Область техники
Настоящее изобретение относится к дробильным телам для измельчения таких материалов, как руда, горные породы, спеченные материалы, минералы, камни, материалы, используемые для изготовления цемента, минеральных удобрений или других видов материалов. Примерами дробильных тел могут служить валки валковых мельниц, выполненные с возможностью измельчения материала, или рабочие поверхности дробильных устройств, таких как измельчители, размольные вальцы, вальцовые прессы, щековые дробилки, жираторные дробилки, вертикальные мельницы, другие мельницы или другие устройства, выполненные с возможностью разрушения или измельчения материала. Предпочтительно дробильное тело выполняется с истираемой поверхностью, образующей самоформирующийся слой или полу самоформирующийся слой.
Уровень техники
Дробильные устройства, используемые для измельчения материала, часто содержат дробильное тело или несколько дробильных тел, выполненных с возможностью динамического воздействия на материал, разрушающего или перемалывающего его. Часто дробильные тела выполняются с возможностью перемалывания материала между поверхностью одного дробильного тела и поверхностью другого дробильного тела, такого как валок, размольный стол, стенка или другая поверхность.
Примерами таких дробильных тел могут быть раскрытые в патентах US 252,755, 278,272, 412,558, 1,225,061, 1,589,302, 3,955,766, 3,964,717, 4,369,926, 4,485,974, 4,582,260, 4,848,683, 5,203,513, 5,823,450 и 6,523,767, а также в патентной публикации US 2009/0218429.
Примерами дробильных тел могут служить приведенные в предварительных патентных заявках US 12/766,110, 12/873,596 и 12/892,975, раскрывающих дробильные устройства, в которых используются имеющие истираемые поверхности дробильные тела, такие как, например, штампы, валки, опорные плиты и размольные столы, облегчающие измельчение материала. Правообладатель настоящей патентной заявки является также правообладателем патентных заявок US 12/766,110, 12/873,596 и 12/892,975. Патентные заявки US 12/766,110, 12/873,596 и 12/892,975 целиком включены в данное описание в качестве ссылки.
Дробильные тела часто содержат истираемую поверхность. Истираемая поверхность часто изнашивается в процессе перемалывания материала дробильным телом. По мере износа дробильного тела части истираемой поверхности могут разрушаться или разбиваться в процессе эксплуатации и, следовательно, нуждаются в замене или восстановлении.
Некоторые истираемые поверхности, используемые в дробильных устройствах, содержат шестиугольные плиты, такие как плиты, описанные в патенте US 5,755,033. Разделенная на плиты поверхность сцепляется непосредственно с основным материалом поверхности валка с промежутком между плитами или без него. Плиты обычно относительно тонкие и выполнены из материала, более твердого, чем основной материал. При работе в процессе дробления плиты могут отломиться от основного материала, что может приводить к износу основного материала и его разрушению. Плиты должны быть снова закреплены или заменены для восстановлении поверхности валка и предотвращения разрушения основного материала. Однако, так как основной материал часто подвергается воздействию разрушительных сил, повторное закрепление или замена любой утерянной плиты может приводить к тому, что скрепление будет менее прочным, чем обеспеченное изначально, и к возрастанию вероятности повторного отделения плиты при работе.
Другие истираемые поверхности могут содержать вставки, скрепленные с основной частью валка. Вставка может быть скреплена с основной частью валка клеем или вяжущим веществом, или взрывной сваркой. В валках с такой истираемой поверхностью часто происходит поломка, разрушение или выпадение вставок, так как клей или вяжущее вещество не способны обеспечить достаточное сцепление с основной частью валка, выдерживающее экстремальные давления при измельчении и перемалывании материала.
Другие истираемые поверхности, используемые в дробильных устройствах, представлены в патенте US 5,269,477. Такие истираемые поверхности содержат вставки, внедренные в поверхность цилиндрического нажимного валка. Для скрепления вставок с нажимным валком может использоваться зажимное кольцо. При истирании в процессе работы относительно тонкого зажимного кольца на таком валке вставки больше механически не скрепляются с основной частью валка, так что сцепление, обеспеченное клеем или другим связующим веществом, может оставаться единственным средством удержания вставок в валке. В результате выставки могут выпасть или повредиться. Замена таких вставок может быть очень времязатратной, если снова использовать зажимное кольцо для повторного закрепления новых вставок.
Существует потребность в новом дробильном теле, включающем более устойчивые и надежные средства закрепления, поддержки и сохранения вставок. Варианты выполнения такого дробильного тела предпочтительно обеспечивают достаточное закрепление на нем вставок, увеличивающее надежность и срок службы дробильного тела. Предпочтительно вставки таких дробильных тел закрепляются достаточно, чтобы существенно снизить, если совсем не устранить, вероятность поломки или другого повреждения вставок, что может способствовать уменьшению эксплуатационных затрат и времени простоев дробильных устройств, в которых в различных вариантах используются такие дробильные тела.
Раскрытие изобретения
В заявке обеспечены способ изготовления дробильного тела для дробильного устройства, дробильное тело и дробильное устройство. Могут быть обеспечены варианты способа изготовления дробильного тела, которое может применяться в дробильных устройствах, в которых может использоваться сочетание механического и химического скрепления для соединения вставок с дробильным телом с целью улучшения надежности и в конечном счете продления срока службы вставок. Вставки могут быть надежно скреплены с дробильным телом, что способствует предотвращению повреждений, возникающих при использовании дробильного тела для перемалывания таких материалов, как руда, камень, спеченный материал, материал, используемый в производстве цемента, материалы для получения минеральных удобрений или другие материалы.
Способ изготовления дробильного тела для дробильного устройства может включать формирование истираемой основной части, формирование крепежной основной части, помещение вставок в каналы, сформированные в истираемой основной части, помещение крепежной основной части впритык к базовой части каждой из вставок и введение крепежных элементов в крепежную основную часть для соединения крепежной основной части со вставками или истираемой основной частью.
Предпочтительно в вариантах выполнения способа может формироваться дробильное тело, выполненное с возможностью обеспечения нескольких способов крепления вставок без их ухудшения или истирания, что может способствовать уменьшению или устранению повреждения вставки, которое может произойти при использовании дробильного тела для разрушения материала. Например, вставки могут быть зажаты между частями истираемой основной части и крепежной основной части дробильного тела, а также приклеены к истираемой основной части, крепежной основной части или как к той, так и к другой, при помещении в каналы истираемой основной части.
В вариантах выполнения может предусматриваться, что вставки проталкиваются, втягиваются, ввинчиваются или запрессовываются через каналы или в каналы истираемой основной части со стороны или с поверхности истираемой основной части, совпадающей с дробильной поверхностью истираемой основной части или противолежащей дробильной поверхности истираемой основной части. Механическое скрепление, обеспечиваемое крепежными элементами или крепежным механизмом, также может быть обеспечено со стороны истираемой основной части, противолежащей ее дробильной поверхности. Механическое прикрепление вставок может способствовать их удержанию, даже если часть вставки раздроблена или сломана, так что вся вставка не выпадает из истираемой основной части. Кроме того, использование клея или другого связующего вещества может способствовать удержанию вставок, скрепленных с истираемой основной частью, и способствовать лучшему распределению нагрузки, прикладываемой к вставкам истираемой основной частью, что может увеличивать срок службы вставок. Должно быть понятно, что механическое введение вставок, когда оно сопровождается также химическим закреплением посредством клея или другого связующего вещества, может способствовать распределению нагрузки и устойчивости вставок в дробильном теле.
Конечно в некоторых вариантах выполнения способа может использоваться введение крепежных элементов в крепежную основную часть для соединения крепежной основной части со вставками или истираемой основной частью. Например, некоторые крепежные элементы могут вводиться в крепежную основной часть, так чтобы попадать в отверстия, такие как пазы или сверления, имеющиеся на вставках, а другие крепежные элементы могут вводиться в крепежную основную часть, так чтобы попадать в отверстия истираемой основной части. В других вариантах выполнения способа крепежные элементы могут вводиться только в истираемую основную часть и крепежную основную часть или вводиться только во вставки и крепежную основную часть.
Предпочтительно вставки тверже истираемой основной части. Вставки, истираемая основная часть и крепежная основная часть могут быть выполнены из металла, неметалла, композитного материала или керамического материала. Например, истираемая основная часть может быть выполнена из металла или композитного материала, вставки могут быть выполнены из металла или керамического материала, и крепежная основная часть может быть выполнена из металла, сплава или композитного материала.
В некоторых вариантах выполнения истираемая основная часть может быть выполнена так, чтобы иметь группу физических перемычек. Физические перемычки могут размещаться на дробильной поверхности истираемой основной части, способствуя удержанию материала и предотвращению его перетекания из зоны действия дробильных усилий, прилагаемых к материалу. Например, если дробильное тело представляет собой валок, физические перемычки могут предотвращать перетекание материала в осевом направлении от дробильных усилий, прилагаемых валком, вращающимся на оси. Должно быть понятно, что ось может определять осевое направление. Физические перемычки могут быть скреплены с истираемой основной частью, так чтобы они были заменяемыми путем удаления одного или нескольких крепежных элементов для смены изношенной или поврежденной физической перемычки на новую. Предпочтительно крепежные элементы могут удаляться без необходимости в отсоединении крепежной основной части от истираемой основной части или отсоединения дробильного тела от валка или другого компонента дробильного устройства при нахождении дробильного устройства в технологической цепочке измельчения или другого оборудования для обработки материала.
В некоторых вариантах выполнения способа крепежная основная часть может быть расположена так, чтобы она взаимодействовала с частью базовой части каждой из вставок. Например, крепежная основная часть может иметь выемки для вхождения в них части базовой части каждой из вставок. В другом примере крепежная основная часть может иметь приливы для взаимодействия и опоры на них части базовой части каждой из вставок. Часть базовой части может представлять собой верх или низ базовой части.
Варианты выполнения способа могут также включать использование втулок. Например, вставки могут быть помещены во втулки, так чтобы каждая из вставок была охвачена по меньшей мере частично соответствующей одной из втулок. Вставки могут помещаться во втулки до установки вставок и втулок в истираемую основную часть, так чтобы втулки могли устанавливаться в истираемую основную часть, когда и вставки устанавливаются в истираемую основную часть. Альтернативно втулки могут быть установлены в каналы истираемой основной части, и затем вставки могут быть введены во втулки. Кроме того, вставки могут быть установлены в истираемую основную часть прежде втулок, и затем втулки введены в истираемую основную часть. Должно быть понятно, что в таких вариантах выполнении помещение вставок во втулки также помещает вставки в каналы истираемой основной части, так как втулки уже находятся в этих каналах.
В некоторых вариантах выполнения способа крепежная основная часть может быть также приварена, посажена под действием горячего изостатического прессования или склеена с истираемой основной частью. Сварка, горячее изостатической прессование или склеивание могут выполняться после введения крепежных элементов или до введения крепежных элементов.
В одном из вариантов выполнения способа с истираемой основной частью может быть соединен связующий элемент так, чтобы он располагался между истираемой основной частью и крепежной основной частью. Крепежные элементы могут быть установлены в связующий элемент для соединения истираемой основной части с крепежной основной частью. Связующий элемент может представлять собой неразъемную или отдельную часть истираемой основной части, крепежной основной части и (или) другой части дробильного тела.
Крепежная основная часть может иметь сформированные на ней один или несколько профилей, выполненных с возможностью соединения с компонентом дробильного устройства, таким как ось валка или базовая часть штампа или мельницы. Например, один или несколько профилей могут включать пазы, сверления, другие отверстия, выступы, шипы или их сочетание, которые способствуют формированию конкретной формы части крепежной основной части с размерами и конфигурацией, сопрягающимися с частью компонента дробильного устройства.
Должно быть понятно, что сформированное дробильное тело может иметь любую из ряда форм или конфигураций. Например, дробильное тело может быть валком, полым валом, сегментом валка, сегментом полого вала, дробильной поверхности размольного стола, опорной плиты, дробильной поверхностью опорной плиты, штампа, облицовки или рабочего узла дробильного механизма.
Базовые части каждой из вставок могут быть снабжены резьбами. Истираемая основная часть также может иметь резьбы, сформированные у каждого из каналов и сопрягающиеся с резьбами вставок. Вставки могут помещаться в истираемую основную часть путем поворота каждой из вставок в соответствующем одном из каналов, так чтобы базовая часть каждой из вставок состыковывалась с резьбами у каналов, в которые эта вставка вводится.
Некоторые варианты выполнения способа могут включать установку фиксирующих элементов, так чтобы каждый из фиксирующих элементов размещался впритык к соответствующей одной из вставок. Фиксирующие элементы могут быть установлены так, чтобы взаимодействовать с частью крепежной основной части или частью истираемой основной части при скреплении крепежной основной части с истираемой основной частью. В некоторых вариантах выполнения фиксирующими элементами могут служить крепежные элементы, так чтобы все крепежные элементы были фиксирующими элементами. Такие фиксирующие элементы могут быть выполнены так, чтобы иметь головную часть, размеры которой позволяют принимать базовую часть вставки. Фиксирующий элемент может быть размещен так, чтобы взаимодействовать с базовой частью соответствующей одной из вставок, скрепляя вставки с крепежной основной частью. Такое использование крепежных элементов может быть особенно предпочтительным, если крепежная основная часть и истираемая основная часть представляют собой части выполненного воедино или отлитого дробильного тела.
Истираемая основная часть может быть сформирована любым из нескольких способов. Например, она может быть единой конструкцией, такой как литая конструкция. В качестве другого примера истираемая основная часть может быть сформирована вместе с крепежной основной частью, так чтобы как одна, так и другая были частями неразъемной конструкции или воедино отлитой конструкции. В еще одном примере истираемая основная часть может быть сформирована путем соединения по меньшей мере одной наружной части по меньшей мере с одной внутренней частью. Внутренняя и наружная части могут образовывать дробильную поверхность истираемой основной части. Одна или несколько внутренних частей могут состоять из материал, более твердого или более мягкого, чем материал одной или нескольких наружных частей, так чтобы дробильная поверхность истиралась по-разному в разных местоположениях. Например, внутренняя и наружная части могут состоять из металла или композитного материала, имеющего разную твердость. Предпочтительно наружные части содержат по меньшей мере одну сторону с профилем, выполненным с возможностью соединения с профилем на одной из сторон внутренней части. Стыкующиеся профили могут укреплять соединение между внутренней и наружной частями.
Крепежная основная часть также может быть сформирована несколькими путями. Например, крепежная основная часть может быть отлита или выплавлена как единая конструкция, может быть отлита или выплавлена как часть дробильного тела, прилегающая к истираемой основной части, или может быть сформирована путем соединения нескольких частей друг с другом. Несколько частей могут быть сварены, скреплены механически, горячим прессованием или склеены друг с другом, или могут быть по-отдельности соединены с истираемой основной частью сваркой, горячим прессованием, склеиванием или крепежными механизмами. Конечно может также использоваться сочетание таких соединительных механизмов для скрепления нескольких частей.
Обеспечено также дробильное тело. Дробильное тело может содержать истираемую основную часть, имеющую каналы и вставки, по меньшей мере частично входящие в каналы, а также крепежную основную часть, имеющую по меньшей мере одно углубление или по меньшей мере одни прилив. Крепежная основная часть скрепляется с истираемой основной частью, так чтобы базовые части каждой из вставок располагались впритык к крепежной основной части. Предусмотрена также группа крепежных элементов. Каждый из крепежных элементов может проходить сквозь крепежную основную часть во вставки или в истираемую основную часть.
Должно быть понятно, что варианты выполнения дробильного тела могут включать втулки для вставок, связующий элемент или резьбовые вставки и резьбы, сформированные на истираемой основной части, или другие крепежные элементы дробильного тела, рассмотренные выше в отношении вариантов выполнения способа (которые также более полно рассмотрены далее).
Другие варианты выполнения дробильного тела для дробильного устройства могут включать истираемую основную часть, связующий элемент, скрепленный с истираемой основной частью, крепежную основную часть и крепежные элементы, проходящие от крепежной основной части к связующему элементу для соединения связующего элемента с крепежной основной частью. В некоторых вариантах выполнения дробильного тела крепежные элементы могут проходить в истираемую основную часть. Связующий элемент может быть выполнен воедино с истираемой основной частью или может быть отдельным элементом, скрепленным с истираемой основной частью. Связующий элемент может быть, например, отлит, соединен горячим прессованием, выплавлен, склеен или механически скреплен с истираемой основной частью. Например, связующий элемент может быть закреплен под поверхностью или на поверхности истираемой основной части, противолежащей ее дробильной поверхности. Должно быть понятно, что в некоторых вариантах выполнения дробильного тела связующий элемент может быть сцеплен, склеен, спаян или скреплен горячим прессованием с крепежной основной частью в дополнение к введению крепежных элементов.
В некоторых вариантах выполнения дробильного тела связующий элемент может содержать один или несколько выступов, образующих вставные элементы, входящие в каналы, сформированные в истираемой основной части. Вставные элементы могут состоять из металла, керамического материала, неметалла или из композитного материала, более твердого или более мягкого, чем металл или композитный материал истираемой основной части. Предпочтительно вставные элементы формируют часть дробильной поверхности истираемой основной части.
Обеспечено также дробильное устройство. Дробильное устройство может содержать раму и по меньшей мере одно дробильное тело, соединенное с рамой. Например, дробильное тело с рамой может соединять вал или приводной механизм. Каждое из дробильных тел может быть выполнено по одному из вариантов выполнения дробильного тела, более подробно рассмотренных далее. Например, каждое из одного или нескольких дробильных тел может содержать истираемую основную часть с каналами, вставки, помещенные в каналы, крепежную основную часть, соединенную с истираемой основной частью, так что базовая часть каждой из вставок располагается впритык к крепежной основной части, и группу крепежных элементов, каждый из которых проходит сквозь крепежную основную часть в соответствующую одну из вставок или в истираемую основную часть. Варианты выполнения дробильного устройства могут включать мельницы, валковые мельницы, дробилки, конусные дробилки, вальцовые прессы, щековые дробилки, прессы для измельчения материала или перемалывающие устройства.
Другие детали, задачи и преимущества настоящего изобретения станут ясными из нижеследующего описания некоторых представленных предпочтительных вариантов его выполнения и некоторых представленных предпочтительных способов достижения этих преимуществ.
Краткое описание чертежей
Далее изобретение рассмотрено более подробно со ссылкой на прилагаемые чертежи, на которых показано:
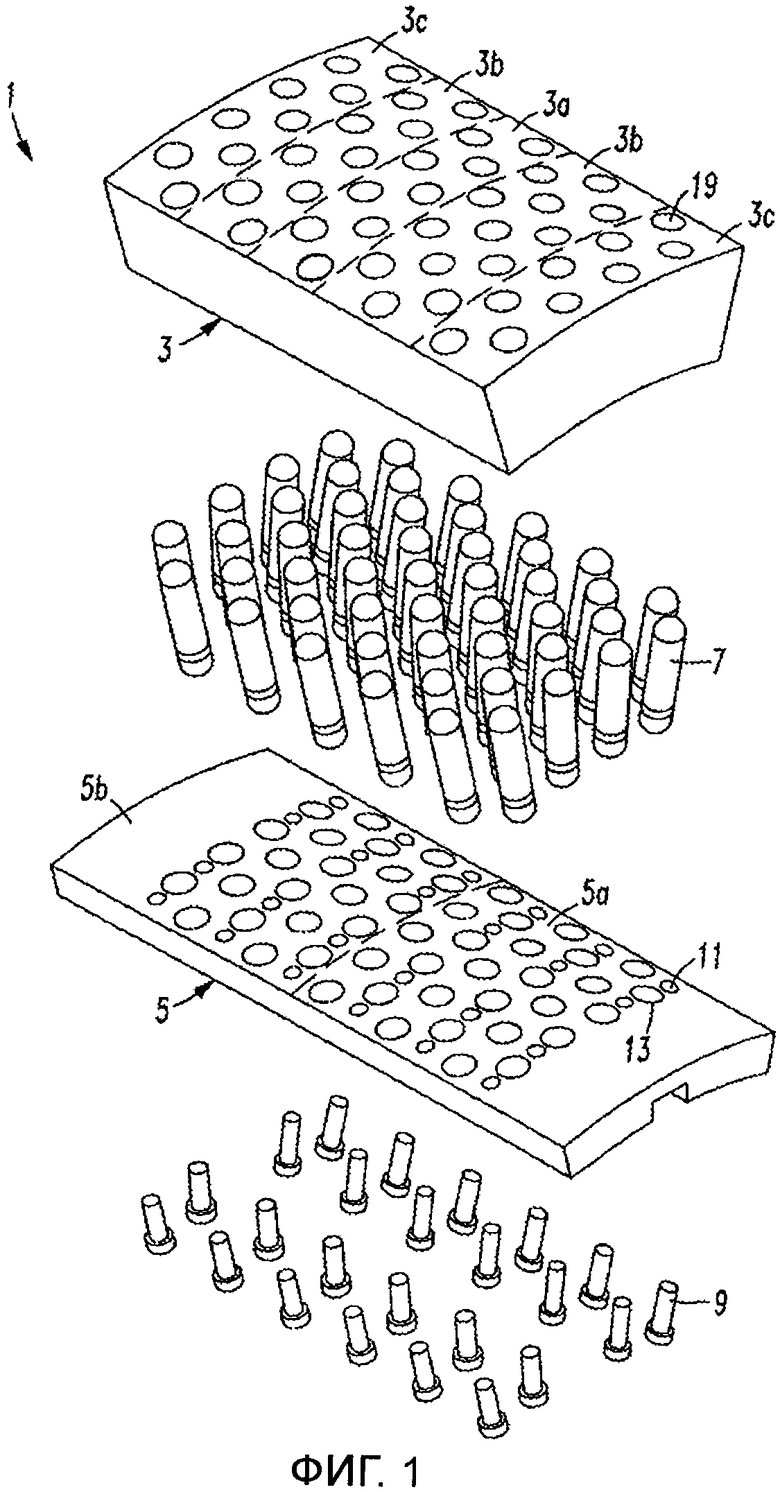
на фиг.1 - покомпонентное изображение первого представленного предпочтительного варианта выполнения дробильного тела 1;
на фиг.2 - вид снизу в перспективе истираемой основной части 3 первого представленного предпочтительного варианта выполнения дробильного тела 1;
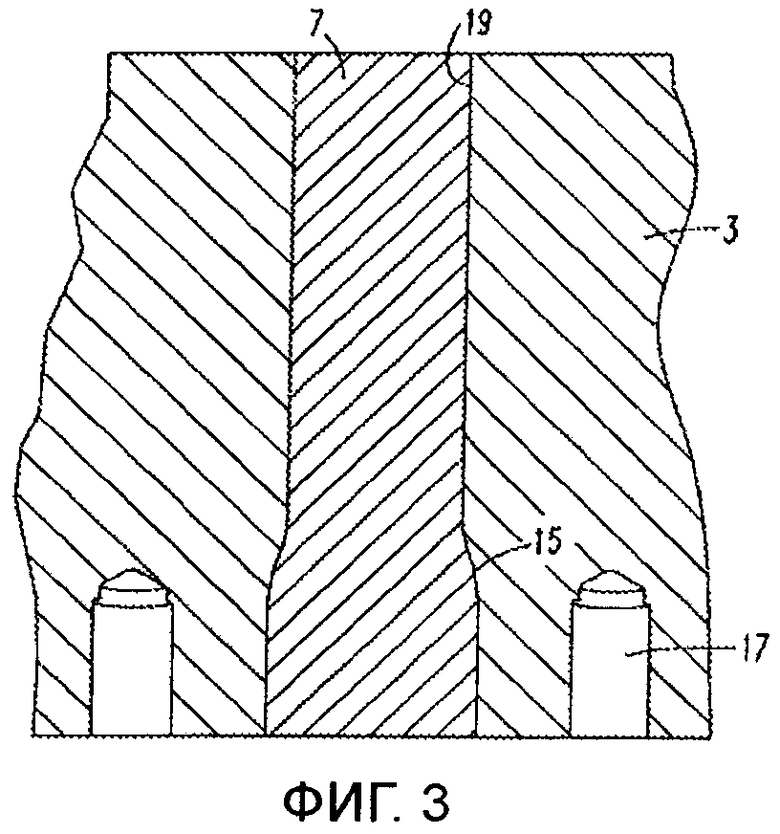
на фиг.3 - фрагмент поперечного сечения части первого представленного предпочтительного варианта выполнения дробильного тела 1 с изображением вставки 7, введенной в часть истираемой основной части 3;
на фиг.4 - вид в перспективе первого представленного предпочтительного варианта выполнения дробильного тела 1 с вырезанной частью дробильного тела для иллюстрации вставок 7 и крепежных элементов 9, установленных в дробильное тело;
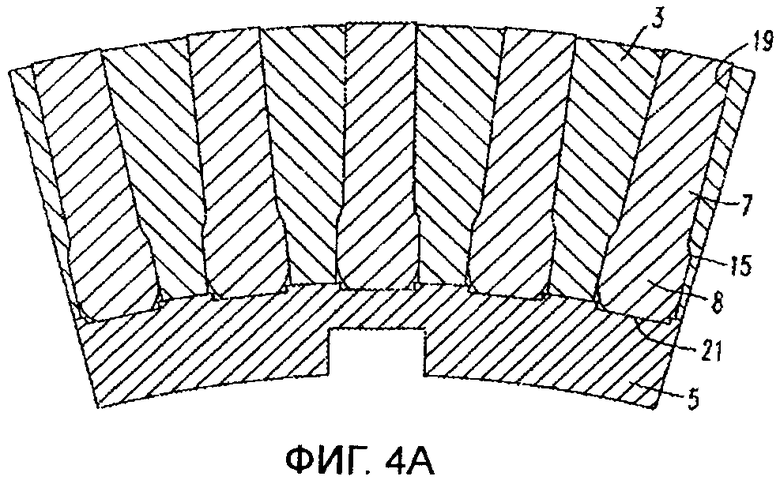
на фиг.4А - вид с торца в поперечном сечении первого представленного предпочтительного варианта выполнения дробильного тела 1;
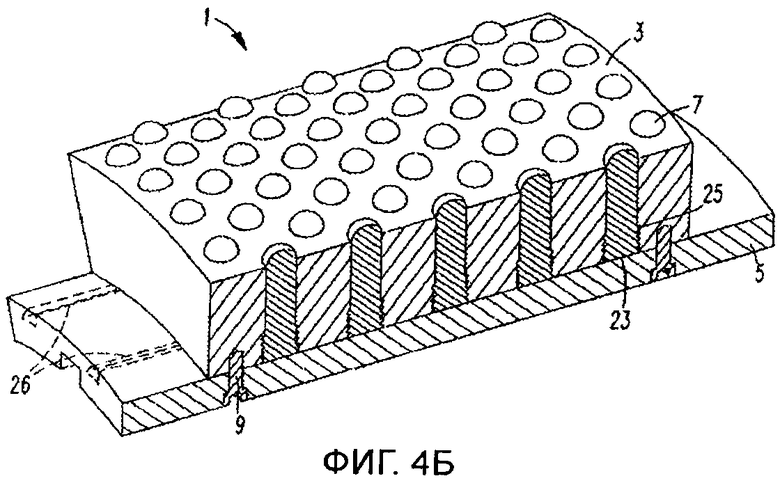
на фиг.4Б - вид в перспективе первого представленного предпочтительного варианта выполнения дробильного тела 1 с вырезанной частью дробильного тела для иллюстрации альтернативного расположения вставок 7 и крепежных элементов 9, установленных в дробильное тело;
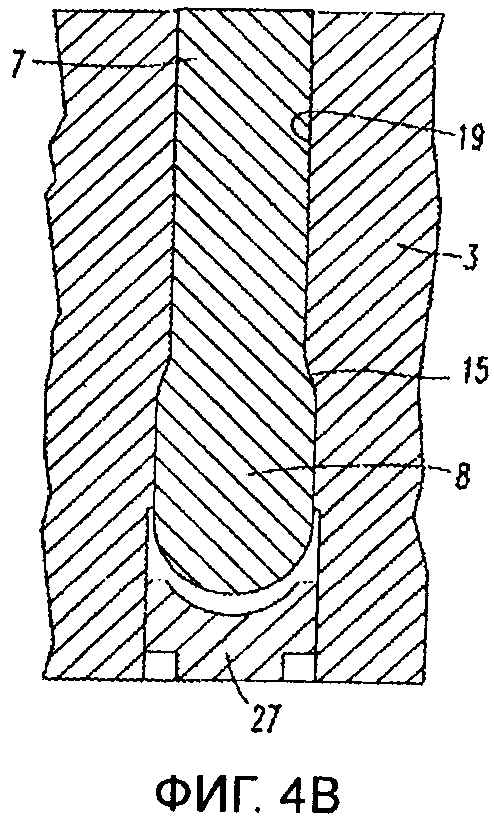
на фиг.4B - увеличенное поперечное сечение представленного предпочтительного варианта выполнения вставки 7, помещенной в часть дробильного тела 1 вблизи фиксатора 27;
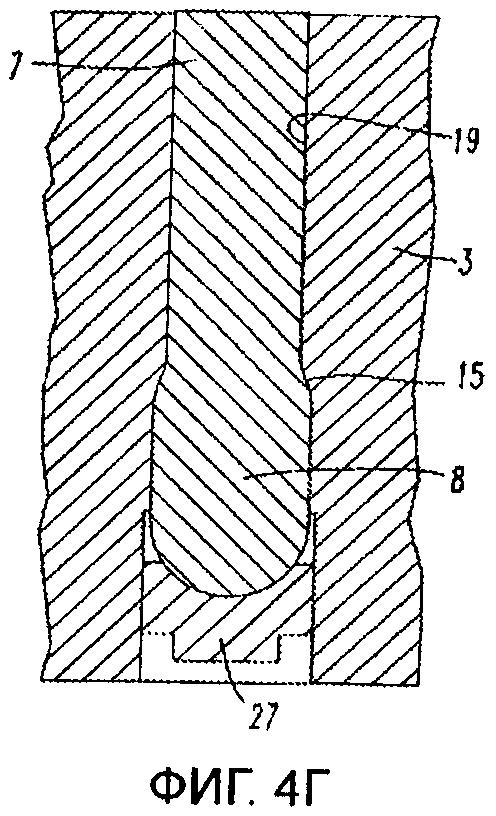
на фиг.4Г - вид, аналогичный виду с фиг.4B, иллюстрирующий фиксатор 27, способствующий закреплению вставки 7 в дробильном теле 1;
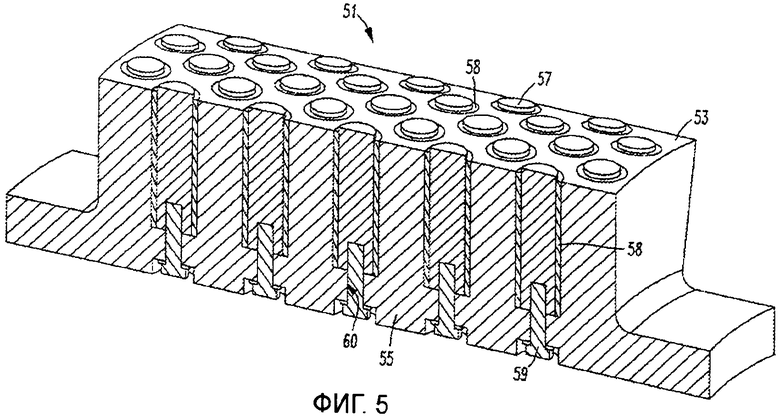
на фиг.5 - вид в сечении третьего представленного предпочтительного варианта выполнения дробильного тела 51;
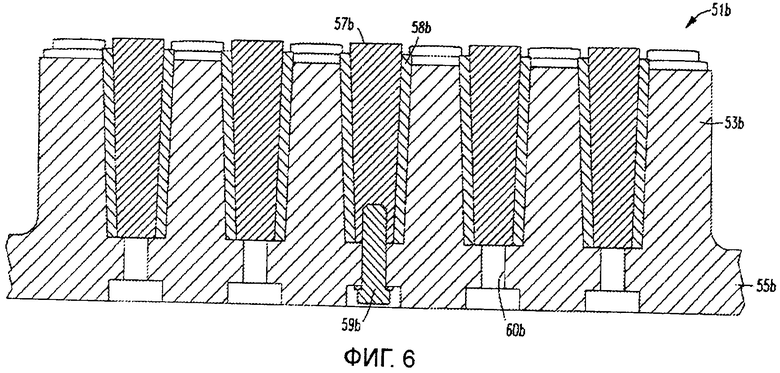
на фиг.6 - вид в сечении другой альтернативной конструкции вставки 57b и втулки 58b, которые могут быть использованы в вариантах выполнения дробильного тела 51b;
на фиг.7 - вид в перспективе другого предпочтительного варианта выполнения дробильного тела 61;
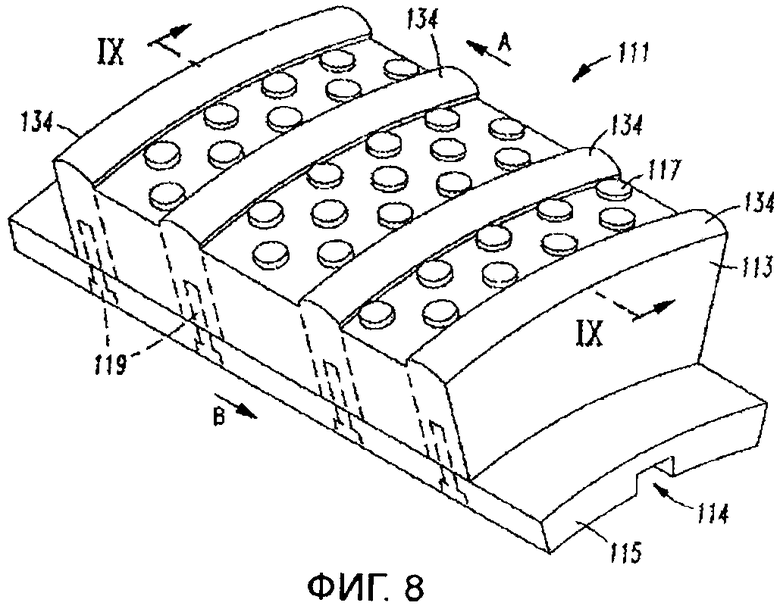
на фиг.8 - вид сверху в перспективе еще одного предпочтительного варианта выполнения дробильного тела 111;
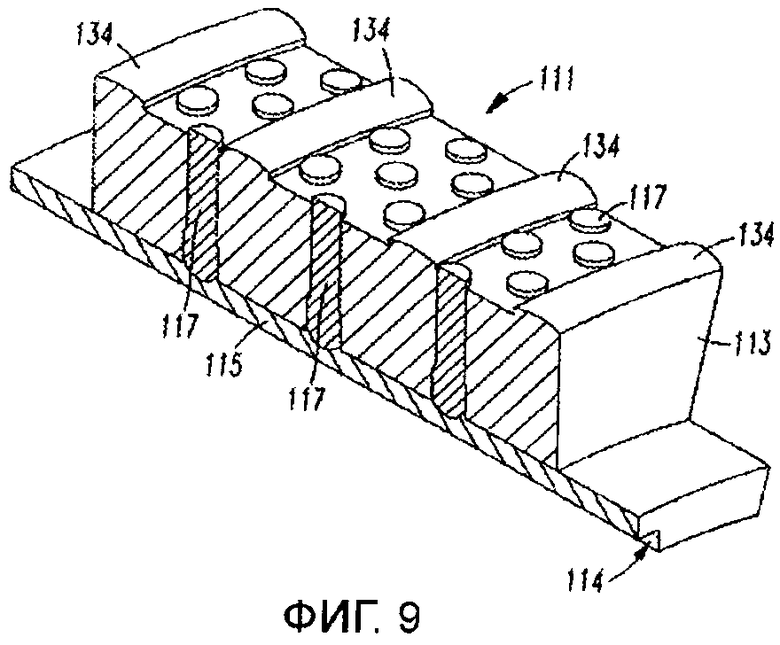
на фиг.9 - вид в сечении, взятом по линии IX-IX с фиг.8, еще одного предпочтительного варианта выполнения дробильного тела 111;
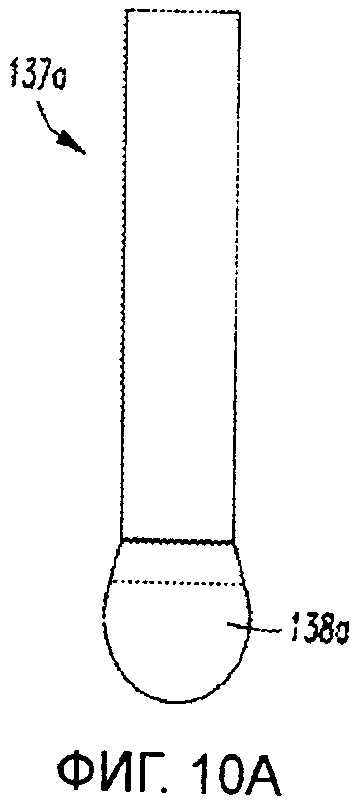
на фиг.10А - вид в перспективе варианта выполнения вставки 137а, которая может быть использована в вариантах выполнения дробильного тела;
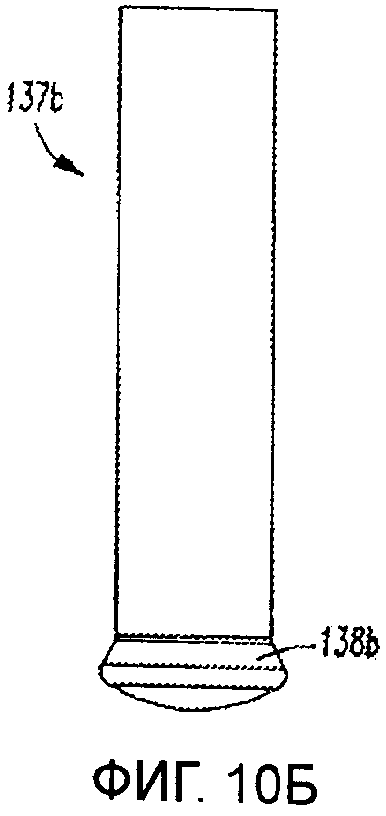
на фиг.10Б - вид в перспективе другого варианта выполнения вставки 137b, которая может быть использована в вариантах выполнения дробильного тела;
на фиг.10В - вид в перспективе другого варианта выполнения вставки 137с, которая может быть использована в вариантах выполнения дробильного тела;
на фиг.10Г - вид в перспективе дополнительного варианта выполнения вставки 137d, которая может быть использована в вариантах выполнения дробильного тела;
на фиг.10Д - вид в перспективе другого варианта выполнения вставки 137е, которая может быть использована в вариантах выполнения дробильного тела;
на фиг.10Е - вид в перспективе другого варианта выполнения вставки 137f, которая может быть использована в вариантах выполнения дробильного тела;
на фиг.10Ж - вид в перспективе другого варианта выполнения вставки 137g, которая может быть использована в вариантах выполнения дробильного тела;
Должно быть понятно, что одинаковые ссылочные обозначения, использованные на чертежах, могут относиться к одинаковым компонентам.
Осуществление изобретения
Согласно фиг.1 дробильное тело 1 может включать истираемую основную часть 3, соединенную с крепежной основной частью 5. Между истираемой основной частью 3 и крепежной основной частью 5 могут быть установлены вставки 7. Часть каждой вставки 7 может размещаться в соответствующем канале 19 группы каналов 19, сформированных в истираемой основной части 3. Каждая вставка 7 может иметь базовую часть 8, входящую в проточку 13 или отверстие, выполненное в крепежной основной части 5. Альтернативно базовая часть 8 каждой вставки 7 может подпираться приливом или выступом крепежной основной части 5 (не показано).
Крепежные элементы 9 могут проходить через отверстия 11 или другие прорези в крепежной основной части 5 в отверстия или проточки, сформированные в истираемой основной части 3, например в резьбовые отверстия, выполненные во вставках, размещенных в истираемой основной части 3, и предназначены для механического соединения крепежной основной части 5 с истираемой основной частью 3. Конечно, крепежная основная часть 5 может также фиксироваться клеем, сваркой или связующим веществом дополнительно к механическому соединению, обеспеченному крепежными элементами 8, что укрепляет соединение между крепежной основной частью 5 и истираемой основной частью 3.
Каналы 19, выполненные в истираемой основной части, для приема базовых частей 8 вставок 7 могут содержать стопорные участки 15 большего диаметра или стопорные участки, сужающиеся от большей ширины к меньшей ширине. Стопорные участки 15 могут прилегать к каналам 19 и составлять часть каналов 19. Вставка 7 может иметь конусность, так чтобы базовая часть 8 каждой вставки 7 была шире других частей вставки, находящихся выше или ниже базовой части 8 и вводимых в истираемую основную часть 3. Уменьшение ширины каналов 19 позволяет обеспечить механическое сцепление стопорных участков 15 истираемой основной части 3 с базовыми частями 8 вставок 7, способствуя фиксации вставок на нужных позициях в истираемой основной части 3 дробильного тела 1. Каждый стопорный участок 15 может представлять собой часть истираемой основной части 3 с малым сечением или часть всего канала 19. В других вариантах выполнения каждый стопорный участок может по существу быть целиком частью истираемой основной части 3, прилегающей к каналу 19 и формирующей этот канал.
Вставки 7 могут устанавливаться в истираемую основную часть 3 путем проталкивания или запрессовки вставок 7 через каналы 19 с одной из сторон истираемой основной части, например с низа истираемой основной части 3, с верха истираемой основной части или с боку истираемой основной части, а именно с той стороны, которая противоположна дробильной поверхности истираемой основной части. Затем над этой стороной истираемой основной части 3 может быть помещена крепежная основная часть 5, оставляя вставки 7 между истираемой основной частью 3 и крепежной основной частью 5 или обеспечивая крепежный профиль для присоединения истираемой основной части к компоненту дробильного устройства.
Крепежные элементы 9 могут быть затем установлены так, чтобы соединять крепежную основную часть 5 с истираемой основной частью 3. Крепежные элементы 9 могут быть, например, винтами, болтами, заклепками, резьбовым крепежом или крепежными элементами другого типа, или крепежными механизмами. Альтернативно или дополнительно по меньшей мере некоторые из крепежных элементов 9 могут быть установлены в крепежной основной части 5 так, чтобы соединяться с соответствующей резьбой во вставках 7, непосредственно прикрепляя крепежную основную часть 5 к вставкам 7.
Как можно понять из фигур 4, 4А, 10А-10Ж, которые будут рассмотрены ниже более подробно, базовые части 8 вставок могут иметь несколько различных геометрических форм. Например, нижняя часть каждой вставки 7 может быть округлой, и углубления 13 в крепежной основной части 5 могут иметь сопряженную криволинейную форму, допускающую вхождение скругленных нижних частей вставок 7. В другом примере низ 21 каждой базовой части 8 может быть плоским или в основном плоским и входить в плоское или в основном плоское углубление 13, сформированное в крепежной основной части 5. В других вариантах выполнения вставки 7 могут иметь постоянную ширину или диаметр и иметь скругленную, сплющенную, идущую под углом или конусообразную базовую часть, или иметь конфигурацию, которая становится понятной по фигурам 10Д-10Е.
Конечно, базовая часть 8 каждой вставки 7 может иметь другую конфигурацию. Например, больший диаметр базовой части каждой вставки может иметь резьбу, так чтобы каждая вставка имела базовую часть 23 с резьбой 25, выполненной на ней. Резьбы 25 могут сопрягаться с резьбами, выполненными в нижних частях каналов 19, проходящих в истираемой основной части 3, что позволяет ввинчивать вставки в истираемую часть и возможно сцеплять или фиксировать стопорные участки 15, сформированные в каналах 19. Стопорные участки 15 могут представлять собой, например, стопорные элементы или стопорные профили, образованные формой части каналов 19. Крепежная основная часть 5 может также иметь отверстия, совпадающие с каналами 19 и может иметь резьбы, выполненные в этих отверстиях и сопрягающиеся с резьбами 25 базовых частей 23, так чтобы резьбы 25 вставок 7 могли проворачиваться в отверстиях, продвигая крепежную основную часть 5 к каналам истираемой основной части 3.
В еще одном варианте выполнения вставки 7 могут быть помещены в каналы 19, и затем под базовой частью каждой вставки 7 в эти каналы может быть введен фиксатор, например фиксирующий элемент 27, который смыкаясь с базовой частью 8 вставки 7 способствует фиксации вставки в истираемой основной части 3. Фиксирующий элемент 27 может быть, в частности, применим в вариантах выполнения дробильного тела 1, в которых истираемая основная часть 3 и крепежная основная часть 5 выполнены как единые составляющие дробильного тела 1.
Фиксирующие элементы 27 могут быть снабжены резьбой, так чтобы они были подвижными вдоль каналов 19 или отверстий, выполненных в крепежной основной части 5, смыкаясь или приходя в контакт с базовой частью 8 соответствующей вставки 7 в каждом канале или отверстии 19. Нижней или средней части каждого фиксирующего элемента 27 может быть придана форма, обеспечивающая взаимодействие с крепежной основной частью 5 или одним или несколькими промежуточными элементами, расположенными между фиксирующими элементами 27 и крепежной основной частью 5. Альтернативно может быть предусмотрено пространство или зазор между фиксирующими элементами 27 и крепежной основной частью 5. В других вариантах выполнения фиксирующий элемент 27 может иметь нижнюю или среднюю часть, выполненную с возможностью сопряжения с частью истираемой основной части 3.
В качестве альтернативы фиксирующими элементами 27 могут служить крепежные элементы 9, прижимающие вставки 7 к истираемой основной части 3 и (или) крепежной основной части 5. Например, крепежные элементы 9 могут служить фиксирующими элементами 27, введенными через крепежную основную часть 5 для взаимодействия со вставками 7, скрепляя вставки 7 и истираемую основную часть 3 с крепежной основной частью 5. Головная часть каждого фиксирующего элемента 27 может иметь отверстие для приема базовой части соответствующей одной или нескольких вставок. В другом примере фиксирующие элементы 27 могут быть установлены в каналах 19 и в последующем запрессованы или приварены для закрепления положения фиксирующих элементов 27 во взаимодействии со вставками 7, в котором вставки закрепляются в истираемой основной части 3.
Должно быть понятно, что части крепежной основной части 5 могут содержать механические фиксирующие элементы 26, как показано, например, пунктирной линией на фиг.4Б. В качестве примера крепежная основная часть 5 может содержать паз или канал, такой как паз в виде ласточкина хвоста, служащий для приема прилива или выступа истираемой основной части 3 и обеспечивающий соединение между двумя основными частями. Другие соединительные элементы могут быть обеспечены в добавление к таким пазам или каналам или в качестве альтернативы таким средствам. Например, соединительные элементы 26 для истираемой основной части 3 и крепежной основной части 5 могут включать штыри, сформированные в одной основной части и входящие в отверстия, сформированные в другой основной части, или шпонки и шпоночные канавки, выполненные так, чтобы шпонки, сформированные в одной основной части входили в шпоночные канавки, сформированные в другой основной части.
Дробильное тело 1 может представлять собой валок, пуансон, стол, часть пуансона или часть поверхности стола, на которой измельчается материал. Альтернативно дробильное тело может быть частью валка, взаимодействующей с другой частью, образуя тело валка, например валка валковой мельницы или вальцового пресса. Истираемая основная часть 3 может иметь поверхностью, выполненную с возможностью образования самоформирующихся или полу самоформирующихся слоев, служащих для дробления материала.
Хотя дробильное тело 1 изображено с дугообразными крепежными и истираемыми поверхностями, должно быть понятно, что альтернативно могут использоваться плоские крепежные поверхности. Например, истираемые или крепежные поверхности могут быть плоскими, многоугольной формы или иметь формы, размеры и конфигурации, пригодные для использования в конкретном типе дробильного устройства или удовлетворяющие конкретным конструктивным требованиям.
Предпочтительно вставки 7 прочнее материала истираемой основной части 3 и крепежной основной части 5. Однако подразумевается, что вставки могут быть мягче материала истираемой основной части 3, образуя при работе дробильного тела на поверхности истираемой основной части 3 выемки в виде карманов для попадания в них дробимого или измельчаемого материала, что способствует образованию самоформирующегося или полу самоформирующегося слоя, служащего для измельчения материала.
Как можно понять из фиг.1, некоторые предусмотренные варианты выполнения дробильного тела 1 могут включать крепежную основную часть 5, сформированную двумя или несколькими разными деталями, соединенными сваркой, горячим изостатическим прессованием, крепежными элементами, пайкой, склеиванием, механическими фиксирующими деталями, прессовой посадкой, крепежными механизмами или комбинацией приведенного. Например, первая часть 5а крепежной основной части может быть взаимосвязана со второй частью 5b крепежной основной части крепежными элементами (не показаны) и (или) сваркой, пайкой, или горячим прессованием двух частей 5а и 5b, образуя крепежную основную часть 5.
Подразумевается, что истираемая основная часть 3 может быть сформирована тремя частями 3а, 3b и 3c, показанными на фиг.1 пунктирными линиями. Разные части могут быть взаимосвязаны сваркой, крепежными элементами, пайкой, горячим изостатическим прессованием, крепежными механизмами или комбинацией приведенного. Частям может быть также придана форма, соединяющая их друг с другом. Например, часть 3c может иметь профиль боковой поверхности, сцепляющийся с профилем боковой поверхности части 3b, и часть 3b может иметь профили боковых поверхностей, сцепляющиеся с боковыми поверхностями частей 3a и 3c. Должно быть понятно, что наружная боковая поверхность части 3c, противоположная боковой поверхности, соединенной с частью 3b, может быть выполнена с возможностью соединения с торцовым защитным механизмом.
Кроме того, состав каждой части истираемой основной части 3 может быть различным, обеспечивая более предпочтительный истираемый профиль или профиль дробильного слоя. Например, часть 3c может состоять из металла или другого материала, который мягче чем части 3b, и часть 3a может состоять из металла или другого материала, который тверже, чем часть 3b. В качестве другого примера часть 3c может состоять из металла или другого материала, который тверже, чем части 3a и 3b. В некоторых вариантах выполнения части 3a и 3b могут состоять из одинакового материала или материалов, имеющих разные твердость или прочность.
Конечно в вариантах выполнения дробильное тело может быть сформировано иным образом или иметь другую конструкцию. Например, как показано на фиг.4, дробильное тело 1 может быть сформировано так, чтобы вставки 7 в основном выступали из каналов 19, выполненных в дробильном теле 1.
Кроме того, в некоторых вариантах выполнения части дробильного тела 1 могут быть сформированы несколькими слоями одинаковых или разнородных материалов, спаянных друг с другом, образуя твердую истираемую поверхность дробильного тела. Например, слои могут быть сварены или соединены горячим изостатическим прессованием. Каждый из слоев может иметь разную твердость, и один или несколько слоев могут быть тверже или мягче вставок 7. Крайняя наружная часть каждой вставки 7 может быть заглублена относительно наружной поверхности истираемой основной части, вровень с наружной поверхностью истираемой основной части 3 или может выступать над истираемой основной частью 3. В некоторых вариантах выполнения первая часть может быть промежуточной подложкой истираемой основной части, вторая часть может быть частью истираемой поверхности и третья часть может быть частью крепежной основной части.
В некоторых предусмотренных альтернативных вариантах выполнения вставки 7 могут быть мягче истираемой основной части 3 или могут быть частично или полностью охвачены втулками. Должно быть понятно, пространственное размещение вставок 7 и твердость вставок 7 и наружной поверхности истираемой основной части 3 могут быть подобраны таким образом, чтобы формировать требуемую истираемую поверхность, размеры и форма которой таковы, чтобы удовлетворять необходимым конструктивным требованиям на измельчение материала, например, создавая самоформирующийся слой на дробильной поверхности дробильного тела 1.
Согласно фигурам 5 и 6 дробильное тело 51, 51b может быть также выполнено с использованием втулок 58, 58b, способствующих защите вставок 57, 57b и соединяющих вставки с одной или несколькими частями дробильного тела. Например, дробильное тело 51 может содержать наружную часть 53 и внутреннюю часть 55. Наружная часть 53 может иметь каналы с размерами, пригодными для введения вставок 57 и втулок 58. Каждая втулка может быть установлена так, чтобы охватывать по меньшей мере часть площади поверхности соответствующей вставки 57. Каждая вставка может быть установлена в соответствующей втулке. Затем вставка 57 и втулка 58 в которую эта вставка введена, могут быть помещены в соответствующий канал наружной части 53. Втулка 58 может быть припаяна или приклеена к наружной части 53 внутри канала.
Например, каждая втулка 58 может быть установлена по посадке или приклеена в соответствующем одном или нескольких каналах. Затем каждая вставка 57 может быть протолкнута, втянута или запрессована во втулку 58. Альтернативно во вставку может быть введен крепежный элемент 59 для проталкивания, втягивания или иным образом помещения вставки 57 во втулку 58. Внутренний диаметр канала, сформированного в каждой втулке 58, может быть покрыт клеем или другим связующим составом, облегчающим установку, закрепление и соединение вставки 57 с втулкой 58. Альтернативно или дополнительно может быть обеспечено приложение усилия для прикрепления втулок 58 со вставками 57 к наружной части 53. Например, может сдетонировать взрывчатое вещество, за счет взрыва заштамповывая вставки и втулки в наружную часть 53. Затем в отверстия 60, выполненные во внутренней части 55, могут быть установлены крепежные элементы 59. Каждый крепежный элемент может быть соединен с соответствующей вставкой 57. Вставки 57 могут иметь отверстия, размеры и конфигурация которых подобраны таким образом, чтобы принимать конечную часть соответствующего одного или нескольких крепежных элементов 59.
В предусмотренном альтернативном варианте выполнения втулки 58 могут иметь резьбы, сопрягающиеся с резьбами (не показаны), выполненными в каналах наружной части 53 и обеспечивающих вращение втулок 58 и вхождение их в резьбовое соединение с наружной частью 53. В таком варианте выполнения вставки 57 могут быть сначала помещены во втулки 58 и скреплены с ними. Затем снабженные резьбой втулки 58 могут быть размещены в каналах для установки втулок и вставок в наружной части 53 дробильного тела 51.
Каждое отверстие 60 может включать широкую часть для помещения в нее головки или широкой части крепежного элемента 59 и узкий канал, размеры которого подобраны таким образом, чтобы принять среднюю и конечную части крепежного элемента, обеспечивая соединение крепежного элемента 59 со вставкой 57. Широкая часть отверстия 60 может позволять головке крепежного элемента 59 непосредственно контактировать с частью внутренней части 53, обеспечивая жесткое соединение между вставками и внутренней частью 55 посредством крепежных элементов 59.
Должно быть понятно, что внутренняя часть 55 и наружная часть 53 дробильного тела могут представлять собой части выполненного воедино или отлитого тела или могут быть отдельными деталями, которые соединяют друг с другом посредством сварки, пайки, использования крепежных элементов или комбинации приведенного. Внутренняя часть 55 может представлять собой крепежную основную часть, и наружная часть 53 может представлять собой истираемую основную часть. Вставки 57 могут быть тверже материала втулок 58, и втулки 58 могут быть тверже материала наружной части 53. Конечно вставки 57 могут быть мягче втулок 58, но тверже наружной части 53. Втулки 57 могут быть мягче наружной части 53, но тверже вставок 57, или наружная часть 53 может быть тверже вставок 57, но мягче втулок 58. В других вариантах выполнения наружная часть 53 и вставки 57 могут быть из одного и того же материала или состоять из материалов, имеющих одинаковую или в основном одинаковую твердость. В других вариантах выполнения втулки 58 могут быть тверже вставок 57 и наружной части 53, или могут быть мягче наружной части 53 и вставок 57. Втулки 58 могут состоять из неметалла, композитного материала или такого металла, как сталь или сплав.
При установке втулок 58 и вставок 57 в каналы наружной части 53 часть каждой втулки 58 и часть каждой вставки 57 может выступать из внешней поверхности наружной части 53, как можно понять из фиг.6. Крайняя часть каждой вставки 57 может выступать дальше из крайней части каждой втулки 58. В альтернативных вариантах выполнения крайняя часть вставки 57 может быть заглублена относительно крайней части втулки 58, охватывающей часть вставки 57. В других вариантах выполнения крайние части вставок 57 и втулок 58 могут выступать на одинаковое расстояние.
В других вариантах выполнения наружные края вставок 57 могут быть заглублены относительно дробильной поверхности или внешней поверхности наружной части 53 и втулок 58. В других вариантах выполнения втулки 58, вставки 57 или и те, и другие могут быть вровень с внешней поверхностью наружной части 53. При втулках 58 или вставках 57 заглубленных относительно внешней поверхности наружной части втулки могут быть вровень со вставками или могут быть расположены больше вовне или меньше вовне, чем край вставки 57 относительно поверхности наружной части 53.
Втулки 58, вставки 57 и каналы, выполненные в наружной части 53 для приема втулок и вставок, могут быть прямолинейными или могут иметь другие конфигурации. Например, как можно видеть на фиг.6, вставки 57b и втулки 58b могут быть суживающимися для вхождения в суживающийся канал. Каждая вставка 57b может взаимодействовать с проходящим от внутренней части крепежным элементом 59b или скрепляться с ним.
Хотя это не показано, вставки 57 и втулки 58 могут быть суживающимися так, что крайняя наружная часть каждой вставки уже крайней внутренней части каждой вставки 57 и втулки 58, для которой крепежным элементом 59 может служить фиксирующий элемент 27, как изображено на фигурах 4В и 4Г.
Альтернативно вставки 57b и втулки 58b могут суживаться таким образом, чтобы крайняя внутренняя часть каждой вставки и втулки была меньше крайней внешней части каждой вставки 57b и втулки 58b, как можно видеть на фиг.6. Крепежные элементы 59b могут представлять собой фиксирующие элементы, расположенные во внутренней части 55b дробильного тела 51b и служащие для присоединения или сцепления базовой части каждой вставки 57b. Базовая часть каждой вставки 57, 57b может содержать материал, который мягче наружной дробильной части вставки. Например, вставка 57, 57b может быть сформирована с градиентом твердости или с локальным упрочнением, таким, чтобы в основном вся вставка 57, 57b была тверже базовой части. Градиент твердости может быть получен с использованием процесса послойного или выборочного спекания охлажденного металлического порошка, например, как описано в патентной заявке US 2010/0319650 и патенте US 6,787,100. Базовая часть может быть механически обработана для взаимодействия с крепежным элементом 59, 59b или иным образом деформирована в канале 19 истираемой основной части 3 вблизи стопорного участка 15. Альтернативно резьбовая врезка может быть запаяна в дополнительный карман, сформированный в базовой части вставки, имеющей однородную твердость.
Должно быть понятно, что вставки 57 или 57b могут быть запрессованы во втулки 58 или 58b до помещения в наружную часть 53, 53b. Например, вставки 57b могут быть введены во втулки 58b, и затем втулки могут быть установлены в наружную часть 53b для размещения втулок и вставок в наружной части 53b. В другом примере втулки 58b могут быть установлены в наружную часть 53b, и затем вставки 57b могут быть помещены во втулки 58b. Крепежные элементы 59b могут использоваться, например, для втягивания одной или нескольких вставок 57b в соответствующие втулки 58b для установки вставок 57b в наружную часть 53b.
Варианты выполнения дробильного тела могут включать сегменты, выполненные с возможностью взаимного соединения с образованием цилиндра или валка. В других вариантах выполнения размеры и конфигурация дробильного тела могут быть подобраны таким образом, чтобы формировать валок, цилиндр, штамп, размольный стол или другое дробильное тело. Например, дробильное тело 61 может быть выполнено таким образом, чтобы истираемая основная часть 63 имела вставки 67, размещенные в ней и скрепленные с ней. Вставки 67 могут содержать наружную часть, выступающую из внешней поверхности истираемой основной части 63. В альтернативных вариантах выполнения вставки 67 могут быть вровень с истираемой основной частью 63 или могут быть заглублены в истираемую часть истираемой основной части 63. Как показано, дробильное тело 61 может быть сформировано в вид цилиндра.
Дробильное тело может также содержать несколько крепежных основных частей 65, соединенных с истираемыми основными частями 63. Крепежные основные части 65 могут быть, например, в виде сегментов. Крепежные основные части 65 могут содержать один или несколько профилей 64, например пазы, прорези или отверстия другой формы, или фигурные части, размеры и конфигурация которых обеспечивают сопряженное соединение с частью валка, вала, опоры, элемента другого типа или с другим компонентом дробильного тела. В альтернативных вариантах выполнения профили 64 могут содержать выступы, размеры и конфигурация которых подобраны таким образом, чтобы входить в пазы, сформированные на валу, валке или другом элементе или компоненте дробильного тела. Выступы могут иметь сопряженную форму для взаимного соединения с валом или валком, опорой, элементом другого типа дробильного устройства или с другим компонентом дробильного устройства. Крепежные элементы 69 могут проходить через отверстия в крепежной основной части 65 для соединения крепежной основной части 65 с истираемой основной частью 63. При необходимости в замене истираемой основной части 63 крепежные элементы 69 могут быть удалены для отделения истираемой основной части 63. Удаленная истираемая основная часть 63 может быть заменена на новую. Крепежные элементы 69 могут использоваться для соединения новой истираемой основной части 63 с крепежной основной частью 65.
Хотя это не показано, дробильное тело 61 может быть сформировано таким образом, чтобы вставки 67 были выплавлены или отлиты под давлением на истираемой основной части 63. Вставкам 67 может быть придана такая форма, чтобы они включали профиль, обеспечивающий необходимую конструкцию или конфигурацию, при которой истираемая основная часть 63 и вставки 67 образуют самоформирующийся слой или полу самоформирующийся слой при воздействии на вставки 67. Крепежная основная часть 65 может быть неотъемлемой частью дробильного тела 61 или может быть отдельным элементом или частью. Крепежные основные части 65 могут относиться к различным видам геометрических конфигураций, например быть плитой многоугольной формы или круглой плитой, плоской плитой, плитой эллиптической формы, кольцеобразной плитой или дугообразной плитой.
Крепежные элементы 69 могут проходить во вставки 67 (как показано на фиг.6), могут проходить в истираемую основную часть 63 (как показано на фиг.4) или могут быть расположены так, чтобы некоторые из крепежных элементов 69 проходили в истираемую основную часть 63, а другие - во вставки 67. Крепежная основная часть 65 может также содержать профиль 64, обеспечивающий скрепление с опорой или другим элементом дробильного устройства. Профиль 64 может представлять собой, например, один или несколько пазов, сформированных в нижней части крепежной основной части 65, или может включать один или несколько выступов, приливов или зубцов, отходящих от крепежной основной части и служащих для сцепления или сопряжения с пазом или отверстием в опоре, элементе, валке, валу или другом компоненте дробильного устройства.
В других вариантах выполнения дробильное тело может содержать вставки или не содержать никаких вставок. Например, дробильное тело 1 может быть отлито так, чтобы иметь часть 3 истираемой основной части, которая соединяется с частью 5 крепежной основной части посредством промежуточного связующего элемента. Например, в некоторых вариантах выполнения связующий элемент может содержать врезанную или иным образом прикрепленную плиту, обеспеченную в истираемой основной части 3. Связующий элемент может быть плитой, имеющей разные формы и конфигурации. Например, связующий элемент может содержать группу верхних выступов и верхних пазов для соединения с пазами и выступами, сформированными на боковой стороне истираемой основной части 3 для скрепления связующего элемента с истираемой основной частью или сохранения такого скрепления. Связующий элемент может быть скреплен с истираемой основной частью 3 по любому из таких вариантов, как сварка, пайка, склейка или присоединение связующего элемента к истираемой основной части 3. Противоположная сторона связующего элемента может также содержать выступы и пазы для соединения с профилем, сформированным на одной из сторон крепежной основной части 5.
Крепежные элементы 9 могут проходить через отверстия, сформированные в крепежной основной части 5 для соединения крепежной основной части со связующим элементом и истираемой основной частью 3. Предусматривается также, что крепежные элементы 9 могут проходить через связующий элемент в часть истираемой основной части 3.
Альтернативно отдельный набор крепежных элементов 9 может проходить от связующего элемента к истираемой основной части 3, облегчая соединение истираемой основной части 3 со связующим элементом.
Согласно некоторым способам изготовления дробильных тел 1 в дробильном устройстве для измельчения материала могут быть обеспечены один или несколько выступов, формирующих вставные элементы.
В некоторых альтернативных вариантах выполнения связующий элемент может быть выполнен воедино с истираемой основной частью 3. Например, связующий элемент может быть отлит как часть истираемой основной части 3 или может быть приварен, припаян, приклеен или прикреплен к истираемой основной части 3. В других вариантах выполнения связующий элемент может быть выполнен воедино с крепежной основной частью 5 или может быть приварен, припаян, приклеен или прикреплен к крепежной основной части 5.
Предусматривается, что истираемая основная часть 3 может иметь прямоугольные или же коробчатые вставки 7, помещенные в нее. Например, одна или несколько прямоугольных или же коробчатых вставок 7 могут быть помещены в каналы или отверстия 19, сформированные или просверленные в истираемой основной части 3.
Предусматривается также, что связующий элемент может иметь вставки 7, скрепленные с ним или сформированные на нем. Вставки 7 могут быть установлены в каналах 19, сформированных в истираемой основной части 3 и частях связующего элемента. Связующий элемент может быть приварен, привинчен или иным образом скреплен с истираемой основной частью 3. Например, вставки могут быть помещены или запрессованы в каналы истираемой основной части и затем приварены или привинчены к связующему элементу со стороны, противоположной дробильной поверхности истираемой основной части 3.
В альтернативных вариантах выполнения выступам связующего элемента, например последовательности выступающих параллельных ребер, может быть придана форма, содержащая элементы, подобные вставкам, или действующие, как вставки. Такие выступы могут рассматриваться как вставные элементы. В таких вариантах выполнения связующий элемент может быть отлит на истираемой основной части 3. Истираемая основная часть 3 может содержать наружную поверхность, включающую металл, неметалл или композитный материал и охватывающую или по меньшей мере частично охватывающую выступы связующего элемента. Крепежная основная часть 5 может быть скреплена со связующим элементом посредством крепежных элементов 9. Крепежные элементы 9 могут проходить в выступы связующего элемента или могут быть расположены так, чтобы не проходить в выступы. Крепежная часть 5 может также содержать один или несколько пазов, отверстий, приливов или выступов, формирующих профиль для облегчения присоединения к компоненту дробильного устройства.
Выступы могут быть сформированы из металлического или неметаллического материала, который тверже металлического или неметаллического материала наружной поверхности истираемой основной части 3. Альтернативно выступы могут быть составлены из металлического и неметаллического материала, или составлены из материала, более мягкого, чем материал наружной поверхности истираемой основной части 3. Выступы могут способствовать обеспечению втягивания материала, регулируемому осевому перемещению материала и способствовать образованию самоформирующегося слоя на дробильной поверхности дробильного тела 1.
Другие варианты выполнения дробильного тела могут включать истираемые основные части, скрепленные с группой взаимосвязанных крепежных основных частей, которые соединены на своих боковых поверхностях одним или несколькими замковыми элементами или элементами в виде ласточкина хвоста. Истираемые основные части могут быть, например, размольными элементами или дробильными элементами. Истираемые основные части могут частично формировать дробильную поверхность дробильного тела. Каждая истираемая основная часть может быть скреплена с частью взаимосвязанной крепежной основной части 105 посредством одного или нескольких крепежных элементов, проходящих через крепежную основную часть в истираемую основную часть. Истираемые основные части могут содержать вставки, втулки и (или) включения более твердого или более мягкого материала, введенного в них, или могут не содержать таких вставок или включений материала. Истираемые основные части могут также содержать сформированные в них отверстия для введения крепежных элементов.
Хотя это не показано, в некоторых вариантах выполнения дробильное тело 51 может включать дополнительные размольные элементы, скрепленные с наружной частью 53, уже имеющей помещенные в него вставки 57 и втулки 58. Размольные элементы могут быть скреплены с дробильным телом 51 крепежными элементами 59 и (или) посредством сварки, пайки или приклеивания размольных элементов к наружной части 53 дробильного тела 51. Размольные элементы могут быть выполнены из твердого металла или могут быть выполнены из твердого композитного материала. Должно быть понятно, что размольные элементы, вставки 57 и втулки 58 могут поочередно соединяться с дробильным телом 51 в любой последовательности.
В некоторых вариантах выполнения дробильное тело 51 может включать размольный элемент, представляющий собой относительно крупную монолитную конструкцию, размещенную между последовательностью вставок 57 с втулками 58. В таких вариантах выполнения дробильное тело 51 может содержать части, формирующие относительно большое дополнительное отверстие для приема относительно крупного размольного элемента. Боковые стороны размольного элемента могут содержать профили для соединения с сопряженными профилями, сформированными в частях дробильного тела 51, выполненными с возможностью приема размольного элемента и формирующими указанное дополнительное отверстие. Втулки 58 и вставки 57 могут быть скреплены только с периферийными частями дробильного тела 51 на противоположных сторонах размольного элемента, прилегающих к краям дробильного тела 51, которые формируют периметр дробильной поверхности. Вставки 57 могут быть скреплены с периферийными частями дробильного тела 51 посредством крепежного элемента 59 и (или) использования других крепежных механизмов.
Истираемая основная часть дробильного тела 111 может быть также сформирована так, чтобы содержать одну или несколько физических перемычек, способствующих предотвращению самостоятельного осевого перемещения материала при его дроблении. Например, дробильное тело 111 может содержать истираемую основную часть 113, скрепленную с крепежной основной частью 115, имеющей профиль 114. Истираемая основная часть 113 может содержать группу помещенных в нее вставок 117 и может содержать группу физических перемычек 134, сформированных на дробильной поверхности истираемой основной части 113 или скрепленных с дробильной поверхностью истираемой основной части 113. Физические перемычки 134 могут быть неразъемно соединены с истираемой основной частью 113.
В качестве альтернативы физические перемычки могут быть скреплены с крепежной основной частью 115 посредством одного или нескольких крепежных элементов 119, как показано пунктирными линиями на фиг.8, так что физические перемычки 134 могут быть заменены путем удаления крепежных элементов 119, удаления поврежденной или изношенной физической перемычки 134 и установки новой физической перемычки 134 с последующим ее закреплением путем введения крепежных элементов 119. В таких вариантах выполнения крепежные элементы 119 могут вводиться в крепежную основную часть 118 и проходить в физические перемычки 134, так чтобы крепежные элементы 119 располагались в боковой части физических перемычек 134, противоположной дробильной поверхности дробильного тела 111.
В некоторых вариантах выполнения перемычки 134 могут быть сформированы как поверхностные элементы, не проходящие достаточно глубоко, чтобы прилегать к крепежной основной части 115, а вместо этого помещаемые в неглубокий глухой канал или паз в истираемой основной части 113. Могут также использоваться средства крепления, такие как, например, склейка, прессовая посадка, пайка или сварка, для облегчения закрепления новой, используемой на замену физической перемычки 134.
Физические перемычки 134 могут способствовать захвату материала, находящегося между соседними перемычками, и предотвращению значительного скольжения его в осевых направлениях А и В. Осевые направления А и В могут быть образованы валом или валком, или осью, на которой вращается дробильное тело 111. Осевое направление может быть также сформировано как направление поперечное, в основном перпендикулярное или перпендикулярное направлению, в котором дробильным телом 111 прикладывается сила для перемалывания материала.
Должно быть понятно, что описанные здесь "вставки" могут иметь любую из ряда возможных форм и конфигураций. Например, в добавление к вышеупомянутым и вышерассмотренным вставкам может быть придана форма аналогичная вставкам 137а, 137b, 137с, 137d, 137e, 137f 137g, представленным на фигурах 10А-10Ж, или они могут быть выполнены с базовыми частями 138а, 138b, 138с, 138d, 138e, 138f или 138g, имеющими любую из ряда различных форм и конфигураций, показанных на фигурах 10А-10Ж.
Например, базовые части вставок могут быть скругленными или могут образовывать половину полусферы, полную полусферу или значительную часть полусферы, как показано на фигурах 10А-10В. Альтернативно вставки могут быть суживающими и иметь более широкую базовую часть, имеющую в основном плоскую нижнюю поверхность, как показано на фиг.10Г. В другом примере вставки могут быть резьбовыми или иметь выполненные на них нарезы, как показано на фиг.10В.
Нарезы могут обеспечивать место размещения материала при измельчении его дробильным телом, что способствует образованию самоформирующегося слоя, служащего для лучшего разрушения материала. В другом варианте вставки могут быть выполнены с возможностью обеспечения базовой части, которая уже или шире части вставок 137a-137g выше или ниже базовой части 138a-138g. Например, базовая часть 138e вставки 137e, показанной на фиг.10Д, может быть выполнена с возможностью образования части 138e′ базовой части, взаимодействующей с ограничителем, сформированным в истираемой основной части за счет геометрии канала, и второй части 138e″, противоположной первой части 138e′ и служащей для взаимодействия с частью крепежной основной части, такой как упор или часть крепежной основной части, формирующая углубление, в которое входит базовая часть 138е. В других примерах вставки могут иметь базовые части 138f и 138g, размеры и форма которых изображены на фигурах 10Е и 10Ж.
Как может быть понятно специалисту в данной области, рассмотренные здесь варианты выполнения дробильных тел могут быть включены в любое устройство из ряда различных дробильных устройств. Например, варианты выполнения дробильного тела могут использоваться в любом из дробильных устройств различного типа, таком как, например, валковые мельницы, вальцовые прессы или другие виды мельниц, конусные дробилки, щековые дробилки, жираторные дробилки и другие виды дробильных устройств. Дробильные тела могут использоваться для измельчения такого материала, как руда, горная порода, камень, спеченный материал, материал, используемый для изготовления цемента, минеральных удобрений, металлов или другие материалы.
Например, дробильное тело может быть соединено или образовывать часть облицовки или покрытия или иным образом скрепляться с облицовкой или покрытием конусной дробилки или жираторной дробилки. Головка конусной или жираторной дробилки также может включать дробильное тело, сформированное в виде рабочего узла конусной или жираторной дробилки.
В качестве другого примера одно или несколько дробильных тел могут быть скреплены с валками, которые вращаются и измельчают материал между дробильными телами и столом в валковой мельнице. Стол валковой мельницы также может включать одно или несколько дробильных тел, формирующих истираемую поверхность или дробильную поверхность стола. Дробильные тела стола могут закрепляться на опоре или могут быть единой частью стола. В еще одном примере дробильным телам может быть придана форма, образующая дробильную поверхность пуансона или весь пуансон измельчителя, приводимый в действие приводным механизмом, движущим пуансон, дробящий материал, помещенный на стол или опорную плиту. Опорная плита также может включать одно или несколько дробильных тел, формирующих дробильную поверхность опорной плиты.
В еще одном примере дробильным телам может быть придана форма, образующая дробильную поверхность щеки или части щеки или другой дробильной поверхности щековой дробилки, приводимой в действие приводом вращения с соответствующей кинематической системой.
Могут быть также обеспечены способы изготовления дробильных тел. Способы могут включать скрепление вставок с истираемой основной частью и использование крепежных элементов для соединения истираемой основной части с крепежной основной частью. Предпочтительно крепежные элементы устанавливаются так, чтобы проходить через крепежную основную часть в опорную часть истираемой основной части, базовые части вставок и (или) как в опорные части истираемой основной части, так и в базовые части вставок. Вставкам может быть придана форма, при которой часть каждой из вставок располагается между крепежной основной частью и истираемой основной частью и взаимодействует как с истираемой основной частью, так и с крепежной основной частью, способствуя надежному скреплению вставок с дробильным телом.
В одном из приводимых в качестве примера вариантов выполнения способ изготовления дробильного тела включает первую стадию формирования истираемой основной части, вторую стадию формирования крепежной основной части, третью стадию помещения вставок в каналы, сформированные в истираемой основной части, четвертую опционную стадию закрепления фиксирующего элемента или крепежного элемента в истираемой основной части, пятую стадию помещения крепежной основной части впритык к базовой части каждой из вставок, шестую стадию введения крепежных элементов в крепежную основную часть для соединения крепежной основной части со вставками или истираемой основной частью и седьмую стадию соединения дробильного тела с компонентом дробильного устройства, так чтобы дробильное тело соединялось с рамой дробильного устройства. Каналы могут быть выполнены при формировании истираемой основной части или путем просверливания отверстий в истираемой основной части после ее формирования. Вставки могут быть помещены во втулки, и затем втулки и вставки могут быть установлены в каналы. Крепежный элемент может быть сформирован в части истираемой основной части или крепежной основной части, или он может быть сформирован как отдельный компонент, скрепляемый с истираемой основной частью. Под крепежным элементом может подразумеваться часть каждого из крепежных элементов или некоторые из крепежных элементов. Могут быть обеспечены выемки или приливы в крепежной основной части для приема или опоры базовых частей вставок.
В другом приводимом в качестве примера варианте выполнения способ изготовления дробильного тела включает первую стадию формирования истираемой основной части, вторую стадию формирования крепежной основной части, третью стадию закрепления связующего элемента между истираемой основной частью и крепежной основной частью, четвертую стадию введения крепежных элементов через крепежную основную часть в связующий элемент или истираемую основную часть и пятую стадию соединения дробильного тела с компонентом дробильного устройства, так чтобы дробильное тело соединялось с рамой дробильного устройства. Связующий элемент может быть изготовлен с выступами, формирующими один или несколько вставных элементов. Один или несколько вставных элементов могут выступать в истираемую основную часть вблизи наружной поверхности истираемой основной части, способствуя формированию дробильной поверхности истираемой основной части. Способ может также включать прохождение некоторых крепежных элементов во вставные элементы связующего элемента и (или) прохождение других через связующий элемент в истираемую основную часть. Как будет понятно специалисту в данной области, один из вариантов выполнения дробильного тела может включать любое число форм или конфигураций, соответствующих конкретным конструктивным параметрам или конструктивным требованиям. Например, свойства материала истираемой основной части, крепежной основной части, втулки, связующего элемента или вставок могут меняться для удовлетворения конструктивных требований. Для построения таких компонентов могут быть использованы любые сочетания металлов, таких как стали, содержащие марганец, хром, молибден, вольфрам, углерод и их сплавы, или другой материал.
Форма, глубина и положение вставок при работе могут быть любыми из числа требуемых положений и конфигураций. Кроме того, как показано выше, в различных вариантах выполнения дробильного тела могут использоваться или не использоваться вставки, втулки или связующий элемент. В различных вариантах выполнения дробильного тела размеры и конфигурация могут быть такими, чтобы эффективно закреплять вставки или подобные вставкам компоненты в истираемой поверхности дробильного тела посредством комбинации механических и химических механизмов скрепления, таких как клей, сварка и использование резьбовых крепежных элементов, так чтобы устойчивость и срок службы вставок могла быть больше, и дробильное тело могло требовать меньшего текущего обслуживания, чем обычные дробильные тела.
Хотя показаны и описаны некоторые предпочтительные варианты выполнения дробильных тел, устройств, содержащих одно или несколько дробильных тел, и способов изготовления и использования их, должно быть четкое понимание того, что изобретение этим не ограничено, но напротив могут существовать различные варианты осуществления и использования в рамках нижеследующей формулы изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СИСТЕМА ОЧИСТКИ ДРОБИЛКИ | 2011 |
|
RU2519954C2 |
| АНКЕРНЫЙ БОЛТ | 2015 |
|
RU2681603C2 |
| РЕЖУЩИЙ ИНСТРУМЕНТ, ИМЕЮЩИЙ МЕХАНИЗМ РЕГУЛИРОВАНИЯ В ДВУХ НАПРАВЛЕНИЯХ | 2009 |
|
RU2493942C2 |
| ДРОБИЛКА, СОДЕРЖАЩАЯ СМЕННУЮ ЗАЩИТНУЮ БРОНЮ | 2016 |
|
RU2719148C1 |
| РЕАГИРУЮЩИЙ НА КРУТЯЩИЙ МОМЕНТ ШКИВ ДЛЯ ИНЕРЦИОННОЙ КОНУСНОЙ ДРОБИЛКИ | 2015 |
|
RU2708322C1 |
| ПРИВОДНОЕ УСТРОЙСТВО ДЛЯ КРЕСЛА ТРАНСПОРТНОГО СРЕДСТВА | 2010 |
|
RU2520182C2 |
| Навесная вентилируемая фасадная натяжная система и способ ее монтажа | 2018 |
|
RU2679932C1 |
| ОБОРУДОВАНИЕ ДЛЯ УСТАНОВКИ ПРОТЕЗА СУСТАВА, В ЧАСТНОСТИ ПРОТЕЗА КОЛЕННОГО СУСТАВА | 2012 |
|
RU2607957C2 |
| СИСТЕМА СОЕДИНЕНИЯ ПРОФИЛЕЙ | 2006 |
|
RU2398139C2 |
| ГОРЯЧЕКАНАЛЬНАЯ ФОРСУНКА ДЛЯ ПОПЕРЕЧНОГО ВПРЫСКА | 2009 |
|
RU2490123C2 |




Изобретение относится к дробильным телам для измельчения таких материалов, как руда, горные породы, спеченные материалы, минералы, камни, материалы, используемые для изготовления цемента, минеральных удобрений. Способ заключается в том, что формируют истираемую основную часть, имеющую наружную дробильную поверхность, вставку, имеющую первую крайнюю часть, прилегающую к базовой части, и вторую крайнюю часть, а также формируют канал в истираемой основной части. Канал выполняют с возможностью вхождения в него как по меньшей мере первой крайней части вставки, так и крепежного элемента с наружной резьбой, который помещают в основном коаксиально со вставкой. После чего крепежный элемент затягивают. При этом вставку помещают в канал так, чтобы ее первая крайняя часть охватывала крепежный элемент со стороны наружной дробильной поверхности, а вторая крайняя часть вставки располагалась смежно с наружной дробильной поверхностью, после чего вставку с истираемой основной частью скрепляют. Дробильное устройство содержит крепежную основную часть, по меньшей мере одну истираемую основную часть, соединенную с крепежной основной частью и содержащую группу каналов, наружную дробильную поверхность и внутреннюю поверхность, группу вставок, по меньшей мере частично установленных в соответствующие каналы. Каждая из группы вставок выполнена и скреплена с истираемой основной частью как описано выше. Способ и устройство обеспечивают значительное снижение вероятности поломки или другого повреждения вставок. 2 н. и 13 з.п. ф-лы, 20 ил.
1. Способ изготовления дробильного тела для дробильного устройства, включающий:
формирование истираемой основной части, имеющей наружную дробильную поверхность;
формирование вставки, имеющей первую крайнюю часть, прилегающую к базовой части, и вторую крайнюю часть;
формирование канала в истираемой основной части, выполненного с возможностью вхождения в него как а) по меньшей мере первой крайней части вставки, так и б) крепежного элемента с наружной резьбой;
помещение крепежного элемента с наружной резьбой в основном коаксиально со вставкой;
затягивание крепежного элемента с наружной резьбой;
помещение вставки в канал истираемой основной части так, чтобы ее первая крайняя часть охватывала крепежный элемент с наружной резьбой со стороны наружной дробильной поверхности, и так, чтобы вторая крайняя часть вставки располагалась смежно с наружной дробильной поверхностью; и
скрепление вставки с истираемой основной частью.
2. Способ по п.1, в котором крепежный элемент с наружной резьбой представляет собой болт или винт.
3. Способ по п.1, включающий удаление крепежного элемента с наружной резьбой.
4. Способ по п.3, включающий замену отсоединенной истираемой основной части новой истираемой основной частью.
5. Способ по п.1, включающий соединение крепежной основной части с истираемой основной частью.
6. Способ по п.1, включающий пропускание крепежного элемента с наружной резьбой в опорную часть истираемой основной части и пропускание крепежного элемента с наружной резьбой сквозь крепежную основную часть.
7. Способ по п.1, в котором вставка имеет составную ширину или диаметр.
8. Способ по п.1, в котором стадия скрепления вставки с истираемой основной частью включает прикрепление группы вставок к истираемой основной части и использование группы крепежных элементов с наружной резьбой для соединения истираемой основной части с крепежной основной частью.
9. Дробильное устройство, содержащее:
крепежную основную часть;
по меньшей мере одну истираемую основную часть, соединенную с крепежной основной частью и содержащую:
группу каналов, наружную дробильную поверхность и внутреннюю поверхность, выполненную с возможностью прилегания к крепежной основной части;
группу вставок, по меньшей мере частично установленных в соответствующие каналы из группы каналов, при этом каждая из группы вставок имеет первую крайнюю часть, прилегающую к базовой части, и вторую крайнюю часть; и
по меньшей мере один крепежный элемент с наружной резьбой;
при этом вторые крайние части вставок располагаются смежно с наружной дробильной поверхностью истираемой основной части;
первые крайние части вставок располагаются в каналах в местоположениях, ближе прилегающих к внутренней поверхности истираемой основной части, чем вторые крайние части;
по меньшей мере один из группы каналов выполнен с возможностью вхождения в него как а) первой крайней части по меньшей мере одной из группы вставок, так и б) крепежного элемента с наружной резьбой, располагаемого в основном коаксиально по меньшей мере с одной из группы вставок, при этом по меньшей мере одна из группы вставок охватывает крепежный элемент с наружной резьбой со стороны наружной дробильной поверхности;
внутренняя поверхность по меньшей мере одной истираемой основной части прилегает к крепежной основной части; и
группа вставок скреплена с истираемой основной частью.
10. Устройство по п.9, в котором по меньшей мере один крепежный элемент с наружной резьбой представляет собой болт или винт.
11. Устройство по п.9, в котором по меньшей мере один крепежный элемент с наружной резьбой выполнен с возможностью удаления для отсоединения истираемой основной части.
12. Устройство по п.11, в котором истираемая основная часть выполнена с возможностью замены новой истираемой основной частью, которая может быть соединена с крепежной основной частью.
13. Устройство по п.9, в котором по меньшей мере один крепежный элемент с наружной резьбой проходит в опорную часть истираемой основной части.
14. Устройство по п.9, в котором по меньшей мере один крепежный элемент с наружной резьбой проходит сквозь крепежную основную часть.
15. Устройство по п.9, в котором по меньшей мере одна из группы вставок имеет составную ширину или диаметр.
| Способ автоклавной обработки бетонных изделий | 1982 |
|
SU1058948A1 |
| DE 102006010042 A1, 06.09.2007 | |||
| DE 102008014809 A1, 24.09.2009 | |||
| Бронефутеровка трубной мельницы | 1977 |
|
SU638368A1 |
| Противоударная облицовка | 1982 |
|
SU1088791A1 |

