Изобретение касается области окраски кузовных деталей автомобильных транспортных средств.
Окраску деталей автомобильных транспортных средств часто осуществляют на линии окраски, которая является установкой, в которой подвесные тележки, несущие несколько деталей, предназначенных для окраски, конвейерно перемещаются через последовательность постов. Окрашивающая линия может также содержать последовательность следующих постов:
- обжиг,
- нанесение первичного слоя,
- при необходимости горячая сушка для просушки, если в первичном слое в качестве растворителя используется вода (речь идет о продукте «гидро», в противном случае говорят о «растворимом» продукте),
- нанесение основы,
- вновь, при необходимости, горячая сушка для просушки, основой является продукт на водной основе;
- нанесение лака,
- нагревание для горячей сушки.
Продукты, называемые «первичным слоем», «основой» и «лаком», называют также «компонентами окраски».
Перемещение деталей между двумя постами занимает время, необходимое для прохождения расстояния между этими двумя постами. Это время может быть использовано для того, чтобы дать возможность только что нанесенным продуктам равномерно распределиться по поверхности детали. Речь идет, таким образом, о «натяжении» продукта, которое является следствием поверхностных натяжений в только что нанесенном еще жидком слое. В то же время растворитель (вода или нет) испаряется, что делает нанесенный продукт менее жидким. Эту фазу, комбинирующую натяжение и испарение растворителя, обычно называют испарением. Она начинается непосредственно после каждой фазы нанесения (первичного слоя, основы и лака) и перед следующим этапом, обозначенным выше. Ее продолжительность при необходимости может регулироваться путем удлинения пути подвесных тележек между постом нанесения и следующим постом.
По другой технологии окрашивающего компонента, например отверждаемого окрашивающего компонента, испарение растворителя будет комбинироваться с этапом отверждения. В этом случае продукт подвергался бы воздействию излучения инфракрасной или ультрафиолетовой системы для одновременного осуществления отверждения и натяжения продукта в слое. Фаза, заключающаяся в напряжении при отверждении продукта, соответствовала бы испарению.
Ниже в описании под испарением будет обычно подразумеваться операция, испытываемая окрашивающим компонентом сразу после его нанесения и перед следующим постом, определенным выше. Испарение по изобретению представляет собой комбинацию поверхностного натяжения и/или десольватации, или отверждения, или любой другой операции для получения стабильных свойств натяжного продукта.
Настоящее изобретение касается также установок для окрашивания типа кабин, которые отличаются от линий окрашивания тем, что детали в них переносятся не подвесными тележками, проходящими через последовательность постов, а роботом-манипулятором, который их размещает перед одним или несколькими окрашивающими устройствами, неподвижно установленными в окрашивающей кабине. Так как одно или несколько окрашивающих устройств являются неподвижными, доставка окрашивающих компонентов и контроль потоков воздуха, в которые выбрасываются частицы краски, организованы лучше и более экономично.
В этих более компактных установках деталь, таким образом, может очень быстро перейти от этапа нанесения одного компонента к следующему этапу нанесения следующего компонента (например, от этапа пульверизации первичного слоя к этапу нанесения основного слоя), чтобы не тратить много времени не испарение первого слоя.
Что касается этой проблемы, по аналогии с линией окраски, в которой удлиняют путь между двумя постами для того, чтобы иметь достаточно времени для испарения, наиболее очевидное решение заключается в размещении детали в зоне ожидания и даже в другой соседней кабине для того, чтобы дать ей время на испарение сразу после нанесения слоя первого компонента, при этом дать роботу обработать другую деталь в процессе этого времени испарения (речь идет о полной или частичной обработке в скрытое время). Следовательно, занятость робота является максимальной, что часто делает рентабельными весьма значительные инвестиции.
Однако заявитель осуществил исследования манипуляций, производимых роботом с деталями в процессе времени сушки, и выявил, что в противовес существующим идеям совсем не оптимальным является размещение детали в зоне ожидания.
Изобретение касается также линий окраски, в которых путь, осуществляемый между двумя последовательными постами наложения окрашивающих компонентов, не может быть удлинен без создания значительных неудобств в смысле использования пространства.
Таким образом, объектом настоящего изобретения является способ окраски кузовной детали автомобильного транспортного средства, содержащий этапы, заключающиеся в наложении первого компонента на деталь, предоставлении этому первому компоненту натянуться на этой детали в процессе фазы, называемой испарением, отличающийся тем, что в процессе, по меньшей мере, части фазы испарения деталь перемещают роботом-манипулятором перед средством ускорения испарения.
Изобретение касается, таким образом, использования робота в процессе времени испарения детали для того, чтобы помочь ускорению испарения.
В предпочтительном варианте осуществления второй компонент наносят на деталь после этапа испарения.
В случае нанесения третьего компонента между вторым и третьим нанесениями может быть предусмотрен этап испарения и даже после третьего нанесения.
Средством ускорения испарения может являться генератор сухого воздуха, генератор горячего воздуха, вентилятор, их комбинации для того, чтобы осуществить дегидратацию (удаление воды) или десольватацию (удаление растворителя иного, чем вода), или источник ультрафиолетового или инфракрасного излучения для осуществления отверждения окрашивающего компонента.
Средством ускорения испарения может также быть воздушный вентилятор, который подает поток воздуха на деталь со скоростью, превышающей скорость воздуха вокруг детали в процессе этапов нанесения.
Первым окрашивающим компонентом может являться первичный слой или основной слой. Вторым компонентом может быть основной слой или лак.
В частном варианте осуществления изобретения перемещение детали осуществляют роботом в процессе работы средства ускорения испарения так, чтобы подставить всю окрашенную поверхность детали упомянутому средству ускорения испарения. Робот, таким образом, способствует уменьшению продолжительности испарения, обеспечивая оптимальную экспозицию детали средству ускорения и создавая ограниченное поле воздействия. Таким образом, благодаря использованию робота можно прибегнуть к использованию очень локального, малогабаритного, дешевого и энергосберегающего средства ускорения испарения.
В другом варианте осуществления испарения средством ускорения испарения является суппорт детали, предназначенный для установки между рукой робота-манипулятора и деталью, причем упомянутый суппорт имеет поверхности, контактирующие с неокрашенными частями детали, при этом эти контактирующие поверхности снабжены нагревательными средствами.
В особом варианте осуществления изобретения деталь перемещается роботом-манипулятором перед устройством для нанесения окрашивающего компонента в течение, по меньшей мере, одного из этапов нанесения. В этом случае изобретение используется в окрашивающих установках типа кабины, в которых робот-манипулятор перемещает детали перед одним или несколькими устройствами для нанесения.
В случае окрашивающей линии робот позволяет исключить удлинение пути деталей между двумя постами нанесения окрашивающего компонента (например, между первичным слоем и основным слоем, или между основным слоем и лаком). Это может быть в случае, если преобразуют окрашивающую линию, предназначенную для нанесения компонентов на основе неводного растворителя, в окрашивающую линию для нанесения компонентов на водной основе, так как время испарения между двумя последовательными постами должно быть, таким образом, увеличено.
Предпочтительно окрашивающее устройство является «неподвижным», что может означать, что оно:
- либо является прикрепленным к суппорту и удерживается неподвижным постоянно,
- либо может перемещаться между двумя этапами распыления краски, но оно является неподвижным в процессе распыления и его движение обычно ограничено качаниями для упрощения способа управления,
- либо может качаться в процессе распыления для приспособления его ориентации к направлению сканирования детали таким образом, что осуществлялось «попадание» краски (понятие, данное зоне достижения детали распыляемым в ее направлении «пучком» «расширяющейся формы»), или адаптация движения детали относительно окрашивающего устройства (например, часто предпочтительно, чтобы большой размер пятна попадания в цель краски был бы перпендикулярен направлению сканирования детали).
Другими словами, окрашивающее устройство, даже если оно обладает несколькими возможностями перемещения, рассматривается в изобретении как неподвижное, как только это движение ограничивается ориентированными движениями, в противовес подвижному окрашивающему устройству, которое перемещалось бы перед неподвижной окрашиваемой деталью для сканирования всей детали.
Объектом изобретения является также установка для окрашивания, отличающаяся тем, что она содержит:
- по меньшей мере, одно устройство для нанесения окрашивающего компонента на деталь
- робот-манипулятор и
- средство ускорения испарения детали, установленной таким образом, чтобы она могла переместиться в зону действия этого средства ускорения роботом-манипулятором.
В варианте осуществления средство ускорения начинает работать только тогда, когда рука робота-манипулятора помещает деталь в поле действия упомянутого средства ускорения.
В особом варианте осуществления установка для окрашивания содержит кабину и робот-манипулятор, который имеется в этой кабине, где он служит для того, чтобы размещать окрашиваемую деталь перед устройством для нанесения краски (предпочтительно неподвижно размещать в указанном выше направлении) перед тем, как ее поместить перед средством ускорения испарения.
В дальнейшем изобретение поясняется нижеследующим описанием, не являющимся ограничительным, со ссылками на сопровождающие чертежи, на которых:
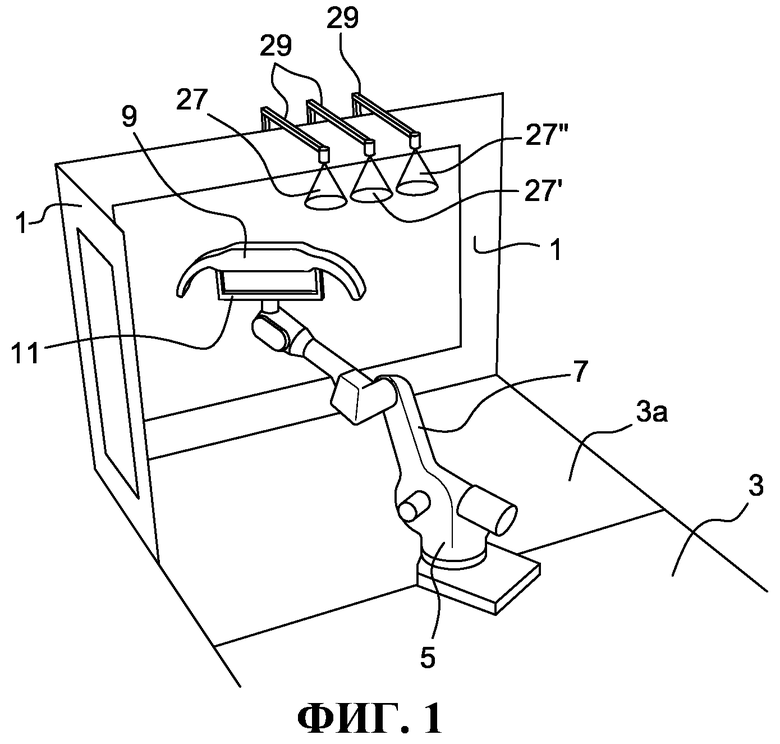
Фиг.1 изображает вид в изометрии окрашивающей кабины,
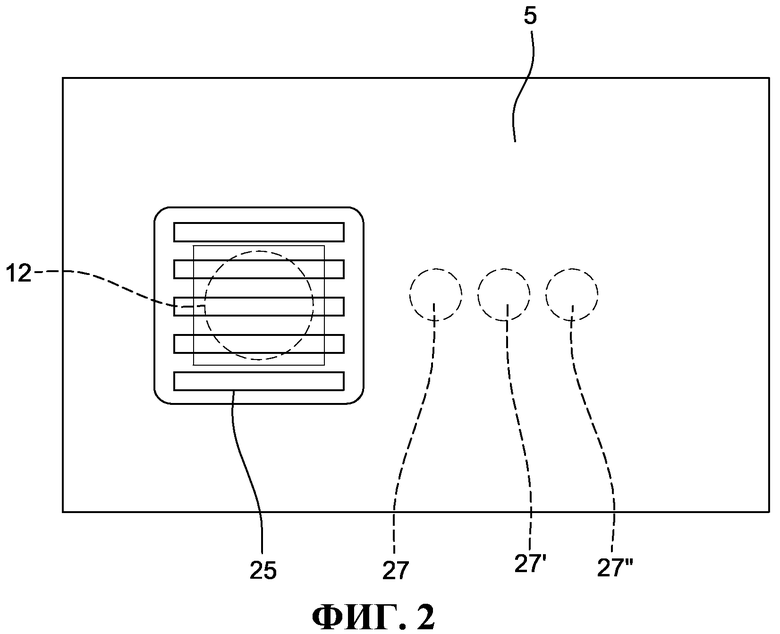
Фиг.2 изображает вид снизу потолка кабины по фиг.1.
Для того чтобы, прежде всего, объяснить сущность изобретения, следует учесть, что оно отличается от классического решения, заключающегося в размещении свежеокрашенной детали в зоне ожидания для предоставления ей времени испарения между двумя нанесениями окрашивающих компонентов.
Таким образом, детали предоставляют возможность испарения в зоне ожидания, с одной стороны, для существенного расширения задач робота (например: разместить первую деталь в зоне ожидания, разместить вторую деталь в зоне ожидания, вернуть первую деталь, вернуть вторую деталь и т.д.) и, с другой стороны, инвестиций и зарезервированных для этой зоны ожидания установочных площадей (например: второй кабины, снабженной проводками, системой вентиляции и коммуникационной камерой c управляемой окрашивающей кабиной).
Эти утверждения изложены в представленной ниже таблице, раскрывающей операции и пути, осуществляемые роботом в двух вариантах использования трех окрашивающих компонентов (первый слой, основной слой и лак):
- параллельная обработка двух деталей с временным хранением детали 1 для испарения в процессе напыления на деталь 2 и, наоборот, и
- последовательная обработка с напылением и испарением детали 1, затем напыление и испарение детали 2.
Подчеркнутые операции являются операциями, которые осуществляются дополнительно при параллельной обработке двух деталей для того, чтобы оставить каждой из них время для испарения в зоне ожидания скорее чем, по изобретению, последовательно.
Таким образом, представляется, что размещение детали в зоне ожидания требует восемнадцати дополнительных операций робота.
Благодаря изобретению исключают не только восемнадцать дополнительных операций, но, кроме того, уменьшают время испарения между двумя нанесениями благодаря тому, что используют манипулятор робота между двумя нанесениями, при этом манипулятор робота для используется подведения детали под ускоритель испарения.
На фиг.1 изображена кабина для окрашивания, содержащая вертикальные отсеки 1, потолок (не изображенный) и пол 3, решетчатая часть которого является воздухозаборником.
На полу 3 размещен робот-манипулятор с подвижным манипулятором 7 с шестью степенями свободы. Такой робот широко распространен в автомобильной промышленности и не будет здесь описан. Например, модель Р250 компании FANUK подходит для осуществления изобретения. Робот перемещает деталь больших размеров, которой в данном случае является облицовка 9 бампера.
Конец манипулятора 7 несет «универсальный» держатель 11, названный здесь так потому, что он может использоваться без специальной регулировки в одной и той же производственной компании. Так, облицовки бамперов двух или трех различных моделей, производимых одновременно, могут все обслуживаться одним и тем же роботом без необходимости регулировки держателя под две детали. Регулировка держателя заключается только в его отжиге для его подготовки для манипулирования другими деталями даже другой компании-производителя.
Подвижный держатель 7 способен, благодаря универсальному держателю 11, подставлять облицовку 9 бампера каждому из трех окрашивающих устройств 27, 27', 27'', расположенных на расстоянии от потолка кабины и запитываемых последовательно первичным, основным, лаковым слоями по трубопроводам 29. Эти окрашивающие устройства 27, 27', 27'' неподвижны и расположены так, что одна деталь может быть ориентирована и размещена своей окрашиваемой частью с двух сторон.
Поток капелек окрашивающих компонентов, выбрасываемый каждым окрашивающим устройством, направляется им в вертикальном направлении сверху вниз на облицовку бамперов. Поток, таким образом, ориентирован как поток воздуха, входящий в решетку 3а и как вследствие силы тяжести (гравитации). Таким образом, создаются оптимальные условия для равномерного окрашивания всей поверхности облицовки бампера.
Окрашиваемая поверхность является наружной поверхностью облицовки 9 бампера. Она покрыта равномерными первичным, основным и лаковым слоями благодаря перемещению манипулятором 7 облицовки 9 бампера так, чтобы подставить каждую окрашиваемую часть на правильное расстояние и на соответствующее время экспозиции.
Первое окрашивающее устройство 27 является воздушным пульверизатором, например AGMD от ITW, который позволяет распылять первый слой в качестве первичного двухкомпонентного проводника для полипропилена. Второе 27' и третье 27'' окрашивающие устройства являются пульверизаторами с вращающимися барабанами, например, RB1000 от АВВ или РРН607 от SAMES, хорошо известными в области окрашивания. Они позволяют распылять однокомпонентный основной слой типа полиэфирной смолы и двухкомпонентный акриловый лак.
Как видно на фиг.2, где изображен потолок 5 кабины, решетка 25 расположена вблизи окрашивающих устройств (расположения которых показаны пунктиром) для пропускания воздуха от вентилятора 12 сухого и горячего воздуха при примерно 20% относительной влажности и примерно 45°С температуры, который служит для ускорения испарения деталей после нанесения каждого из трех компонентов.
Время удержания роботом 5 детали перед вентилятором 12 составляет 60 секунд.
Вследствие того что деталь удерживается роботом в процессе обдувания, она может быть ориентирована и перемещена перед решеткой 25 так, чтобы осуществить обдувание горячим воздухом всей окрашенной поверхности детали и оптимизировать, таким образом, воздействие горячего воздуха на испарение растворителя (или воды). Другими словами, робот также может уменьшить время испарения при увеличении эффективности испарения.
Благодаря оптимизации времени испарения способ по изобретению создает значительные преимущества, заключающиеся в уменьшении времени испарения детали.
Другим преимуществом изобретения являются малые габариты установки для окрашивания, требующей одной кабины.
Разумеется, представленный вариант осуществления изобретения не является ограничивающим и можно использовать любую желаемую модификацию без выхода за рамки формулы изобретения.
Изобретение касается способа окрашивания кузовной детали автомобильных транспортных средств. Способ окраски включает этап нанесения первого компонента на деталь и этап предоставления времени для натяжения первого компонента в фазе испарения. В процессе по меньшей мере части фазы испарения деталь перемещают роботом-манипулятором перед средством ускорения испарения. Установка для окрашивания содержит по меньшей мере одно устройство для нанесения окрашивающего компонента на деталь, робот-манипулятор и средство для ускорения испарения детали. Средство для ускорения установлено таким образом, чтобы переносимая роботом-манипулятором окрашиваемая деталь могла войти в поле действия этого средства ускорения. Техническим результатом изобретения является уменьшение времени испарения между двумя нанесениями и уменьшение габаритов установки для окрашивания. 2 н. и 11 з.п. ф-лы, 2 ил., 1 табл.
1. Способ окраски кузовной детали (9) автомобильного транспортного средства, включающий этапы нанесения первого компонента на деталь и в предоставлении времени для натяжения этого первого компонента в фазе испарения, отличающийся тем, что в процессе по меньшей мере части фазы испарения деталь перемещают роботом-манипулятором (5) перед средством (12) ускорения испарения.
2. Способ по п.1, в котором после этапа испарения на деталь наносят второй компонент.
3. Способ по одному из пп.1 или 2, в котором средством ускорения испарения является вентилятор (12), который подает воздух на деталь со скоростью, превышающей скорость воздуха вокруг детали в процессе этапа окрашивания.
4. Способ по п.1, в котором средство ускорения испарения является вентилятор (12) горячего и/или сухого воздуха.
5. Способ по п.1, в котором средством ускорения испарения является ультрафиолетовый или инфракрасный источник.
6. Способ по п.1, в котором перемещение детали (9) осуществляют роботом (5) в процессе работы средства ускорения испарения так, чтобы подвергнуть всю окрашенную поверхность детали (9) воздействию средства (12) ускорения испарения.
7. Способ по п.1, в котором средством ускорения испарения является суппорт детали, предназначенный для размещения между манипулятором робота и деталью, при этом упомянутый суппорт имеет контактные поверхности с неокрашенными поверхностями детали, причем эти контактные поверхности снабжены средствами нагрева.
8. Способ по п.1, в котором деталь (9) перемещается роботом-манипулятором перед устройством (27, 27', 27'') для нанесения окрашивающего компонента в процессе по меньшей мере одного из этапов окрашивания.
9. Способ по п.1, в котором окрашивающее устройство является неподвижным.
10. Установка для окрашивания, отличающаяся тем, что она содержит, по меньшей мере, одно устройство (27, 27', 27”) для нанесения окрашивающего компонента на деталь (9), робот-манипулятор (5) и средство (12) для ускорения испарения детали, установленное таким образом, чтобы переносимая роботом-манипулятором (5) окрашиваемая деталь могла войти в поле действия этого средства (12) ускорения.
11. Установка по п.10, в которой упомянутое средство (12) ускорения начинает работать только тогда, когда робот-манипулятор (5) перемещает деталь (9) в поле действия средства (12) ускорения.
12. Установка для окрашивания по одному из пп.10 и 11, содержащая кабину, в которой размещен робот-манипулятор (5), подводящий окрашиваемую деталь (9) к окрашивающему устройству (27, 27', 27”) перед тем, как переместить ее к устройству (12) ускорения испарения.
13. Установка для окрашивания по одному из пп.10 или 11, в которой окрашивающее устройство является неподвижным.

