Настоящее изобретение относится к способу изготовления плит ОСП на основе древесного материала согласно ограничительной части пункта 1 формулы изобретения, плитам ОСП на основе древесного материала, изготовленным с помощью способа, согласно пункту 11 формулы изобретения и применению торрефицированной древесной стружки согласно пункту 15 формулы изобретения.
Описание
Ориентированно-стружечные плиты, также называемые плитами ОСП, представляют собой плиты на основе древесного материала, которые изготовлены из длинных щепок (стружки). Однако плиты ОСП, полученные изначально в виде отходов фанерной промышленности, все больше используются в строительстве деревянных и сборных домов, поскольку плиты ОСП являются легкими, но все же соответствуют установленным постоянным требованиям к строительным плитам. Таким образом, плиты ОСП используются в качестве строительных плит и в качестве деревянной обшивки стен или крыши или также в области покрытия полов.
Изготовление плит ОСП осуществляется в ходе многоэтапного способа, в котором сначала отслаивают щепки или стружку от очищенного от коры круглого лесоматериала, предпочтительно лесоматериала хвойных пород, в продольном направлении посредством вращающихся ножей. В последующем процессе высушивания уменьшается природная влажность стружки при высоких температурах. Коэффициент влажности стружки может изменяться в зависимости от используемого клеящего вещества, при этом влажность должна быть обеспечена значительно ниже 10%, чтобы предотвратить раскол во время последующего прессования. В зависимости от клеящего вещества увлажнение может быть более оптимальным на довольно мокрой стружке или на сухой стружке. Кроме того, во время процесса прессования влажность стружки должна быть как можно меньше, чтобы во время процесса прессования максимально снизить возникающее давление пара, поскольку в противном случае это может привести к трещине в необработанной плите.
После высушивания стружку подают в устройство для склеивания, в котором проклеивающий материал или клеящее вещество тонким слоем распределяется по щепкам. Для склеивания преимущественно используются проклеивающие материалы на основе PMDI (полимер дифенилметандиизоцианата) или MUPF (меламино-мочевино-фенолформальдегид). В плитах ОСП может также использоваться смесь проклеивающих материалов. Эти проклеивающие материалы применяются, поскольку плиты ОСП, как было упомянуто выше, часто используются с целью создания конструкций. В них должны применяться проклеивающие материалы, стойкие к влажности или смачиванию.
После склеивания склеенная стружка высыпается в распределительное устройство попеременно вдоль и поперек относительно направления изготовления, так что стружка расположена крест-накрест в по меньшей мере три слоя (нижний наружный слой – промежуточный слой – верхний наружный слой). Направление распределения нижнего и верхнего наружного слоя при этом одинаковое, однако отличается от направления распределения промежуточного слоя. Также стружка, применяемая в наружном слое, отличается от стружки, применяемой в промежуточном слое. Таким образом, стружка, применяемая в наружных слоях, является плоской, а стружка, применяемая в промежуточном слое, является менее плоской вплоть до острой. Обычно при изготовлении плит ОСП задействовано два вида материала: один с плоской стружкой для дальнейших наружных слоев и другой с «щепками» для промежуточного слоя. Соответственно, стружка в промежуточном слое может быть худшего качества, поскольку сопротивление изгибу формируется по существу посредством наружных слоев. Поэтому мелкозернистый продукт, который образуется при нарезке стружки, также может применяться в промежуточном слое плит ОСП.
После распределения стружки происходит ее непрерывное прессование под высоким давлением и высокой температурой, например, от 200 до 250°C.
Плиты ОСП благодаря не только своей надежности пользуются все большей популярностью и разнообразным применением, например, в качестве элемента конструкции при строительстве домов или в качестве обшивки досками при строительстве бетонных сооружений. Однако гигроскопические свойства, присущие древесным материалам, отрицательно влияют на некоторые области применения.
В частности, при применении ОСП во внутренней части сооружения наблюдается критическое высвобождение компонентов древесины. Это является особенно проблематичным в случае плит ОСП из сосновой древесины, поскольку они характеризуются особенно высоким выделением летучих органических соединений.
В ходе изготовления плит на основе древесного материала и, в частности, в результате процесса получения древесной стружки образуется или высвобождается большое количество летучих органических соединений. Летучие органические соединения, также называемые VOC, включают летучие органические соединения, которые легко испаряются или уже существуют в виде газа при более низких температурах, таких как, например, комнатная температура.
Летучие органические соединения VOC либо уже присутствуют в древесном материале и высвобождаются в процессе его разделки, либо они формируются, исходя из изученности, в результате расщепления ненасыщенных жирных кислот, которые, в свою очередь, являются продуктами разложения древесины. Типичные продукты превращения, которые возникают во время переработки, представляют собой, например, пентаналь и гексаналь, а также октаналь, октеналь или 1-гептеналь. В особенности древесина хвойных пород, из которой преимущественно изготавливаются плиты ОСП, содержит большие количества смолы и жиров, приводящих к образованию летучих органических терпеновых соединений и альдегидов. Однако VOC и альдегиды, такие как формальдегид, могут также возникать или высвобождаться при применении определенных клеящих веществ для изготовления древесных материалов.
Выделение компонентов, находящихся в плитах ОСП на основе древесного материала, представляет собой серьезную проблему, в основном из-за того, что этот материал используется без покрытия. Это обеспечивает возможность свободного высвобождения компонентов. Кроме того, плиты ОСП часто применяются для облицовки/обшивки больших поверхностей, что чаще всего приводит к высокой объемной нагрузке (м2 ОСП/м3 воздуха помещения). Кроме того, это приводит к концентрации определенных веществ в воздухе помещения.
Для решения проблемы выделения VOC выше описаны различные подходы. Таким образом, из документа EP 2615126 B1 видно, что уменьшение выделения VOC в плитах ОСП может быть вызвано применением наночастиц, модифицированных соединениями силана. Однако применение такого рода наночастиц в плитах ОСП связано с относительно высокими затратами.
Следовательно, желательно разработать дополнительные решения, с помощью которых уменьшается высвобождение легколетучих органических соединений из плит ОСП на основе древесного материала.
Другой проблемой в изготовлении плит ОСП на основе древесного материала является склонность древесной стружки к набуханию, которая может привести к снижению технологических коэффициентов, таких как коэффициент прочности плит ОСП на основе древесного материала. Один подход уменьшения набухания описан, например, в патенте США № 6098679. В нем представлены способ и устройство для предварительной или последующей обработки плит ОСП для снижения набухания. Для этого плиту ОСП погружают в вакуумную камеру с горячим паром.
С настоящего момента изобретение основывается на технической цели улучшить известный способ изготовления плит ОСП на основе древесного материала надлежащим образом для изготовления простым и надежным образом плит ОСП на основе древесного материала со значительно сниженным выделением летучих органических соединений (VOC), а также с улучшенными коэффициентами набухания. По возможности способ изготовления должен быть изменен настолько незначительным образом, насколько это возможно, и затраты не должны слишком вырасти. Кроме того, решение должно предполагать максимально большую гибкость. В конечном счете, должны быть приняты во внимание экологические аспекты, т. е. решение не должно приводить к дополнительному потреблению энергии или обуславливать дополнительные отходы.
Этой цели достигают согласно изобретению с помощью способа изготовления плит ОСП на основе древесного материала с признаками пункта 1 формулы изобретения и изготовленной с помощью него плиты ОСП на основе древесного материала согласно пункту 11 формулы изобретения.
Соответственно, предоставлен способ изготовления плит ОСП на основе древесного материала, в частности плит ОСП на основе древесного материала с уменьшенным выделением летучих органических соединений (VOC), который включает следующие этапы:
a) получение древесной стружки из подходящей древесины;
b) торрефикация по меньшей мере части древесной стружки;
c) склеивание торрефицированной древесной стружки и неторрефицированной древесной стружки посредством по меньшей мере одного связующего вещества;
d) распределение склеенной древесной стружки на конвейерной ленте; и
e) прессование склеенной древесной стружки для получения плиты ОСП на основе древесного материала.
Данный способ обеспечивает возможность изготовления плит ОСП на основе древесного материала с использованием торрефицированной древесной стружки, которая вводится в известный способ изготовления дополнительно или в качестве альтернативы к необработанной древесной стружке. Плита ОСП на основе древесного материала, изготовленная способом согласно изобретению, которая состоит из торрефицированной древесины, характеризуется уменьшенным выделением летучих органических соединений, в частности терпенов, органических кислот, как, например, уксусная кислота, и альдегидов.
Благодаря предоставлению данного способа возникают разные преимущества. Таким образом, обеспечивается возможность легкого изготовления плит ОСП на основе древесного материала без существенного влияния на общепринятую цепь технологического процесса без классического процесса высушивания со значительно уменьшенным выделением летучих органических соединений из ОСП. Вместе с этим изготовленные плиты ОСП на основе древесного материала характеризуются значительно сниженным набуханием и более высокой устойчивостью к деформации. Также благодаря применению торрефицированной стружки, которая имеет очень низкое содержание влаги, может быть легче изготовить продукты, которые производят путем добавления водного состава, при этом обеспечивается возможность регулирования водного баланса.
Торрефикация представляет собой термохимический способ обработки, при котором материал, подлежащий торрефикации, нагревают в газовой среде с низким содержанием кислорода или без кислорода под атмосферным давлением. Из-за недостатка кислорода материал не сгорает, вместо этого существует потеря в массе вследствие разложения компонентов древесины, которые при температурах торрефикации превращаются в летучие соединения. Это главным образом гемицеллюлозы и лигнины. Кроме того, выпускаются низкомолекулярные соединения, такие как муравьиная кислота, терпены, углеводороды и т.д. Торрефицированный материал является гидрофобным и, следовательно, менее чувствителен к влажности окружающей среды, таким образом значительно снижается риск коррозии торрефицированного материала.
Этап торрефикации древесной стружки может быть обеспечен различными путями в настоящем способе.
В одном варианте осуществления способа по настоящему изобретению по меньшей мере часть древесной стружки, применяемой для изготовления плит ОСП на основе древесного материала, перед торрефикацией высушивают, т. е. в этом случае торрефикации подвергают уже высушенную или предварительно высушенную древесную стружку, например, с коэффициентом влажности от 5 до 15% содержания влаги, предпочтительно от 5 до 10% содержания влаги.
В еще одном варианте осуществления настоящего способа по меньшей мере часть древесной стружки торрефицируют при содержании влаги 20–50 вес. %, т. е. в этом случае не осуществляется предварительное высушивание древесной стружки, вместо этого древесную стружку подают в устройство для торрефикации без дополнительной предварительной обработки после изготовления стружки.
Соответственно, настоящий способ обеспечивает возможность торрефикации мокрой или сухой древесной стружки. В частности, предпочтительна торрефикация мокрой древесной стружки, поскольку сберегается этап высушивания.
В еще одном варианте осуществления настоящего способа применяют торрефицированную древесную стружку или смесь из торрефицированной древесной стружки и необработанной (т. е. неторрефицированной) древесной стружки в качестве промежуточного слоя и/или наружного слоя плиты ОСП на основе древесного материала.
Следовательно, в одном варианте возможна полная замена древесной стружки, при этом торрефицированную древесную стружку применяют только в промежуточном слое, только в одном или в двух наружных слоях, или также во всех слоях. В этом варианте сушилка не применяется.
В другом варианте возможно выполнение исключительно промежуточного слоя из торрефицированной древесной стружки и применение для одного или двух наружных слоев высушенной и неторрефицированной древесной стружки. Поскольку торрефицированная стружка коричневого цвета, может быть соответственно предпочтительным использовать торрефицированную стружку только в промежуточном слое.
В еще одном варианте возможно выполнение исключительно одного или двух наружных слоев из торрефицированной древесной стружки, и для промежуточного слоя применяют высушенную и неторрефицированную древесную стружку.
В еще одном варианте допустимо и возможно применять для промежуточного и наружных слоев соответственно смесь с любым соотношением торрефицированной древесной стружки и неторрефицированной древесной стружки. В данном случае смесь может содержать от 10 до 50 вес. %, предпочтительно от 20 до 30 вес. % необработанной или неторрефицированной древесной стружки и от 50 до 90 вес. %, предпочтительно от 70 до 80 вес. % торрефицированной древесной стружки.
В еще одном варианте осуществления этап торрефикации древесной стружки может быть осуществлен отдельно от способа изготовления плит ОСП на основе древесного материала. Следовательно, этап торрефикации осуществляют в этом варианте осуществления настоящего способа вне общего процесса или технологической линии. При этом процесс получения древесной стружки останавливают и ее подают в устройство для торрефикации (например, реактор торрефикации). Затем торрефицированная древесная стружка при необходимости после промежуточного хранения, например, сразу перед склеиванием может быть снова подвержена обычному процессу получения. В процессе получения это обеспечивает возможность высокой гибкости.
Этап торрефикации древесной стружки в еще одном варианте осуществления может быть включен в способ изготовления плит ОСП на основе древесного материала, т. е. этап торрефикации внедряют в общий процесс или технологическую линию и осуществляют в режиме реального времени.
В этом случае торрефикацию могут осуществлять сразу после нарезки и предоставления стружки или только после просеивания и разделения древесной стружки в соответствии с применением древесной стружки для промежуточного слоя или наружных слоев. В последнем случае могут осуществлять отдельную торрефикацию древесной стружки в соответствии с требованиями торрефикации для древесной стружки, применяемой в промежуточном и наружных слоях.
Древесная стружка, применяемая согласно настоящему изобретению, может иметь длину от 50 до 200 мм, предпочтительно от 70 до 180 мм, в частности предпочтительно от 90 до 150 мм; ширину от 5 до 50 мм, предпочтительно от 10 до 30 мм, в частности предпочтительно от 15 до 20 мм; и толщину от 0,1 до 2 мм, предпочтительно от 0,3 до 1,5 мм, в частности предпочтительно от 0,4 до 1 мм.
В одном варианте осуществления древесная стружка имеет, например, длину от 150 до 200 мм, ширину от 15 до 20 мм, толщину от 0,5 до 1 мм и содержание влаги, составляющее максимум 50%.
В другом варианте настоящего способа торрефикацию древесной стружки осуществляют по меньшей мере в одном реакторе торрефикации, предпочтительно в двух реакторах торрефикации. Подходящий применяемый здесь реактор торрефикации может быть предоставлен или функционировать в виде установки периодического действия или в качестве установки непрерывного действия.
Как было упомянуто выше, торрефикацию древесной стружки, применяемой для промежуточного слоя и наружных слоев плиты ОСП на основе древесного материала, можно осуществить в каждом случае отдельно в по меньшей мере двух реакторах торрефикации. Это позволяет приспосабливать степень торрефикации торрефицированной древесной стружки, применяемой в промежуточном и/или наружных слоях, под соответствующие требования и пожелания потребителей.
Два применяемых реактора торрефикации соединены или расположены в этом случае предпочтительно параллельно.
Предпочтительно, древесную стружку торрефицируют с помощью нагревания в среде с низким содержанием кислорода или без кислорода под атмосферным давлением при температуре от 150°C до 300°C, предпочтительно от 200°C до 280°C, особенно предпочтительно от 220°C до 260°C.
Она может быть торрефицирована под атмосферным давлением в присутствии инертного газа, предпочтительно азота в качестве реакционного газа или газового потока. Также возможно применение насыщенного пара, при этом в данном случае процесс торрефикации проходит при температурах от 160°C до 200°C и давлении от 6 бар до 16 бар.
Процесс торрефикации заканчивается предпочтительно при потере в массе древесной стружки от 10 до 30%, предпочтительно от 15 до 20%. Продолжительность процесса изменяется в зависимости от количества и типа используемого исходного материала и может составлять от 1 до 5 ч., предпочтительно от 2 до 3 ч.
Газ пиролиза, высвободившийся во время процесса торрефикации по существу из гемицеллюлозы и других низкомолекулярных соединений, используют для получения технологической энергии. При этом количество газовой смеси, образованной в качестве газообразного топлива, является достаточным для автономного проведения процесса с энергетической точки зрения.
Также предпочтительно, если торрефицированную древесную стружку охлаждают в воде перед склеиванием посредством подходящего связующего вещества. Таким образом, можно охладить торрефицированную древесную стружку в водяной бане, которая обеспечивает полное смачивание водой. В воду можно добавить увлажнитель, который способствует смачиванию гидрофобной стружки.
Приведение древесной стружки в контакт с по меньшей мере одним связующим веществом на этапе c) осуществляют предпочтительно путем разбрызгивания или распыления связующего вещества на древесную стружку. Таким образом, многие ОСП-устройства работают за счет вращающихся катушек (барабанов с распылителями для склеивания). Также возможно склеивание посредством смешивающего аппарата. Стружку тщательно перемешивают в смешивающем аппарате с проклеивающим материалом посредством вращающихся лопастей.
В одном варианте осуществления настоящего способа в качестве связующего вещества предпочтительно применяют полимерное клеящее вещество, которое выбрано из группы, состоящей из клеящего вещества на основе формальдегида, клеящего вещества на основе полиуретана, клеящего вещества на основе эпоксидной смолы, клеящего вещества на основе сложного полиэфира. В качестве клеящего вещества на основе конденсата формальдегида, в частности клеящего вещества на основе фенолформальдегидной смолы (PF), применяют клеящее вещество на основе крезоло-/резорцино-формальдегидной смолы, клеящее вещество на основе карбамидоформальдегидной смолы (UF) и/или клеящее вещество на основе меламино-формальдегидной смолы (MF).
В данном случае предпочтительно применение клеящего вещества на основе полиуретана, при этом клеящее вещество на основе полиуретана образовано на основе ароматического полиизоцианата, в частности полидифенилметандиизоцианата (PMDI), толуилендиизоцианата (TDI) и/или дифенилметандиизоцианата (MDI), при этом PMDI является особенно предпочтительным.
В случае применения клеящих веществ на основе PMDI торрефицированную и неторрефицированную древесную стружку склеивают с использованием связующего вещества в количестве от 1,0 до 5,0 вес. %, предпочтительно от 2 до 4 вес. %, в частности 3 вес. % (в пересчете на общее количество древесной стружки).
В еще одном варианте осуществления настоящего способа также можно применять более одного полимерного клеящего вещества. Таким образом, в качестве первого полимерного клеящего вещества можно применять по меньшей мере одно клеящее вещество на основе поликонденсата, например, клеящее вещество на основе полиамида, сложного полиэфира, силикона и/или конденсата формальдегида, в частности клеящее вещество на основе фенолформальдегидной смолы (PF), клеящее вещество на основе крезоло-/резорцино-формальдегидной смолы, клеящее вещество на основе карбамидоформальдегидной смолы (UF) и/или клеящее вещество на основе меламино-формальдегидной смолы (MF), а в качестве второго полимерного клеящего вещества применяют по меньшей мере одно клеящее вещество, полимеризующееся по типу полиприсоединения, например, клеящее вещество на основе эпоксидной смолы, полицианурата и/или полиуретана, в частности клеящее вещество на основе полиуретана, образованного на основе полидифенилметандиизоцианата (PMDI). Подобные системы гибридных клеящих веществ известны из документа EP 2447332 B1.
Следующие варианты связующих веществ являются особенно предпочтительными: клеящее вещество на основе фенолформальдегидной смолы (PF); клеящее вещество на основе меламино-мочевино-формальдегидной смолы (MUF); клеящее вещество на основе меламино-мочевино-фенолформальдегидной смолы (MUPF); клеящее вещество на основе PMDI и комбинация MUF/MUPF и клеящих веществ на основе PMDI. В последнем случае для промежуточного слоя применяют предпочтительно PMDI, а в наружных слоях в качестве связующего вещества применяют MUF или MUPF. Особенно предпочтительно применение клеящих веществ на основе PMDI для всех слоев, т. е. для наружных слоев и промежуточного слоя.
Также возможно снабжать древесную стружку по меньшей мере одним огнезащитным веществом вместе со связующим веществом или отдельно от него.
Огнезащитное вещество может, как правило, добавляться в количестве от 1 до 20 вес. %, предпочтительно от 5 до 15 вес. %, особенно предпочтительно больше 10 вес. %, в пересчете на общее количество древесной стружки.
Обычные огнезащитные вещества выбраны из группы, состоящей из фосфатов, боратов, в частности полифосфата аммония, трис(трибромнеопентил)фосфата, бората цинка или комплексов борной кислоты многоатомных спиртов.
Склеенную (торрефицированную и/или неторрефицированную) древесную стружку высыпают на конвейерную ленту с образованием первого наружного слоя вдоль направления перемещения, далее с образованием промежуточного слоя поперечно направлению перемещения и затем с образованием второго наружного слоя вдоль направления перемещения.
После распределения осуществляют прессование склеенной древесной стружки при температурах от 200 до 250°C, предпочтительно от 220 до 230°C для получения плиты ОСП на основе древесного материала.
В первом предпочтительном варианте осуществления настоящий способ изготовления плит ОСП на основе древесного материала с уменьшенным выделением VOC включает следующие этапы:
- получение древесной стружки из подходящей древесины, в частности, посредством нарезания стружки из подходящей древесины;
- торрефикация древесной стружки без предварительного высушивания древесной стружки;
- просеивание и разделение торрефицированной древесной стружки на древесную стружку, подходящую для применения в качестве промежуточного слоя и наружного слоя;
- склеивание разделенной торрефицированной древесной стружки;
- распределение склеенной торрефицированной древесной стружки на конвейерной ленте в последовательности: первый нижний наружный слой, промежуточный слой и второй верхний наружный слой; и
- прессование склеенной древесной стружки для получения плиты ОСП на основе древесного материала.
Во втором предпочтительном варианте осуществления настоящий способ изготовления плит ОСП на основе древесного материала с уменьшенным выделением VOC включает следующие этапы:
- получение древесной стружки из подходящей древесины, в частности, посредством нарезания стружки из подходящей древесины;
- при необходимости высушивание древесной стружки;
- просеивание и разделение древесной стружки на древесную стружку, подходящую для применения в качестве промежуточного слоя и наружного слоя;
- торрефикация древесной стружки, предусмотренной для промежуточного слоя, и/или торрефикация древесной стружки, предусмотренной для наружного слоя (слоев);
- склеивание разделенной торрефицированной древесной стружки;
- распределение склеенной торрефицированной древесной стружки на конвейерной ленте в последовательности: первый нижний наружный слой, промежуточный слой и второй верхний наружный слой; и
- прессование склеенной древесной стружки для получения плиты ОСП на основе древесного материала.
Соответственно, настоящий способ обеспечивает возможность изготовления плиты ОСП на основе древесного материала с уменьшенным выделением летучих органических соединений (VOC), которая содержит торрефицированную древесную стружку.
Изготовленная с применением настоящего способа плита ОСП на основе древесного материала характеризуется, в частности, уменьшенным выделением альдегидов, в частности пентаналя или гексаналя, органических кислот, таких как уксусная кислота и/или терпены, особенно карен и пинен, выделяющихся во время гидролиза древесины. В связи с этим также делается ссылка на положения ниже.
Настоящая плита ОСП на основе древесного материала может при этом полностью состоять из торрефицированной древесной стружки или из смеси торрефицированной и неторрефицированной древесной стружки.
Плита ОСП на основе древесного материала по настоящему изобретению имеет коэффициент набухания, сниженный по сравнению с тем, которым характеризуются плиты ОСП на основе древесного материала, изготовленные полностью из неторрефицированной древесной стружки, в частности, коэффициент набухания, сниженный на от 20% до 50%, предпочтительно от 30% до 40%, например 35%. Склонность к набуханию настоящей плиты ОСП на основе древесного материала составляет от 5 до 30%, предпочтительно от 10 до 25 %, в частности, предпочтительно от 15 до 20% (после выдерживания в воде в течение 24 ч.).
Настоящая плита ОСП на основе древесного материала может иметь кажущуюся плотность от 300 до 1000 кг/м3, предпочтительно от 500 до 800 кг/м3, в частности, предпочтительно от 500 до 600 кг/м3.
Толщина настоящей плиты ОСП на основе древесного материала может составлять от 5 до 50 мм, предпочтительно от 10 до 40 мм, при этом предпочтительна, в частности, толщина от 15 до 25 мм.
Аналогичным образом, цель настоящего изобретения достигают с помощью применения торрефицированной древесной стружки для уменьшения выделения летучих органических соединений (VOC) из плит ОСП на основе древесного материала.
В предпочтительном варианте торрефицированную древесную стружку применяют для уменьшения альдегидов, органических кислот и/или терпенов, выделяемых во время гидролиза древесины, в частности, нарезки стружки из древесины.
Соответственно, торрефицированную древесную стружку в данном случае предпочтительно применяют для уменьшения выделения органических кислот, в частности для уменьшения выделения уксусной кислоты из плит ОСП на основе древесного материала. Органические кислоты получают, в частности, в виде продуктов расщепления древесных компонентов целлюлозы, гемицеллюлозы и лигнина, при этом предпочтительно образуются алкановые кислоты, такие как уксусная кислота и пропионовая кислота, или ароматические кислоты.
Также желательно использовать торрефицированную древесную стружку для уменьшения выделения альдегидов из плит ОСП на основе древесного материала. Как уже было объяснено выше, происходит высвобождение альдегидов во время гидролитической обработки древесины или лигноцеллюлозы. В этом случае конкретные альдегиды могут быть образованы из структурных единиц целлюлозы или гемицеллюлозы. Таким образом, например, альдегид фурфурол образуется из моно- и дисахаридов целлюлозы или гемицеллюлозы, тогда как ароматические альдегиды могут высвобождаться при частично осуществляемом гидролитическом исключении лигнина. Соответственно, торрефицированная древесная стружка используется для уменьшения выделения C1-C10-альдегидов, в частности, предпочтительно формальдегида, ацетальдегида, пентаналя, гексаналя или также фурфурола, в плитах ОСП на основе древесного материала.
В другом варианте осуществления настоящего изобретения торрефицированную древесную стружку применяют для уменьшения выделения терпенов. Таким образом, торрефицированную древесную стружку можно использовать для уменьшения выделяемых терпенов, в частности С10-монотерпенов и С15-сесквитерпенов, в частности, предпочтительно ациклических или циклических монотерпенов.
Обычными ациклическими терпенами являются терпеновые углеводороды, такие как мирцен, терпеновые спирты, такие как герианол, линалоол, ипсинол и терпеновые альдегиды, такие как цитраль. Обычными представителями моноциклических терпенов являются п-ментан, терпенинол, лимонен или карвон, а обычными представителями бициклических терпенов являются каран, пинан, борнан, в частности 3-карен и α-пинен. Терпены являются компонентами древесных смол и поэтому присутствуют, в частности, в очень смолистых древесных породах, таких как сосна или ель.
Изобретение будет объяснено более подробно ниже со ссылкой на графические материалы в отношении варианта осуществления. На графических материалах:
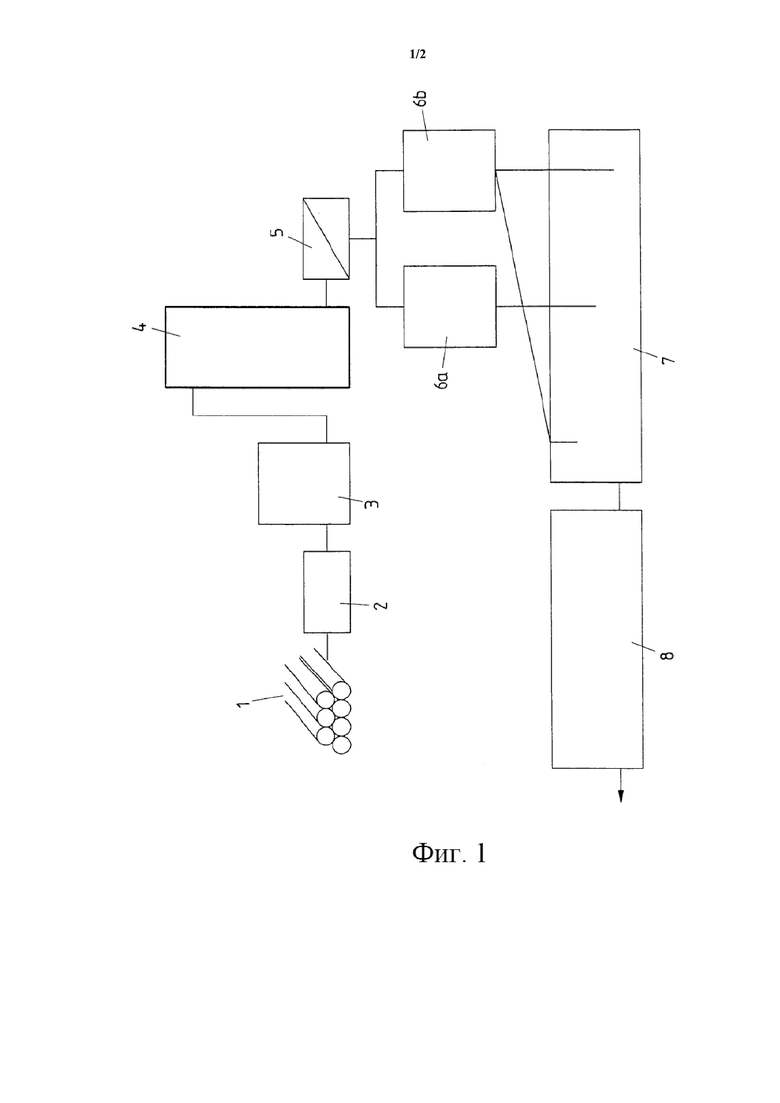
на фиг. 1 представлено схематическое изображение первого варианта осуществления способа согласно изобретению и
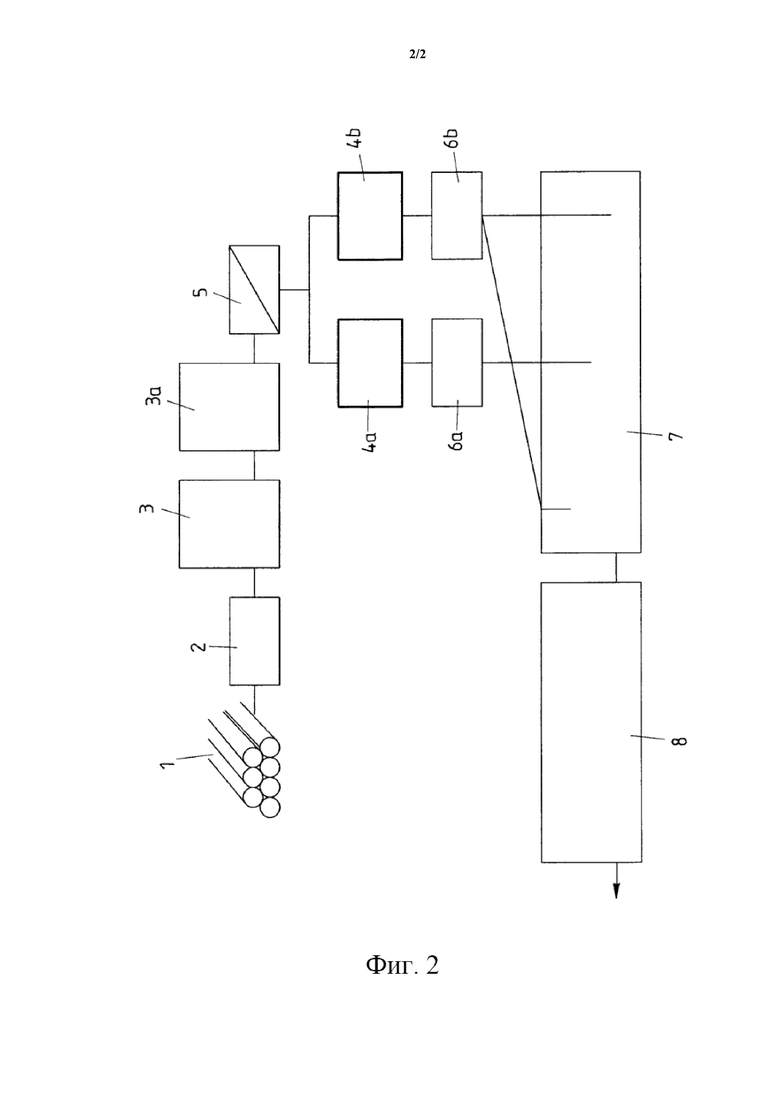
на фиг. 2 представлено схематическое изображение второго варианта осуществления способа согласно изобретению.
Первый вариант осуществления способа согласно изобретению, показанный на фиг. 1, описывает отдельные этапы способа, начиная с предоставления древесного исходного продукта до получения готовой плиты ОСП на основе древесного материала.
Соответственно, сначала на этапе 1 предоставляют подходящее древесное исходное сырье для получения древесной стружки. В качестве древесного исходного сырья подходят все хвойные породы, лиственные породы или также их смеси.
Окорка (этап 2) и нарезание стружки (этап 3) из древесного исходного сырья происходит в подходящих для этого стружечных станках, причем размер древесной стружки может контролироваться соответствующим образом. После измельчения и предоставления древесной стружки ее необязательно подвергают процессу предварительной сушки, при котором содержание влаги в 5–10% устанавливают относительно исходной влажности древесных щеп (не показано).
В случае варианта осуществления, показанного на фиг. 1, древесную стружку подают в реактор торрефикации (этап 4). Торрефикацию древесной стружки осуществляют в диапазоне температур от 220° до 260°C. Возникающие при этом газы пиролиза или газы торрефикации используют для получения необходимой энергии для технологической установки.
После завершения торрефикации, которая в данном случае длится приблизительно 2 часа, торрефицированную древесную стружку смачивают, подвергают грохочению и отделяют (этап 5).
Происходит разделение древесной стружки для применения в качестве промежуточного слоя (этап 6а) или в качестве наружного слоя (этап 6b) с соответствующим склеиванием.
Склеенную торрефицированную древесную стружку распределяют на конвейерную ленту в последовательности первый нижний наружный слой, промежуточный слой и второй верхний наружный слой (этап 7), а затем прессуют для получения плиты ОСП на основе древесного материала (этап 8).
Во втором варианте осуществления, показанном на фиг. 2, сначала осуществляют предоставление древесного исходного сырья (этап 1), окорку (этап 2) и нарезку стружки (этап 3) по аналогии с фиг. 1. Древесная стружка может быть подвергнута процессу предварительной сушки, при этом содержание влаги в 5–10% устанавливают относительно исходной влажности древесной стружки (этап 3а).
В отличие от варианта осуществления, показанного на фиг. 1, разделение древесной стружки для применения в качестве промежуточного слоя или в качестве наружного слоя происходит уже после дополнительного высушивания (этап 5).
Затем происходит торрефикация древесной стружки, предусмотренной для промежуточного слоя (этап 4a), и/или торрефикация древесной стружки, предусмотренной для наружного слоя (наружных слоев) (этап 4b), в подходящем, соответственно, реакторе торрефикации. Торрефикация древесной стружки происходит в диапазоне температур от 220° до 260°C. Торрефикация может быть приспособлена под желаемую степень торрефикации для промежуточного слоя и наружных слоев.
Возникающие при этом газы пиролиза или газы торрефикации используют для получения необходимой энергии для технологической установки.
После завершения торрефикации, которая в данном случае длится приблизительно 2 часа, торрефицированную древесную стружку склеивают (этапы 6 a,b).
Склеенную торрефицированную древесную стружку распределяют на конвейерную ленту в последовательности первый нижний наружный слой, промежуточный слой и второй верхний наружный слой (этап 7), а затем прессуют для получения плиты ОСП на основе древесного материала (этап 8).
Во время заключительной обработки в каждом случае полученная плита ОСП на основе древесного материала обрезается надлежащим образом.
Пример осуществления
Стружку получают из сосновых бревен и торрефицируют в устройстве непрерывной торрефикации при 180°С до потери в массе приблизительно 20%. Это осуществляют под воздействием насыщенного пара. В ходе этого процесса стружка переходит из светло-желтого в светло-коричневый цвет. Затем стружку охлаждают в воде.
Далее на торрефицированную древесную стружку тонким слоем распределяют связующее вещество (PMDI, приблизительно 3 вес. %) в установке для проклейки стружки (барабане для нанесения клея, например, фирмы Fa. Coil). Склеенную торрефицированную стружку распределяют в ОСП-устройстве в качестве промежуточного слоя.
Наружный слой выполняют из стружки, которую высушивают в сушильном барабане. Ее также склеивают с использованием PMDI в качестве проклеивающего материала (приблизительно 3 вес. %). Стружку не подвергают дополнительной гидрофобизации парафиновой эмульсией, чтобы не нарушать последующие испытания гидрофобизатором. Распределенную стружку прессуют в установке Contipress для получения плит ОСП.
Процентное распределение между промежуточным и наружными слоями составляет по меньшей мере от 70% до 30%. Стружку прессуют для получения плит, которые имеют кажущуюся плотность приблизительно 570 кг/м3.
После периода хранения приблизительно в одну неделю проводят испытание испытываемых плит вместе со стандартной плитой с той же прочностью в микрокамере на выделение VOC.
Параметры камеры: Температура 23°C; содержание влаги 0%; расход воздуха 150 мл/мин; воздухообмен 188/ч; нагрузка 48,8 м2/м3; поверхность образца 0,003 м2, объем камеры: 48 мл
Значения наиболее важных в количественном отношении параметров приведены в таблице 1.
Таблица 1
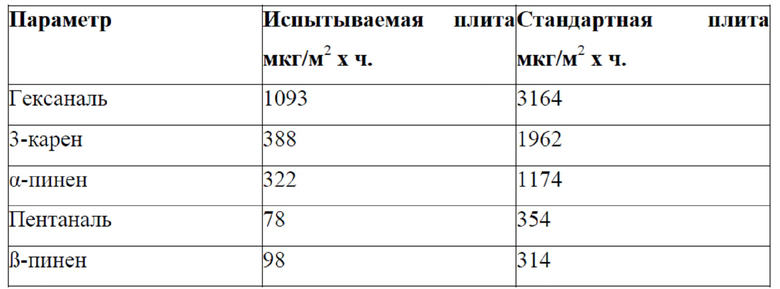
Как видно из результатов, выделения наиболее важных в количественном отношении параметров уменьшены в 3–5 раз.
Кроме того, определяли также набухание по толщине.
Таблица 2

Как видно из таблицы, коэффициенты набухания за счет применения торрефицированной стружки уменьшены приблизительно на 35%.
Группа изобретений относится к способу изготовления плит ОСП на основе древесного материала, в частности плит ОСП на основе древесного материала с уменьшенным выделением летучих органических соединений. Из подходящей древесины получают древесную стружку. Выполняют торрефикацию по меньшей мере части древесной стружки с помощью нагревания в среде, насыщенной паром, при температуре от 160 до 200°C и давлении от 6 до 16 бар. Склеивают торрефицированную древесную стружку и неторрефицированную древесную стружку посредством по меньшей мере одного связующего вещества. Распределяют склеенную древесную стружку на конвейерной ленте и прессуют склеенную древесную стружку для получения плиты ОСП на основе древесного материала. Упрощается процесс изготовления, снижается набухание и повышается устойчивость к деформации плит ОСП на основе древесного материала. 2 н. и 13 з.п. ф-лы, 2 ил., 2 табл.
1. Способ изготовления плит ОСП на основе древесного материала с уменьшенным выделением летучих органических соединений (VOC), включающий этапы: a) получения древесной стружки из подходящей древесины; b) торрефикации по меньшей мере части древесной стружки с помощью нагревания в среде, насыщенной паром, при температуре от 160°C до 200°C и давлении от 6 бар до 16 бар; c) склеивания торрефицированной на этапе b) древесной стружки и неторрефицированной древесной стружки посредством по меньшей мере одного связующего вещества; d) распределения склеенной древесной стружки на конвейерной ленте и e) прессования склеенной древесной стружки для получения плиты ОСП на основе древесного материала.
2. Способ по п. 1, отличающийся тем, что по меньшей мере часть древесной стружки высушивают перед торрефикацией.
3. Способ по п. 1, отличающийся тем, что по меньшей мере часть древесной стружки торрефицируют при содержании влаги 20–50 вес.%.
4. Способ по любому из предыдущих пунктов, отличающийся тем, что в качестве промежуточного слоя и/или наружного слоя плиты ОСП на основе древесного материала используют торрефицированную древесную стружку или смесь из торрефицированной древесной стружки и неторрефицированной древесной стружки.
5. Способ по п. 4, отличающийся тем, что для промежуточного слоя используют торрефицированную древесную стружку, и для обоих наружных слоев плиты ОСП на основе древесного материала используют неторрефицированную древесную стружку.
6. Способ по любому из предыдущих пунктов, отличающийся тем, что этап b) торрефикации древесной стружки осуществляют отдельно от процесса изготовления плит ОСП на основе древесного материала.
7. Способ по п. 6, отличающийся тем, что получение древесной стружки в процессе изготовления плит ОСП на основе древесного материала останавливают, и ее подают в устройство для торрефикации.
8. Способ по п. 6 или 7, отличающийся тем, что торрефицированную древесную стружку перед склеиванием на этапе c) снова подвергают процессу изготовления.
9. Способ по любому из предыдущих пунктов, отличающийся тем, что торрефикацию древесной стружки осуществляют в по меньшей мере одном реакторе торрефикации, предпочтительно в двух реакторах торрефикации.
10. Способ по п. 9, отличающийся тем, что торрефикацию прекращают при потере в массе древесной стружки от 10 до 30%, предпочтительно от 15 до 20%.
11. Способ по любому из предыдущих пунктов, отличающийся тем, что торрефицированную древесную стружку охлаждают в воде перед склеиванием посредством подходящего связующего вещества.
12. Способ по любому из предыдущих пунктов, отличающийся тем, что торрефицированную и неторрефицированную древесную стружку склеивают посредством связующего вещества в количестве от 1,0 до 5,0 вес.%, предпочтительно от 2 до 4 вес.%, в частности, 3 вес.% (в пересчете на общее количество древесной стружки).
13. Способ по любому из предыдущих пунктов, отличающийся тем, что в качестве связующего вещества используют клеящее вещество на основе полиуретана, представленное на основе ароматических полиизоцианатов, в частности полидифенилметандиизоцианата (PMDI), толуолдиизоцианата (TDI) и/или дифенилметандиизоцианата дифенилметандиизоцианата (MDI).
14. Способ по любому из предыдущих пунктов, отличающийся тем, что склеенную древесную стружку прессуют при температурах от 200 до 250°C, предпочтительно от 220 до 230°C для получения плиты ОСП на основе древесного материала.
15. Плита ОСП на основе древесного материала с уменьшенным набуханием и увеличенной стабильностью размеров, изготавливаемая согласно способу по любому из предыдущих пунктов, содержащая торрефицированную древесную стружку.
| Углевыжигательная печь | 1987 |
|
SU1674224A1 |
| ЭКОНОМИЧНЫЙ УПОРНЫЙ УЗЕЛ ДЛЯ КРУГОВОГО СШИВАЮЩЕГО СКОБАМИ ИНСТРУМЕНТА | 2012 |
|
RU2615126C2 |
| US 6098679 A1, 08.08.2000 | |||
| СПОСОБ ИЗГОТОВЛЕНИЯ ПРЕСС-МАТЕРИАЛА ИЗ ДРЕВЕСНЫХ ЧАСТИЦ | 1993 |
|
RU2041827C1 |
| ДРЕВЕСНО-ВОЛОКНИСТАЯ ПЛИТА И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2493002C2 |

