Предлагаемое изобретение относится к способу поверхностной обработки деталей больших размеров, в частности деталей автомобильных кузовов, и к устройству захвата и удержания таких деталей, адаптированному для осуществления этого способа.
Покраска кузовных деталей автомобиля обычно осуществляется путем локального разбрызгивания краски в форме капелек или в форме твердых частиц на подлежащие покраске детали, причем эти детали удерживаются при помощи подвижных кронштейнов, которые перемещаются перед постами разбрызгивания краски, представляя эти детали в их неизменной пространственной ориентации, адаптированной к обработке этих деталей. Эти детали перемещаются поступательным образом в процессе выполнения операций покраски и в процессе их перехода от одного поста покраски к следующему посту, тогда как соответствующие робототехнические устройства или операторы перемещают сопла локального разбрызгивания краски перед находящимися в поступательном движении деталями.
Этот способ, испытанный уже на протяжении многих лет, рассматривается как оптимальный и был практически повсеместно принят в промышленности.
Тем не менее, хотя и обеспечивая в целом получение качественных результатов, этот способ обладает незначительными несовершенствами. В настоящее время эти небольшие несовершенства не рассматриваются как мешающие, однако все возрастающие ожидания высокого качества обработки могут привести в ближайшем будущем к появлению более высоких требований.
В предлагаемом здесь описании под выражением "поверхностная обработка" следует понимать любой этап общего способа обработки поверхности детали. Этот общий способ обработки может состоять в покраске данной детали, причем в этом случае возможные способы поверхностной обработки представляют собой очистку поверхности (путем ее обдува или же криогенным способом), огневую очистку поверхности, нанесение грунтовки, нанесение краски базового оттенка, нанесение лака или отделочную обработку без краски, такую, например, как только нанесение лака, или же контроль качества детали, причем в этом случае локальная обработка состоит в фиксации на пленку или видео предварительно определенных участков детали для того, чтобы направить полученные таким образом изображения в устройство анализа изображений, или же нанесение уплотнительной прокладки или валика клея в соответствии с предварительно определенной трассой.
Для осуществления упомянутой выше поверхностной обработки используется устройство локальной обработки, например видеокамера, если речь идет о способе контроля качества поверхности, или сопло для разбрызгивания краски, если речь идет о нанесении краски на поверхность детали.
Данное изобретение имеет задачей разработку нового способа поверхностной обработки, который позволяет в еще большей степени повысить качество выполняемой обработки и/или качество получаемых таким образом деталей и параллельно получить другие преимущества в плане промышленной реализации этого способа.
Объектом предлагаемого изобретения является способ поверхностной обработки деталей больших размеров, представляющих определенную гибкость, которая делает эти детали нестабильными в геометрическом отношении в случае их перемещения, при помощи по меньшей мере одного устройства локальной обработки, причем в соответствии с этим способом деталь, имеющая подлежащую обработке поверхность, перемещается перед устройством локальной обработки таким образом, чтобы ее подлежащая обработке поверхность была ориентирована в направлении этого устройства локальной обработки, отличающийся тем, что упомянутая деталь захватывается и удерживается на конце стрелы робототехнического устройства, причем устройство локальной обработки удерживается в неподвижном положении по отношению к этому робототехническому устройству, упомянутая деталь деформируется, представляя перед этим устройством свою деформированную конфигурацию, в которой ее поддающиеся деформированию части представляют устойчивые геометрические характеристики во всей совокупности данной детали, и эта деталь перемещается при помощи стрелы робототехнического устройства по отношению к устройству локальной обработки таким образом, чтобы провести всю совокупность подлежащей обработке поверхности этой детали перед этим устройством локальной обработки, удерживая данную деталь в ее деформированной конфигурации.
В соответствии со специфическим способом реализации устройство локальной обработки представляет собой одно из устройств следующих типов: сопло разбрызгивания краски или лака, газовая горелка для огневой очистки, инжектор сжатого воздуха, служащий для сдувания пыли (очистка при помощи сдувания), головка для разбрызгивания сжиженной двуокиси углерода (СО2), служащая для удаления пыли и для обезжиривания деталей (очистка криогенным способом), съемочная камера системы контроля качества.
Предлагаемое изобретение основано на том, чтобы сделать неподвижным устройство локальной обработки, которое представляло собой подвижный элемент в существующем уровне техники, и заставить подлежащую обработке деталь двигаться вокруг этого устройства локальной обработки.
На первый взгляд такая инверсия может показаться нелепой, поскольку она состоит в приведении в движение объекта, являющегося наиболее громоздким, и в сохранении неподвижным объекта, являющегося наименее громоздким, однако такое предположение может быть сделано лишь без учета связанного с этим улучшения условий локальной обработки, которые становятся более однородными для всей совокупности поверхности обрабатываемой детали при использовании способа в соответствии с предлагаемым изобретением.
На основании приобретенного опыта изобретатели объясняют это улучшение качества обработки, в частности в том, что касается покраски деталей, тем обстоятельством, что в существующем уровне техники сопло разбрызгивания постоянно находится в движении, что мешает струе краски постоянно достигать благоприятного режима для ее однородного нанесения на поверхность детали. Кроме того, в существующем уровне техники направление распыления краски постоянно изменяется, тогда как струя краски находится в движущемся в вертикальном направлении потоке воздуха, ориентированном сверху вниз (этот поток воздуха необходим для ограничения рассеивания краски за пределы рабочей зоны обработки), и в вертикальном поле силы тяжести, также ориентированном в направлении сверху вниз. Таким образом, механические условия распыления также постоянно изменяются.
Результат, получаемый при использовании предлагаемого изобретения, в том случае, когда локальная обработка представляет собой разбрызгивание капелек или твердых частиц краски, состоит в наилучшей однородности форм, положений и плотностей размещения капелек или твердых частиц в момент их соударения с подлежащей обработке поверхностью, что обеспечивает получение слоя краски постоянной толщины и с максимальной натянутостью и блеском.
Предлагаемый способ является особенно выигрышным в случае осуществления быстрых и неритмичных перемещений, определяемых условиями промышленного производства.
Кроме того, поскольку условия нанесения краски оказываются улучшенными, коэффициент переноса краски также оказывается повышенным, что выражается в снижении количества потерянной краски, то есть в экономии расходных материалов.
В соответствии со специфическим способом реализации предлагаемого изобретения разбрызгивание капелек или твердых частиц краски осуществляется в вертикальном направлении сверху вниз, то есть в том же направлении, в котором действует сила тяжести и движущийся поток воздуха.
Первое преимущество такой реализации состоит в том, что капельки или твердые частицы сохраняют свою плотность, свои формы и размеры на оптимальном уровне для того, чтобы обеспечить высокое качество покраски.
Второе преимущество состоит в том, что неподвижность сопла разбрызгивания краски позволяет использовать устройство, которое не должно быть в обязательном порядке легким, гибким и компактным, что позволяет расширить диапазон пригодных для использования в данном случае устройств и допускает, следовательно, возможность выбора технических средств, определяемого только критерием качества нанесения краски. Кроме того, отпадает необходимость того, чтобы питающая сеть, обеспечивающая снабжение устройств локальной обработки краской, была способна отслеживать перемещения устройства разбрызгивания этой краски, поскольку это устройство является неподвижным.
Благодаря использованию предлагаемого изобретения промышленная установка, требуемая для обработки деталей, занимает меньше места по сравнению с традиционной технологической линией обработки. Действительно, детали, которые подвергаются операциям очистки, покраски, контроля их состояния или проклеивания и манипуляции с которыми осуществляются при помощи робототехнических устройств, больше не должны перемещаться при помощи конвейера перед последовательно расположенными постами локальной обработки, но остаются в одной технологической кабине обработки для того, чтобы быть подвергнутыми таким видам обработки, как очистка, огневая очистка, нанесение грунтовки, нанесение краски базового оттенка, нанесение лака, контроль качества, нанесение клея. Кроме того, необходимая пауза между двумя последовательно осуществляемыми типами обработки, например просушкой, удалением растворителя или оплавлением, выдерживается путем размещения обрабатываемой детали на опорном кронштейне, тогда как в существующем уровне техники выдерживание этой паузы выражается в увеличении протяженности конвейера.
В соответствии со специфическим способом реализации предлагаемого изобретения обеспечивается захват каждой детали за ее наиболее подверженные деформированию части. В специфическом случае обработки оболочек бамперов с загнутыми частями (причем эти загнутые части представляют собой боковые повороты оболочки, проходящие по существу перпендикулярно к фронтальной поверхности этой оболочки) эту оболочку бампера захватывают за ее загнутые концы и растягивают ее наподобие дуги для того, чтобы стабилизировать эту оболочку в геометрическом отношении.
Для получения такого эффекта объектом предлагаемого изобретения также является устройство захвата и удержания для деталей больших размеров, которое предпочтительным образом может быть использовано для осуществления описанного выше способа обработки, но возможности которого не ограничиваются этим применением, поскольку это устройство захвата и удержания по определению адаптировано к любому варианту использования, в котором деталь больших размеров, представляющая определенную гибкость, делающую эту деталь нестабильной в геометрическом отношении в случае перемещения, требует обеспечения ее геометрической стабилизации для выполнения данной операции.
Такое устройство захвата и удержания отличается тем, что оно имеет в своем составе:
- несущую конструкцию;
- захваты, установленные на этой несущей конструкции с возможностью их перемещения на этой конструкции и располагающиеся таким образом, чтобы иметь возможность:
* в своем первом положении - обеспечивать захватывание детали, находящейся в своем положении покоя, за те ее части, которые в наибольшей степени поддаются деформированию;
* и в своем втором положении - обеспечивать удержание этой детали в деформированной конфигурации, в которой ее поддающиеся деформированию части обеспечивают для этой детали в целом стабильные геометрические характеристики.
Использование такого устройства захвата и удержания в области покраски деталей само по себе представляет удивительный выбор, поскольку разумным образом вполне можно ожидать от такого выбора то, что слой краски, нанесенный на деформированную деталь, будет представлять дефекты поверхности, в частности, поверхностные складки, после того, как данная деталь снова обретет свои нормальные геометрические параметры. Однако на самом деле оказывается, что это не так.
В соответствии с предпочтительным способом реализации предлагаемого изобретения это устройство захвата и удержания имеет в своем составе от двух до шести захватов и предпочтительным образом содержит четыре захвата, а именно два захвата с одной стороны детали и два симметрично расположенных захвата с другой стороны этой детали.
В случае обработки оболочки бампера один или два захвата будут захватывать один загнутый конец этого бампера и один или два захвата будут захватывать другой его загнутый конец.
В соответствии с другим способом реализации, совместимым с предшествующим способом реализации, несущая конструкция предлагаемого устройства содержит опоры, на которые обрабатываемая деталь будет опираться во втором положении упомянутых захватов. Эти опоры могут служить для более точного задания деформированного положения обрабатываемой детали.
Другим объектом предлагаемого изобретения является технологическая установка, предназначенная для поверхностной обработки деталей, отличающаяся тем, что эта установка имеет в своем составе:
- установленное фиксированным образом устройство локальной обработки;
- робототехническое устройство, снабженное стрелой манипулятора, предназначенной для того, чтобы перемещать подлежащую обработке деталь по отношению к устройству локальной обработки таким образом, чтобы провести всю совокупность подлежащей обработке поверхности этой детали перед этим устройством локальной обработки;
- устройство захвата и удержания описанного выше типа, установленное на конце упомянутой стрелы для того, чтобы захватывать и удерживать эту деталь.
Объектом предлагаемого изобретения также является технологическая кабина для поверхностной обработки деталей, отличающаяся тем, что эта кабина содержит по меньшей мере одну камеру и одну установку для поверхностной обработки описанного выше типа, а также тем, что эта камера снабжена средствами соединения с внешними сетями подачи текучей среды и/или энергии.
В соответствии со специфическим способом реализации предлагаемого изобретения упомянутая камера содержит располагающуюся над устройством локальной обработки входную решетку для ориентированного в направлении вниз газового потока.
В соответствии со специфическим способом реализации эта камера содержит располагающееся под устройством локальной обработки устройство рекуперации подлежащего удалению материала. Разумеется, это удаление может состоять в возвращении этого материала в технологический цикл. В частности, капельки или твердые частицы краски могут быть рекуперированы после их поступления в устройство рекуперации при помощи нисходящего потока воздуха, поступающего из упомянутой решетки.
В соответствии со специфическим способом реализации упомянутая технологическая кабина образована соединением транспортировочных контейнеров, образующих каждую камеру.
Говоря более конкретно, в соответствии с предпочтительным способом реализации эта технологическая камера образована соединением трех транспортировочных контейнеров, а именно:
- первого контейнера, заключающего в себе робототехническое устройство;
- второго контейнера, заключающего в себе устройство локальной обработки, в случае необходимости, входную решетку для газового потока и, в случае необходимости, устройство рекуперации, причем этот второй контейнер предназначен для его размещения рядом с первым контейнером таким образом, чтобы стрела манипулятора робототехнического устройства имела возможность проникать в этот второй контейнер;
- третьего контейнера, заключающего в себе систему создания газового потока, причем этот третий контейнер предназначен для установки поверх второго контейнера для того, чтобы обмениваться газами с вторым контейнером.
Предлагаемое изобретение будет лучше понято из приведенного ниже описания его реализации, данного здесь лишь в качестве примера, где даются ссылки на приведенные в приложении фигуры, среди которых:
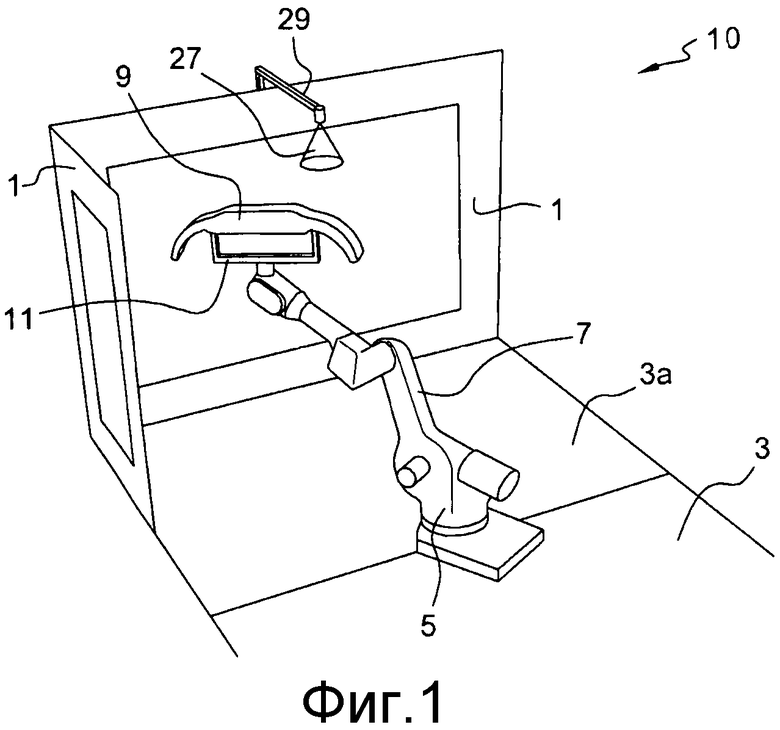
- фиг.1 представляет собой вид в изометрии технологической кабины для покраски в соответствии с первым способом реализации предлагаемого изобретения, содержащей технологическую установку в соответствии с предлагаемым изобретением;
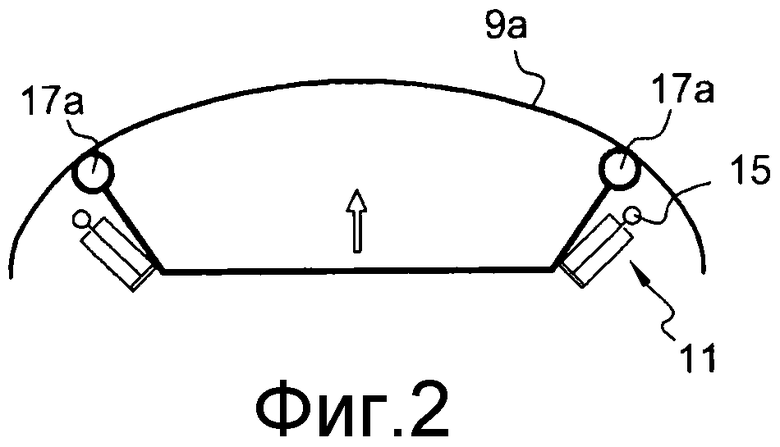
- фиг.2 представляет собой вид в разрезе детали в состоянии покоя непосредственно перед захватом этой детали манипулятором робототехнического устройства;
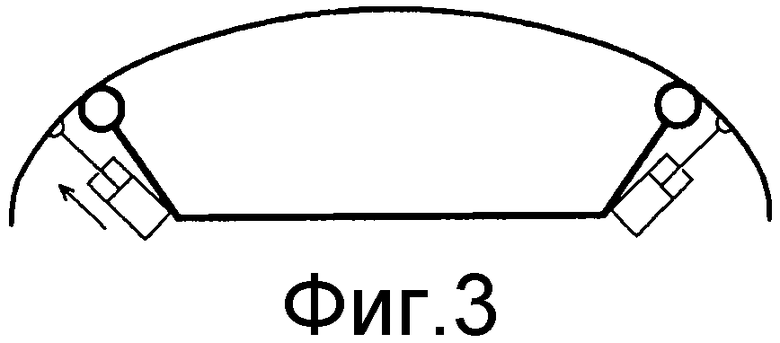
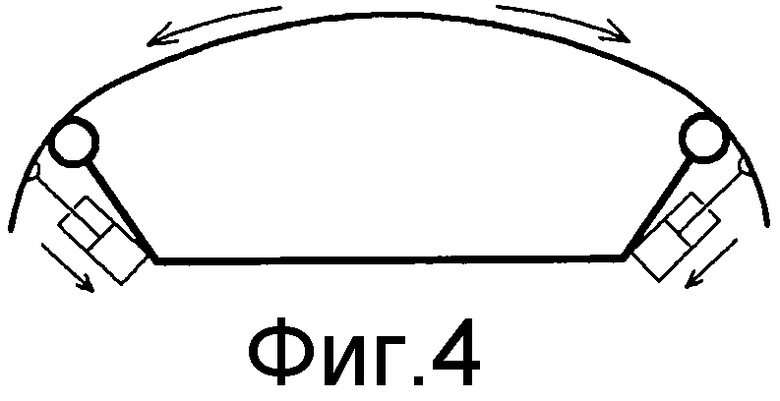
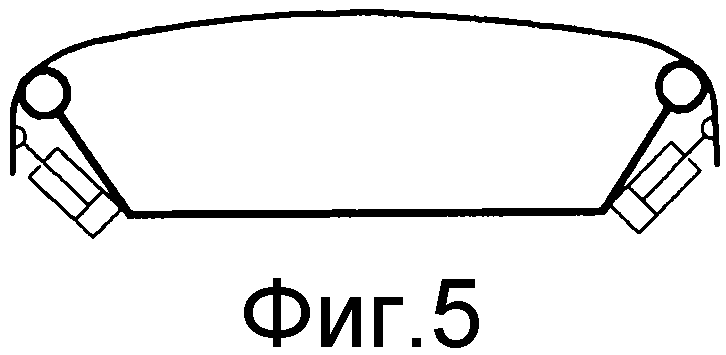
- фигуры с 3 по 5 представляют собой виды, аналогичные виду, показанному на фиг.2, иллюстрирующие, соответственно, упомянутую деталь в начале ее захвата, в начале ее деформирования и в конце фазы придания ей устойчивых геометрических параметров;
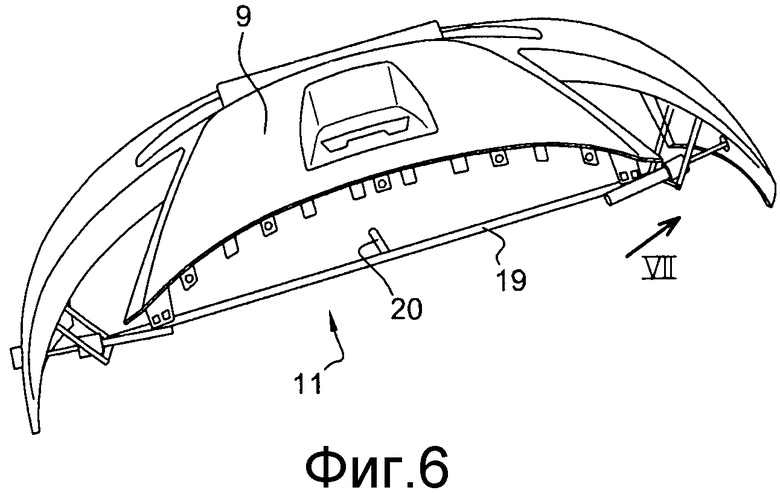
- фиг.6 представляет собой вид в изометрии детали после ее деформирования, соответствующий виду, показанному на фиг.5;
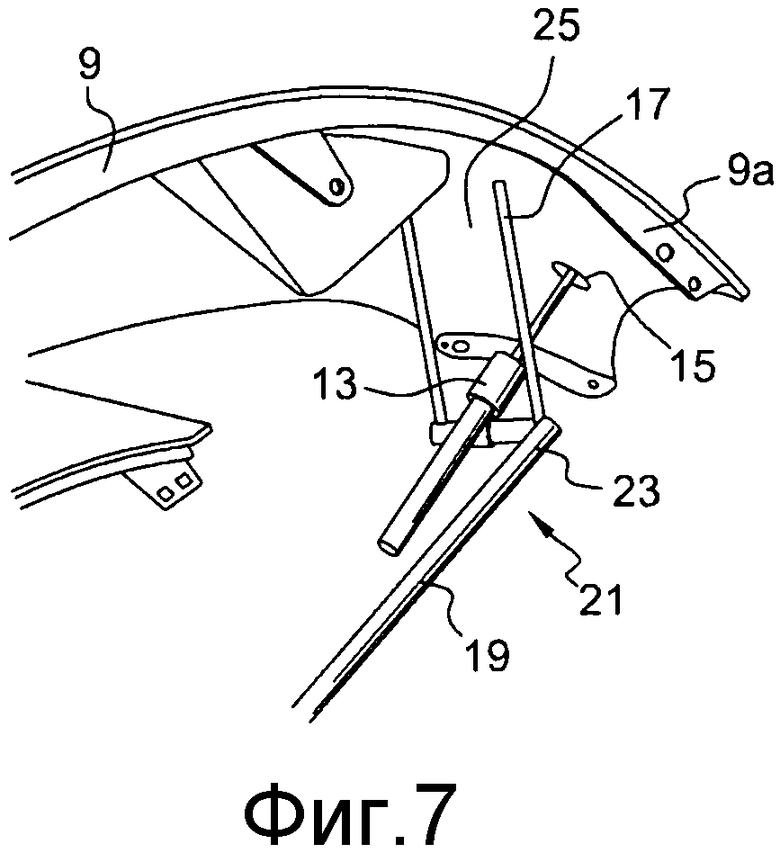
- фиг.7 представляет собой увеличенный вид по стрелке VII, показанной на фиг.6;
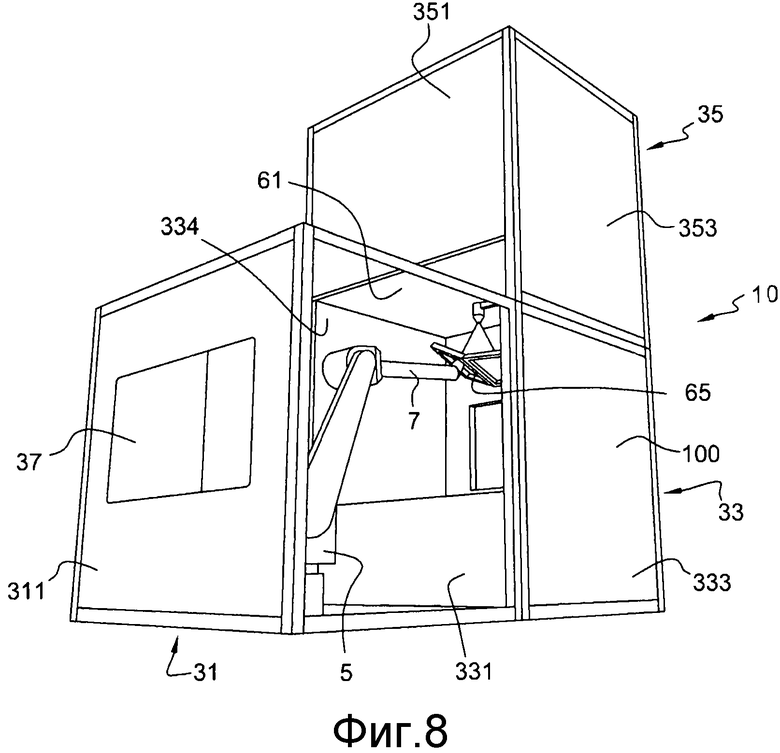
- фиг.8 представляет собой вид в изометрии технологической кабины для покраски в соответствии с другим способом реализации предлагаемого изобретения;
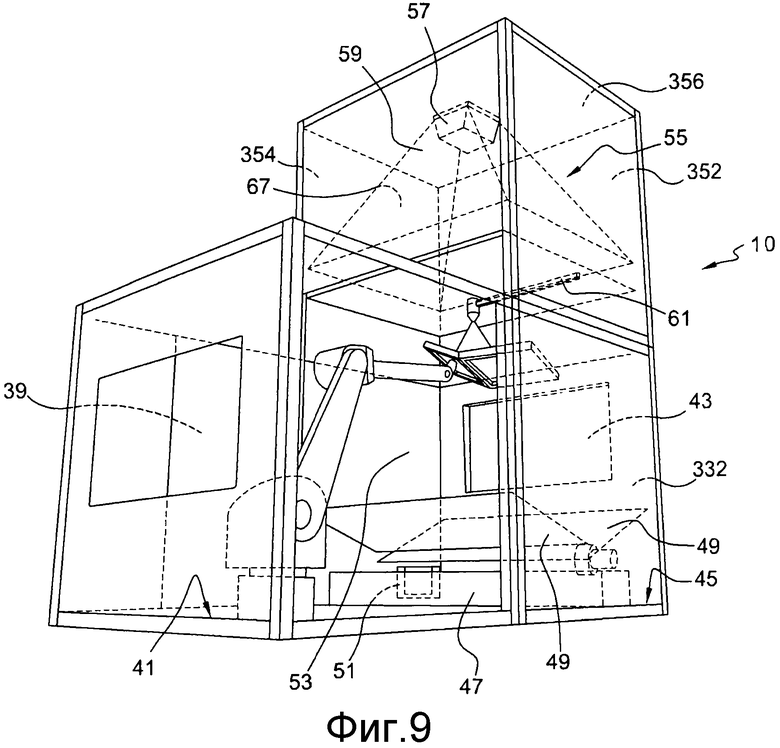
- фиг.9 представляет собой вид, аналогичный виду, показанному на фиг.8, на котором детали представлены прозрачными так, чтобы показать те части этих деталей, которые не видны на фиг.8.
На фиг.1 можно видеть технологическую кабину для покраски, содержащую вертикальные перегородки 1, потолок (на этой фиг.1 не показан) и основание 3, решетчатая часть 3а которого соответствует всасыванию воздуха. Более сложная конструкция технологической кабины для покраски, состоящая из трех частей, будет описана ниже со ссылками на фигуры 8 и 9. Эта технологическая кабина имеет в своем составе камеру, содержащую технологическую установку 10 для покраски.
Основание 3 удерживает робототехническое устройство 5, имеющее подвижный манипулятор 7 с шестью степенями свободы. Такие робототехнические устройства имеют широкое распространение в автомобильной промышленности и не будут более подробно описаны здесь. В качестве примера, робототехническое устройство модели Р250 фирмы FANUK вполне подходит для осуществления предлагаемого изобретения. Это робототехническое устройство обеспечивает манипуляции с деталью больших размеров, которая в рассматриваемом здесь случае представляет собой оболочку бампера 9.
Конец манипулятора 7 оборудован так называемым "универсальным" устройством захвата и удержания, которое содержит опорную конструкцию 11, два пневматических силовых цилиндра 13, две присоски 15, образующие захваты, и четыре опоры 17.
Это устройство захвата и удержания квалифицируется как универсальное вследствие того, что оно может быть использовано, без каких-либо специфических регулировок, для манипуляций с множеством различных деталей одной и той же компании-производителя. Таким образом, необходимые манипуляции с оболочками бамперов для двух или трех различных моделей автомобилей, производимых в одно и то же время, могут быть выполнены с использованием одного и того же робототехнического устройства без необходимости регулировки устройства захвата и удержания при переходе от одной детали к другой. И регулировка этого устройства захвата и удержания требуется только для его подготовки к манипуляциям с другими деталями другой компании-производителя. При этом регулировке подвергается угловое раскрытие несущей конструкции 11, величина рабочего хода силовых цилиндров 13 или длина опор 17.
Опорная конструкция 11 изготавливается из стали (в качестве возможного примера реализации она также может быть изготовлена из алюминия или из углерода) и содержит перекладину 19, два изогнутых конца 21 которой несут на себе пневматические силовые цилиндры 13, шарнирно закрепленные таким образом, чтобы иметь возможность поворачиваться вокруг ветвей 23, располагающихся под прямым углом к перекладине 19. В середине этой перекладины 19 рычаг 20 позволяет обеспечить фиксацию устройства захвата и удержания на конце стрелы манипулятора 7 робототехнического устройства.
На каждой из этих ветвей 23 две фиксированные опоры 17 формируются при помощи стержней, присоединенных при помощи сварки к ветви 23, будучи ориентированными таким образом, чтобы их свободные концы входили в контакт с внутренней поверхностью 25 оболочки бампера 9, как это более подробно будет описано ниже со ссылками на фигуры с 2 по 5.
Как это можно видеть на фиг.1, подвижный манипулятор 7 имеет возможность, благодаря универсальному устройству захвата и удержания, представлять оболочку бампера 9 перед устройством 27 разбрызгивания, располагающимся на некотором расстоянии от потолка технологической кабины и питаемым краской через жесткий трубопровод 29. Это устройство 27 разбрызгивания является фиксированным и позиционируется таким образом, чтобы обрабатываемая деталь могла быть ориентирована и размещена против этого устройства разбрызгивания своей подлежащей обработке частью.
Поток капелек краски, разбрызгиваемой устройством 27, выбрасывается этим устройством 27 в вертикальном направлении сверху вниз на оболочку бампера. Таким образом, этот поток краски ориентирован в том же направлении, что и движущийся поток воздуха, входящий через решетку 3а, и в том же направлении, в котором действует сила тяжести (или гравитация). Вследствие этого соблюдаются оптимальные условия для нанесения краски однородным образом на всю подлежащую окрашиванию поверхность оболочки бампера.
Подлежащая окрашиванию поверхность представляет собой наружную поверхность оболочки бампера. Эта поверхность покрывается равномерным слоем краски благодаря тому обстоятельству, что манипулятор 7 перемещает эту оболочку бампера 9 таким образом, чтобы представлять каждый подлежащий окрашиванию участок ее поверхности на надлежащем расстоянии и на протяжении соответствующего времени экспозиции.
Эти перемещения оболочки бампера вызывают резкие движения, которые, в соответствии с предлагаемым изобретением, необходимо исключить для того, чтобы устранить дефекты в конечном слое краски. Для этого обеспечивается стабилизация загнутых концов оболочки бампера в соответствии с этапами, проиллюстрированными на фигурах с 2 по 5.
На фиг.2 оболочка бампера 9 представлена в своем положении покоя. Ее загнутые концы 9а представляют собой части, наиболее подверженные деформированию. При этом обеспечивают приближение опорной конструкции манипулятора к внутренней поверхности оболочки бампера вплоть до введения свободных концов 17а опор 17 в контакт с этой оболочкой.
На следующем этапе (см. фиг.3) приводят в действие пневматические силовые цилиндры 11 таким образом, чтобы прижать присоски 15 к внутренним поверхностям загнутых концов оболочки бампера, после чего отсасывают воздух в каждой присоске (как это хорошо известно в существующем уровне техники) для того, чтобы реализовать захват данной детали за ее загнутые концы.
В процессе осуществления этапа, проиллюстрированного на фиг.4, приводят в действие пневматические силовые цилиндры 11 в обратном направлении для того, чтобы "натянуть" оболочку бампера, придавая ей деформированную конфигурацию, благодаря которой эта оболочка бампера приобретает в целом определенную жесткость.
После возвращения силовых цилиндров в исходное положение оболочка бампера достигает положения, проиллюстрированного на фиг.5, и получает уровень жесткости, достаточный для того, чтобы иметь возможность выдерживать ее резкие перемещения без дополнительного деформирования.
В частности, эта оболочка бампера может выдерживать быстрые движения, задаваемые стрелой манипулятора, в процессе выполнения операций нанесения краски.
Таким образом, эта оболочка бампера может быть представлена, при помощи стрелы манипулятора, перед устройством разбрызгивания так, чтобы ее наружная поверхность принимала на себя однородный слой краски (за исключение тех мест, которые не предназначены для окрашивания).
Здесь следует отметить, что на окрашенной таким образом детали не наблюдается никаких подтеков краски, тогда как можно было опасаться, что частые изменения ориентации оболочки бампера достаточно легко могли бы порождать такие подтеки.
На фигурах 8 и 9 представлена технологическая кабина для покраски в соответствии с другим способом реализации предлагаемого изобретения, предназначенная для покраски детали 100. Эта технологическая кабина образована тремя камерами 31, 33, 35, размеры которых идентичны размерам транспортировочных контейнеров. Эта технологическая кабина также содержит технологическую установку 10 для покраски.
Стандартные размеры упомянутых контейнеров имеют значения 2,44 м в ширину и 2,59 м в высоту для различных контейнеров, размеры которых в длину имеют значения 3 м, 6 м и 12 м. Три камеры, показанные на фигурах 8 и 9, имеют длину 3 м, но и любые другие известные типы контейнеров также могут быть использованы посредством, в случае необходимости, нового распределения элементов в различных контейнерах.
Такие технологические кабины могут быть соединены между собой при помощи свинчивания и расшивки швов.
Для того чтобы реализовать такие технологические кабины, можно взять за основу обычные контейнеры, которые модифицируют, удаляя из них некоторые стенки или разрезая упомянутые стенки и добавляя затем элементы, которые будут описаны ниже.
Первая камера 31 содержит робототехническое устройство 5. Для этого она снабжена электрическими соединителями (на приведенных в приложении фигурах не показаны), предназначенными для обеспечения электропитания робототехнического устройства и освещения технологической кабины.
Окно 37 выполнено в закрытой стенке одной из больших боковых сторон 311 контейнера, что позволяет контролировать нормальное функционирование этой технологической кабины, тогда как его противоположная большая боковая поверхность полностью вырезана. Что касается малых боковых сторон, то одна из этих сторон закрыта наполовину при помощи перегородки 39, проходящей от вырезанной большой стороны до половины расстояния до большой стороны с окном 311, а другая малая боковая сторона полностью вырезана.
Камера 31 содержит пол 41 на своей нижней поверхности, но не содержит потолка на своей верхней поверхности.
Вторая камера 33 располагается рядом с первой камерой при том, что одна из ее больших боковых поверхностей 331 вырезана на три четверти сверху и присоединена к большой вырезанной боковой стороне первой камеры 31. Как это можно видеть на приведенных в приложении фигурах, это отверстие позволяет стреле 7 манипулятора робототехнического устройства 5 проникать во вторую камеру 33 для того, чтобы перемещать там подлежащую окраске деталь 100.
Другая большая боковая сторона 332 второй камеры 33 закрыта при помощи стенки, снабженной окном 43, идентичным окну 37, выполненному в первой камере 31. Две малые боковые поверхности 333 и 334 этой камеры являются закрытыми при помощи сплошных стенок.
На полу 45, закрывающем нижнюю сторону второй камеры 33, располагается бак 47 накопления, поверх которого располагаются две наклонные поверхности 49 с течением по ним воды, хорошо известная функция которых состоит в рекуперации капелек или твердых частиц краски, которые не достигают подлежащей окрашиванию поверхности обрабатываемой детали.
Отверстие 51 всасывания воздуха располагается на высоте пола 45 и сообщается с каналом 53, поднимающимся вдоль малой поверхности 334 камеры вплоть до верхней открытой стороны этой камеры 33.
Эта камера 33 также оборудована соединительными устройствами (на приведенных в приложении фигурах не показаны), предназначенными для ее присоединения к сети подачи воды (питание и фильтрация) и к сети электропитания для обеспечения освещения.
Третья камера 35 установлена поверх второй камеры. Она содержит две большие боковые стороны 351 и 352, одна из которых является закрытой сверху на четыре пятых своей высоты, а другая закрыта полностью, и две полностью закрытые малые боковые стороны 353 и 354. Нижняя сторона камеры является открытой, тогда как ее верхняя сторона содержит потолок 356.
Третья камера 35 содержит навес в виде колпака 55 для подведения потока воздуха, образованный:
- устройством 57 соединения с сетью подачи воздуха в пульсирующем режиме (или с отверстием, в котором установлен вентилятор), проходящим сквозь потолок камеры;
- камерой 59 призматической формы, проходящей от устройства 57 соединения вплоть до боковых стенок 351, 352, 353 и 354 в основании стенки большой боковой стороны 351;
- воздушной решеткой 61, располагающейся параллельно к нижней стороне 355 и закрывающей упомянутую камеру 59 призматической формы.
Эта воздушная решетка 61, располагающаяся над второй камерой 33, образует потолок зоны разбрызгивания краски.
Действительно, под этой решеткой 61 третья камера 35 содержит устройство разбрызгивания краски, образованное здесь каналом 63 и распылителем 65. Трубопроводы (на приведенных в приложении фигурах не показаны) позволяют обеспечить питание краской устройства разбрызгивания.
Третья камера содержит также канал 67, который продолжает, вплоть до ее потолка 356, канал 53 второй камеры 33. Элемент 69 соединения с контуром всасывания подлежащего фильтрации воздуха проходит сквозь стенку верхней поверхности 356.
Соединенные таким образом три эти камеры 31, 33 и 35 образуют полную технологическую кабину для покраски, позволяющую эффективно и с высоким уровнем качества обеспечивать обработку подлежащих окраске деталей различных форм.
В качестве опции четвертая камера (на приведенных в приложении фигурах не показана) может дополнять эту систему для того, чтобы ограничивать зону демонтажа (просушка, отсутствие вспышек или другое), или же еще пятая камера (на приведенных в приложении фигурах не показана) может ограничивать зону горячей сушки.
Понятно, что сформированная таким образом технологическая кабина является легко демонтируемой и поддающейся транспортировке для того, чтобы быть повторно использованной различными заводами, и/или поддающейся реконфигурации в результате модульной реорганизации для того, чтобы адаптироваться к новым изделиям, подлежащим обработке.
Представляется очевидным, что варианты осуществления предлагаемого изобретения, которые были описаны выше, ни в коей мере не носят ограничительного характера, и могут принимать любые требуемые модификации, не выходящие за рамки, определяемые приведенной ниже формулой изобретения.
Изобретение относится к способу покраски деталей больших размеров, представляющих определенную гибкость, которая делает эти детали нестабильными в геометрическом отношении в случае их перемещения, и может быть использовано для покраски кузовов автомобилей. В способе окраски деталей больших размеров деталь захватывают и удерживают на конце стрелы манипулятора робототехнического устройства. Затем удерживают устройство разбрызгивания в неподвижном положении по отношению к робототехническому устройству. Потом деформируют деталь, придавая ей такую деформированную конфигурацию, в которой ее поддающиеся деформированию части имеют устойчивые геометрические характеристики во всей совокупности данной детали. Кроме того, перемещают обрабатываемую деталь по отношению к устройству разбрызгивания таким образом, чтобы провести всю окрашиваемую поверхность детали перед устройством разбрызгивания, удерживая данную деталь в ее деформированной конфигурации. Техническим результатом изобретения является повышение качества выполняемой обработки и/или качества получаемых деталей. 4 з.п. ф-лы, 9 ил.
1. Способ покраски деталей больших размеров, имеющих определенную гибкость, которая делает эти детали нестабильными в геометрическом отношении в случае их перемещения, при помощи разбрызгивания краски в виде капелек или твердых частиц с использованием по меньшей мере одного устройства (27) разбрызгивания краски, причем в соответствии с этим способом деталь (9), имеющая подлежащую окраске поверхность (25), перемещают перед устройством разбрызгивания краски таким образом, чтобы ее окрашиваемая поверхность была ориентирована в направлении этого устройства разбрызгивания, отличающийся тем, что:
- деталь (9) захватывают и удерживают на конце стрелы манипулятора (7) робототехнического устройства (5);
- удерживают устройство (27) разбрызгивания в неподвижном положении по отношению к робототехническому устройству (5);
- деформируют деталь (9), придавая ей такую деформированную конфигурацию, в которой ее поддающиеся деформированию части имеют устойчивые геометрические характеристики во всей совокупности данной детали;
- перемещают обрабатываемую деталь (9) по отношению к устройству разбрызгивания таким образом, чтобы провести всю окрашиваемую поверхность детали перед устройством разбрызгивания, удерживая данную деталь в ее деформированной конфигурации.
2. Способ по п.1, в котором краску разбрызгивают вдоль вертикального направления и сверху вниз.
3. Способ по одному из пп.1 или 2, в котором каждую деталь захватывают за те ее части (9а), которые наиболее подвержены деформированию.
4. Способ по любому из пп.1 или 2, примененный к оболочке бампера (9) с загнутыми концами (9а), причем эти загнутые концы представляют собой боковые изгибы упомянутой оболочки, проходящие по существу перпендикулярно к фронтальной поверхности этой оболочки, в котором эту оболочку бампера захватывают за эти ее загнутые концы и растягивают эту оболочку, как дугу, для обеспечения ее стабилизации в геометрическом отношении.
5. Способ по п.3, примененный к оболочке бампера (9) с загнутыми концами (9а), причем эти загнутые концы представляют собой боковые изгибы упомянутой оболочки, проходящие по существу перпендикулярно к фронтальной поверхности этой оболочки, в котором эту оболочку бампера захватывают за эти ее загнутые концы и растягивают эту оболочку, как дугу, для обеспечения ее стабилизации в геометрическом отношении.
| Расширитель | 1990 |
|
SU1745858A1 |
| Станок для изготовления деревянных ниточных катушек из цилиндрических, снабженных осевым отверстием, заготовок | 1923 |
|
SU2008A1 |
| УСТРОЙСТВО ДЛЯ ЗАПОЛНЕНИЯ ЛИТЕЙНОЙ ФОРМЫ | 1994 |
|
RU2072145C1 |
| US 6173947 B1, 16.01.2001 | |||
| DE 102007063162 B3, 05.03.2009 | |||
| Передвижной подъемник с телескопически соединенной выдвижной клетью | 1929 |
|
SU16834A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ ТЕХНОЛОГИЧЕСКОЙ ОБРАБОТКИ ДЕТАЛЕЙ | 1999 |
|
RU2163189C1 |
| УСТАНОВКА РОБОТА ДЛЯ ОКРАШИВАНИЯ ОБЪЕКТОВ | 1993 |
|
RU2104807C1 |

