунком волокна на верхней поверхности 2.
В предпочтительном варианте реализации угол двери 10, в котором верхняя поверхность 2 сходится с боковой кромкой 4, включает фаску 116, что лучше всего показано на фиг.19. Наличие фаски 116 обеспечивает улучшение отделки двери 10. Первая печатающая головка 60, будучи помещена рядом с боковой кромкой 4, выдвигается несколько дальше верхней поверхности 2 и поэтому печатает по меньшей мере на части фаски 116. Аналогичным образом вторая печатающая головка 60' выдвигается дальше конца боковой кромки 4 и печатает по меньшей мере на части фаски 116. На определенной части фаски 116 могут поэтому печатать обе печатающие головки, 60 и 60'. Это обеспечивает достижение высокого качества изображения и печати на участках верхней поверхности 2, прилегающих к кромке 4.
На фиг.20 проиллюстрирована система печати, предназначенная для одновременной печати на двух дверях 10 и 10'. Двери укладывают рядом на стенде 64. Для печати на верхних поверхностях 2 и 2' дверей 10 и 10' соответственно могут использоваться одна или несколько печатающих головок 60. Кроме того, как описано выше, печатающая головка может быть предназначена для печати на боковых кромках каждой двери. Как показано стрелками G3 и G4, рисунок древесного волокна может печататься в первом и втором направлениях. Струйная печать позволяет точно размещать капли краски 74, и поэтому печать древесного волокна в направлениях G3 и G4 может выполняться при прохождении печатающих головок над суммарной шириной обеих дверей 10 и 10' (точно так, как описано для двери 10 на фиг.7-10). После завершения операции печати на верхних поверхностях 2, 2' двери 10, 10' могут быть перевернуты для того, чтобы открыть поверхности без печати, на которых аналогичным образом может быть выполнена печать. Предпочтительной краской для струйной печати, используемой при такой системе печати, является отверждаемая ультрафиолетовым излучением краска Sericol UviJet.
Как лучше всего показано на фиг.21, на предмете может быть напечатано любое изображение, включая многоцветное изображение фотографического качества. Например, на двери 120 может быть напечатано графическое изображение. Изображение содержит бейсболиста 122, одетого в желтоватую форму, стоящего на светло-коричневом грунте площадки для игры 126, прилегающей к зеленому дальнему полю 128, ограниченному темно-зеленой стеной 130. Игрок имеет коричневую перчатку 132 и красную кепку 134. В этом примере преобладающим цветом графического изображения является светло-коричневый. Этот цвет покрывает примерно половину двери 120 и совместим с зеленым цветом дальнего поля 128 и стены 130. Поэтому на дверь 120 предпочтительно наносят первый слой светло-коричневой краски перед тем, как напечатать на ней изображение с выявлением цветов изображения. Изображение может перекрывать формованные углубленные участки 136 двери 138 без ухудшения качества изображения, как лучше всего показано на фиг.22.
В некоторых областях применения может оказаться желательным печатать на оконтуренных участках (таких как выемки 30) формованного предмета способом, предполагающим наличие рамы, окружающей изображение, как лучше всего показано на фиг.23-26. Должно быть понятно, что предмет может быть образован различными подложками, включая древесный композит MDF с последующим формованием, формованный полимерный материал со стекловолокном или штампованную сталь. Как показано на фиг.23 и 24, формованная оправа 140 включает центральный плоский участок 142 и оконтуренную наружную раму 144. Как показано на фиг.25 и 26, рисунок древесного волокна напечатан на оконтуренной наружной раме 144 способом струйной печати. Кроме того, изображение 146 вазы с цветами 148, цветов 149 и книги 150 напечатано на плоском участке 142 с использованием описанной техники струйной печати. Изображение 146 может включать различные цвета так же, как изображение игрока в бейсбол 122 на фиг.21. Изображение 146 не распространяется на наружную раму 144. Таким образом, полностью «обрамленную» картину имитируют после одной операции печати на формованной оправе 140.
Оконтуренная наружная рама 140 может также быть снабжена напечатанной ровной границей, черной или коричневой. Возможна также имитация внешнего вида богато украшенной, резной деревянной рамы. Предполагается, что приемлемого эффекта можно достичь даже в том случае, если наружная рама 144 не оконтурена, но является скорее плоской и с плоским участком 142. Например, аналогичное изображение может быть получено на плоской двери или плоской столешнице. Однако контур наружной рамы 144 часто предпочтительно позволяет получить более реалистично выглядящую раму. То же самое или иное изображение может быть напечатано на противоположной поверхности.
Как лучше всего показано на фиг.27 и 28, можно также напечатать аналогичным образом стенную облицовочную панель 160 с рисунком древесного волокна и/или изображением, в котором центральные плоские участки 162 могут быть напечатаны с изображением, а наружные формованные участки 164 могут быть напечатаны с рисунком древесного волокна. Облицовочная панель 160 может также включать наружный участок 166. Конечно, на всей поверхности (162, 164 и 166) можно напечатать рисунок древесного волокна, если этого пожелает потребитель.
В другом объекте настоящего изобретения синтетический лист для формовки 200, такой как изготовленный из Teslin™, сначала подвергают формовке на поверхности для печати, такой как дверная лицевая поверхность 202, как лучше всего показано на фиг.29 и 30. Предпочтительно лист для печати 200 имеет цвет, связанный с преобладающим цветом (как объяснялось выше), или имеет цвет, который является преобладающим цветом. Таким образом устраняется нанесение слоев краски. Лист для печати 200 накладывают на лицевую поверхность с использованием обычной техники, такой как мембранный пресс или пресс последующей формовки, или в прессе, или вне пресса.
Предпочтительно лист для печати 200 содержит формуемый, полиолефиновый материал, который растягивается при формовке для лицевой поверхности 202. Таким образом, лист 200 не сморщивается при формовке для лицевой поверхности, даже в оконтуренных участках и в формованных углах, таких как оконтуренные участки 204 лицевой поверхности 202. Подходящим листом для печати является лист из Teslin™, изготовленный фирмой PPG Architectural Finishes, Inc., Питтсбург, шт. Пенсильвания. Лист из Teslin™ предпочтительно имеет толщину около 7 миллиметров.
Затем лицевую поверхность 202 направляют к участку печати (такому как участок печати 50) для струйной печати на нем нужного рисунка или изображения 206. Поверхность лицевой стороны 202, накрытой листом для печати 200, особенно хорошо подходит для струйной печати по той причине, что лист для печати 200 имеет однородную поверхность. Материал Teslin™ сконструирован как поверхность для печати. На лицевой поверхности 202 осуществляется струйная печать так, как описано выше.
С другой стороны, на листе для печати 200 сначала может быть напечатан способом струйной печати нужный рисунок или изображение, еще до наложения листа 200 на лицевую поверхность 202. Струйная печать на листе для печати 200 осуществляется так, как описано выше. Затем лист 200 накладывают на поверхность 202 во время процесса ламинирования в прессе. Заявители обнаружили, что отпечатанный рисунок растягивается на любых оконтуренных или формованных участках 204 лицевой поверхности 202 при растягивании листа 200 на поверхности 202. Таким образом сохраняется качество изображения, достигая высокого качества печати. Предварительная печать на листе 200 до его наложения на поверхность 202 подходит для ненаправленных изображений и рисунков. Однако струйная печать на листе 200 после его наложения на поверхность 202 является предпочтительной для более детальных изображений и многонаправленных рисунков. Далее лист 200 формуется на поверхности 202, а поверхности 202 придают формовкой завершающую форму в ходе одной операции формовки. Таким образом, печать и формовка осуществляются экономически эффективным образом.
После печати и формовки листа 200 для печати на поверхности 202 (или до, или после струйной печати на листе 200) на поверхность 202, как описано выше, может быть нанесено верхнее покрытие 208.
Настоящее изобретение описано здесь в виде нескольких предпочтительных вариантов реализации. Однако следует учитывать, что для специалистов в данной области техники после прочтения приведенного описания должна быть очевидна возможность внесения многочисленных модификаций и изменений. Например, почти любое изображение, которое может быть введено или записано в цифровой форме, или сформировано в цифровой системе формирования изображения, может быть применено к предмету для печати, такому как дверная обшивка или сходная с ней подложка из древесного композита. Кроме того, описанное изобретение может быть применено к различным предметам, таким как формовки, дверцы шкафов, стенные панели и т.п. Поэтому предусмотрено, чтобы любые такие модификации и изменения составляли часть настоящего изобретения, при условии, что они соответствуют объему приведенной ниже формулы изобретения и ее эквивалентов.



Изобретения относятся к способу печати изображения на предмете, к предмету, имеющему изображение, созданное согласно способу, и печатающему устройству, предназначенному для получения предмета с печатью. Способ печати изображения на предмете содержит операции обеспечения предмета, наружная поверхность которого имеет плоский участок и выемку, заглубленную относительно плоского участка, наложение на наружную поверхность первого слоя краски, высушивание первого слоя краски и нанесение капель краски на высушенный слой краски с целью формирования изображения. Капли распыляются из механизма струйной печати, который располагается на постоянном расстоянии от плоскости плоского участка предмета. Способ нанесения изображения на предмет содержит операции: выбора изображения для нанесения на предмет, определения преобладающего цвета выбранного изображения, выбора первого цвета, связанного с преобладающим цветом, нанесения на предмет первого слоя краски, имеющего цвет, причем цвет первого слоя краски является первым выбранным цветом, нанесения на выемку второго слоя краски, имеющего второй цвет, и струйной печати выбранного изображения на предмете поверх по меньшей мере части плоского участка и по меньшей мере части выемки. Изображение также наносится на дверь и формируется на дверной обшивке. Изображение может быть фотографического качества. Для нанесения изображения может применяться механизм струйной печати. На краску на двери может наноситься верхнее покрытие, устойчивое к воздействию ультрафиолетового излучения. Формованный предмет содержит наружную поверхность, первый слой краски из красителя, покрывающий указанную поверхность, отпечатанное методом струйной печати изображение фотографического качества, перекрывающее первый слой краски, и верхнее покрытие, покрывающее указанный слой краски и указанное изображение. Устройство печати методом струйной печати изображения фотографического качества на формованном предмете содержит: устройство для нанесения покрытия, предназначенное для нанесения первого слоя краски на верхнюю поверхность предмета, причем верхняя поверхность имеет плоский участок и углубленный участок, и струйный принтер, предназначенный для печати изображения на верхней поверхности. Принтер содержит механизм струйной печати, предназначенный для выброса капель краски для струйной печати, и механизм струйной печати может перемещаться в плоскости, параллельной плоскости плоского участка. Изделие с печатью содержит: наружную поверхность, облицовку, прикрепленную к наружной поверхности, и верхнее покрытие, покрывающее облицовку и изображение. Предложенным способом получают высококачественные изображения на всей наружной поверхности, на которую наносится печать. 15 н. и 51 з.п. ф-лы, 30 ил.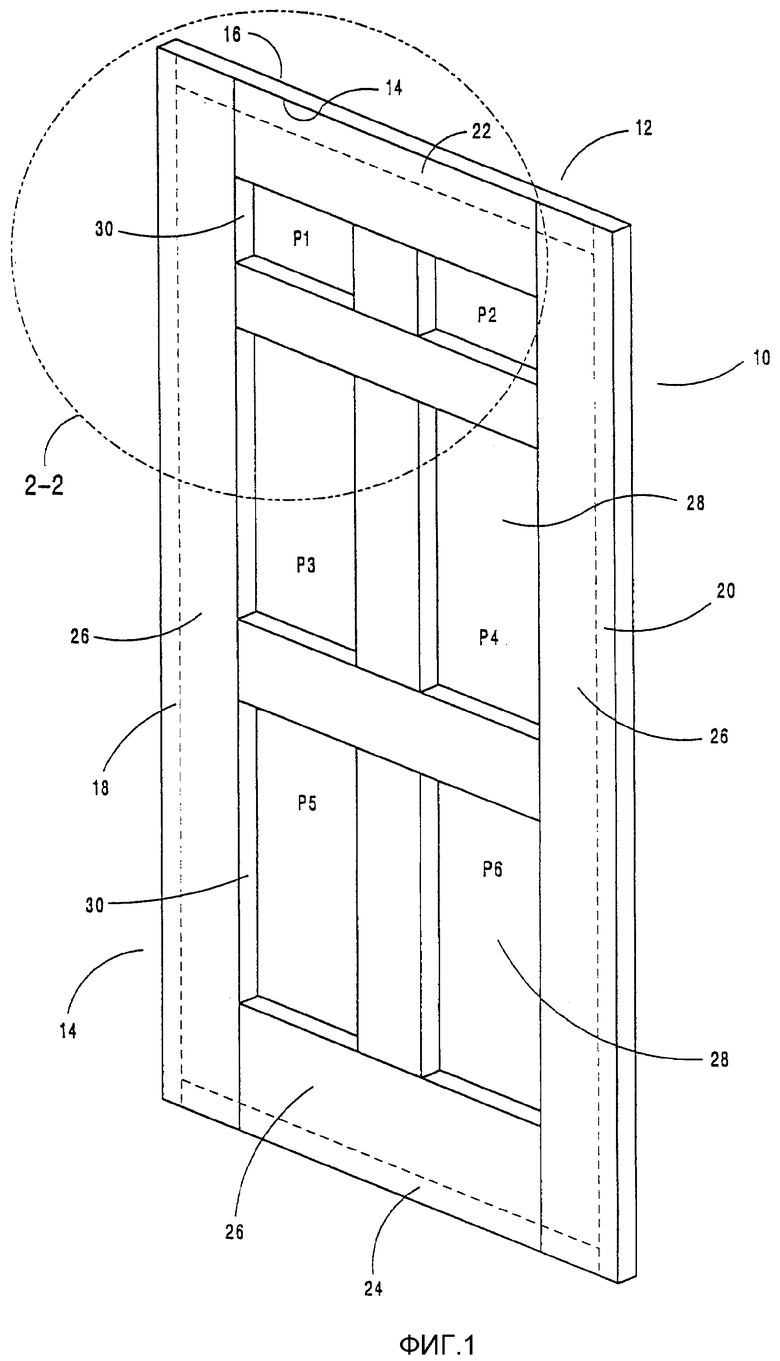
обеспечения предмета, имеющего наружную поверхность, имеющую плоский участок и выемку, заглубленную относительно плоского участка;
наложения на наружную поверхность первого слоя краски;
высушивания первого слоя краски и
нанесения капель краски на высушенный слой краски с целью формирования изображения, причем капли распыляются из механизма струйной печати, который располагается на, по существу, постоянном расстоянии от плоскости плоского участка предмета.
нанесения капель краски на вторую поверхность предмета.
выбора изображения для нанесения на дверь;
определения преобладающего цвета выбранного изображения;
выбора цвета, связанного с преобладающим цветом;
нанесения на дверь первого слоя краски выбранного цвета и
струйной печати выбранного изображения на первом слое краски.
перемещения печатающей головки из первого положения во второе положение для печати первой части изображения на первом слое краски в ходе одного прохода печатающей головки;
перемещения двери от печатающей головки;
возвращения печатающей головки в первое положение;
перемещения двери в положение, прилегающее к печатающему механизму; и
отпечатывания на двери второй части изображения.
выбора изображения для нанесения на предмет;
определения преобладающего цвета выбранного изображения;
выбора первого цвета, связанного с преобладающим цветом;
нанесения на предмет первого слоя краски, имеющего цвет, причем цвет первого слоя краски является первым выбранным цветом;
нанесения на выемку второго слоя краски, имеющего второй цвет; и
струйной печати выбранного изображения на предмете поверх по меньшей мере части плоского участка и по меньшей мере части выемки.
обеспечения формованной дверной обшивки, имеющей плоский участок и углубленный участок;
применения механизма струйной печати, установленного для перемещения в плоскости, параллельной плоскому участку; и
печати рисунка на плоском участке и на углубленном участке при перемещении механизма струйной печати в этой плоскости.
выбора из множества изображений изображения для нанесения на дверь;
определения преобладающего цвета выбранного изображения;
выбора цвета, связанного с преобладающим цветом;
нанесения на дверь первого слоя краски выбранного цвета;
нанесения на выемку второго слоя краски, цвет которой темнее цвета первого слоя краски;
применения механизма струйной печати, установленного для перемещения между первым и вторым положениями в плоскости, параллельной плоскому участку двери;
перемещения механизма струйной печати из первого положения во второе положение, при выбрасывании капель краски диаметром более, чем приблизительно 30 мкм, в направлении двери для формирования на двери первого участка изображения фотографического качества;
перемещения двери от печатающей головки;
перемещения печатающей головки из второго положения в первое положение;
перемещения двери в новое положение относительно печатающей головки;
перемещения механизма струйной печати из первого положения во второе положение, при выбрасывании капель краски диаметром более, чем приблизительно 30 мкм, в направлении двери для формирования на двери второго участка изображения фотографического качества;
предоставления каплям краски возможности высохнуть и
нанесения на краску верхнего покрытия, устойчивого к воздействию ультрафиолетового излучения.
наружную поверхность, имеющую плоский участок и выполненную в указанном плоском участке выемку;
первый слой краски из красителя, покрывающий указанную поверхность;
отпечатанное методом струйной печати изображение фотографического качества, перекрывающее первый слой краски; и
верхнее покрытие, покрывающее указанный слой краски и указанное изображение.
получения прямоугольной рамы;
получения первой дверной обшивки, имеющей плоский участок и выемку, выполненную на первом плоском участке;
получения второй дверной обшивки;
крепления первой и второй дверных обшивок к прямоугольной раме;
покрытия первой и второй дверных обшивок герметиком;
нанесения капель краски на первую дверную обшивку для формирования цветного изображения на первой дверной обшивке, причем изображение перекрывает по меньшей мере часть плоского участка и участка выемки; и
нанесения верхнего покрова поверх цветного изображения.
устройство для нанесения покрытия, предназначенное для нанесения первого слоя краски на верхнюю поверхность предмета, причем верхняя поверхность имеет плоский участок и углубленный участок; и
струйный принтер, предназначенный для печати изображения на верхней поверхности, причем принтер содержит механизм струйной печати, предназначенный для выброса капель краски для струйной печати, и механизм струйной печати может перемещаться в плоскости, параллельной плоскости плоского участка.
получения предмета, имеющего наружную поверхность, имеющую плоский участок и выемку, заглубленную относительно плоского участка;
формирования печатной подложки на наружной поверхности и
нанесения капель краски на печатную подложку для формирования изображения, причем капли наносятся из механизма струйной печати, который удерживается на постоянном расстоянии от плоскости плоского участка предмета.
выбора изображения для нанесения на лицевую поверхность двери;
определения преобладающего цвета выбранного изображения;
струйной печати выбранного изображения на печатную подложку, имеющую цвет, соответствующий преобладающему цвету; и
формовки печатной подложки на лицевой поверхности двери.
наружную поверхность, имеющую плоский участок и выемку, выполненную в плоском участке;
печатную подложку, покрывающую наружную поверхность;
отпечатанное методом струйной печати изображение фотографического качества, наложенное на печатную подложку; и
верхнее покрытие, покрывающее печатную подложку и изображение.
получения предмета, имеющего наружную поверхность, имеющую плоский участок и выемку, заглубленную относительно плоского участка; и
нанесения капель краски на наружную поверхность для формирования изображения, причем капли наносятся из механизма струйной печати, который удерживается на постоянном расстоянии от плоскости плоского участка предмета.
наружную поверхность, имеющую плоский участок и выемку, заглубленную относительно плоского участка;
отпечатанное методом струйной печати изображение фотографического качества, наложенное на наружную поверхность; и
верхнее покрытие, покрывающее изображение.
наружную поверхность;
облицовку, прикрепленную к наружной поверхности; и
верхнее покрытие, покрывающее облицовку и изображение.
получения предмета, имеющего наружную поверхность;
крепления облицовки к наружной поверхности и
нанесения капель краски на наружную поверхность облицовки для формирования изображения, причем капли наносятся из механизма струйной печати, который удерживается на постоянном расстоянии от плоскости наружной поверхности.
| US 4849768 А, 18.07.1989 | |||
| US 5683753 А, 04.11.1997 | |||
| US 6095628 А, 01.08.2000 | |||
| US 2001017085 A1, 30.11.2001 | |||
| УСТРОЙСТВО ДЛЯ ГЕРМЕТИЗАЦИИ ЖИДКОСТЬЮ СТРУЙНЫХ ПЕЧАТАЮЩИХ ГОЛОВОК, СПОСОБ ТЕХНИЧЕСКОГО ОБСЛУЖИВАНИЯ СТРУЙНОЙ ПЕЧАТАЮЩЕЙ ГОЛОВКИ И СТРУЙНЫЙ ПЕЧАТАЮЩИЙ МЕХАНИЗМ | 1997 |
|
RU2178741C2 |

