Изобретение относится к электронной технике, а именно к производству постоянных резисторов, и может быть использовано в электронной, радиотехнической и других смежных отраслях промышленности.
По толстопленочной технологии изготовления резисторов - проводниковый и резистивный слои наносятся методом трафаретной печати с последующей сушкой и вжиганием.
Известен способ изготовления толстопленочных резисторов, защищенный патентом РФ 2086027, кл. H01C 17/06, опубл. 27.07.1997.
Резистор изготавливается традиционными методами толстопленочной технологии, включающими последовательное нанесение методом трафаретной печати на изолирующую подложку проводниковых и резистивного слоев, их сушку и вжигание в воздушной атмосфере, причем сначала наносят первый проводниковый слой, поверх него наносят резистивный слой, а затем, поверх резистивного слоя второй проводниковый слой, при этом для формирования проводниковых слоев используют проводниковую пасту, включающую агент-восстановитель (бор, алюминий и др.) или вещество, разлагающееся при вжигании с образованием такого восстановителя (борид никеля и др.), а для формирования резистивного слоя - пасту, содержащую порошок стекла или стеклокерамической композиции и органическое связующее.
В процессе вжигания содержащийся в противолежащих проводниковых слоях восстановитель создает восстановительную среду в локальном объеме, включающем как проводниковые слои, так и находящийся между ними резистивный слой.
Стекло или стеклокерамическая композиция, содержащиеся в резистивном слое, имеют в своем составе вещества, способные к восстановлению (оксиды переходных металлов в высшей степени окисления или их соединения). В результате их восстановления при вжигании в резистивном слое образуется электропроводящая фаза.
Недостатком известного способа изготовления являются низкие эксплуатационные характеристики резисторов.
Известен способ изготовления прецизионных чип-резисторов по гибридной технологии, защищенный патентом РФ №2402088, МПК H01C 17/06, H01C 17/28, опубл. 20.10.2010 г.
Способ содержит следующие технологические операции: 1) нанесение на шлифованную (тыльную) поверхность изоляционной подложки методом трафаретной печати слоя серебряной или серебряно-палладиевой пасты с последующим ее вжиганием, образуя тем самым электродные контакты на тыльной стороне подложки; 2) напыление на полированную (лицевую) сторону изоляционной подложки методом вакуумной (тонкопленочной) технологии резистивного слоя; 3) формирование методом фотолитографии и ионного травления топологии резистивного слоя на подложке; 4) нанесение методом трафаретной печати на лицевой стороне подложки поверх резистивного слоя низкотемпературной серебряной пасты с последующим ее вжиганием, образуя тем самым электродные контакты на лицевой стороне; 5) лазерную подгонку величины сопротивления резисторов в номинал; 6) нанесение методом трафаретной печати на резистивный слой с последующим вжиганием слоя низкотемпературной защитной пасты, образуя защитный слой; 7) скрайбирование и ломку пластины изоляционной подложки на полосы; 8) напыление методом вакуумной (тонкопленочной) технологии из сплава никеля с хромом на торцы, соединяя тем самым между собой электродные контакты лицевой и тыльной сторон подложки; 9) ломку рядов пластины на чипы; 10) нанесение гальваническим методом поверх электродных контактов - торцевого, на лицевой и на тыльной сторонах - слоя никеля; 11) нанесение поверх слоя никеля гальваническим методом слоя припоя в виде сплава олова со свинцом.
К недостаткам упомянутого способа можно отнести использование тонкопленочной технологии для формирования охватывающего контакта, усложняющей технологический процесс производства чип-резисторов и снижающей технологичность изготовления чип-резисторов.
Наиболее близким к заявляемому по технической сущности и достигаемому результату, выбранным в качестве прототипа, является способ изготовления толстопленочных резистивных элементов, защищенный патентом РФ №2497217, МПК H01C 17/06, опубл. 27.10.2013 г.
Способ изготовления толстопленочных резистивных элементов включает последовательное нанесение методом трафаретной печати на изолирующую подложку проводникового и резистивного слоев с последующим вжиганием его в воздушной атмосфере. В известном способе чередуют нанесение проводникового слоя с вжиганием его на отдельные участки изолирующей подложки, при температуре (840-860)°C в течение 55±5 минут, затем осуществляют нанесение резистивного слоя и вжигание его при температуре (805±2)°C в течение 70±5 минут поэтапно, с последующим контролем номинала резистивных элементов, причем при завышенном номинале подгонку производят при температуре (820±10)°C в течение 5-10 минут, а при заниженном номинале - при температуре (690±10)°C в течение 5-10 минут, после (690±10)°C в течение 5-10 минут, далее производят лужение в расплавленном припое окунанием при температуре (250±10)°C.
К недостаткам упомянутого способа можно отнести невысокий выход годных резисторов.
Задача, решаемая предлагаемым изобретением, - усовершенствование способа изготовления толстопленочных резисторов.
Технический результат от использования изобретения заключается в повышении выхода годных резисторов с одновременным повышением технических характеристик резисторов, таких как стабильность, надежность и температурный коэффициент сопротивления (ТКС), за счет использования защитных слоев, пассивирующих резистивный слой, значительного снижения температурных воздействий на резистивный слой после его формирования, более точного, локализованного метода подгонки (лазерного).
Указанный технический результат достигается тем, что в способе изготовления толстопленочных резисторов, включающем последовательное нанесение методом трафаретной печати на изолирующую подложку проводникового и резистивного слоев с последующими сушкой и вжиганием в воздушной атмосфере, на резистивный слой дополнительно наносят слой высокотемпературной защитной пасты методом трафаретной печати с последующим вжиганием, затем после лазерной подгонки сопротивления резисторов наносят дополнительный защитный слой методом трафаретной печати, затем формируют охватывающие контакты посредством нанесения проводниковой пасты с последующей сушкой и гальваническим осаждением слоев никеля и припоя.
Для формирования дополнительного защитного слоя используют высокотемпературную или низкотемпературную защитную пасту.
В качестве припоя используют сплавы олово-свинец или олово-висмут.
На чертеже изображена изолирующая подложка с проводниковыми и резистивными слоями.
Изолирующая подложка 1 с планарными контактами (проводниковый слой) 2 содержит резистивный слой 3, основной защитный слой 4, дополнительный защитный слой 5 и охватывающие контакты 6.
Изготовление толстопленочных резисторов по предлагаемому способу производят следующим образом.
В качестве основы изготавливаемых резисторов используются изолирующие подложки (например, керамические пластины). Вначале на изолирующей подложке 1 формируют планарные контакты 2 посредством нанесения высокотемпературной проводниковой пасты методом трафаретной печати на лицевую сторону изолирующей подложки (на которой формируется резистивный слой), затем на обратную сторону с последующим вжиганием. Затем формируют резистивный слой 3 посредством нанесения высокотемпературной резистивной пасты методом трафаретной печати на лицевую сторону изолирующей подложки с последующим вжиганием. Формируют защитный слой 4 посредством нанесения высокотемпературной защитной пасты на резистивный слой методом трафаретной печати с последующим вжиганием. Осуществляют подгонку сопротивления резисторов в подложке методом удаления части резистивного слоя сфокусированным лучом лазера. Далее формируют дополнительный защитный слой 5 посредством нанесения либо высокотемпературной, либо низкотемпературной защитной пасты методом трафаретной печати с последующими сушкой и вжиганием. Производят маркировку посредством нанесения маркировочной пасты методом трафаретной печати с последующими сушкой и вжиганием и разделение подложек на полосы (плата-ряды). Формируют охватывающие контакты 6 посредством нанесения низкотемпературной проводниковой пасты с последующей сушкой и гальваническим осаждением слоев никеля и припоя.
Пример конкретного выполнения способа.
Пример 1.
В качестве основы резистора использовалась изолирующая подложка (алюмооксидная пластина). Вначале на тыльную сторону изолирующей подложки наносили методом трафаретной печати слой высокотемпературной проводниковой пасты ПП-8 (ЕТО.035.367 ТУ) с последующей сушкой в ИК печи при 150°C и вжиганием в конвейерной мультизонной печи с профилем температуры до 850°C, для формирования нижних планарных контактов, затем на лицевой стороне изолирующей подложки таким же образом формировали верхние планарные контакты. После чего сформировали резистивный слой посредством нанесения высокотемпературной резистивной пасты серии 33xx (ТУ 011-00387275-13) методом трафаретной печати на лицевую сторону изолирующей подложки с последующей сушкой в ИК печи при 150°C и вжиганием в конвейерной мультизонной печи с профилем температуры до 850°C. Далее сформировали защитный слой посредством нанесения высокотемпературной защитной пасты 6550 (ТУ 011-00387275-13) на резистивный слой методом трафаретной печати с последующей сушкой в ИК печи при 150°C и вжиганием в конвейерной мультизонной печи с профилем температуры до 610°C. После чего производили лазерную подгонку сопротивления резисторов с последующим формированием дополнительного защитного слоя посредством нанесения низкотемпературной защитной пасты 4081 (ТУ 031-00387275-09) методом трафаретной печати с последующей сушкой в ИК печи при 150°C и вжиганием в конвейерной мультизонной печи при температуре (200±20)°C. Далее проводили маркировку посредством нанесения маркировочной пасты 4082 (031-00387275-09 ТУ) методом трафаретной печати с последующей сушкой в ИК печи при 150°C и вжиганием в конвейерной мультизонной печи при температуре (180-200)°C. Далее производили разлом подложек на полосы (плата-ряды), после чего формировали охватывающие контакты посредством обмакивания в низкотемпературную проводниковую пасту H9134W с последующей сушкой при температуре 150°C и гальваническим осаждением слоев никеля и припоя (сплава олово-свинец).
Пример 2.
В качестве основы резистора использовалась изолирующая подложка (алюмооксидная пластина). Вначале на тыльную сторону изолирующей подложки наносили методом трафаретной печати слой высокотемпературной проводниковой пасты ПП-8 (ЕТ0.035.367 ТУ) с последующей сушкой в ИК печи при 150°C и вжиганием в конвейерной мультизонной печи с профилем температуры до 850°C, для формирования нижних планарных контактов, затем на лицевой стороне изолирующей подложки таким же образом формировали верхние планарные контакты. После чего сформировали резистивный слой посредством нанесения высокотемпературной резистивной пасты серии 33xx (ТУ 011-00387275-13) методом трафаретной печати на лицевую сторону изолирующей подложки с последующей сушкой в ИК печи при 150°C и вжиганием в конвейерной мультизонной печи с профилем температуры до 850°C. Далее сформировали защитный слой посредством нанесения высокотемпературной защитной пасты 6550 (ТУ 011-00387275-13) на резистивный слой методом трафаретной печати с последующей сушкой в ИК печи при 150°C и вжиганием в конвейерной мультизонной печи с профилем температуры до 610°C. После чего производили лазерную подгонку сопротивления резисторов с последующим формированием дополнительного защитного слоя посредством нанесения высокотемпературной пасты ПЗХ-2 (ЕТ0.035.464 ТУ) с последующей сушкой в ИК печи при температуре 150±20°C и вжиганием в конвейерной мультизонной печи при температуре до 620°C. Далее проводили маркировку посредством нанесения маркировочной пасты 4082 (031-00387275-09 ТУ) методом трафаретной печати с последующей сушкой в ИК печи при 150°C и вжиганием в конвейерной мультизонной печи при температуре (180-200)°C. Далее производили разлом подложек на полосы (плата-ряды), после чего формировали охватывающие контакты посредством обмакивания в низкотемпературную проводниковую пасту H9134W с последующей сушкой при температуре 150°C и гальваническим осаждением слоев никеля и припоя (сплава олово-свинец).
Надежность резисторов подтверждена испытаниями. Интенсивность отказов (X) в предельно-допустимых режимах эксплуатации (Р=Рном., t=85°C) не более 2×10-7 1/ч в течение наработки tλ=25000 в пределах срока службы (Тсл) 25 лет.
Таким образом, использование предлагаемого изобретения позволяет увеличить выход годных резисторов (от 10% по прототипу до 73% в предлагаемом способе) с одновременным повышением технических характеристик резисторов, таких как стабильность, надежность и температурный коэффициент сопротивления (ТКС), за счет использования защитных слоев, пассивирующих резистивный слой, значительного снижения температурных воздействий на резистивный слой после его формирования, более точного, локализованного метода подгонки (лазерного).
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2014 |
|
RU2552631C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОПЛЁНОЧНЫХ РЕЗИСТОРОВ | 2021 |
|
RU2770908C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 2020 |
|
RU2755943C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОПЛЁНОЧНЫХ РЕЗИСТОРОВ | 2021 |
|
RU2770906C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОПЛЁНОЧНЫХ РЕЗИСТОРОВ | 2021 |
|
RU2776657C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТИВНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2497217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЧИП-РЕЗИСТОРОВ | 2014 |
|
RU2551905C1 |
| СПОСОБ ПОЛУЧЕНИЯ ТОЛСТОПЛЁНОЧНЫХ СТРУКТУР ДЛЯ ТЕПЛОЭЛЕКТРИЧЕСКИХ ГЕНЕРАТОРОВ | 2020 |
|
RU2755344C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТЕРМОРЕЗИСТОРА | 2024 |
|
RU2839451C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ЧИП-РЕЗИСТОРОВ ПО ГИБРИДНОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2402088C1 |
Изобретение относится к электронной технике, а именно к производству постоянных резисторов, и может быть использовано в электронной, радиотехнической и других смежных отраслях промышленности. В способе изготовления толстопленочных резисторов, включающем последовательное нанесение методом трафаретной печати на изолирующую подложку проводникового и резистивного слоев с последующими сушкой и вжиганием в воздушной атмосфере, на резистивный слой дополнительно наносят слой высокотемпературной защитной пасты методом трафаретной печати с последующим вжиганием, затем после лазерной подгонки сопротивления резисторов наносят дополнительный защитный слой методом трафаретной печати, затем формируют охватывающие контакты посредством нанесения низкотемпературной проводниковой пасты с последующей сушкой и гальваническим осаждением слоев никеля и припоя. Технический результат заключается в повышении выхода годных резисторов с одновременным повышением технических характеристик резисторов. 1 з.п. ф-лы, 2 табл., 1 ил.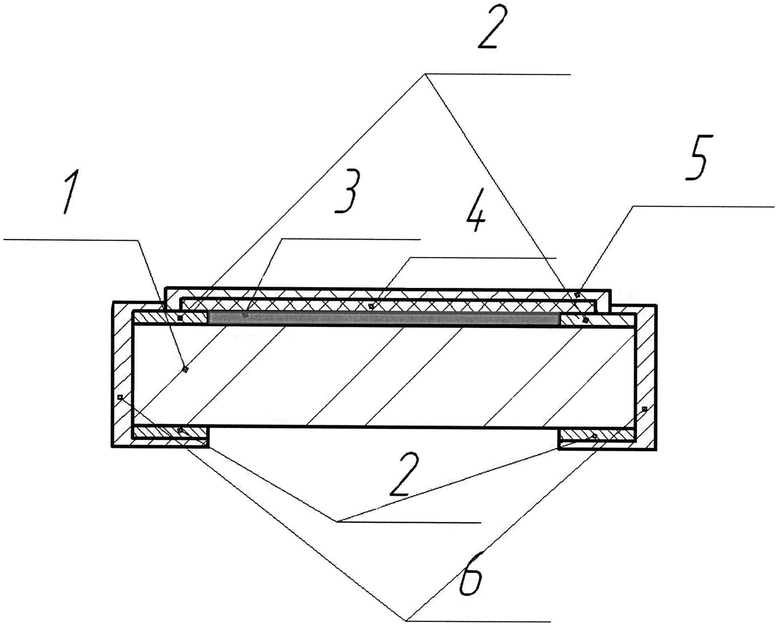
1. Способ изготовления толстопленочных резисторов, включающий последовательное нанесение методом трафаретной печати на изолирующую подложку проводникового и резистивного слоев с последующими сушкой и вжиганием в воздушной атмосфере, отличающийся тем, что на резистивный слой дополнительно наносят слой высокотемпературной защитной пасты методом трафаретной печати с последующим вжиганием, затем после лазерной подгонки сопротивления резисторов наносят дополнительный защитный слой для областей подгонки методом трафаретной печати, затем формируют охватывающие контакты посредством нанесения проводниковой пасты с последующей сушкой и гальваническим осаждением слоев никеля и припоя.
2. Способ по п. 1, отличающийся тем, что для формирования дополнительного защитного слоя используют высокотемпературную или низкотемпературную защитную пасту.
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТИВНЫХ ЭЛЕМЕНТОВ | 2012 |
|
RU2497217C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕЦИЗИОННЫХ ЧИП-РЕЗИСТОРОВ ПО ГИБРИДНОЙ ТЕХНОЛОГИИ | 2009 |
|
RU2402088C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОПЛЕНОЧНЫХ РЕЗИСТОРОВ | 1994 |
|
RU2086027C1 |
| СОСТАВ ДЛЯ ПОЛУЧЕНИЯ РЕЗИСТИВНОЙ ПЛЕНКИ | 1997 |
|
RU2159475C2 |
| US 2009153287 A1, 18.06.2009 | |||
| US 2008272879 A1, 06.11.2008 | |||
| US 6180164 B1, 30.01.2001 | |||

