Способ относится к электротермическим методам неразрушающего контроля изделий из полимерных материалов при изготовлении и после их эксплуатации.
Известен способ контроля состояния изоляции (пат. РФ №2484488, МПК G01R 31/12, заявлен 07.12.2011). Способ включает регистрацию частичных разрядов, измерение их средних характеристик, которые используют для расчета предельного и текущих показателей состояния оборудования, которые сравнивают друг с другом. Сущность способа заключается в следующем: в начале эксплуатации, в производственных условиях определяют начальное значение средней мощности сигналов от частичных разрядов Po и соответствующее этому начальное значение концентрации неоднородностей, после чего в лабораторных условиях определяют предельно допустимое значение концентрации неоднородностей и соответствующее ему значение средней мощности сигналов от частичных разрядов Pn. В процессе эксплуатации регулярно повторяют определения значений средней мощности текущих сигналов от частичных разрядов Pm. Полученные данные используют для вычисления Rn∂=Pn∂/Po и Rm=Pm/Po. Далее подсчитывают отношение Rn∂/Rm, по полученному результату делают заключение о состоянии изоляции (опасность эксплуатации оборудования, замена изолирующего материала и т.д.).
Данный метод обеспечивает простоту контроля изоляции, но метод не подходит для диагностики пространственных изделий, кроме этого метод является достаточно продолжительным по времени.
Известен способ диагностики высоковольтного оборудования (пат. РФ №2434236, МПК G01R 31/12, заявлен 27.07.10). Сущность способа заключается в том, что электромагнитное поле частичных разрядов в изоляции воспринимается индуктивным и емкостным датчиками. Выходные сигналы датчиков фильтруют, усиливают и умножают один на другой. В зависимости от знака произведения формируются два сигнала. Первый сигнал пропорционален текущему значению суммарного кажущегося заряда частичных разрядов, второй - текущему значению частоты частичных разрядов. С помощью первого сигнала определяют зависимость суммарного кажущегося заряда от напряжения на высоковольтном вводе диагностируемого оборудования. С помощью второго сигнала корректируют скорость изменения напряженности электрического поля в изоляции, обеспечивая стабилизацию частоты частичных разрядов. Тем самым добиваясь уменьшения погрешности измерений, увеличения селективности и информативности частичных разрядов.
Метод повышает достоверность и наглядность результатов диагностики высоковольтного оборудования, но не подходит для диагностики геометрически сложных в исполнении изделий из полимерных материалов.
Известен способ бесконтактной дистанционной диагностики состояния высоковольтных полимерных изоляторов (пат. РФ №2483315, МПК G01R 31/12, заявлен 26.12.11). Сущность способа в следующем: для регистрации характеристик частичных разрядов используются два канала: электромагнитный и акустический. Осуществляют прием одновременно электромагнитного и акустического излучений от частичных разрядов, индикацию и совместную компьютерную обработку сигналов, согласно предлагаемому изобретению осуществляют путем определения в каждом из дискретных интервалов фазового напряжения средних значений числа и интенсивности импульсов реального заряда, которые превышают допустимый порог для возникновения дефектов или их развития, при этом вначале электромагнитный и акустический приемники предварительно градуируют по чувствительности с учетом расстояния от источника измерения. Затем для каждого типа полимерных изоляторов контактным способом определяют предельные значения интенсивности и числа частичных разрядов, характеризующие дефектное состояние высоковольтных полимерных изоляторов, далее регистрируют электромагнитные и акустические сигналы излучения от частичных разрядов, синхронизированные с фазой высокого напряжения, накапливают их по узким фазовым интервалам, затем это фазовое распределение числа импульсов и интенсивности (заряда) сравнивают с ранее записанным распределением аналогичных сигналов для эталонного полимерного изолятора, выделяют сигналы, превышающие уровень, безопасный для нормального функционирования полимерных изоляторов, а о состоянии высоковольтных полимерных изоляторов судят по трем диагностическим признакам, отличающим исправные полимерные изоляторы от дефектных: повышение числа частичных разрядов и их интенсивности за дискретный фазовый интервал; наличие мощных частичных разрядов, превышающих по интенсивности средние значения за фазовый интервал; сдвиг фазовых интервалов числа частичных разрядов с наибольшими интенсивностями.
К недостаткам данного метода следует отнести невозможность выявления дефектов другого типа.
Наиболее близким аналогом, взятым за прототип, является способ контроля сплошности покрытия из диэлектрических материалов на электропроводной основе (пат. РФ №2237890, МПК G01N 27/68, заявлен 20.04.2004). Сущность: контроль осуществляется высокочастотным высоковольтным разрядом малой мощности от источника - маломощного искрового генератора высокочастотных импульсов, к которому подключается металлическое основание изделия и полый электрод-щуп. В полый электрод-щуп подается пробный газ (гелий или аргон, или их смесь). При движении электрода-щупа над контролируемой поверхностью покрытия из диэлектрического материала пробный газ, имеющий наилучшую проникающую способность и наибольшую степень ионизации по сравнению с воздухом, обдувает сварное соединение. Проникая в сквозное дефектное место, газ способствует электрическому пробою между металлическим основанием и электродом-щупом, тем самым определяется сквозной дефект покрытия.
Данный способ позволяет увеличить технические и качественные возможности контроля герметичности диэлектрических покрытий. Недостатки в том, что способ позволяет выявить дефекты только воздушного типа, диагностика геометрически сложных изделий является трудоемкой, кроме этого контроль не возможен без применения пробного газа.
Технической задачей предлагаемого способа является возможность выявления как воздушных, так и металлических включений, снижение трудоемкости при диагностике деталей сложной конфигурации из полимерных материалов.
Цель достигается тем, что способ выявления воздушных и металлических включений в изделиях из полимерных материалов включает воздействие на объект контроля высокочастотного, электрического поля, отличающийся тем, что объект контроля помещают между двумя электродами с разными потенциалами по всей площади, выдерживают до температуры T≈90%Тплавления, регистрируют скорость нагрева и сравнивают с эталоном, по скорости нагрева определяют наличие и размер металлического включения, по количеству микроразрядов определяют наличие и величину воздушного включения.
Сущность способа поясняется чертежами.
На фигуре 1 представлена общая схема способа выявления металлических и воздушных включений в изделиях из полиамидных материалов.
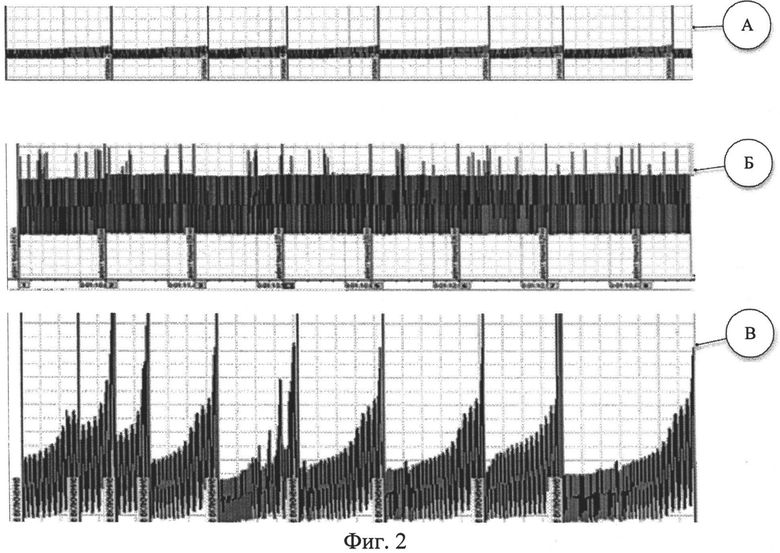
На фигуре 2 представлены графики зависимости анодного тока от времени.
На фиг.1 установка для выявления металлических и воздушных включений в изделиях из полиамидных материалов включает: ВЧ-генератор (1), подключенный к верхнему электроду (2), представляющий из себя плоскопараллельную пластину, изделие из полимера (3), металлическое (воздушное) включение в изделии (4), линейный датчик (5), который передает значения анодного тока на микроконтроллер (6), микроконтроллер передает преобразованные данные на персональный компьютер (7), заземление (8), к заземлению подключен нижний плоскопараллельный электрод в виде пластины (9).
На фиг.2 представлено три графика зависимости анодного тока от времени. На А графике представлена зависимость анодного тока от времени при диагностике 7 образцов без дефектов. На Б графике представлена зависимость анодного тока от времени при диагностике 7 образцов с дефектом типа воздушное включение. На В графике представлена зависимость анодного тока от времени при диагностике 9 образцов с дефектом типа металлическое включение.
Способ основан на создании токами высокой частоты проникающего электромагнитного поля. При воздействии высокочастотного, электрического поля объект контроля нагревается в результате процессов поляризации. В присутствии электрического поля заряженные частицы стремятся ориентироваться в направлении поля. При этом энергия электрического поля превращается в потенциальную энергию в материале. Если снять поле, то заряженные частицы возвращаются в свое нейтральное положение и из-за наличия межмолекулярного трения потенциальная энергия превращается в тепловую. Нагрев диэлектрика высокочастотным электрическим полем позволяет выявить металлические и воздушные включения. Показателями наличия включений в изделиях из полимерных материалов, при их обработке высокочастотным электрическим полем могут быть микроразряды и скорость нагрева, возникающие на поверхностях трещин и металлических включений. При этом падение напряжения в момент разряда и нагрев до Т≈90%Тплавления вызовут изменение электрофизических показателей работы электротермического ВЧ-оборудования. Наиболее информативным показателем работы ВЧ-оборудования является Iан анодный ток. Поэтому при выявлении металлических и воздушных включений следует делать заключение исходя из изменения динамики и амплитуды анодного тока (Фиг.2). Выявление воздушных и металлических включений проводится следующим образом (Фиг.1): объект контроля из полимера по всей площади помещают между двумя электродами с разностью потенциалов, тем самым создавая рабочий конденсатор, электроды подключают к высокочастотному генератору, в результате полимер разогревается с определенной скоростью, объект контроля выдерживают между электродами пока полимер не нагреется до температуры Т≈90%Тпл, в процессе нагрева регистрируют датчиками скорость нагрева, температуру, а также микроразряды непосредственно по показаниям анодного тока. Полученные данные анодного тока Iан передают на персональный компьютер в виде графиков. По графикам сравнивают скорость нагрева, а также наличие микроразрядов с нормативными показателями. Вид инородного включения определяется по следующим выходным показателям: воздушное включение фиксируется по амплитуде и количеству микроразрядов, в результате нагрева изделия; металлические включения фиксируются по скорости нагрева (Фиг.2).
Для проверки предлагаемого способа были проведены экспериментальные исследования, которые проводились с использованием разработанной авторами установки ВЧ-электротермического нагрева.
Для реализации процесса диагностики изделий с дефектом типа воздушное включение было изготовлено 15 образцов из полиамида марки ПА-6-6. Толщина образцов для исследования составляла 8 мм; диаметр 30 мм. На данных образцах искусственным путем были нанесены дефекты типа воздушное включение толщиной 0,3 мм. Для реализации процесса диагностики изделий с дефектом типа металлическое включение было изготовлено 30 образцов из полиамида марки ПА-6-6. Толщина образцов для исследования составляла 4 мм; диаметр 30 мм. Для моделирования дефекта между двумя пластинами по 4 мм располагали медную металлическую пластину толщиной 0,5 мм, и площадью 4 мм, в итоге авторы получили так же 15 образцов для исследования. Кроме этого авторы изготовили 15 эталонных образцов без дефектов толщиной 8 мм и диаметром 30 мм. У марки полиамида ПА-6-6 Т≈90%Тплавления составляет 202°C, данную температуру при диагностике определяют по амплитуде анодного тока.
Результаты диагностики представлены на Фиг.2. В разработанной экспериментальной установке динамическое изменение анодного тока фиксируется линейным токовым датчиком и передается на микроконтроллер. Полученные данные в режиме реального времени микроконтроллером передаются на ПК в виде графиков изменения анодного тока. Разработанная авторами программа регистрации позволяет провести анализ изменения физико-механических характеристик полимерных материалов по характеру изменения амплитуды анодного тока. Так, при диагностике 15 образцов эталонов (Фиг.2-А) значение скорости нагрева колеблется от 103 до 132 секунд, после проведенного статического анализа диагностики, авторы получили истинное значение времени нагрева образца в интервале 111,4±7,88 сек, при этом на результативных графиках (Фиг.2-А) отсутствуют скачки анодного тока. При испытании 15 образцов с дефектами типа воздушные включения (Фиг.2-Б) наблюдаются интенсивные ярко выраженные скачки анодного тока, возникающие из-за появления микроразрядов в воздушном включении, истинное значение количества микроразрядов в образце после статистической обработки данных находится в интервале 37±5 единиц. По данному количеству микроразрядов можно сделать вывод о наличии и величине воздушного включения. При выявлении металлического включения в 15 образцах установлено, что скорость нагрева варьируется от 11 до 26 секунд. После обработки данных истинное значение скорости нагрева составляет 20,93±4,31 секунд, отсюда следует, что скорость нагрева образца с металлическим включением значительно выше, чем нормативная скорость (скорость нагрева эталонного образца), кроме этого на результативных графиках (Фиг.2-В) прослеживается равномерное увеличение амплитуды анодного тока.
Затем авторы исходя из полученных данных определили нормативную скорость нагрева эталонного изделия и скорость нагрева изделия с металлической пластиной. В результате средняя нормативная скорость нагрева изделия без дефекта находится в пределах от 1,69 до 1,95°C/сек, скорость нагрева изделия с дефектом типа металлическая пластина составляет от 8 до 12,15°C/сек. По полученным значениям скорости нагрева определяют наличие и размер металлического включения.
По результатам проведенных испытаний можно сделать вывод о том, что данный способ позволяет снизить трудоемкость диагностики изделий сложной конфигурации из полимерных материалов, кроме этого способ дает возможность с высокой точностью выявить в изделиях наличие и размер металлических и воздушных включений.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОПТИЧЕСКОГО КОНТРОЛЯ СОСТОЯНИЯ ИЗОЛИРУЮЩЕЙ КОНСТРУКЦИИ | 2015 |
|
RU2609823C1 |
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ ПОКРЫТИЯ ИЗ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ НА ЭЛЕКТРОПРОВОДНОЙ ОСНОВЕ | 2002 |
|
RU2237890C2 |
| СПОСОБ БЕСКОНТАКТНОЙ ДИСТАНЦИОННОЙ ДИАГНОСТИКИ СОСТОЯНИЯ ВЫСОКОВОЛЬТНЫХ ИЗОЛЯТОРОВ | 2015 |
|
RU2597962C1 |
| СПОСОБ БЕСКОНТАКТНОЙ ДИСТАНЦИОННОЙ ДИАГНОСТИКИ СОСТОЯНИЯ ВЫСОКОВОЛЬТНЫХ ИЗОЛЯТОРОВ | 2018 |
|
RU2679759C1 |
| СВЕТОВОЙ ИНДИКАТОР СОСТОЯНИЯ ИЗОЛИРУЮЩЕЙ КОНСТРУКЦИИ | 2017 |
|
RU2660754C1 |
| Устройство (варианты) и способ определения состояния изолирующих подвесок | 2015 |
|
RU2620021C1 |
| Способ изготовления твердотельного изолятора для рентгеновского аппарата | 2022 |
|
RU2802253C1 |
| УСТРОЙСТВО КОНТРОЛЯ КАЧЕСТВА ИЗОЛЯЦИИ ВЫСОКОВОЛЬТНЫХ ИМПУЛЬСНЫХ ТРАНСФОРМАТОРОВ БЛОКОВ УСКОРИТЕЛЬНЫХ ТРУБОК | 1977 |
|
SU680441A1 |
| СПОСОБ ОПТИЧЕСКОЙ ДИСТАНЦИОННОЙ ДИАГНОСТИКИ ИЗОЛИРУЮЩЕЙ КОНСТРУКЦИИ | 2012 |
|
RU2517776C1 |
| Устройство для мониторинга и диагностики высоковольтных линейных полимерных изоляторов | 2019 |
|
RU2720638C1 |
Использование: для выявления металлических и воздушных включений в изделиях из полимерных материалов. Сущность изобретения заключается в том, что выполняют воздействие на объект контроля высокочастотного, электрического поля, при этом объект контроля помещают между двумя электродами с разными потенциалами по всей площади, выдерживают до температуры T≈90% Тплавления, регистрируют скорость нагрева, сравнивают с эталоном, по скорости нагрева определяют наличие и размер металлического включения, по количеству микроразрядов определяют наличие и величину воздушного включения. Технический результат: обеспечение возможности выявления металлических и воздушных включений в изделиях из полимерных материалов. 2 ил.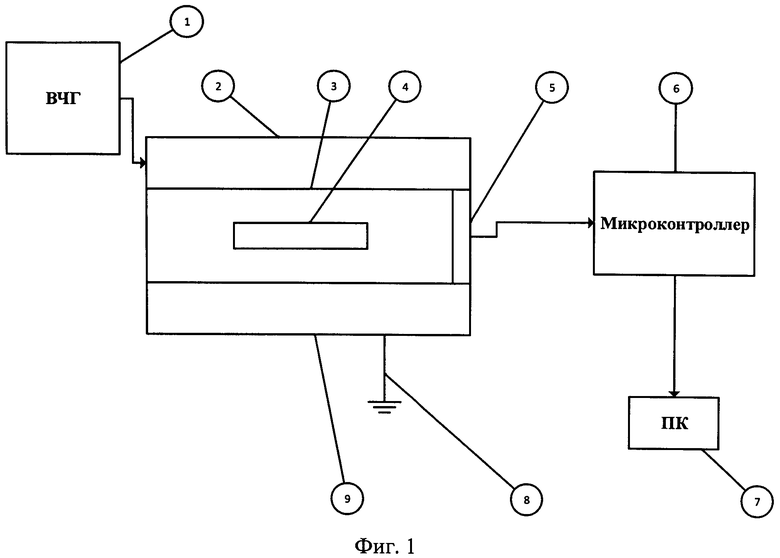
Способ выявления металлических и воздушных включений в изделиях из полимерных материалов включает воздействие на объект контроля высокочастотного, электрического поля, отличающийся тем, что объект контроля помещают между двумя электродами с разными потенциалами по всей площади, выдерживают до температуры T≈90% Тплавления, регистрируют скорость нагрева, сравнивают с эталоном, по скорости нагрева определяют наличие и размер металлического включения, по количеству микроразрядов определяют наличие и величину воздушного включения.
| СПОСОБ КОНТРОЛЯ СПЛОШНОСТИ ПОКРЫТИЯ ИЗ ДИЭЛЕКТРИЧЕСКИХ МАТЕРИАЛОВ НА ЭЛЕКТРОПРОВОДНОЙ ОСНОВЕ | 2002 |
|
RU2237890C2 |
| Устройство для обнаружения металлических включений в диэлектриках | 1975 |
|
SU568924A1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЕМКОСТНОГО ОБНАРУЖЕНИЯ ДЕФЕКТОВ В ПОЛИМЕРНЫХ ТРУБАХ | 2006 |
|
RU2419784C2 |
| Способ контроля дефектности структуры полимерных материалов | 1980 |
|
SU947733A1 |
| СПОСОБ ВОЗДЕЛЫВАНИЯ КУКУРУЗЫ | 2011 |
|
RU2473201C2 |
| US 5905194A, 18.05.1999 | |||

