Настоящее изобретение относится к способу изготовления огнестойкой плиты из древесной стружки и к огнестойкой плите, сформированной из древесной стружки.
Ориентированная стружечная плита, также известная как ОСП, вафельная плита, «Sterling» плита или плита для наружных работ и «SmartPly», является широко используемым высокотехнологичным древесным продуктом, сформированным из древесных стружек (древесных спилов), часто уложенных слоями и особым образом ориентированных. По внешнему виду плита может иметь шероховатую и пеструю поверхность и содержать отдельные стружки (обычно имеющие размеры около 2,5 см × 15,0 см каждая), уложенные неравномерно одна поперек другой. Ориентированные стружечные плиты являются дешевыми и прочными плитами, и это делает их очень хорошим строительным материалом.
В большинстве стран имеются определенные правила, направленные на защиту от пожаров, устанавливающие определенные стандарты по сдерживанию возгорания строительных материалов, предназначенных для использования внутри помещений, особенно - для использования в общественных зданиях. Однако существует проблема, связанная с огнезащитными составами, используемыми в промышленности в настоящее время, являющимися токсичными для людей и животных. Строительные материалы, обработанные такими известными, токсичными, огнезащитными составами неизбежно выделяют некоторые из них в окружающую среду, что делает строительные материалы, обработанные такими токсичными составами, непригодными для использования внутри помещений.
В Международной заявке WO 03/099533 раскрыт способ изготовления защищенных от возгорания ОСП. Согласно раскрытому способу отрезки древесины пропитывают огнезащитной композицией до их переработки в стружку. Пропитку огнезащитным составом производят посредством применения так называемого процесса «разрежение-давление», при котором древесину сначала подвергают воздействию разрежения, а затем добавляют огнезащитную композицию и подвергают воздействию повышенного давления для пропитки отрезков древесины. Эти пропитанные отрезки древесины затем перерабатывают в стружку, которую затем используют для изготовления ОСП традиционным способом.
В Международной заявке WO 01/53621 раскрыт другой способ изготовления защищенных от возгорания ОСП. Согласно раскрытому способу стружку пропускают через разбрызгивающее устройство, в котором на нее напыляют водный раствор огнезащитной минеральной композиции, содержащей сульфат аммония и/или фосфат аммония. Вслед за разбрызгивающим устройством установлен воздухонагреватель. Затем стружку транспортируют этим горячим воздухом через сушилку. Из этой пропитанной стружки изготавливают защищенные от возгорания ОСП.
В Международной заявке WO 97/46635 раскрыта огнезащитная композиция для использования ее в ОСП, где упомянутая композиция содержит смесь сульфата аммония, буры и тринатрийфосфата. Кроме того, раскрыты ОСП, содержащая такую огнезащитную композицию, и способ изготовления защищенной от возгорания ОСП. Способ включает этапы пропитки стружки водным раствором упомянутой выше смеси и последующей сушки стружки до влажности в диапазоне от 1% до 12%. После такой сушки стружку покрывают связующим и формируют из нее панели.
Однако для изготовления безошибочным и эффективным способом защищенных от возгорания ОСП при крупномасштабном производстве требуется внимательно рассмотреть несколько технических проблем, не указанных ни в одном из упомянутых выше документов. Для создания эффективного способа изготовления защищенных от возгорания ОСП необходимо осуществлять пропитку стружки с такой производительностью, чтобы это не мешало осуществлению или не приводило бы к прерыванию осуществления остальных этапов технологического процесса, связанных с крупномасштабным производством ОСП. Кроме того, некоторое количество огнезащитной химической композиции может просачиваться наружу из стружки и покрывать ее поверхность таким образом, что нанесенное после этого связующее не будет скреплять вместе стружки должным образом, что опять-таки может приводить к получению непригодных и непрочных ОСП.
Таким образом, задачей настоящего изобретения является создание усовершенствованного способа изготовления огнестойких плит, сформированных из древесной стружки, который можно применять в крупномасштабном производстве упомянутых плит, где влияние упомянутых выше и других проблем ослаблено.
Дополнительной задачей настоящего изобретения является создание огнестойкой плиты, сформированной из древесной стружки, пригодной для использования в качестве строительного материала внутри помещения.
Согласно настоящему изобретению упомянутые выше и другие задачи достигают посредством применения способа изготовления огнестойкой плиты из древесной стружки, где способ включает следующие этапы в заданном порядке:
(a) обеспечение древесной стружки;
(b) погружение древесной стружки в водный раствор огнезащитной химической композиции;
(c) отделение древесных стружек друг от друга;
(d) по меньшей мере, частичную сушку древесной стружки;
(e) нанесение связующего на древесную стружку; и
(f) формирование плит предварительно определенной формы из стружки.
Посредством погружения стружки в водный раствор огнезащитной химической композиции фактически каждую отдельную стружку древесины в плите делают защищенной от возгорания. Однако для достижения эффективной и экономной по времени пропитки стружки огнезащитной химической композицией, стружки отделяют друг от друга на этапе (c) технологического процесса. Исследования показали, что продолжительность пропитки может быть сокращена с приблизительно 12 часов до нескольких минут, если достигается должным образом такое отделение стружек. Этапы (b)-(d) способа можно осуществлять, используя уже существующее оборудование для изготовления, например, ориентированных стружечных плит, где этапы (a), (e) и (f) способа можно осуществлять известным образом в данной области производства плит из древесной стружки. Например, обычно на этапе (a) стружку срезают с бревен. При погружении стружки в водный раствор огнезащитной химической композиции, она, таким образом, абсорбирует этот водный раствор до тех пор, пока не становится пропитанной им. На этапе (d) стружку, по меньшей мере, частично высушивают, в результате чего из упомянутой стружки удаляют воду, по меньшей мере, частично, но огнезащитная химическая композиция остается внутри стружки. Таким образом, стружку пропитывают огнезащитной химической композицией до нанесения связующего на стружку, и из стружки формируют плиту предварительно определенной формы.
Этап (c) отделения стружек друг от друга благоприятным образом осуществляют по существу одновременно с этапом (b) погружения стружки в водный раствор огнезащитной химической композиции, т.е. стружки благоприятным образом отделяют друг от друга в водном растворе огнезащитной химической композиции. Таким способом достигают условия, при котором фактически вся поверхность каждой отдельной стружки подвергается воздействию водного раствора огнезащитной химической композиции, таким образом, повышая эффективность пропитки стружки.
В варианте осуществления <технологического процесса> этап (c) отделения стружек друг от друга может включать перемешивание смеси стружки и водного раствора огнезащитной химической композиции. Это можно, например, выполнять посредством использования механических средств перемешивания, известных в данной области производства. Исследования, однако, неожиданно показали, что повышение эффективности пропитки (например, сокращение периода времени, требующегося для пропитки стружки) происходит, если это перемешивание достигают посредством направления воздушных пузырьков через водный раствор огнезащитной химической композиции.
Этап (a) обеспечения древесной стружки предпочтительно включает этап обеспечения древесной стружки, обладающей влажностью в диапазоне от 5% до 25%, предпочтительно - в диапазоне от 5% до 20%, даже более предпочтительно - в диапазоне от 8% до 20%. Исследования показали, что для большинства обычно используемых видов древесины (например, осины или тополя) пропитка осуществляется наиболее эффективно, если стружка обладает влажностью в диапазоне от 12% до 17%, который поэтому является наиболее предпочтительным диапазоном влажности стружки, используемой согласно настоящему способу.
В предпочтительном варианте осуществления способ дополнительно включает этап измерения, при котором определяют, обладает ли древесная стружка требуемой влажностью в диапазоне от 5% до 25%, предпочтительно - в диапазоне от 5% до 20%, даже более предпочтительно - в диапазоне от 8% и 20%, или даже более предпочтительно - в диапазоне от 12% до 17%, до выполнения этапа (b).
Способ предпочтительно дополнительно включает: этап повышения влажности стружки, если измерения показывают, что стружка обладает влажностью ниже требуемой; или этап предварительной сушки стружки, если измерения показывают, что стружка обладает влажностью выше требуемой. Таким образом достигают условия, при котором стружка обладает оптимальной влажностью, когда ее погружают в водный раствор огнезащитной химической композиции, т.е. стружка обладает влажностью, способствующей наиболее эффективной (быстрой) пропитке стружки. Это является очень важным параметром, так как, если невозможно пропитать стружку достаточно быстро, то пропитка стружки отрицательно скажется на осуществлении других дополнительных этапов обработки, используемых при изготовлении ОСП.
При извлечении стружки из водного раствора огнезащитной химической композиции, она является настолько мокрой, что связующее, обычно используемое при изготовлении ОСП, не сцепляется со стружкой. Таким образом, этап (d) сушки древесной стружки включает этап сушки древесной стружки до влажности в диапазоне от 4% до 10%, предпочтительно - в диапазоне от 4% до 8%, например, до около 6%.
Этап (d) сушки древесной стружки предпочтительно включает этап сушки древесной стружки таким образом, чтобы по существу не просачивалось наружу из стружки или просачивалось пренебрежительно малое количество огнезащитной химической композиции, которая осаждалась бы на поверхности упомянутой стружки.
В предпочтительном варианте осуществления этап (d) сушки древесной стружки включает этап сушки стружки в течение от 2 минут до 10 минут, предпочтительно - в течение от 2 минут до 8 минут, даже более предпочтительно - в течение от 2 минут до 6 минут, еще даже более предпочтительно - в течение от 3 минут до 4 минут. Исследования показали, что, если стружку высушивают слишком быстро или при слишком высокой температуре, то части химической композиции опять-таки просачиваются наружу из стружки и осаждаются на поверхности стружек. Если это случается, то связующие, введенные при изготовлении ОСП, не могут сцепляться должным образом со стружкой, и поэтому невозможно использовать стружку для изготовления ОСП. Исследования показали, что, если стружку высушивают в течение периодов, упомянутых выше, то можно преодолеть проблемы, связанные с просачиванием наружу частей огнезащитной химической композиции и возможно изготовление ОСП из стружки, которые отвечали бы требованиям стандартизованных испытаний на прочность. Однако для осуществления этапа (d) при крупномасштабном производстве ОСП, замедленная скорость сушки должна быть сбалансирована с требуемой скоростью всего технологического процесса, которая отражена в предпочтительных интервалах, упомянутых выше.
В предпочтительном варианте осуществления водный раствор огнезащитной химической композиции содержит ненасыщенный раствор огнезащитной химической композиции. Таким образом, исключают проблемы, связанные со слишком сильной пропиткой огнезащитной химической композицией. Эти проблемы заключаются, например, в том, что структура древесной стружки может быть ослаблена или, по меньшей мере, частично разрушена и, таким образом, уменьшена прочность стружки. Это приводит к тому, что ОСП, изготовленные из такой стружки, становятся слишком непрочными.
Водный раствор огнезащитной химической композиции предпочтительно содержит менее 25 масс.% упомянутого раствора, предпочтительно - в диапазоне от 15,0 масс.% до 22 масс.% упомянутого раствора, например, 18,5 масс.% упомянутого раствора. Испытания, проведенные заявителем, неожиданно показали, что оптимальные результаты достигаются, если используют огнезащитную химическую композицию в диапазоне от 15,0 масс.% до 22 масс.%.
В варианте осуществления этап (b) погружения древесной стружки в водный раствор огнезащитной химической композиции включает подэтап погружения древесной стружки в водный раствор огнезащитной химической композиции в среднем менее чем на 10 минут, предпочтительно - в диапазоне от 2 минут до 6 минут, даже более предпочтительно - в диапазоне от 3 минут до 4 минут, в среднем. Испытания, проведенные заявителем, неожиданно показали, что оптимальные результаты достигаются, если стружки отделены, например, посредством перемешивания; при этом стружки в достаточной мере пропитываются огнезащитной химической композицией, если они погружены в упомянутый водный раствор в среднем менее чем на 10 минут, предпочтительно - в диапазоне от 2 минут до 6 минут, даже более предпочтительно - в диапазоне от 3 минут до 4 минут, в среднем. Таким образом, возможно балансирование потребности в поддержании общей скорости линии для изготовления ОСП и достаточной пропитки стружки огнезащитной химической композицией.
В предпочтительном варианте осуществления связующие на основе смол используют отдельно или в сочетании с воском. Например, можно использовать 95 масс.% древесной стружки и 5 масс.% воска и смолы.
В предпочтительном варианте осуществления этап (f) способа согласно изобретению дополнительно включает подэтапы:
- ориентирования стружек таким образом, чтобы они располагались по существу параллельно друг другу;
- прессования ориентированной стружки и связующего посредством приложения давления с приданием предварительно определенной формы; и
- термофиксации упомянутой спрессованной смеси стружки и связующего для изготовления стружечной плиты, имеющей предварительно определенную форму.
Альтернативно этап (f) дополнительно включает подэтапы:
- формирования, по меньшей мере, двух слоев стружки, где стружки в каждом слое расположены по существу параллельно друг другу;
- укладки слоев один на другой таким образом, чтобы стружки в двух прилегающих слоях были расположены не параллельно друг другу;
- прессования слоев стружки и связующего посредством приложения давления с приданием предварительно определенной формы; и
- термофиксации упомянутой спрессованной смеси стружки и связующего для изготовления слоеной плиты из стружки, имеющей предварительно определенную форму.
Слои можно формировать посредством распиливания древесины в стружку, которую просеивают, а затем ориентируют на транспортерной ленте или проволочной сетке. Затем образуют ковер на линии формирования, где слои формируют таким образом, чтобы наружные слои были направлены вдоль прочностной оси плиты, а внутренние слои были ориентированы в поперечном направлении. Количество укладываемых слоев определяют частично, учитывая толщину панели, но количество ограничено наличием оборудования, установленного на производственном участке. Однако можно также варьировать толщину отдельных слоев для получения готовых панелей различной толщины (обычно из слоя толщиной 15 см изготавливают плиту толщиной 15 мм).
В еще одном альтернативном варианте осуществления этап (f) дополнительно включает подэтапы:
- прессования стружки и связующего посредством приложения давления с приданием предварительно определенной формы; и
- термофиксации упомянутой спрессованной смеси стружки и связующего для изготовления стружечной плиты, имеющей предварительно определенную форму.
Таким образом, достигается простой способ изготовления плит, при осуществлении которого не требуется ориентирование <стружек параллельно друг другу>.
В предпочтительном варианте осуществления от 60% до 70% стружек имеет длину от 5 см до 20 см, тогда как остальные 30% - 40% стружек обычно меньше 5 см и их используют в качестве наполнителя при прессовании для формирования плиты.
Ковер укладывают в термический пресс для прессования стружки и скрепления ее посредством тепловой активизации и термофиксации смолы, нанесенной на стружку. Отдельные плиты можно затем отрезать от ковров с приданием им окончательных размеров.
В одном варианте осуществления связующим является сульфонированная фенолформальдегидная смола с катализатором термофиксации. В одном варианте осуществления прессование стружки и связующего посредством приложения давления с приданием плите предварительно определенной формы осуществляют при давлении около 4200 кПа, а термофиксацию осуществляют при температуре 160°С.
В предпочтительном варианте осуществления этап (d) сушки древесной стружки включает этап подвергания древесной стружки воздействию струи воздуха, имеющей направление, по существу противоположное направлению силы тяжести стружек. Таким образом, струей воздуха удаляют влагу и снижают содержание воды в стружке, в результате чего стружка становится более легкой. Давление струи воздуха, направленной против силы тяжести стружки, может быть сбалансировано таким образом, чтобы при достаточно низком содержании воды в стружке стружка перемещалась бы дальше вверх, в трубу или туннель до тех пор, пока она не достигала бы уровня, на котором содержание воды является достаточно низким для их продвижения дальше к станции, на которой на стружку наносят связующее. Процесс на этих станциях может осуществляться полностью с помощью воздушных потоков.
В одном варианте осуществления этап (e) нанесения связующего на древесную стружку включает подэтап напыления связующего на древесную стружку и/или помещения древесной стружки в связующее.
В предпочтительном варианте осуществления огнезащитная химическая композиция содержит фосфатное соединение или фосфорный материал. Фосфатным соединением может быть, например, фосфат аммония (CAS № 10124-31-9) (CAS № - номер по реферативному журналу «Кемикал абстрактс».), хотя можно использовать и другие типы фосфатов, например, фосфат калия или фосфат натрия. Таким образом, считается, что можно использовать любой тип фосфатного соединения. Предпочтительный вариант осуществления изобретения включает диаммонийфосфат (CAS № 7783-28-0). Однако считается, что можно использовать и другие формы фосфата аммония, например, моноаммонийфосфат (CAS № 7-722-76-1), полифосфат аммония или некоторые другие типы соединений фосфата аммония. Химическая структура диаммонийфосфата делает его особенно пригодным ингредиентом для некоторых вариантов осуществления изобретения.
В предпочтительном варианте осуществления огнезащитная химическая композиция содержит соединение для регулирования pH. Хотя pH можно варьировать в широком диапазоне, pH композиции предпочтительно поддерживают в диапазоне от около pH 5 до pH 9, более предпочтительно - от около pH 6,5 до pH 7,5. В некоторых вариантах осуществления pH составляет около 7.
Соединение для регулирования pH предпочтительно является слабой органической кислотой. Под слабой кислотой здесь понимают кислоту, разлагающуюся не полностью, т.е. она не выделяет все ее атомы водорода в раствор, выделяя только часть ее протонов в раствор. Эти кислоты обладают более высоким показателем кислотности (pKa), чем сильные кислоты, которые выделяют все их атомы водорода при растворении в воде. Под органической кислотой здесь понимают органическое соединение с кислотными свойствами. Например, органическими кислотами могут быть карбоксильные кислоты, кислотность которых связана с их карбоксильной группой -COOH или, например, сульфоновые кислоты, содержащие группу -SO2OH, которые являются относительно более сильными кислотами. Обычно относительная стабильность основания, сопряженного с кислотой, определяет ее кислотность. Другие группы могут также придавать кислотность, обычно - слабую: -OH, -SH, енольная группа и фенольная группа. Например, можно использовать любую из следующих кислот: молочную кислоту, уксусную кислоту, муравьиную кислоту, лимонную кислоту, щавелевую кислоту, мочевую кислоту.
pH можно также регулировать посредством использования соответствующих фосфатных солей или посредством добавления небольших количеств сильных кислот, например, HCl, или сильных оснований, например, NaOH. Лимонная кислота может быть особенно пригодна, так как она является относительно мягкой кислотой, по поводу которой можно ссылаться на покупателей, государственные органы или на любых других персон, обладающих правами проверки ингредиентов, предлагаемых к применению согласно изобретению. Количество кислотных материалов зависит от типа используемого кислотного материала, и его можно варьировать в широком диапазоне.
В некоторых вариантах осуществления изобретения защитный материал добавляют для предотвращения размножения бактерий или плесени во время транспортировки и/или хранения композиции. Можно использовать любой пригодный для этой цели защитный материал. Защитный материал предпочтительно содержит источник ионов бензоата. В некоторых вариантах осуществления источником ионов бензоата является бензойная кислота, а натрийбензоат является предпочтительным источником. Натрийбензоат может быть особенно пригоден, так как он является встречающимся в природных условиях защитным средством, по поводу которого можно ссылаться на покупателей, государственные органы или на любых других персон, обладающих правами проверки ингредиентов, предлагаемых к применению согласно изобретению. В альтернативном варианте осуществления в качестве защитного материала можно использовать Bronopol (CAS № 52-51-7).
Защитный материал предпочтительно добавляют в достаточном количестве для подавления размножения бактерий и плесени в композиции в течение требуемого периода времени. В вариантах осуществления, в которых используют натрийбензоат, его количество можно варьировать в широком диапазоне. Считается, что диапазоны можно смещать в зависимости от типа используемого защитного материала. Натрийбензоат, при использовании его в диапазоне от около 0,9% до 2,0%, благоприятным образом уничтожает все бактерии и плесень, по меньшей мере, на один год в композиции, которую хранят при комнатной температуре и в закрытом контейнере.
Кроме того, источник ионов бензоата действует как ускоритель в отношении огнезащитной композиции, частично потому, что эффективно изменяет поверхностное натяжение водного раствора огнезащитной химической композиции таким образом, что она приобретает способность равномерного растекания по всему материалу (в данном случае по древесной стружке), на которую она нанесена.
В предпочтительном варианте осуществления фосфатное соединение составляет в диапазоне от 5 масс.% до 30 масс.% огнезащитной химической композиции. Хотя можно использовать фосфат аммония в широком диапазоне концентраций, диаммонийфосфат предпочтительно может составлять от около 2% до около 30% композиции, если в композиции также присутствует водный растворитель. Более предпочтительно диаммонийфосфат составляет от около 9% до около 23% композиции, а наиболее предпочтительно он составляет от около 14% до 18% композиции. Считается, что эти диапазоны можно смещать в зависимости от типа используемого материала, содержащего фосфатное соединение.
В одном варианте осуществления соединение для регулирования pH составляет в диапазоне от 0,25 масс.% до 10,0 масс.% огнезащитной химической композиции. В качестве соединения для регулирования pH предпочтительно используют лимонную кислоту, и ее количество предпочтительно составляет от около 0,25 масс.% до около 10,0 масс.% или от 0,25 масс.% до 4,0 масс.% композиции, если в композиции также присутствует водный растворитель. Более предпочтительно количество лимонной кислоты составляет от около 0,75 масс.% до около 2,0 масс.% композиции, а наиболее предпочтительно - от около 0,9 масс.% до 1,1 масс.% композиции. Считается, что эти диапазоны можно смещать в зависимости от типа используемого кислотного материала.
В другом варианте осуществления защитное соединение составляет в диапазоне от 0,25 масс.% до 15,0 масс.% огнезащитной химической композиции. В вариантах осуществления, в которых в качестве защитного соединения используют натрийбензоат, его количество можно варьировать в широком диапазоне, но предпочтительно натрийбензоат составляет от около 0,25 масс.% до около 15,0 масс.% или от 0,25 масс.% до около 7 масс.% композиции, если в композиции также присутствует водный растворитель. Более предпочтительно натрийбензоат составляет от около 0,75 масс.% до около 4 масс.% композиции, а наиболее предпочтительно - от около 0,9 масс.% до 2 масс.% композиции. Считается, что эти диапазоны можно смещать в зависимости от типа используемого защитного материала. Натрийбензоат, при использовании его в диапазоне от около 0,9% до 2,0%, благоприятным образом уничтожает все бактерии и плесень, по меньшей мере, в течение одного года в композиции, которую хранят при комнатной температуре и в закрытом контейнере.
В одном предпочтительном варианте осуществления огнезащитное химическое соединение содержит в смеси: фосфат аммония, источник ионов цитрата, источник ионов бензоата, где источник ионов цитрата составляет 1 массовую часть, фосфат аммония составляет от 12,7 до 20,0 массовых частей, а источник ионов бензоата составляет от 0,8 до 2,2 массовых частей. Испытания показали, что композиция особенно эффективна при наличии ингредиентов в указанных диапазонах или соотношениях.
Ингредиенты огнезащитной композиции можно соединять любым пригодным способом для приготовления композиции. Ниже рассмотрен пример одного способа соединения ингредиентов для получения композиции, содержащей водный растворитель. Приблизительно 50% водного растворителя может быть залито в ванну или другой контейнер соответствующего размера. Диаммонийфосфат может быть добавлен при быстром перемешивании, и перемешивание можно продолжать в течение около 10-15 минут до тех пор, пока диаммонийфосфат не растворится полностью. Затем может быть добавлена лимонная кислота при продолжающемся быстром перемешивании в течение около 5 минут. Затем может быть добавлен натрийбензоат при продолжающемся быстром перемешивании в течение около следующих 5 минут до тех пор, пока жидкость не станет прозрачной. Остальные 50% водного растворителя могут быть затем добавлены при продолжающемся перемешивании раствора в течение приблизительно 5 дополнительных минут. В идеале композиция должна быть прозрачной, и ингредиенты должны быть полностью растворены без каких-либо видимых следов твердых материалов. Это - только один пример того, как можно соединять ингредиенты, и специалисту в данной области производства должно быть понятно, что существует ряд других способов смешивания, которые можно использовать.
Ниже рассмотрен пример одного способа соединения ингредиентов для получения композиции, которая, по меньшей мере, первоначально, не содержит водный растворитель. Диаммонийфосфат может быть введен в обычный смеситель любого типа для смешивания порошковых материалов, где его перемешивают до тех пор, пока не растворятся все комки. Затем может быть добавлена лимонная кислота, и ее смешивают в смесителе для порошковых материалов до тех пор, пока не растворятся все комки, а затем все ингредиенты тщательно смешивают вместе. Вслед за этим может быть добавлен натрийбензоат, и его смешивают в смесителе для порошковых материалов до тех пор, пока не растворятся все комки, а затем все ингредиенты тщательно смешивают вместе. Композицию можно теперь продавать или хранить в этом гранулированном или порошкообразном виде. В любой требуемый период времени гранулированную или порошкообразную смесь можно растворить в водном растворителе. Раствор можно перемешивать до тех пор, пока гранулированная порошкообразная смесь не растворится, и не будет содержать комков или видимых следов твердых материалов, и пока раствор не будет прозрачным.
Композицию можно использовать в различных условиях, но при некоторых условиях композиция может быть особенно эффективной. Но было установлено, например, что нанесение композиции на сухие материалы при температуре около 10°С или выше эффективно. Однако композиция эффективна при нанесении при альтернативных условиях. В одном варианте осуществления композицию можно наносить посредством напыления на сухой материал или посредством погружения сухого материала в композицию. Предпочтительно обеспечить возможность высыхания материала после пропитки композицией. Здесь описан только один пример того, как можно использовать композицию, и этот пример не следует интерпретировать как ограничение объема изобретения.
Задача изобретения, кроме того, достигается посредством изготовления плиты, сформированной из множества стружек древесины, спрессованных и скрепленных вместе связующим, где плита дополнительно содержит огнезащитную химическую композицию, где упомянутая композиция содержит фосфатное соединение.
Таким способом получают защищенную от возгорания плиту, которая не обладает вредным побочным воздействием на здоровье человека, как плиты, обработанные огнезащитными композициями, известными в данной области производства. Так как фосфат вообще не опасен для здоровья и жизни людей и других млекопитающих, то возможная эмиссия из плиты остаточного фосфата в окружающую среду обычно не приводит к каким-либо нарушениям здоровья или жизни млекопитающих. Таким образом, получают огнестойкую плиту, которая может быть пригодна в качестве строительного материала для внутреннего оборудования помещений в жилых домах, офисных строениях или других строениях для людей и/или животных.
В варианте осуществления плиты имеется большая часть в виде отдельных стружек плиты, содержащих огнезащитную химическую композицию. В варианте осуществления плиты фосфатным соединением является фосфат аммония.
В варианте осуществления плиты огнезащитная химическая композиция дополнительно содержит соединение для регулирования pH. В варианте осуществления плиты соединением для регулирования pH является слабая органическая кислота.
В варианте осуществления плиты огнезащитная химическая композиция дополнительно содержит защитное соединение. В варианте осуществления плиты защитным соединением является источник ионов бензоата.
В варианте осуществления плиты фосфатное соединение составляет в диапазоне от 5 масс.% до 30 масс.% огнезащитной химической композиции.
В варианте осуществления плиты соединение для регулирования pH составляет в диапазоне от 0,25 масс.% до 10,0 масс.% огнезащитной химической композиции.
В варианте осуществления плиты защитное соединение составляет в диапазоне от 0,25 масс.% до 15,0 масс.% огнезащитной химической композиции.
Задача изобретения также достигается посредством изготовления плиты, сформированной из множества стружек древесины, спрессованных и скрепленных вместе связующим, где плита дополнительно содержит огнезащитную химическую композицию, где упомянутая композиция содержит в смеси: фосфат аммония, источник ионов цитрата, источник ионов бензоата, где источник ионов цитрата составляет 1 массовую часть, фосфат аммония составляет от 12,7 массовых частей до 20,0 массовых частей, а источник ионов бензоата составляет от 0,8 до 2,2 массовых частей.
Для лучшего понимания природы и преимуществ настоящего изобретения приведены для ознакомления остальные части описания и чертежи. В последующем описании предпочтительные варианты осуществления изобретения пояснены более подробно со ссылками на чертежи, на которых изображено:
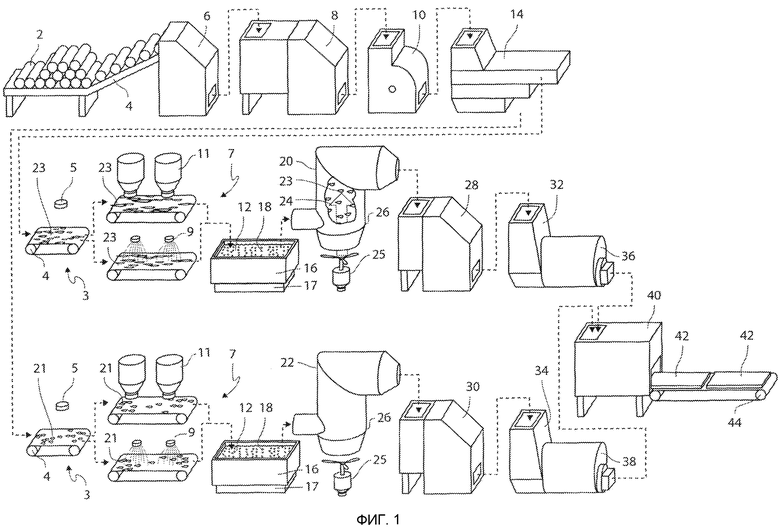
на фиг. 1 - технологическая схема предпочтительного варианта осуществления предложенного в изобретении способа;
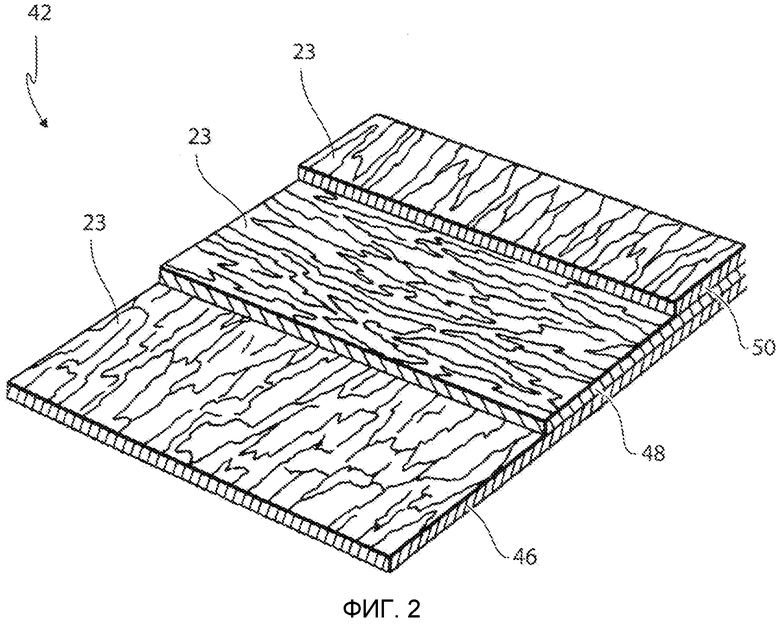
на фиг. 2 - вариант осуществления плиты согласно изобретению; и
на фиг. 3 - блок-схема варианта осуществления способа согласно изобретению.
Ниже настоящее изобретение описано в данном документе более полно со ссылками на прилагаемые чертежи, на которых приведены в качестве примеров варианты осуществления изобретения. Изобретение, однако, может быть воплощено в различных формах, и варианты осуществления, представленные в данном описании, не следует толковать как ограничение объема изобретения. Скорее эти варианты осуществления приведены для более полного и всеобъемлющего раскрытия изобретения и полной характеристики объема изобретения для специалистов в данной области производства. Одинаковыми номерами позиций везде обозначены одинаковые элементы. По этой причине одинаковые элементы не описаны подробно при ссылке на каждый чертеж.
На фиг. 1 схематически показан вариант осуществления способа согласно изобретению. Сначала бревна 2 накладывают на транспортер 4, которым их перемещают к стружечной машине 6 с ножевым барабаном. На стружечной машине 6 с ножевым барабаном бревна 2 режут слоями таким образом, чтобы получались продолговатые спилы древесины, волокнистые элементы которых параллельны длине спилов. Спилы древесины, получаемые на стружечной машине 6 с ножевым барабаном, можно хранить в бункере 8 для хранения до возникновения потребности в них или можно передавать непосредственно в молотковую дробилку 10, в которой дополнительно расщепляют спилы на более мелкие древесные стружки требуемых средних размеров по ширине и длине, таким образом обеспечивая древесную стружку.
Древесную щепу разделяют на три фракции (или большее количество фракций - необязательно), две из которых используют для формирования слоев многослойной плиты. Третья фракция содержит щепу слишком большого размера, непригодную для использования при формировании слоев и поэтому ее измельчают дополнительно для формирования щепы пригодных размеров. В комплексе оборудования, представленном на фиг. 1, древесную щепу сначала пропускают через сепаратор 14 щепы. Сепаратор 14 щепы выполнен с возможностью классификации и разделения древесной щепы на три фракции: мелкую щепу 21, пригодные стружки (обозначенные в данном описании как «стружки» 23), и щепу слишком большого размера.
Для обеспечения того, чтобы стружка 23 древесины обладала требуемой влажностью в диапазоне от 5% до 25%, предпочтительно - в диапазоне от 5% до 20%, даже более предпочтительно - в диапазоне от 8% до 20%, или даже более предпочтительно - в диапазоне от 12% до 17%, стружку пропускают через станцию 3 измерения, где с помощью множества датчиков влажности 5 определяют влажность пропускаемой стружки 23 древесины. Датчики влажности в одном варианте осуществления могут быть емкостными датчиками.
Если измерения показывают, что влажность стружки 23 ниже требуемой величины, то стружку подают на станцию 7 обработки, на которой используют множество спринклеров, или распылителей, 9 для повышения влажности стружки 23. В одном варианте осуществления количество воды, наносимое на стружку 23 посредством множества спринклеров, или распылителей, 9, дозируют в зависимости от измеренной влажности.
С другой стороны, если измерения показывают, что стружка 23 обладает влажностью, которая выше требуемой величины, то стружку 23 подают на станцию обработки, на которой производят предварительную сушку в предварительной сушилке 11. В одном варианте осуществления предварительная сушка включает этап использования нагретой струи воздуха, а в другом варианте осуществления предварительную сушку осуществляют в зависимости от измеренной влажности стружки 23.
Таким образом, достигаются такие условия, при которых стружка 23 обладает оптимальной влажностью до ее погружения в водный раствор огнезащитной химической композиции.
Затем мелкую щепу 21 и стружку 23 древесины погружают в водный раствор огнезащитной химической композиции 12, в котором замачивают мелкую щепу 21 и стружку 23 древесины. Водный раствор огнезащитной химической композиции 12 подают в контейнер 16, в котором производят перемешивание посредством выпуска воздушных пузырьков 18 со дна упомянутого контейнера 16. Под воздействием такого перемешивания стружки 23 отделяют друг от друга, таким образом подвергая по существу все их поверхности воздействию водного раствора огнезащитной композиции 12, что опять-таки приводит к очень эффективной и экономной по времени пропитке. Воздушные пузырьки можно нагнетать в контейнер 16, используя воздушный насос 17. В альтернативных вариантах осуществления можно использовать другие виды перемешивающих средств, например, механические перемешивающие средства. После завершения замачивания древесной стружки в водном растворе огнезащитной композиции 12 в течение достаточно продолжительного периода времени, например, менее 10 минут, например, в диапазоне от 2 минут до 6 минут, например, в течение 3 минут или 4 минут, стружку извлекают из водного раствора огнезащитной композиции 12, например, посредством использования винтового конвейера или других средств (не показаны).
После извлечения мелкой щепы 21 и стружки 23 древесины из водного раствора огнезащитной композиции 12, они слишком мокрые для формирования из них плит. По этой причине их пропускают через дополнительные сушильные аппараты 20 и 22, в которых их, по меньшей мере, частично, высушивают, т.е. высушивают до требуемого уровня содержания влаги. В сушильном аппарате 22 стружку 23 подвергают воздействию струи воздуха, показанной стрелкой 24. Эта струя 24 воздуха направлена по существу против силы тяжести стружек 23. Таким образом струей 24 воздуха удаляют влагу и воду из стружки 23, в результате чего стружка 23 становится более легкой. Давление струи 24 воздуха сбалансировано таким образом против действия силы тяжести стружки 23, что при достаточно низком содержании воды в стружках 23, они перемещаются дальше вверх по трубе, или туннелю, 26 до тех пор, пока не достигается уровень, при котором содержание воды становится достаточно низким для их продвижения дальше к станции, на которой наносят связующее. Струю 24 воздуха можно генерировать посредством вентилятора 25. Сушилка 22 работает так же, как и сушилка 20, и поэтому не описана дополнительно подробно.
Мелкую щепу 21 и кусочки стружек 23 затем хранят в их соответствующих бункерах 30 и 28 до тех пор, пока они не потребуются для формирования плиты. Для рассеивания воздушного потока и загрузки стружки в бункеры 28 и 30, которые также используют в качестве резервных емкостей, можно использовать циклон (не показан). В альтернативных вариантах осуществления бункеры 28 и 30 для выгрузки не обязательны.
При возникновении потребности в мелкой древесной щепе 21 и стружке 23 для формирования плит, их передают из их соответствующих бункеров 30 и 28 в дозирующие бункеры 34 и 32, оперативно связанные со смесителями 38 и 36. Каждый дозирующий бункер 32, 34 служит для выгрузки древесной щепы в его оперативно связанный смеситель 36, 38 с управляемо постоянным расходом. Каждый смеситель 36, 38 также выполнен с возможностью приема связующего (и других добавок, если это требуется) с управляемым расходом. В смесителях 36, 38 тщательно смешивают подаваемые компоненты для формирования примесей из связующего и древесной щепы. Расходом компонентов при подаче управляют для приготовления требуемых соотношений связующего и древесной щепы в примесях. Связующее дозировано подают в каждый из смесителей 36 и 38 с помощью обычного смесителя для смолы (не показан). Смеситель для смолы служит для смешивания отдельных компонентов, составляющих связующее, и других добавок, если их используют, и для измерения требуемого количества связующего, подаваемого в смеситель 36 и/или 38. Любые смолы и связанные с ними компоненты, используемые для приготовления связующих для формирования обычных древесностружечных плит, можно использовать для приготовления связующего для формирования древесностружечной плиты согласно настоящему изобретению. Хотя различные соотношения связующего и древесной щепы можно использовать в примеси из мелкой щепы и стружки (обычно меньшие соотношения связующего и древесной щепы предпочтительны для примесей из мелкой щепы), доступны для использования смесители, в которые можно одновременно дозировано подавать связующее с различным расходом при подаче. В любом случае ряд различных связующих можно использовать для формирования примесей из мелкой щепы и стружки, и примеси можно формировать, чтобы получать любые соотношения (из широкого диапазона соотношений) связующего и древесной щепы. Например, можно использовать связующие на основе мочевиноформальдегидной, фенолформальдегидной смол, мочевины, модифицированной меламином, или диизоцианатной смолы, или их сочетаний, для формирования примесей. Тип связующего и соотношение связующего и древесной щепы, выбранные для примесей из мелкой щепы и стружки, обычно определяют в соответствии с предполагаемым использованием готового продукта, со свойствами, которыми должен обладать готовый продукт, и с технологическим процессом, выбранным для формирования плиты. Связующие на основе фенолформальдегидной смолы можно использовать для изготовления многослойных древесностружечных плит, предназначенных для большей части применений готового продукта. При введении около 8% такого связующего в примесь из мелкой щепы и около 6% такого связующего в примесь из стружки достигается удовлетворительное скрепление. Общее содержание влаги в примеси из стружки предпочтительно составляет в диапазоне от около 8% до 13%, тогда как общее содержание влаги в примеси из мелкой щепы составляет в диапазоне от около 8% до 20%, в расчете на абсолютно сухую массу. Если неудобно или невозможно использовать один смеситель для смолы для доставки связующих для обеих примесей: из мелкой щепы и стружки, то могут быть установлены отдельные смесители для смолы для дозированной подачи требуемого связующего отдельно в отдельные смесители 36 и 38, в которых готовят примеси из мелкой щепы и стружки, соответственно.
Смешанные примеси мелкой щепы 21, покрытой связующим, и стружки 23, покрытой связующим, транспортируют к питающим бункерам, связанным с устройством 40 для прессования древесины, используемым для формирования ориентированных стружечных плит 42. Смешанные примеси мелкой щепы 21, покрытой связующим, и стружки 23, покрытой связующим, транспортируют к прессующему устройству 40, в котором мелкую щепу 21 и стружку 23 смешивают в требуемом соотношении и прессуют с приданием предварительно определенной формы, и термофиксируют для изготовления плиты 42 из стружки 23 и мелкой щепы 21, имеющей предварительно определенную форму. Альтернативно только стружку 23 можно использовать для изготовления плиты 42.
В прессующем устройстве 40 стружку 23 (и, возможно, также мелкую щепу 21) подвергают воздействию необходимых условий по давлению и температуре для осуществления прессования и термофиксации связующего, в результате чего получают цельное, сильно уплотненное тело древесностружечной плиты 42.
Для формирования древесностружечной плиты можно использовать широкий диапазон сочетаний давления и температуры. Условия, создаваемые в прессующем устройстве, по давлению и температуре, можно варьировать либо с целью улучшения определенных свойств, либо для получения наилучшего сочетания всех свойств изготавливаемой древесностружечной плиты. Конкретные величины температуры и давления, требующиеся для получения многослойной древесностружечной плиты конкретной конструкции, обладающей требуемым набором свойств, могут быть определены эмпирически. Температуры до 230°С и давления в диапазоне от 35 до 50 килофунтов на кв. сантиметр (кф/см2) (1 кф/см2 ≈ 454 кг/см2) могут быть использованы для формирования древесностружечной плиты. После завершения цикла прессования, на который требуется от 1 минуты до 10 минут, в зависимости от толщины и требуемой плотности готовой древесностружечной плиты, плиты укладывают на роликовый конвейер 44 для подачи для хранения или к дополнительному обрабатывающему оборудованию. Дополнительное обрабатывающее оборудование обычно содержит пилы для обработки краев и торцов для формирования прямолинейных краев и торцов секций древесностружечных плит, и пилы для поперечной и продольной резки для разрезания секций на пиломатериалы с требуемыми предварительно определенными размерами. Кроме того, сформированные секции древесностружечной плиты могут быть разрезаны для получения пиломатериалов, содержащих один поверхностный слой. Это осуществляют посредством разрезания сформированной древесностружечной плиты, в общем, вдоль ее плоскости, определяемой длиной и шириной. Например, можно изготавливать посредством распиливания сформированной древесностружечной плиты под небольшим углом к ее плоскости, определяемой длиной и шириной, наружный обшивочный пиломатериал, снабженный фаской, с одним поверхностным слоем. Поэтому следует понимать, что из такой древесностружечной плиты может быть изготовлен широкий ряд различных пиломатериалов.
Хотя до сих пор был описан конкретный комплекс оборудования для изготовления конкретной древесностружечной плиты, при использовании других комплексов оборудования можно также изготавливать эти и другие виды плит. Например, в состав производственной линии могут быть включены: аппарат для предварительного прессования и высокочастотный (ВЧ) нагревательный аппарат для предварительного нагрева. Благодаря использованию аппаратов для предварительного прессования и предварительного нагрева сокращают общую продолжительность периода прессования, требующегося для формирования плит, особенно при изготовлении многослойных древесностружечных плит. В линию для производства древесностружечных плит могут быть также включены: аппарат для взвешивания ковра и браковочный аппарат для разбраковки ковра, для удаления с производственной линии плохо сформированных секций ковра, обычно определяемых как секции ковра, имеющие несоответствующую массу. Удаленные, или отбракованные, секции ковра можно, например, транспортировать посредством использования поворотного конвейера к устройству для разбивания ковра и возврата полученного материала в бункер 8 для хранения мокрых спилов.
Для осуществления способа может быть также включено оборудование для ориентирования стружек таким образом, чтобы они располагались по существу параллельно друг другу, и/или для формирования, по меньшей мере, двух слоев стружки, в которых стружки в каждом слое располагались бы по существу параллельно друг другу, и оборудование для укладки слоев один на другой таким образом, чтобы стружки двух прилегающих слоев были расположены не параллельно друг другу, таким образом, изготавливая ориентированную стружечную плиту с перекрещивающимися слоями стружки.
На фиг. 2 показан вариант осуществления ориентированной стружечной плиты 42 согласно изобретению, содержащей три слоя 46, 48, 50 из стружки 23, два из которых являются одинаковыми поверхностными слоями 46 и 50, и один - средний слой 48. Кроме того, представленный вариант осуществления является длинной прямоугольной плитой, обычно используемой в качестве готового сортового пиломатериала. Однако, как должно быть совершенно понятно из всего описания настоящего изобретения, представленные количество слоев и конфигурация многослойной древесностружечной плиты являются просто примерами, и их можно варьировать без отступления от объема и сущности настоящего изобретения.
Множество стружек 23 древесины спрессованы и скреплены вместе связующим (например, описанным выше). Плита 42 дополнительно содержит огнезащитную химическую композицию, где упомянутая композиция содержит фосфатное соединение.
Как представлено на фиг. 2, каждый слой 46 состоит по существу из тонких древесных стружек 23, имеющих длину, в несколько раз большую их ширины, изготовленных таким образом, чтобы их волокнистые элементы были расположены по существу параллельно их длине. Хотя древесные стружки 23 обычно являются прямыми, они имеют нерегулярный контур. Стружки 23 распределены в каждом слое 46, 48, 50 относительно друг друга таким образом, что их длина ориентирована по существу параллельно и проходит в направлении, приближающемся к линии, параллельной одному краю слоя 46, 48, 50. Древесные стружки 23 имеют длину в диапазоне от около 12 мм до 150 мм, ширину - в диапазоне от около 2,0 мм до 20,0 мм и толщину - в диапазоне от около 0,2 мм до 0,6 мм. Древесные стружки слоев 46, 48, 50 могут содержать древесную щепу, имеющую размеры, выходящие за пределы указанных выше диапазонов, и обычно содержат значительное количество мелкой древесной щепы, служащей в качестве наполнителя пустот, которые в противном случае имели бы место в слоях 46, 48, 50, из-за нерегулярности контуров стружек 23. Слои 46, 48, 50 могут содержать до около 20%, в расчете на абсолютно сухую массу, мелкой древесной щепы без снижения прочности, долговечности и стабильности свойств плиты 42.
Что касается параллельной ориентации стружек 23, то на фиг. 2 показаны стружки 23 перекрещивающиеся друг с другом с образованием рисунка, напоминающего переплетение нитей в ткани, но при этом имеющие среднее направление, параллельное одному краю слоя 46, 48, 50. Согласно настоящему изобретению параллельную ориентацию используют для определения распределения древесных стружек 23, где средний острый угол между перекрещивающимися стружками составляет менее приблизительно 40°, а среднее направление стружек параллельно одному краю слоя 46, 48, 50,
Три слоя 46, 48, 50 расположены таким образом, чтобы в соприкасающихся слоях направления стружек образовывали перекрещивающийся рисунок. Другими словами, верхний 46 и нижний 50 наружные слои сформированы таким образом, чтобы их стружки 23 были расположены параллельно, а средний слой 48 сформирован таким образом, чтобы его стружки 23 были расположены перпендикулярно к стружкам, из которых сформированы наружные слои 46 и 50. Многослойная плита 42 может быть сформирована из любого количества слоев, т.е. из двух или большего количества слоев 46, 48, 50. Однако наилучшие показатели прочности, долговечности и стабильности свойств достигаются при использовании многослойных конструкций, состоящих из трех или большего количества (нечетного) слоев ориентированных древесных стружек, уложенных таким образом, чтобы в соприкасающихся слоях направления стружек образовывали перекрещивающийся рисунок. Кроме того, повышенную прочность на изгиб и на растяжение достигают посредством ориентирования стружек 23 в многослойной плите, состоящей из нечетного количества слоев таким образом, чтобы стружки 23 в двух наружных слоях 46, 50 располагались их длиной в направлении длины плиты 42, а стружки 23 внутреннего слоя (слоев) располагались в поперечном направлении для формирования требуемого перекрещивающегося рисунка направлений стружек в соприкасающихся слоях.
В альтернативном варианте осуществления оба слоя: верхний слой 50 и нижний слой 46, покрывают поверхностным слоем (не показан), состоящим по существу из мелкой древесной щепы, распределенной в виде определенного, неориентированного рисунка из калиброванной по размеру щепы. Мелкая щепа состоит из древесной щепы с нерегулярным контуром, имеющая ширину и толщину, значительно меньших размеров, чем средняя ширина древесных стружек 23, из которых сформировано три слоя 46, 48, 50. Такая мелкая древесная щепа может иметь форму короткой, продолговатой щепы, гранул и/или длинной, тонкой, древесной волокнистой щепы. Для изготовления многослойных плит, содержащих средние слои, сформированные из древесных стружек 23, имеющих средние размеры в указанных выше диапазонах, мелкую щепу, имеющую ширину и толщину, меньшие верхнего предела, составляющего около 0,50 мм, используют для формирования двух поверхностных слоев (не показаны). Поверхностные слои могут содержать до около 30%, в расчете на абсолютно сухую массу, древесной щепы слишком большого размера, имеющую ширину и/или толщину, большую указанного выше верхнего предела, без снижения способности к формированию ровной отделанной поверхности, особенно, если древесная щепа слишком большого размера ограничена областью поверхностных слоев около или вблизи смежных наружных слоев 46 и 50, соответственно.
На фиг. 3 показана блок-схема варианта осуществления способа согласно изобретению, где упомянутый способ включает следующие этапы в заданном порядке:
(a) обеспечение древесной стружки, представленное блоком 52;
(b) погружение древесной стружки в водный раствор огнезащитной химической композиции, представленное блоком 54;
(c) отделение древесных стружек друг от друга, представленное блоком 56;
(d) по меньшей мере, частичную сушку древесной стружки, представленную блоком 58;
(e) нанесение связующего на древесную стружку, представленное блоком 60;
(f) формирование плит предварительно определенной формы из стружки, представленное блоком 62.
Огнезащитная химическая композиция, упомянутая со ссылкой на любую из фиг. 1, 2 или 3, является предпочтительно огнезащитной химической композицией (в водном растворе), раскрытой в разделе «Краткое описание изобретения», описание которой здесь поэтому не повторяется.
Перечень номеров позиций, указанных на чертежах
Ниже приведен перечень номеров позиций, использованных в разделе «Подробное описание изобретения».
2 - Бревно
3 - Станция измерения для измерения влажности
4 - Конвейер
5 - Датчики влажности
6 - Стружечная машина с ножевым барабаном
7 - Обрабатывающая станция для увлажнения стружки
8 - Бункер для хранения
9 - Спринклеры или распылители
10 - Молотковая дробилка
11 - Предварительная сушилка для предварительной сушки стружки
12 - Водный раствор огнезащитной композиции
14 - Сепаратор щепы
16 - Контейнер для водного раствора огнезащитной композиции 12
17 - Воздушный насос
18 - Воздушные пузырьки
20, 22 - Сушильное устройство
21 - Мелкая древесная щепа
23 - Древесная стружка
24 - Струя воздуха
25 - Вентилятор
26 - Туннель или труба
28, 30 - Бункеры для хранения
32, 34 - Дозирующие бункеры
36, 38 - Смесители
40 - Прессующее устройство
42 - Плита, ориентированная стружечная плита, древесностружечная плита
44 - Конвейер
46 - Нижний слой плиты
48 - Средний, или промежуточный, слой плиты
50 - Верхний слой плиты
50-62 - Этапы способа

Изобретение относится к деревообрабатывающей промышленности, в частности к изготовлению огнестойких плит из древесной стружки. При изготовлении огнестойкой плиты измеряют влажность древесной стружки. Требуемая влажность находится в диапазоне от 5% до 25%, предпочтительно - в диапазоне от 5% до 20%, более предпочтительно - в диапазоне от 8% и 20%. Если измерения показывают, что стружка обладает влажностью ниже требуемой, то повышают влажность стружки. Если измерения показывают, что стружка обладает влажностью выше требуемой, то проводят предварительную сушку стружки. Затем погружают древесную стружку в водный раствор огнезащитной химической композиции. Отделяют древесные стружки друг от друга. Осуществляют, по меньшей мере, частичную сушку древесной стружки. Наносят связующее на древесную стружку и формируют плиту предварительно заданной формы из стружки. Повышается прочность получаемых огнестойких плит из древесной стружки. 22 з.п. ф-лы, 3 ил.
1. Способ изготовления огнестойкой плиты из древесной стружки, включающий следующие этапы в заданном порядке, на которых: (a) обеспечивают древесную стружку, и затем измеряют, обладает ли древесная стружка требуемой влажностью в диапазоне от 5% до 25%, предпочтительно - в диапазоне от 5% до 20%, даже более предпочтительно - в диапазоне от 8% и 20%, и затем повышают влажность стружки, если измерения показывают, что стружка обладает влажностью ниже требуемой, или проводят предварительную сушку стружки, если измерения показывают, что стружка обладает влажностью выше требуемой; (b) погружают древесную стружку в водный раствор огнезащитной химической композиции; (c) отделяют древесные стружки друг от друга; (d) осуществляют, по меньшей мере, частичную сушку древесной стружки; (e) наносят связующее на древесную стружку; и (f) формируют плиту предварительно заданной формы из стружки.
2. Способ по п.1, в котором этап (c) отделения стружек друг от друга осуществляют, по существу, одновременно с этапом (b) погружения стружек в водный раствор огнезащитной химической композиции.
3. Способ по п.2, в котором этап (c) отделения стружек друг от друга включает перемешивание смеси стружки и водного раствора огнезащитной химической композиции.
4. Способ по п.1, в котором этап (d) сушки древесной стружки включает этап сушки древесной стружки до влажности в диапазоне от 4% до 10%, предпочтительно - в диапазоне от 4% до 8%, например до около 6%.
5. Способ по п.1, в котором этап (d) сушки древесной стружки включает этап сушки стружки в течение от 2 минут до 10 минут, предпочтительно - в течение от 2 минут до 8 минут, даже более предпочтительно - в течение от 2 минут до 6 минут, даже еще более предпочтительно - в течение от 3 минут до 4 минут.
6. Способ по п.1, в котором водный раствор огнезащитной химической композиции содержит ненасыщенный раствор упомянутой химической композиции.
7. Способ по п.1, в котором водный раствор огнезащитной химической композиции содержит менее 25 масс.% упомянутого раствора, предпочтительно - в диапазоне от 15,0 масс.% до 22 масс.%, например 18,5 масс.% упомянутого раствора.
8. Способ по п.1, в котором этап (b) погружения древесной стружки в водный раствор огнезащитной химической композиции содержит подэтап погружения древесной стружки в водный раствор огнезащитной химической композиции в среднем менее чем на 10 минут, предпочтительно - в диапазоне от 2 минут до 6 минут, даже более предпочтительно - в диапазоне от 3 минут до 4 минут.
9. Способ по п.1, в котором этап (f) дополнительно включает подэтапы: ориентирования стружек таким образом, чтобы они располагались, по существу, параллельно друг другу; прессования ориентированной стружки и связующего посредством приложения давления с приданием предварительно заданной формы; и термофиксации упомянутой спрессованной смеси стружки и связующего для изготовления стружечной плиты, имеющей предварительно заданную форму.
10. Способ по п.1, в котором этап (f) дополнительно включает подэтапы: формирования, по меньшей мере, двух слоев стружки, где стружки в каждом слое расположены, по существу, параллельно друг другу; укладки слоев один на другой таким образом, чтобы стружки в двух прилегающих слоях были расположены не параллельно друг другу; прессования слоев стружки и связующего посредством приложения давления с приданием предварительно заданной формы; и термофиксации упомянутой спрессованной смеси стружки и связующего для изготовления слоеной плиты из стружки, имеющей предварительно заданную форму.
11. Способ по п.1, в котором этап (f) дополнительно включает подэтап: прессования стружки и связующего посредством приложения давления с приданием предварительно заданной формы; и термофиксации упомянутой спрессованной смеси стружки и связующего для изготовления стружечной плиты, имеющей предварительно заданную форму.
12. Способ по п.1, в котором этап (d) сушки древесной стружки включает этап подвергания древесной стружки воздействию струи воздуха, имеющей направление, по существу, противоположное направлению силы тяжести стружек.
13. Способ по п.1, в котором этап (e) нанесения связующего на древесную стружку включает подэтап напыления связующего на древесную стружку и/или укладку древесной стружки в связующее.
14. Способ по п.1, в котором огнезащитная химическая композиция содержит фосфатное соединение.
15. Способ по п.1, в котором огнезащитная химическая композиция содержит соединение для регулирования pH.
16. Способ по п.1, в котором огнезащитная химическая композиция содержит защитное соединение.
17. Способ по п.14, в котором фосфатным соединением является фосфат аммония.
18. Способ по п.15, в котором соединением для регулирования pH является слабая органическая кислота.
19. Способ по п.16, в котором защитное соединение является источником ионов бензоата.
20. Способ по п.14, в котором фосфатное соединение составляет в диапазоне от 5 масс.% до 30 масс.% огнезащитной химической композиции.
21. Способ по п.15, в котором соединение для регулирования pH составляет в диапазоне от 0,25 масс.% до 10,0 масс.% огнезащитной химической композиции.
22. Способ по п.16, в котором защитное соединение составляет в диапазоне от 0,25 масс.% до 15,0 масс.% огнезащитной химической композиции.
23. Способ по п.1, в котором огнезащитное химическое соединение содержит в смеси: фосфат аммония, источник ионов цитрата, источник ионов бензоата, где источник ионов цитрата составляет 1 массовую часть, фосфат аммония составляет от 12,7 до 20,0 массовых частей, а источник ионов бензоата составляет от 0,8 до 2,2 массовых частей.
| WO 9746635 A1, 11.12.1997 | |||
| US 2004028934 A1, 12.02.2004 | |||
| WO 03099533 A1, 04.12.2003 | |||
| Состав для обработки древесины для придания ей огнестойкости | 1988 |
|
SU1829995A3 |
| СПОСОБ И СОСТАВ ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ ДРЕВЕСНО-КОМПОЗИЦИОННЫХ МАТЕРИАЛОВ | 2000 |
|
RU2163542C1 |

