Настоящее изобретение относится к усовершенствованиям в устройствах и способах наполнения частично сформированного контейнера.
Согласно первому объекту настоящего изобретения предлагается устройство для наполнения частично сформированного контейнера, содержащее наполняющее сопло, наполняющий насос, выполненный с возможностью принимать продукт из резервуара для продукта и подавать продукт в наполняющее сопло, и управляющее устройство, выполненное с возможностью управления наполняющим насосом в соответствии с выбранным одним из множества профилей электронного кулачка.
Предпочтительно устройство дополнительно содержит устройство для возврата подвижной механической детали в исходное положение, содержащее серводвигатель для приведения в движение этой подвижной механической детали, управляющее устройство, управляющее серводвигателем, и механический упор для остановки подвижной механической детали в исходном положении, при этом управляющее устройство выполнено с возможностью осуществления мониторинга отбора мощности от серводвигателя и опознания исходного положения, как соответствующего положению серводвигателя, когда отбираемая от серводвигателя мощность достигнет заданной величины.
Подвижная механическая деталь представляет собой поршень наполняющего насоса, установленный с возможностью возвратно-поступательных перемещений в цилиндре, при этом механический упор расположен в цилиндре в положении остановки поршня в исходном положении внутри цилиндра.
Профили электронного кулачка могут быть запрограммированы в устройстве хранения машиночитаемой программы и указанное множество профилей электронного кулачка является выбираемым из интерфейса оператора.
При этом выбираемые профили электронного кулачка адаптируют работу наполняющего насоса для соответствующих вязкостей продукта и выбранные профили кулачка для более вязкого продукта управляют работой наполняющего насоса при соответственно более низких вязкостях.
Предпочтительно выбранные профили кулачка для более вязкого продукта увеличивают время выдержки между ходом предварительного наполнения/всасывания насоса, при котором текучая среда всасывается из резервуара для продукта, и ходом наполнения/выталкивания насоса, при котором текучая среда прокачивается через наполняющее сопло.
Интерфейс оператора предпочтительно включает в себя три экранные кнопки, обозначенные «низкая вязкость», «средняя вязкость» и «высокая вязкость».
Устройство может дополнительно содержать подъемник контейнера для подъема частично сформированного контейнера, управляемый указанным или другим серводвигателем и следующий профилю движения, который определен электронным кулачком подъемника, при этом профиль кулачка для подъемника контейнера выбирается пользователем в соответствии с вязкостью продукта.
Согласно второму объекту настоящего изобретения предлагается способ наполнения частично сформированного контейнера, при котором принимают продукт из резервуара для продукта в наполняющий насос и управляют наполняющим насосом в соответствии с выбранным одним из множества профилей электронного кулачка.
Способ может дополнительно включать этап выбора оператором одного из профилей электронного кулачка и таким образом адаптирования наполняющего насоса для работы с различными вязкостями продукта.
Предпочтительно этап выбора одного из профилей кулачка для более вязкого продукта обуславливает работу наполняющего насоса при соответственно более низких вязкостях.
Способ может дополнительно включать этап увеличения времени выдержки между ходом предварительного наполнения/всасывания насоса, при котором текучая среда всасывается из резервуара для продукта, и ходом наполнения/выталкивания насоса, при котором текучая среда прокачивается через сопло.
При этом этап управления предпочтительно включает работу оператора с интерфейсом оператора для управления устройством управления так, чтобы переключать между множеством профилей электронного кулачка.
Благодаря этим двум объектам можно создать устройство, которое содержит по меньшей мере два профиля электронного кулачка, которые могут адаптировать работу наполняющего насоса. Например, профили электронного кулачка могут выбираться для легкой адаптации работы наполняющего насоса к разной вязкости продукта.
Далее следует более подробное описание примера настоящего изобретения со ссылками на прилагаемые чертежи, где:
Фиг.1 - вид сбоку машины для формирования, наполнения и запечатывания контейнеров.
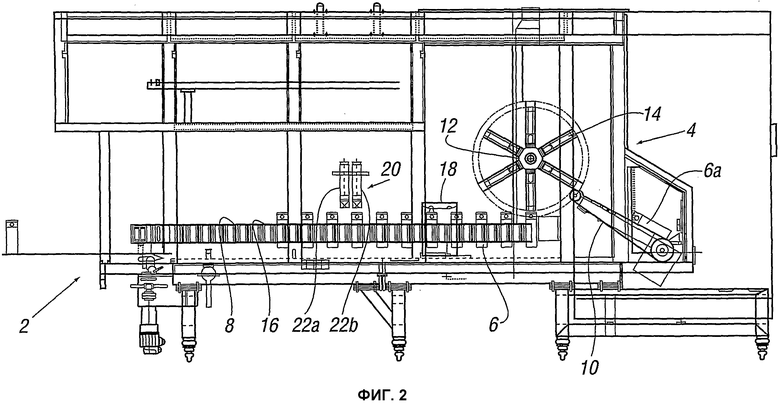
Фиг.2 - вид, аналогичный фиг.1, машины, иллюстрирующий другой режим работы.
Фиг.3 - вид, аналогичный фиг.1 и 2, иллюстрирующий еще один режим работы.
Фиг.4 - изображение управляющего экрана машины согласно фиг.1-3.
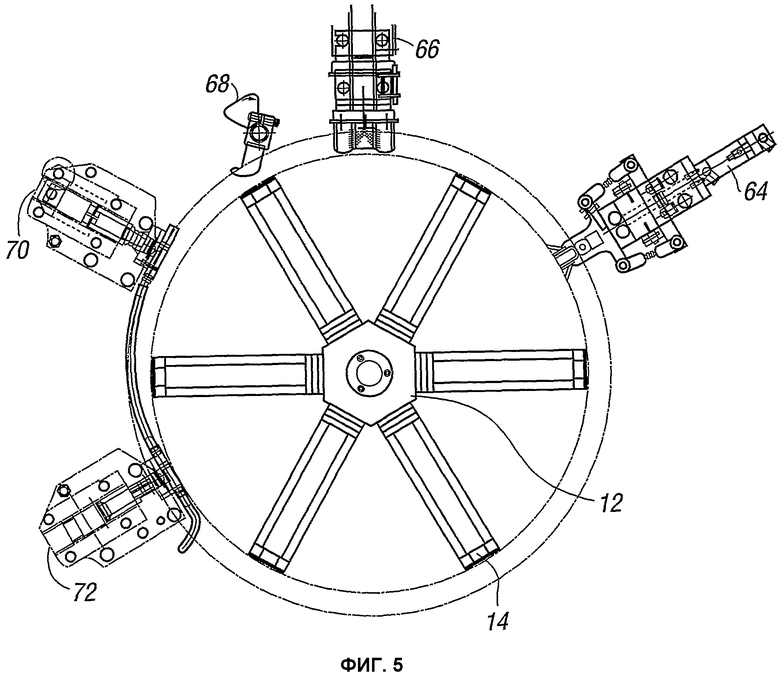
Фиг.5 - вид сбоку поворотной установки и станций фальцевания дна, закрывания и запечатывания машины согласно фиг.1, где оправки поворотной установки показаны в положении середины шага между станциями.
Фиг.6 - вид снизу наполняющего насоса и серводвигателя насоса согласно фиг.1.
Фиг.7 - вид сверху наполняющего насоса и серводвигателя согласно фиг.6.
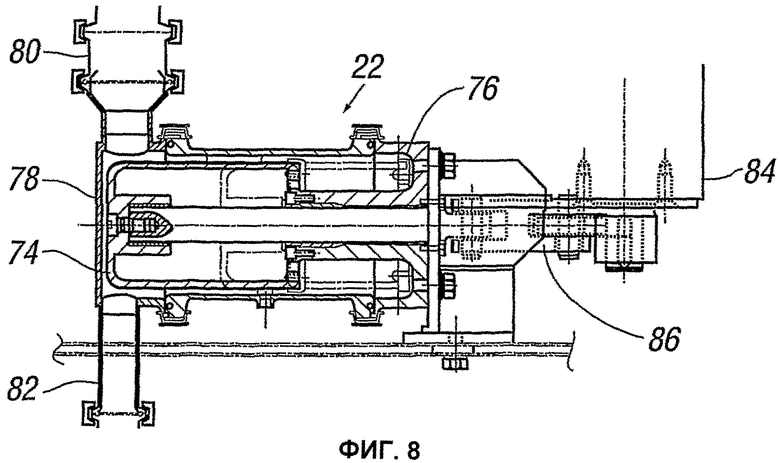
Фиг.8 - сечение наполняющего насоса и серводвигателя насоса согласно фиг.6.
На фиг.1 показана машина 2 для по меньшей мере формирования и наполнения контейнеров, содержащая подающий механизм 4 для контейнеров, который подает частично сформированные контейнеры 6 с открытым верхом на транспортирующее устройство 8. Подающий механизм 4 для контейнеров содержит загрузчик 10, подающий открытые рукава 6а контейнеров на вращающуюся поворотную установку 12, имеющую шесть радиально отходящих оправок 14. Поворотная установка 12 пошагово поворачивает полученные рукава 6а контейнеров через станции формирования дна контейнера, которые фальцуют, закрывают и запечатывают днища контейнеров, как более подробно будет описано ниже. Съемник контейнеров снимает частично сформированные контейнеры 6 с оправок 14 с помощью присосок, направляя их в область переноса, где передающий толкатель выталкивает частично сформированные контейнеры 6 в участки для приема контейнеров, выполненные в форме контейнерных гнезд 16 транспортирующего устройства 8.
Привод транспортирующего устройства машины 2, который оперативно соединен с транспортирующим устройством 8, получает команды на пошаговое перемещение частично сформированных контейнеров 6 по одному в последовательном расположении через станции, выполняющие сдвоенные операции. Соответствующие пары сервомеханизмов одновременно выполняют идентичные операции на каждом частично сформированном контейнере 6 из последовательных пар таких контейнеров, последовательно расположенных по одному, по мере того, как транспортирующее устройство 8 пошагово перемещает пару частично сформированных контейнеров 6 за один раз в каждую станцию, выполняющую сдвоенную операцию.
Транспортирующее устройство 8 является устройством, перемещающимся с двойным шагом, а поворотная установка 12 перемещается с одинарным шагом. Поворотная установка 12 работает со скоростью, вдвое превышающей скорость транспортирующего устройства 8. При каждом шаге конвейера пара последовательно расположенных частично сформированных контейнеров 6 позиционируется на каждой станции, выполняющей сдвоенную операцию. При каждом шаге конвейера транспортирующее устройство 8 перемещается на расстояние, равное ширине двух контейнерных гнезд 16. Управляющее устройство управляет подающим устройством 4 так, чтобы оно подавало 86 контейнеров в минуту, а транспортирующее устройство перемещало 43 контейнера в минуту.
Первая станция, выполняющая сдвоенные операции, через которую проходят частично сформированные контейнеры 6, является станцией 18 предварительного формирования верха, которая содержит пару механизмов предварительного формирования верха, осуществляющих идентичные операции по предварительному формированию верха на каждом из пары частично сформированных контейнеров 6 на станции 18 предварительного формирования. Вторая станция, выполняющая сдвоенные операции, через которую проходят частично сформированные контейнеры 6 является станцией 20 наполнения, которая содержит пару устройств 22 наполнения для выполнения идентичной операции наполнения на каждом из пары частично сформированных контейнеров 6 на станции 20 наполнения. Станция 20 наполнения более подробно описана ниже со ссылками на фиг.6-8. Станция 20 наполнения также содержит пару подъемников контейнеров, расположенных под транспортирующим устройством 8 и предназначенных для подъема частично сформированных контейнеров 6 на станции 20 наполнения до устройств 22 наполнения.
Машиной 2 управляет управляющее устройство. Управляющее устройство соединено с подающим механизмом 4 для контейнеров и запрограммировано для управления подающим механизмом 4 для подачи частично сформированных контейнеров 6 на транспортирующее устройство 8. Управляющее устройство также запрограммировано для управления приводом транспортирующего устройства, который оперативно соединен с транспортирующим устройством 8 для пошагового перемещения контейнеров на станции 18 и 20, выполняющих сдвоенные операции. Механизмы станций 18 и 20, выполняющих идентичные операции, включают пару сервомеханизмов или сервоосей, которые одновременно выполняют идентичные операции на частично сформированных контейнерах 6, образующих последовательные пары. Управляющее устройство запрограммировано на пошаговое перемещение транспортирующего устройства 8 только один раз на каждые два частично сформированные контейнера 6, которые подаются подающим механизмом 4 на транспортирующее устройство 8 по команде управляющего устройства.
Управляющее устройство далее запрограммировано на обнаружение отказов любого из двух сервомеханизмов из пары сервомеханизмов на каждой станции 18, 20, выполняющей сдвоенные операции и в ответ на вывод информации об отказе в графическом формате на экран дисплея и на автоматическую остановку работы машины. Управляющее устройство также запрограммировано на перевод машины в обходной режим, в ответ на обнаружение отказа в любом из этих двух сервомеханизмов на любой из станций 18 и 20, выполняющих сдвоенные операции.
В обходном режиме управляющее устройство останавливает работу машины и по указанию оператора (или автоматически) выдает команду на подающий механизм 4 на работу без подачи частично сформированных контейнеров 6 на транспортирующее устройство 8 в положениях, на которые в обычном режиме воздействует неисправный сервомеханизм станции 18 или 20, выполняющей сдвоенные операции. Это позволяет оставшемуся сервомеханизму станции продолжить выполнять операцию на частично сформированных контейнерах 6 и позволяет машине 2 продолжить работу с половинной производительностью, не повреждая контейнеры. Другими словами, в обходном режиме используется избыточность, присущая такой конфигурации станций, выполняющих сдвоенные операции, что позволяет продолжить работу любого одного из их сдвоенных сервомеханизмов. Пары сервомеханизмов могут включать пары аппликаторов колпачков.
Управляющее устройство сконфигурировано для соединения с каждым сервомеханизмом пар сервомеханизмов, расположенных на станциях 18, 20, выполняющих сдвоенные операции, и для экономии энергии и сокращения износа деталей запрограммировано на отключение каждого сервомеханизма из пары сервомеханизмов, расположенных на станциях 18 и 20, выполняющих сдвоенные операции, который в противном случае выполнял бы операции на пустых положениях вдоль транспортирующего устройства 8.
Управляющее устройство далее сконфигурировано для соединения с загрузчиком 10 и приводом поворотной установки подающего механизма 4, где привод поворотной установки оперативно соединен с поворотной установкой 12 подающего механизма и выполнен с возможностью вращения поворотной установки вокруг ее горизонтальной оси. Управляющее устройство запрограммировано на управление загрузчиком 10 подающего механизма 4 для загрузки рукавов 6а контейнеров на шесть радиальных оправок 14 подающей поворотной установки 12 подающего механизма, установленных с возможностью приема рукавов 6а контейнеров от загрузчика 10, и, далее, запрограммировано для управления поворотной установкой 12 для пошагового поворота принятых рукавов 6а контейнеров через множество станций, формирующих днище.
Управляющее устройство далее запрограммировано так, что при обнаружении отказа в любом сервомеханизме из пар сервомеханизмов, после остановки машины и либо автоматически, либо по указанию оператора, отключать устройства формирования днища и обрабатывающие устройства так, чтобы они не работали на незанятых оправках 14. Отключенные формирующие и обрабатывающие устройства включают устройства для сгибания дна, совершающий возвратно-поступательные перемещения нагреватель дна, входящий каждый рукав 6а контейнера и выходящий из него, когда приводится пневмоцилиндром, управляемым электромагнитным клапаном, и аппликаторы давления дна. Хотя движение нагревателя дна отключено, в обходном режиме нагреватель остается горячим.
Управляющее устройство также сконфигурировано для соединения с устройством для снятия контейнеров и запрограммировано для управления устройством для снятия контейнеров так, чтобы оно взаимодействовало с каждым частично сформированным контейнером 6 присоской устройства для снятия контейнеров и вытягивало каждый частично сформированный контейнер 6 вниз с каждой оправки 14 поворотной установки в область переноса контейнеров, когда каждая оправка 14 поворотной установки достигает станции снятия контейнеров в положении поворотной установки, соответствующем шести часам на циферблате часов. При обнаружении отказа в любом сервомеханизме из пар сервомеханизмов на одной из станций 18, 20, выполняющих спаренные операции, управляющее устройство запрограммировано так, что оно отключает работу снимающих устройств на незанятых оправках 14.
Управляющее устройство также сконфигурировано для соединения с переносящим толкателем и запрограммировано для управления переносящим толкателем для выталкивания частично сформированных контейнеров 6 с открытым верхом из области переноса в соответствующие соседние гнезда 16 транспортирующего устройства 8. При обнаружении отказа в любом сервомеханизме из пар сервомеханизмов на любой из станций 18, 20, выполняющих сдвоенные операции, управляющее устройство запрограммировано так, что оно отключает переносящий толкатель, когда в области переноса отсутствует частично сформированный контейнер 6, чтобы экономить энергию и уменьшить износ этих компонентов.
На фиг.2 показана машина 2 согласно фиг.1, работающая после обнаружения отказа в наполняющем устройстве 22а. Управляющее устройство управляет подающим механизмом 4 так, чтобы подавать открытые рукава 6а контейнеров только на оправки 14 поворотной установки 12, следующие через одну друг от друга. В результате сокращенной подачи рукавов 6а контейнеров на поворотную установку 12, количество частично сформированных контейнеров 6, подаваемых на транспортирующее устройство 8, уменьшается. Транспортирующее устройство 8 двойного шага согласно фиг.2 получает только один частично сформированный контейнер 6 на каждый шаг.
Как показано на фиг.2, когда шаговое перемещение транспортирующего устройства 8 достигает станции 20 наполнения, частично сформированный контейнер 6 расположен рядом с наполняющим устройством 22b, но рядом с неисправным наполняющим устройством 22а частично сформированного контейнера 6 нет. На фиг.3 показана машина 2 согласно фиг.1, работающая после обнаружения отказа в наполняющем устройстве 22b.
Когда обнаруживается отказ в любом из сервомеханизмов, составляющих пары сервомеханизмов станций 18, 20, выполняющих сдвоенные операции, например, пары устройств для предварительного формирования верха на станции 18 предварительного формирования верха, работу машины можно остановить. Информация об отказе выводится для оператора в графическом формате на интерфейс пользователя машиной в форме экрана 24, показанного на фиг.4. Оператор принимает решение о ремонте машины или о включении обходного режима. Если оператор решает перейти в режим обхода отказа, он нажимает на экранную кнопку 26, которая заставляет управляющее устройство перевести управление машиной в обходной режим.
При этом генерируется специфический сигнал, подаваемый на управляющее устройство для управления подающим механизмом 4 так, чтобы не подавать частично сформированные контейнеры 6 на транспортирующее устройство 8 в положения, на которые в противном случае будет воздействовать сервомеханизм, в котором обнаружен отказ, что позволяет второму сервомеханизму на той же станции, выполняющей сдвоенные операции, продолжить выполнять операции на частично сформированных контейнерах 6. Машина 2 продолжает работать с половинной производительностью, не производя пустых или частично сформированных контейнеров 6. Кроме того, отключается каждый сервомеханизм из пары сервомеханизмов, расположенный на другой станции, выполняющей сдвоенные операции, который в противном случае продолжал бы выполнять операции над пустыми позициями на транспортирующем устройстве 8. Формирующие и обрабатывающие устройства, а также снимающие устройства на незанятых оправках 14 отключаются, и переносящий толкатель отключается на периоды пошаговой подачи, когда в области переноса отсутствует частично сформированный контейнер 6.
Машина 2 также может быть выполнена с возможностью в ответ на обнаружение отказа, автоматически уменьшать количество частично сформированных контейнеров 6 на шаг перемещения транспортирующего устройства 8. В этом случае, отказом является специфический сигнал, посылаемый на управляющее устройство для управления подающим механизмом 4, чтобы он уменьшил количество рукавов 6а контейнеров, подаваемых на оправки 14.
Экран 24 позволяет оператору управлять и другими аспектами работы машины 2. Кнопки 28, 30 и 32 позволяют оператору управлять аспектами работы машины 2 в соответствии с типом контейнеров, подаваемых подающим механизмом 4. Кнопка 28 показывает, что подаются частично сформированные контейнеры, выполненные из картона с тонким слоем полиэтилена с обеих сторон. Кнопка 30 показывает, что частично сформированные контейнеры 6 содержат барьерный слой алюминиевой фольги, а кнопка 32 показывает, что частично сформированный контейнер 6 содержит слой этилен-винилового спирта (EVOH). Кнопки 28, 30, 32 выбора типа контейнера меняют температуру нагревателей устройств запечатывания дна и верха.
Кнопки 24, 26 и 38 используются для выбора работы устройств наполнения 22 в соответствии с вязкостью продукта, разливаемого в частично сформированные контейнеры 6. Кнопка 34 задает функцию наполнения, соответствующую продукту с высокой вязкостью, например йогурта, кнопка 36 задает функцию наполнения, соответствующую продукту средней вязкости, а кнопка 38 задает функцию наполнения, соответствующую низкой вязкости. Кнопки 34, 36 и 38 нельзя использовать, когда машина находится в состоянии активного наполнения.
В нижней части экрана 24 расположены кнопки разных функций. Кнопка 40 - это кнопка главного меню, кнопка 42 - кнопка возврата, кнопка 44 - кнопка выбора производственного режима, кнопка 46 - запрос подачи продукта на машину 2 и кнопка 48 - кнопка выбора режима техобслуживания. Кнопка 50 вызывает текущие производственные данные, например, количество обработанных частично сформированных контейнеров, кнопка 52 - кнопка тревоги, кнопка 54 - кнопка аварийного останова, кнопка 56 выводит на экран любые отказы серводвигателя и кнопка 58 - кнопка управления муфтой. Кнопка 60 - кнопка ввода пароля, а кнопка 62 позволяет обходить работу серводвигателя подъемника. Серводвигатель подъемника поднимает частично сформированные контейнеры 6 перед их наполнением на станции 20 наполнения. Для некоторых размеров контейнеров и/или для некоторых продуктов, подъем контейнеров отключается.
Каждое устройство наполнения 22 на станции 20 наполнениясодержит наполняющее сопло, наполняющий насос, выполненный с возможностью получения продукта из резервуара для продукта, а управляющее устройство выполнено с возможностью управлять наполняющим насосом в соответствии с одним из множества профилей электронного кулачка. Управляющее устройство запрограммировано на управление парой поршневых наполняющих насосов, которые сообщаются с резервуаром для продукта на соответствующих входных сторонах насосов, и с наполняющими соплами на соответствующих выходных сторонах насосов, благодаря чему насосы откачивают продукт из резервуара и раздают полученный из резервуара продукт через соответствующие наполняющие сопла.
Транспортирующее устройство 8 несет частично сформированные контейнеры 6 с открытым верхом, расположенные последовательно по одному, через станцию 20 наполнения, приостанавливаясь, когда каждая пара частично сформированных контейнеров 6, расположенных последовательно по одному, приходит на станцию 20 наполнения в положение для приема продукта из пары наполняющих сопел. Управляющее устройство также содержит три выбираемых оператором наполняющих кулачка, имеющих соответствующие профили, которые адаптируют работу наполняющего насоса к трем разным типам вязкости продукта. Следовательно, машина легко адаптируется к раздаче разных продуктов с разной вязкостью.
Наполняющие кулачки являются электронными кулачками, запрограммированными в машиночитаемом запоминающем устройстве. Наполняющие кулачки, выбранные для продуктов с повышенной вязкостью, таких как йогурт, предназначены для управления наполняющими насосами с соответственно пониженной скоростью, чтобы избежать разрушения вязкого продукта. Наполняющие кулачки, выбранные для продуктов с повышенной вязкостью, также предназначены для увеличения выдержки времени между ходом предварительного наполнения/всасывания насоса, при котором жидкость втягивается из резервуара для продукта, и ходом наполнения/выталкивания насоса, который прокачивает жидкость через сопла. Увеличение времени выдержки предотвращает капание продуктов с повышенной вязкостью.
Управляющее устройство также содержит интерфейс оператора, который позволяет оператору машины управлять устройством, переключаясь между тремя разными профилями кулачка. Интерфейс оператора содержит графический пользовательский интерфейс, выводимый на экран 24. Как описано выше, интерфейс оператора содержит три экранные кнопки, обозначенные "низкая вязкость", "средняя вязкость" и "высокая вязкость", которые можно использовать для выбора и применения управляющим устройством трех соответствующих профилей кулачка наполняющего сопла.
Подъемники контейнеров, управляемые серводвигателем, следуют профилю движения, который определен электронным кулачком так же, как и серводвигатель наполнения следует профилю движения, который определен электронным кулачком. Профиль кулачка для подъемников, которые поднимают частично сформированные контейнеры перед наполнением и во время наполнения, может выбираться пользователем также в соответствии с вязкостью продукта, раздаваемого наполняющими устройствами 22.
На фиг.5 более подробно показана поворотная установка 12 с радиально выступающими оправками 14. Управляющее устройство соединено с приводом поворотной установки и запрограммировано на управление этим приводом, оперативно соединенным с поворотной установкой и пошагово поворачивающим поворотную установку 12, установленную с возможностью вращения вокруг горизонтальной оси. Шесть радиально выступающих оправок 14 поворотной установки 12 расположены для приема открытых рукавов 6а контейнеров от подающего механизма 10 и для переноса полученных рукавов 6а через последовательность рабочих станций, включающую станцию 64 фальцевания дна, станцию 66 нагрева дна, устройство 68 подгибания дна, станции 70 и 72 для запечатывания и прессования дна, и станцию съема (не показана).
Станция 66 нагрева дна контейнера содержит электрический резистивный нагревательный элемент для нагрева дна контейнера, установленный на держателе, выполняющем возвратно-поступательные перемещения, при этом нагревательный элемент при работе машины постоянно нагрет до 500°С, за исключением периодов, когда подача питания на станцию 66 прекращается во время аварийных остановок. Нагревательный элемент нагревает частично фальцованные картонные торцевые клапаны дна рукавов 6а контейнера до точки, при которой склеивающееся при нагреве вещество, покрывающее картонные клапаны, размягчается для последующего закрывания и запечатывания дна. Этим чувствительным к температуре веществом может быть термореактивная пластмасса, например, полиэтилен низкой плотности (LDPE), возможно, с промежуточным барьерным слоем, препятствующим прохождению кислорода, например, из алюминия или этилен-винилового спирта (EVOH).
Управляющее устройство задерживает каждую оправку 14 поворотной установки на каждой станции так, чтобы на каждой станции на частично сформированных контейнерах 6 можно было провести соответствующую операцию. Когда поворотная установка останавливает оправку 14 на станции 66 нагревания, совершающий возвратно-поступательные перемещения держатель подает нагревательный элемент в положение, близкое к осевому внешнему концу оправки 14. На каждой из двух последующих станций 70 и 72 прессования дна, устройство приложения давления к дну подается радиально внутрь для прессования клапанов дна друг к другу, заставляя размягченное чувствительное к температуре вещество сформировать шов через дно контейнера, и физически связать клапаны дна друг с другом в единую панель дна контейнера.
Управляющее устройство также управляет снимающим устройством, которое содержит присоску, установленную на держателе, совершающем вертикальные возвратно-поступательные перемещения. Когда держатель выдвинут вверх, присоска взаимодействует с частично сформированным контейнером 6, который поворотная установка 12 позиционирует на станции снятия, т.е. когда поворотная установка 12 находится в положении 6 часов на циферблате часов. Затем держатель втягивается, вытягивая частично сформированный контейнер 6 вниз с соответствующей оправки 14 в область переноса контейнеров. Управляющее устройство также запрограммировано для управления переносящим толкателем, который выталкивает частично сформированный контейнер 6 из области переноса на конвейер 8.
Управляющее устройство соединено с управляющим экраном и получает от него команды. Команда на остановку машины выдается на управляющее устройство при приведении в действие во время работы машины кнопки остановки, или кнопки "подача" ("feed"), которая выведена на управляющий экран. В ответ на эту команду остановки, управляющее устройство останавливает вращение поворотной установки, но оставляет нагревательный элемент для дна контейнера на станции 66 горячим так, чтобы этот элемент мог быстро возобновить работу. Чтобы предотвратить повреждение контейнера теплотой, которое может произойти, если его оставить на длительное время на станции нагрева дна на одном радиусе с нагревательным элементом, управляющее устройство останавливает поворотную установку на половине шага, где оправки расположены между станциями. Остановка поворотной установки 12 является автоматическим процессом, и машина 2 переходит в холостой режим в течение 10 секунд после опорожнения.
Управляющее устройство также останавливает подающий механизм 4 в ответ на команду остановки машины так, чтобы не тратить контейнеры, пока машина продолжает движение в последующем периоде остановки. Период остановки - это период приблизительно 10 с, во время которого управляющее устройство позволяет поворотной установке 12 и конвейеру 8 продолжить пошаговое перемещение, чтобы в машине 2 не оставалось частично сформированных контейнеров.
Управляющее устройство останавливает работу на каждой станции в ответ на команду на остановку машины и после прохождения последнего контейнера. После получения команды на остановку машины и после выхода из машины последнего контейнера, управляющее устройство очищает сдвиговый регистр и затем через 2 секунды останавливает конвейер 8.
Управляющее устройство запрограммировано на восстановление совмещенного положения поворотной установки из положения остановки на середине шага, управляя приводом поворотной установки так, чтобы он переместился и положения половины шага в положение нормального шага, синхронизированное с виртуальной осью машины. Команда на повторный пуск выдается кнопкой повторного старта, выведенной на управляющий экран.
На практике, частично сформированные контейнеры в машине 2 можно защитить от повреждения теплотой, когда работа машины приостановлена, путем программирования управляющего устройства так, чтобы оно останавливало поворотную установку в положении середины шага в ответ на команду остановки машины, и команда на остановку машины выдается нажатием либо кнопки "стоп", либо кнопки "подача" на управляющем экране. При этом также останавливается подающий механизм 4, но поворотная установка 12 и конвейер 8 продолжают пошаговое перемещение в течение 10 с, чтобы гарантировать, что в машине не осталось частично сформированных контейнеров 6 и нагревательный элемент для нагрева дна остается горячим. После того, как последний готовый контейнер выйдет из машины, сдвиговый регистр управляющего устройства очищается и, спустя 2 секунды, конвейер 8 останавливается. Для повторного пуска машины оператор нажимает кнопку повторного пуска, выведенную на управляющий экран, и в результате управляющее устройство совмещает поворотную установку, управляя приводом поворотной установки для перемещения из положения половины шага в нормальное положение полного шага, синхронизированное с виртуальной осью машины.
На фиг. 6, 7 и 8 более подробно показана часть наполненного устройства 22 станции 20 наполнения машины 2. Поршень 72 наполняющего насоса 78 установлен для выполнения возвратно-поступательных перемещений в цилиндре 74, а в цилиндре 74 установлен механический упор 76 в исходном положении цилиндра 72. Наполняющий насос 78 расположен на станции 20 наполнения и сообщается на стороне 80 всасывания с резервуаром для продукта, а на стороне 82 выпуска сообщается с наполняющими соплами. Наполняющий насос 78 сконфигурирован для втягивания продукта из резервуара и для раздачи продукта полученного из резервуара через наполняющие сопла. Продукт раздается через наполняющие сопла в частично сформированный контейнер 6 каждый раз, когда транспортирующее устройство 8 позиционирует частично сформированный контейнер 6 в точке для приема раздаваемого из сопел продукта.
Поршень 72 наполняющего насоса приводится в возвратно-поступательное движение в цилиндре 74 вращающимся серводвигателем 84 через рычажный сервомеханизм 86, при этом поворотным возвратно-поступательным движением серводвигателя управляет управляющее устройство.
Механический упор 76 внутри цилиндра 74 (который может быть сформирован как часть цилиндра) используется для определения исходного положения наполняющего устройства 22, когда необходимо провести синхронизацию различных частей машины 2. Нормальный рабочий ход поршня 72 не достигает упора 76, но когда запускается программа перемещения в исходное положение, серводвигатель 84 удлиняет ход поршня 72, пока упор 76 не войдет во взаимодействие с цилиндром 74. Управляющее устройство запрограммировано на опознание исходного положения поршня 72 как соответствующего угловому положению серводвигателя 84, когда отбираемая от серводвигателя мощность достигает заранее определенной величины.
На практике возврат в исходное положение осуществляется путем создания механического упора 76, расположенного так, чтобы останавливать движение поршня 72 в исходном положении и путем опознания исходного положения поршня 72 как соответствующего положению серводвигателя 84, когда отбор мощности от серводвигателя 84 достигает заранее определенной величины, на 20% выше максимальной величины отбора мощности (величины номинальной мощности). Эта заранее определенная величина для большей точности, предпочтительно, равна 30% от максимальной величины отбора мощности. В других вариантах можно использовать любую подходящую заранее определенную величину, если она достаточно велика для предотвращения ошибочного представления переходных всплесков мощности как исходного положения детали, такой как поршень 72.





Устройство содержит наполняющее сопло, наполняющий насос для подачи продукта из резервуара в сопло и управляющее устройство для управления насосом в соответствии с выбранным одним из множества профилей электронного кулачка. Способ наполнения контейнера состоит в том, что подают продукт из резервуара в наполняющий насос и управляют насосом в соответствии с выбранным одним из множества профилей электронного кулачка. Группа изобретений обеспечивает улучшение наполнения при сохранении целостности продукта. 2 н. и 13 з.п. ф-лы, 8 ил.
1. Устройство для наполнения частично сформированного контейнера, содержащее наполняющее сопло, наполняющий насос, выполненный с возможностью принимать продукт из резервуара для продукта и подавать продукт в наполняющее сопло, и управляющее устройство, выполненное с возможностью управления наполняющим насосом в соответствии с выбранным одним из множества профилей электронного кулачка.
2. Устройство по п.1, дополнительно содержащее устройство для возврата подвижной механической детали в исходное положение, содержащее серводвигатель для приведения в движение этой подвижной механической детали, управляющее устройство, управляющее серводвигателем, и механический упор для остановки подвижной механической детали в исходном положении, при этом управляющее устройство выполнено с возможностью осуществления мониторинга отбора мощности от серводвигателя и опознания исходного положения, как соответствующего положению серводвигателя, когда отбираемая от серводвигателя мощность достигнет заданной величины.
3. Устройство по п.2, в котором подвижная механическая деталь представляет собой поршень наполняющего насоса, установленный с возможностью возвратно-поступательных перемещений в цилиндре, при этом механический упор расположен в цилиндре в положении остановки поршня в исходном положении внутри цилиндра.
4. Устройство по любому из пп.1-3, в котором профили электронного кулачка запрограммированы в устройстве хранения машиночитаемой программы.
5. Устройство по любому из пп.1-3, в котором указанное множество профилей электронного кулачка является выбираемым из интерфейса оператора.
6. Устройство по п.5, в котором выбираемые профили электронного кулачка адаптируют работу наполняющего насоса для соответствующих вязкостей продукта.
7. Устройство по п.6, в котором выбранные профили кулачка для более вязкого продукта управляют работой наполняющего насоса при соответственно более низких вязкостях.
8. Устройство по п.7, в котором выбранные профили кулачка для более вязкого продукта увеличивают время выдержки между ходом предварительного наполнения/всасывания насоса, при котором текучая среда всасывается из резервуара для продукта, и ходом наполнения/выталкивания насоса, при котором текучая среда прокачивается через наполняющее сопло.
9. Устройство по любому из пп.6-8, в котором интерфейс оператора включает в себя три экранные кнопки, обозначенные «низкая вязкость», «средняя вязкость» и «высокая вязкость».
10. Устройство по п.1, дополнительно содержащее подъемник контейнера для подъема частично сформированного контейнера, управляемый указанным или другим серводвигателем и следующий профилю движения, который определен электронным кулачком подъемника, при этом профиль кулачка для подъемника контейнера выбирается пользователем в соответствии с вязкостью продукта.
11. Способ наполнения частично сформированного контейнера, при котором принимают продукт из резервуара для продукта в наполняющий насос и управляют наполняющим насосом в соответствии с выбранным одним из множества профилей электронного кулачка.
12. Способ по п.11, дополнительно включающий этап выбора оператором одного из профилей электронного кулачка и таким образом адаптирования наполняющего насоса для работы с различными вязкостями продукта.
13. Способ по п.12, в котором этап выбора одного из профилей кулачка для более вязкого продукта обуславливает работу наполняющего насоса при соответственно более низких вязкостях.
14. Способ по п.13, дополнительно включающий этап увеличения времени выдержки между ходом предварительного наполнения/всасывания насоса, при котором текучая среда всасывается из резервуара для продукта, и ходом наполнения/выталкивания насоса, при котором текучая среда прокачивается через сопло.
15. Способ по любому из пп.12-14, в котором этап управления включает работу оператора с интерфейсом оператора для управления устройством управления так, чтобы переключать между множеством профилей электронного кулачка.
| Способ приготовления мыла | 1923 |
|
SU2004A1 |
| Кокильная машина | 1979 |
|
SU810370A1 |
| МАШИНА ДЛЯ ЗАГИБАНИЯ КРОМКИ И НАНЕСЕНИЯ УПЛОТНЯЮЩЕГО СОСТАВА ДЛЯ НЕКРУГЛЫХ МЕТАЛЛИЧЕСКИХ КРЫШЕК КОНТЕЙНЕРОВ | 2002 |
|
RU2294810C2 |

