Изобретение относится к баллистически устойчивым изделиям, к листам, подходящим для использования при изготовлении баллистически устойчивых изделий, к упаковке объединенных листов и к способу изготовления баллистически устойчивого изделия.
В области техники известны баллистически устойчивые изделия. Они являются доступными в многочисленных различных модификациях. С одной стороны, существуют мягкие баллистические изделия, например, для применения в баллистически устойчивых жилетах. С другой стороны, существуют формованные изделия, служащие, например, в качестве экранов в другом типе баллистически устойчивых жилетов или в качестве бронешлемов. Далее, баллистически устойчивые изделия применяют в автомобилях, зданиях и других объектах, предназначенных для оказания помощи при защите людей, животных или товаров от баллистического удара.
В области техники баллистически устойчивые изделия часто содержат пакет листов, содержащих высокопрочные волокна, такие как арамид или полиэтилен. В зависимости от применения листы могут быть совместно спрессованы с образованием формованного изделия или скреплены совместно по краям с образованием мягкого баллистически устойчивого изделия. Существует необходимость в баллистически устойчивом изделии с улучшенными свойствами.
Было предложено использование различных материалов в противобаллистических панелях.
WO2005098343 описывает броневую систему с упрочненной ударной панелью и задней панелью. Материалы, упомянутые как подходящие для ударной панели, включают гранит, керамическую плитку, кирпич, стекло и отвержденный бетон. С другой стороны, некоторые из материалов, упомянутые как подходящие для упаковочной панели, включают стекло, арамид, полиэтилен, углерод и металлические материалы.
WO2008048301 направлено на композиционный материал для формирования гибкого пуленепробиваемого бронежилета, содержащего, по меньшей мере, один волокнистый слой, содержащий сетку из высокопрочных волокон. Высокопрочными волокнами могут быть ПЭ волокна и арамидные волокна наряду с, по меньшей мере, 8 другими типами волокон. Этот документ, в основном, упоминает, что нити и ткани могут состоять из одного или более различных волокон, хотя предпочтительно, чтобы они были одинаковыми.
Было обнаружено, что существенное улучшение в характеристиках баллистических материалов можно получить, если применять комбинацию двух типов высококачественных материалов, а именно, с одной стороны, арамидного материала, и с другой стороны, высокомолекулярного полиэтилена. Соответственно, изобретение имеет отношение к баллистически устойчивому изделию, содержащему пакет листов, содержащих усиливающие элементы линейного растяжения, причем направление элементов линейного растяжения внутри пакета не является однонаправленным, причем некоторые из элементов линейного растяжения являются элементами линейного растяжения, содержащими высокомолекулярный полиэтилен, и некоторые из элементов линейного растяжения содержат арамид.
Элементы линейного растяжения
В контексте настоящего описания словосочетание элемент линейного растяжения относится к объекту, наибольший размер которого, длина, является больше, чем второй наименьший размер, ширина, и наименьший размер, толщина. Более конкретно, отношение между длиной и шириной, как правило, составляет, по меньшей мере, 10. Максимальное отношение является не критическим для изобретения и будет зависеть от параметров обработки. В качестве основного значения можно упомянуть максимальное отношение длины к ширине, равное 1000000.
Соответственно, элементы линейного растяжения, применяемые в изобретении, охватывают мононити, комплексные нити, нитки, ленты, полоски, нити из штапельного волокна и другие вытянутые объекты, имеющие регулярное или нерегулярное поперечное сечение.
В одном варианте осуществления изобретения элемент линейного растяжения является волокном, то есть объектом, длина которого больше, чем ширина и толщина, в то время как ширина и толщина находятся в пределах одинакового размерного интервала. Более конкретно, отношение между шириной и толщиной, как правило, находится в интервале от 10:1 до 1:1, еще более конкретно между 5:1 и 1:1, еще более конкретно между 3:1 и 1:1. Как будет понятно специалисту, волокна могут иметь более или менее круглое поперечное сечение. В этом случае ширина является наибольшим размером поперечного сечения, в то время как толщина является самым коротким размером поперечного сечения.
Для волокон ширина и толщина составляют, как правило, по меньшей мере, 1 мкм, более конкретно, по меньшей мере, 7 мкм. В случае комплексных нитей ширина и толщина могут быть вполне крупными, например, вплоть до 2 мм. Для мононитей ширина и толщина вплоть до 150 мкм может быть более традиционной. В качестве конкретного примера можно упомянуть волокна с шириной и толщиной в интервале, равном 7-50 мкм.
В изобретении лента определяется как объект, длина которого, то есть, наибольший размер объекта, является больше, чем ширина, второй наименьший размер объекта, и толщина, то есть наименьший размер объекта, в то время как ширина в свою очередь больше, чем толщина. Более конкретно, отношение между длиной и шириной, как правило, составляет, по меньшей мере, 2. В зависимости от ширины ленты и размера пакета отношение может быть больше, например, по меньшей мере, 4 или, по меньшей мере, 6. Максимальное отношение является не критическим для изобретения и будет зависеть от параметров обработки. В качестве основного значения можно упомянуть максимальное отношение длины к ширине, равное 200000. Отношение между шириной и толщиной, как правило, составляет более чем 10:1, в частности более чем 50:1, еще более конкретно более чем 100:1. Максимальное отношение между шириной и толщиной является не критическим для изобретения. Как правило, оно составляет не более 2000:1.
Ширина ленты, как правило, составляет, по меньшей мере, 1 мм, более конкретно, по меньшей мере, 2 мм, еще более конкретно, по меньшей мере, 5 мм, более конкретно, по меньшей мере, 10 мм, даже более конкретно, по меньшей мере, 20 мм, даже более конкретно, по меньшей мере, 40 мм. Ширина ленты составляет, как правило, не более 200 мм. Толщина ленты составляет, как правило, по меньшей мере, 8 мкм, в частности, по меньшей мере, 10 мкм. Толщина ленты составляет, как правило, не более 150 мкм, более конкретно не более 100 мкм. В одном варианте осуществления применяют ленты с высокой линейной плотностью. В настоящем описании линейная плотность выражается в дтекс. Это является массой в граммах 10000 м пленки. В одном варианте осуществления применяют ленты с линейной плотностью, равной, по меньшей мере, 3000 дтекс, в частности, по меньшей мере, 5000 дтекс, более конкретно, по меньшей мере, 10000 дтекс, даже более конкретно, по меньшей мере, 15000 дтекс или даже, по меньшей мере, 20000 дтекс.
Обнаружено, что использование лент является особенно привлекательным в рамках изобретения, так как это дает возможность изготавливать баллистические материалы с очень хорошими баллистическими характеристиками, хорошим сопротивлением отслаиванию и низкой массой единицы поверхности. Это относится в частности к полиэтилену.
Там, где в настоящем описании упоминаются массовые проценты элементов линейного растяжения, это всегда предназначено для ссылки на высокопрочный компонент подобного элемента, а именно полиэтилена, арамида или другого высокопрочного полимера. Считают, что любые покрытия или отделка, присутствующие на элементе линейного растяжения, принадлежат к связующему материалу.
Состав пакета
Пакет в соответствии с изобретением включает листы, содержащие элементы линейного растяжения. В рамках настоящего описания термин лист относится к отдельному листу, содержащему элементы линейного растяжения, причем лист можно индивидуально комбинировать с другими соответствующими листами. Лист может содержать или может не содержать связующий материал, как будет объяснено далее.
Листы, содержащие элементы линейного растяжения, применяемые в пакете в соответствии с изобретением, можно составить различным образом.
В одном варианте осуществления листы получают посредством сплетения элементов линейного растяжения. В одном варианте осуществления в качестве основы и утка применяют ленты. В другом варианте осуществления в качестве основы или утка применяют ленты, и волокна применяют в качестве утка или основы. В дополнительном варианте осуществления волокна применяют в качестве как основы, так и утка.
Сплетение можно применять для изготовления листов, которые содержат полиэтилен, а не арамид, например только полиэтилен, и листов, которые содержат арамид, а не полиэтилен, например только арамид. Его можно также применять для изготовления листов, которые содержат как элементы линейного растяжения, содержащие арамид, так и элементы линейного растяжения, содержащие полиэтилен. В одном варианте осуществления тканый лист содержит в качестве основы или утка один из полиэтиленового и арамидного элементов линейного растяжения и другой из полиэтиленового и арамидного элементов линейного растяжения в качестве утка или основы. Также возможно применять комбинацию арамидных элементов линейного растяжения и полиэтиленовых элементов линейного растяжения в основе или в утке, или как в основе, так и в утке.
Также возможно применять элементы линейного растяжения, которые содержат в тканом листе как арамид, так и полиэтилен.
Можно использовать различные общепринятые способы плетения. Элемент утка может пересекать один, два или более элементов основы, и можно использовать последовательные элементы утка попеременно или параллельно. Один вариант осуществления в этом отношении представляет собой гладкое переплетение, в котором основа и уток выравниваются так, чтобы они образовали простой перекрещивающийся рисунок. Это получают посредством пропускания каждого элемента утка над и под каждым элементом основы, причем каждый ряд чередуется, получая большое количество переплетений. Дополнительный вариант осуществления основан на атласном переплетении. В этом варианте осуществления один или более элементов утка перемещаются над элементом основы или наоборот, два или более элемента основы перемещаются над единичным элементом утка. Еще один дополнительный вариант осуществления происходит от саржевого переплетения. В этом варианте осуществления один или более элементов основы попеременно перемещаются над и под двумя или более элементами утка регулярно повторяющимся образом. Это производит визуальный эффект прямого или прерывистого диагонального “ребра” ткани. Еще один дополнительный вариант осуществления основан на переплетении рогожка. Переплетение рогожка, по существу, является таким же, как гладкое переплетение за исключением того, что два или более волокна основы попеременно переплетаются с двумя или более волокнами утка. Расположение двух основ, пересекающих два утка, обозначается как 2×2 рогожка, но нет необходимости, чтобы расположение волокна было симметричным. Следовательно, возможно иметь 8×2, 5×4 и подобное. Еще один дополнительный вариант осуществления основан на ложном перевивочном переплетении. Ложное перевивочное переплетение является вариантом гладкого переплетения, в котором случайные элементы основы с регулярными интервалами, но обычно несколько элементов отдельно, отклоняются от чередующегося переплетения снизу и сверху и вместо этого переплетают каждые два или более элементов. Это происходит с подобной частотой в направлении утка, и весь эффект представляет собой ткань с увеличенной толщиной, более грубой поверхностью и дополнительной пористостью.
Каждый тип переплетения имеет связанные с ним характеристики. Например, когда применяют систему, в которой уток пересекает один или небольшое количество элементов основы, и отдельные элементы утка применяют с чередованием или почти чередуя, лист будет содержать относительно большое количество переплетений. Переплетение в этом контексте представляет собой точку, где элемент утка пролегает от одной стороны листа, стороны А, до другой стороны листа, стороны В, и соседний элемент утка пролегает от стороны В до стороны А листа. Там, где применяют систему, в которой уток пересекает один или ограниченное количество элементов основы или наоборот, где основа пересекает один или ограниченное количество элементов утка, будет существовать большое количество отклоняющихся линий. Отклоняющиеся линии возникают, где один элемент пролегает от одной стороны листа до другой стороны. Она образуется краем элемента пересечения. В то же время, не желая быть связанными ни с какой теорией, полагают, что эти отклоняющиеся линии вносят вклад в рассеяние ударной энергии в направлении X-Y листа. В рамках контекста изобретения применение гладких переплетений может быть предпочтительным, так как их сравнительно легко изготавливать и так как они являются однородными в том, что поворот на 90° не изменит природу материала, в комбинации с удовлетворительными баллистическими характеристиками.
Подходящие способы переплетений известны в технике. Для упоминания только одного примера для привлекательного способа переплетения ленты ссылка дается на ЕР 1354991.
В одном варианте осуществления изобретения элементы линейного растяжения в листе являются ориентированными однонаправлено, и направление элементов линейного растяжения в листе смещается по отношению к направлению элементов линейного растяжения других листов в пакете, более конкретно по отношению к направлению элементов линейного растяжения в соседних листах. Хорошие результаты достигнуты, когда общее смещение внутри пакета достигает, по меньшей мере, 45°. Предпочтительно общее смещение внутри пакета достигает приблизительно 90°. В одном варианте осуществления изобретения пакет содержит соседние листы, в которых направление элементов линейного растяжения в одном листе перпендикулярно направлению элементов линейного растяжения в соседних листах. В этом варианте осуществления лист можно предоставить параллельным выравниванием элементов линейного растяжения и затем заставить элементы линейного растяжения склеиться, например, посредством температуры и давления или посредством применения связующего материала.
В одном варианте осуществления, где элементами линейного растяжения являются волокна, лист можно изготовить посредством параллельного выравнивания волокон и затем предоставления связующего материала между волокнами в количестве, достаточном, чтобы вызвать приклеивание волокон.
Там, где элементами линейного растяжения являются ленты, существует ряд возможностей для получения подходящих листов посредством параллельного выравнивания лент. В одном варианте осуществления предоставляется единичный лист параллельных лент, которые затем прилипают друг к другу с применением связующего материала, аналогично тому, что было описано выше для волокон.
В другом варианте осуществления предоставляется лист посредством предоставления параллельных лент перекрывающимся образом и затем обеспечения прилипания лент друг к другу. В одном варианте осуществления ленты выравнивают таким образом, что первый продольный край ленты находится ниже ленты, прилегающей на одной стороне, и второй продольный край ленты находится выше соседней ленты на другой стороне (конструкция кровельной черепицы). В другом варианте осуществления ленты выравнивают по типу укладки кирпичей, где на первой стадии предоставляется первый лист параллельных лент и на второй стадии предоставляется второй лист лент параллельно лентам в первом слое, где ленты во втором слое являются смещенными по сравнению с лентами в первом слое. При желании можно предоставить третий и дополнительные листы лент. Затем ленты объединяют с образованием листа, применяя температуру и давление, посредством применения связующего материала или посредством их комбинации.
Также возможно изготовить лист посредством сначала предоставления листа из лент или волокон, выровненных в первом направлении, затем предоставления слоя из лент или волокон, выровненных во втором направлении под углом к первому направлению, и затем сцепление/склеивание слоев вместе с образованием листа.
При желании волокна и ленты можно применять в комбинации в единичном листе. В одном варианте осуществления лист содержит полиэтиленовые элементы линейного растяжения, а не арамидные элементы линейного растяжения. В другом варианте осуществления лист содержит арамидные элементы линейного растяжения, а не полиэтиленовые элементы линейного растяжения. В дополнительном варианте осуществления лист содержит как арамидные элементы линейного растяжения, так и полиэтиленовые элементы линейного растяжения. Еще раз, также возможно применять элементы линейного растяжения, которые содержат как арамид, так и полиэтилен.
Как указано выше, основная характеристика баллистически устойчивого изделия по изобретению состоит в том, что некоторые из элементов линейного растяжения являются элементами линейного растяжения, содержащими высокомолекулярный полиэтилен, и некоторые из элементов линейного растяжения содержат арамид. Очевидно, кроме элементов линейного растяжения только из полиэтилена или только арамида изобретение также охватывает применение элементов линейного растяжения, содержащих как арамид, так и полиэтилен. В качестве примера можно упомянуть применение гибридных волокон.
Баллистически устойчивое изделие по изобретению может содержать дополнительные типы высокоэффективных элементов линейного растяжения, например, элементы линейного растяжения жидкокристаллического полимера и высоко ориентированных полимеров, таких как сложные полиэфиры, поливиниловые спирты, полиолефинкетон (РОК), полибензобисоксазолы, полибенз(обис)имидазолы, поли{2,6-диимидазо[4,5-b:4,5-e]-пиридинилен-1,4(2,5-дигидрокси)фенилен} (PIPD или M5) и полиакрилонитрил. Однако для сохранения системы настолько простой, насколько возможной, считается предпочтительным, чтобы элементы линейного растяжения в баллистически устойчивом изделии были, по меньшей мере, на 80 мас.% составлены полностью из арамида и полиэтилена, в частности, по меньшей мере, на 90 мас.%, более конкретно, по меньшей мере, на 95 мас.%. В одном варианте осуществления элементы линейного растяжения в баллистически устойчивом изделии состоят, по существу, из арамидного материала и полиэтилена.
Как правило, массовый процент арамида составляет, по меньшей мере, 1%, более конкретно, по меньшей мере, 5%, даже более конкретно, по меньшей мере, 10%, еще более конкретно, по меньшей мере, 15%, все еще более конкретно, по меньшей мере, 20% от общей массы применяемых элементов линейного растяжения. Массовый процент арамидных элементов линейного растяжения составляет, как правило, не более 60%, более конкретно не более 50%, еще более конкретно не более 40%. В одном варианте осуществления массовый процент арамида составляет между 1 и 20 мас.% от общей массы элементов линейного растяжения, применяемых в пакете, более конкретно между 1 и 10 мас.%, причем балансом предпочтительно является UHMWPE. В другом варианте осуществления массовый процент арамида составляет между 15 и 40 мас.%, в частности между 15 и 30 мас.%, причем балансом предпочтительно является UHMWPE. Как правило, массовый процент UHMWPE составляет, по меньшей мере, 10%, более конкретно, по меньшей мере, 15%, даже более конкретно, по меньшей мере, 20%, от общей массы применяемых элементов линейного растяжения. В одном варианте осуществления массовый процент UHMWPE элементов может составлять, по меньшей мере, 40%, по меньшей мере, 50% или даже, по меньшей мере, 60%, в частности, по меньшей мере, 80%, более конкретно, по меньшей мере, 90%, даже более конкретно, по меньшей мере, 95%. Как правило, массовый процент полиэтилена будет составлять не более 99%. Распределение арамидных и полиэтиленовых элементов линейного растяжения по всему пакету можно осуществлять различным образом. В одном варианте осуществления пакет содержит листы, которые содержат как полиэтиленовые элементы линейного растяжения, так и арамидные элементы линейного растяжения. В другом варианте осуществления пакет содержит листы, которые содержат полиэтиленовые элементы линейного растяжения и не содержат арамидные элементы линейного растяжения и/или листы, которые содержат арамидные элементы линейного растяжения и не содержат полиэтиленовые элементы линейного растяжения.
В одном варианте осуществления полиэтиленовые элементы линейного растяжения и арамидные элементы линейного растяжения распределяются однородно по толщине пакета. То есть, когда пакет расщепляют вдоль плоскости параллельной к плоскости пакета, состав двух или более частей, полученных таким образом, является одинаковым.
В другом варианте осуществления полиэтиленовые элементы линейного растяжения и арамидные элементы линейного растяжения распределяются неоднородно по толщине пакета. То есть, когда пакет расщепляют вдоль плоскости параллельной плоскости пакета, состав двух или более частей, полученных таким образом, является различным.
В одном варианте осуществления пакет или формованная панель, полученная из пакета посредством прессования листов вместе, содержит слои с различными составами, в которых каждый слой может состоять из одного или более листов. Например, пакет может содержать два слоя, три слоя или более слоев, где слои имеют отличающиеся составы от слоев, прилегающих к ним. Каждый слой может содержать комбинацию листов на основе полиэтилена и листов на основе арамида, но также может быть слой только из полиэтилена или слой только из арамида.
В одном варианте осуществления изделие содержит слой, который содержит более чем 50 мас.% полиэтиленовых элементов линейного растяжения, и слой, который содержит более чем 50 мас.% арамидных элементов линейного растяжения. Например, слой с высоким содержанием полиэтилена может, как правило, содержать более чем 50 мас.% листов на основе полиэтилена и менее чем 50 мас.% листов на основе арамида.
В одном варианте осуществления, слой, который содержит более чем 50 мас.% полиэтиленовых элементов линейного растяжения, дополнительно также обозначают как слой с высоким содержанием полиэтилена, содержит более чем 60% указанных элементов, или более чем 70% указанных элементов, или более чем 80%, или более чем 90%, или более чем 95%. В одном варианте осуществления указанный слой состоит, по существу, из полиэтиленовых элементов линейного растяжения.
Слой с высоким содержанием полиэтилена предпочтительно присутствует на ударной поверхности изделия или рядом с ней, предпочтительно на ударной поверхности формованной панели, где он может служить для измельчения пули. В одном варианте осуществления слой, который содержит более чем 50 мас.% арамидных элементов линейного растяжения, дополнительно также обозначенный как слой с высоким содержанием арамида, содержит более чем 60% указанных элементов, или более чем 70% указанных элементов, или более чем 80%, или более чем 90%. В одном варианте осуществления указанный слой состоит, по существу, из арамидных элементов линейного растяжения. В одном варианте осуществления этот слой присутствует ниже (от ударной стороны) слоя с высоким содержанием полиэтилена. В этом варианте осуществления слой с высоким содержанием арамида может служить для улавливания фрагментов пуль и/или снижения повреждений. Арамидный слой дополнительно вносит вклад в предохранение целостности панели при пулевом ударе.
Следует отметить, что в этом пункте и в остальной части описания до тех пор, пока не указано иначе, массовые проценты одного типа элемента линейного растяжения являются массовыми процентами, вычисленными на основе всех элементов линейного растяжения в слое, исключая связующий материал. Таким образом, слои, состоящие, по существу, из полиэтиленовых элементов линейного растяжения или арамидных элементов линейного растяжения, могут содержать связующий материал. В одном варианте осуществления слой с высоким содержанием арамида, как установлено выше, присутствует на верху изделия, особенно в случае формованных изделий, таких как защитные средства или, в частности, каски. Этот слой может служить для обеспечения увеличенной твердости изделию и для улучшения его огнестойкости. В этом варианте осуществления может быть предпочтителен пакет по меньшей мере из трех слоев, где верхний слой является слоем с высоким содержанием арамида, второй слой является слоем с высоким содержанием полиэтилена и третий слой снова является слоем с высоким содержанием арамида.
В дополнительном варианте осуществления предусматривается пакет, который содержит снизу ударной стороны, слой с высоким содержанием полиэтилен, и слой, содержащий равные количества полиэтилена и арамида. Его можно необязательно комбинировать с одним или более слоями с высоким содержанием арамида, которые могут содержать различные количества арамида.
В дополнительном варианте осуществления предусматривается пакет, который содержит, по меньшей мере, два слоя с высоким содержанием полиэтилена, где первый слой с высоким содержанием полиэтилена имеет более высокое содержание полиэтилена, чем второй слой. Первый слой с высоким содержанием полиэтилена может находиться ближе к ударной поверхности пакета, чем второй слой. Альтернативно, второй слой (то есть слой с более низким содержанием полиэтилена) может быть ближе к ударной поверхности пакета. Его можно необязательно комбинировать с одним или более слоями с высоким содержанием полиэтилена и/или слоями с высоким содержанием арамида, которые могут содержать различные количества полиэтилена или арамида, соответственно.
Как правило, пакет будет содержать 10-99 мас.%, в частности, 10-90 мас.%, слоев с высоким содержанием полиэтилена в расчете от общего пакета и 1-90 мас.%, в частности 10-90 мас.%, слоев с высоким содержанием арамида в расчете от общего пакета. В одном варианте осуществления пакет содержит, по меньшей мере, 30 мас.% слоев с высоким содержанием полиэтилена (которые могут находиться в одном или более отдельных слоях), предпочтительно, по меньшей мере, 40 мас.%, более предпочтительно, по меньшей мере, 50 мас.%, даже более предпочтительно, по меньшей мере, 60 мас.%, даже более предпочтительно, по меньшей мере, 80 мас.%, даже более предпочтительно, по меньшей мере, 90 мас.%, даже более предпочтительно, по меньшей мере, 95 мас.%. В другом варианте осуществления пакет содержит, по меньшей мере, 5 мас.% слоев с высоким содержанием арамида, в частности, по меньшей мере, 10 мас.%, более конкретно, по меньшей мере, 15 мас.% и даже более конкретно 20 мас.% слоев с высоким содержанием арамида.
Для полиэтилена элементы линейного растяжения предпочтительно являются полиэтиленовыми лентами. Для предпочтительной ширины и толщины описания лент ссылку делают на то, что сформулировано выше для лент в общем. Важно, чтобы ленты, подходящие для применения в баллистических применениях, имели высокий предел прочности при растяжении, высокий модуль упругости при растяжении и высокое энергопоглощение, отраженное в высокой энергии разрушения. Предпочтительно, чтобы ленты обладали прочностью при растяжении, равной, по меньшей мере, 1,0 ГПа, модулем упругости при растяжении, равным, по меньшей мере, 40 ГПа, и энергией разрушения при растяжении, равной, по меньшей мере, 15 Дж/г.
В одном варианте осуществления прочность при растяжении лент составляет, по меньшей мере, 1,2 ГПа, более конкретно, по меньшей мере, 1,5 ГПа, еще более конкретно, по меньшей мере, 1,8 ГПа, даже более конкретно, по меньшей мере, 2,0 ГПа. В особенно предпочтительном варианте осуществления прочность при растяжении составляет, по меньшей мере, 2,5 ГПа, более конкретно, по меньшей мере, 3,0 ГПа, еще более конкретно, по меньшей мере, 4 ГПа. В другом варианте осуществления ленты обладают модулем упругости при растяжении, равным, по меньшей мере, 50 ГПа. Модуль определяют в соответствии с ASTM D882-00. Более конкретно, ленты могут обладать модулем упругости при растяжении, равным, по меньшей мере, 80 ГПа, более конкретно, по меньшей мере, 100 ГПа. В предпочтительном варианте осуществления ленты обладают модулем упругости при растяжении, равным, по меньшей мере, 120 ГПа, даже более конкретно, по меньшей мере, 140 ГПа или, по меньшей мере, 150 ГПа. Модуль определяют в соответствии с ASTM D882-00.
В другом варианте осуществления ленты обладают энергией растяжения при разрушении, равной, по меньшей мере, 20 Дж/г, в частности, по меньшей мере, 25 Дж/г. В предпочтительном варианте осуществления полиэтиленовые ленты обладают энергией растяжения при разрушении, равной, по меньшей мере, 30 Дж/г, в частности, по меньшей мере, 35 Дж/г, более конкретно, по меньшей мере, 40 Дж/г, еще более конкретно, по меньшей мере, 50 Дж/г. Энергию растяжения при разрушении определяют в соответствии с ASTM D882-00, применяя скорость растяжения, равную 50%/мин. Ее вычисляют посредством интегрирования энергии на единицу массы под кривой нагрузка-удлинение.
Ниже будут представлены более подробно подходящие типы полиэтиленовых лент и волокон и способы их изготовления.
Арамидные элементы линейного растяжения могут быть волокнами или лентами. Волокна могут быть мононитью или комплексной нитью. Подходящие арамидные волокна состоят из арамидных нитей, обладающих сопротивлением разрыву, равным, по меньшей мере, 2,6 ГПа, более предпочтительно, по меньшей мере, 3,1 ГПа и наиболее предпочтительно, по меньшей мере, 3,6 ГПа, и модулем, равным, по меньшей мере, 60 ГПа, более предпочтительно, по меньшей мере, 75 ГПа и наиболее предпочтительно, по меньшей мере, 90 ГПа. В зависимости от количества нитей и типа приложенного изгиба изменяются свойства полученных таким образом скрученных волокон. В обычных условиях скрученные волокна обладают сопротивлением разрыву, равным, по меньшей мере, 2,1 ГПа, более предпочтительно, по меньшей мере, 2,6 ГПа, даже более предпочтительно, по меньшей мере, 3,1 ГПа и наиболее предпочтительно, по меньшей мере, 3,6 ГПа, и модулем, равным, по меньшей мере, 60 ГПа, более предпочтительно, по меньшей мере, 80 ГПа и наиболее предпочтительно, по меньшей мере, 100 ГПа.
В одном варианте осуществления применяют арамидные ленты. В одном варианте осуществления арамидные ленты получают параллельным выравниванием арамидных волокон и вызыванием их приклеивания с помощью связующего материала. Необязательно для удерживания волокон вместе их можно заставить приклеиться альтернативным или дополнительным предоставлением волокон утка. Подобный процесс изготовления лент описан в EP193478, US2004/081815 и WO2009/068541.
Конкретные варианты осуществления
Баллистический материал изобретения содержит пакет листов, содержащий усиливающие элементы линейного растяжения. Далее будет обсуждаться ряд конкретных вариантов осуществления изобретения.
В одном варианте изобретения пакет представляет собой прессованный пакет, в котором отдельные листы прилипают друг к другу с предоставлением баллистической панели, например, для применения в баллистических жилетах. В другом варианте осуществления пакет содержит подпакеты, например, из 2-10 листов. Подобные подпакеты могут быть прессованными подпакетами и/или гибкими подпакетами. Гибкий подпакет можно получить, например, посредством сшивания краев листов вместе. Прессованный подпакет может быть объединенной упаковкой ряда листов, например, от 2 до 8 листов, например, как правило, 2, 4 или 8 листов. Объединенный подпакет предназначен для обозначения того, что листы прочно присоединяются один к другому. Листы можно объединить посредством приложения тепла и/или давления, как известно в технике.
В другом варианте осуществления пакет содержит подпакеты, из, например, 2-10 листов, причем подпакеты объединяют на краях с образованием гибкого баллистического пакета.
В одном варианте осуществления пакет содержит, по меньшей мере, два подпакета, где первый подпакет является объединенным подпакетом и второй подпакет является гибким подпакетом, присутствующим ниже (от ударной стороны панели) первого подпакета. В этом варианте осуществления первый подпакет предпочтительно представляет собой слой с высоким содержанием полиэтилена, и второй подпакет представляет собой слой с высоким содержанием арамида.
В одном варианте осуществления пакет содержит прессованный подпакет листов, содержащий полиэтиленовые и/или арамидные элементы линейного растяжения, и гибкий подпакет, содержащий полиэтиленовые и/или арамидные элементы линейного растяжения. Гибкий подпакет можно, например, вшить в прессованный подпакет или вклеить в прессованный подпакет или подпакеты можно удерживать вместе на краях или посредством размещения их в мешке или покрытии.
По отношению к общему количеству элементов линейного растяжения в пакете в одном варианте осуществления пакет содержит 1-20 мас.% арамидных элементов линейного растяжения, в частности 1-10 мас.% и предпочтительно 80-99 мас.% полиэтиленовых элементов линейного растяжения, в частности 90-99 мас.% (все проценты рассчитаны от общей массы элементов линейного растяжения).
В другом варианте осуществления пакет содержит 15-40 мас.% арамидных элементов линейного растяжения, в частности 15-30 мас.% и предпочтительно 85-60 мас.% полиэтиленовых элементов линейного растяжения, в частности 85-70 мас.% (все проценты рассчитаны от общей массы элементов линейного растяжения).
В одном варианте осуществления изобретения баллистически устойчивое изделие представляет собой пакет, в частности формованный пакет, который содержит от верха (т.е. ударной лицевой стороны) до низа первый слой и второй слой, где первый слой содержит листы на основе полиэтиленовых элементов линейного растяжения, в частности полиэтиленовых лент. В этом варианте осуществления элементы линейного растяжения в первом слое состоят, по меньшей мере, из 70 мас.% полиэтилена, в частности, по меньшей мере, из 80 мас.%, еще более конкретно, по меньшей мере, из 90 мас.%, даже более конкретно, по меньшей мере, из 95 мас.%. В одном варианте осуществления элементы линейного растяжения в первом слое состоят, по существу, из полиэтилена. Для природы полиэтилена ссылка делается на предпочтения, выраженные в другом месте в этом документе. Там, где применяют полиэтиленовые ленты, предпочтительно, чтобы первый лист содержал 0-12 мас.% связующего материала. В то время как может требоваться некоторое количество связующего материала для приклеивания лент вместе, может не требоваться предоставление более чем 12 мас.% связующего материала и это может быть вредно по отношению к баллистическим свойствам панели.
Первый слой пакета предпочтительно составляет между 20 и 99 мас.% пакета. В одном варианте осуществления первый лист составляет между 30 и 90 мас.% пакета, в частности между 30 и 80 мас.%, более конкретно между 30 и 70 мас.% пакета, более конкретно между 40 и 60 мас.%. В другом варианте осуществления первый слой составляет между 50 и 99 мас.% пакета, в частности между 60 и 99 мас.%, более конкретно между 70 и 99 мас.%. В дополнительном варианте осуществления первый слой может составлять между 80 и 99 мас.%, более конкретно между 90 и 99 мас.% или даже между 95 и 99 мас.%.
Второй слой баллистического материала этого варианта осуществления содержит листы, которые содержат арамидные элементы линейного растяжения, в частности арамидные волокна. В этом варианте осуществления элементы линейного растяжения во втором слое состоят, по меньшей мере, из 70 мас.% арамидного материала, в частности, по меньшей мере, из 80 мас.%, еще более конкретно, по меньшей мере, из 90 мас.%. В одном варианте осуществления элементы линейного растяжения во втором слое состоят, по существу, из арамидного материала. Арамидные элементы линейного растяжения являются предпочтительно волокнами.
В слое с высоким содержанием арамида может также присутствовать связующий материал. В случае волокон это может быть, например, в интервале 5-30 мас.%, более конкретно в интервале 15 мас.%.
Баллистическая панель этого варианта осуществления, например, может удовлетворять требованиям класса II Стандарта NIJ-0101.04 P-BFS эксплуатационного испытания. В предпочтительном варианте осуществления удовлетворяет требованиям класса IIIa указанного Стандарта, в даже более предпочтительном варианте осуществления удовлетворяет требованиям класса III или требованиям даже более высоких классов.
Эти баллистические характеристики предпочтительно сопровождаются низкой массой единицы поверхности, в частности массой единицы поверхности, равной не более 19 кг/м2, более конкретно не более 16 кг/м2. В некоторых вариантах осуществления масса единицы поверхности пакета может быть до 15 кг/м2. Минимальная масса единицы поверхности пакета задается требуемым минимальным баллистическим сопротивлением.
В конкретном варианте осуществления пакет представляет собой прессованный пакет листов или упаковок объединенных листов, где первый слой состоит, по существу, из полиэтиленовых элементов линейного растяжения и второй слой состоит, по существу, из арамидных элементов линейного растяжения. Пакет может содержать, по меньшей мере, 80 мас.% полиэтилена, более конкретно, по меньшей мере, 90 мас.% полиэтилена, даже более конкретно, по меньшей мере, 95 мас.% полиэтилена.
В другом конкретном варианте осуществления первый слой с высоким содержанием полиэтилена представляет прессованный подпакет и второй слой с высоким содержанием арамида представляет собой гибкий подпакет. Пакет может содержать, по меньшей мере, 80 мас.% полиэтилена, более конкретно, по меньшей мере, 90 мас.% полиэтилена, даже более конкретно, по меньшей мере, 95 мас.% полиэтилена. Прессованный подпакет этого варианта осуществления может содержать листы, состоящие, по существу, из полиэтиленовых элементов линейного растяжения и необязательно может дополнительно содержать листы, состоящие, по существу, из арамидных элементов линейного растяжения. Например, прессованный подпакет может состоять, по существу, из полиэтилена и может, как правило, содержать, по меньшей мере, 1 мас.% арамида, конкретно, по меньшей мере, 5 мас.% арамида, более конкретно, по меньшей мере, 10 мас.% арамида или даже более конкретно 20 мас.% арамида.
Гибкий подпакет этого варианта осуществления может содержать листы, состоящие, по существу, из арамидных элементов линейного растяжения и необязательно может дополнительно содержать листы, состоящие, по существу, из полиэтиленовых элементов линейного растяжения. Гибкий подпакет предпочтительно состоит, по существу, из арамидных элементов линейного растяжения.
В еще одном варианте осуществления изобретения баллистически устойчивым изделием является пакет, конкретно прессованный пакет, который содержит от верха до низа первый слой и второй слой, где каждый слой является прессованным подпакетом. В конкретном варианте осуществления оба слоя являются слоями с высоким содержанием полиэтилена и состав каждого слоя с высоким содержанием полиэтилена может быть одинаковым или различным. В еще более конкретном варианте осуществления прессованный подпакет на ударной лицевой стороне или ближе к ней содержит листы, состоящие, по существу, из полиэтиленовых элементов линейного растяжения, и листы, состоящие, по существу, из арамидных элементов линейного растяжения, спрессованных вместе, тогда как второй слой содержит листы, состоящие, по существу, из полиэтиленовых элементов линейного растяжения.
В дополнительном варианте осуществления баллистически устойчивое изделие представляет собой пакет, содержащий от верха до низа прессованный слой и гибкий слой, где прессованный слой содержит от верха до низа первый слой с высоким содержанием полиэтилена и второй слой с высоким содержанием арамида, и, где гибкий слой представляет собой слой с высоким содержанием арамида. Весь пакет предпочтительно содержит 60-99 мас.% полиэтилена, предпочтительно 75-90 мас.% полиэтилена и 40-1 мас.% арамида, предпочтительно 25-10 мас.% арамида. Слой с высоким содержанием арамида предпочтительно составляет 1-15 мас.%, предпочтительно 1-10 мас.% от прессованного пакета.
В еще другом варианте осуществления изобретения предусматривается изогнутый баллистический предмет, в частности каска, который содержит от верха до низа слой с высоким содержанием арамида, предпочтительно полностью арамидный слой, слой с высоким содержанием полиэтилена, предпочтительно полностью полиэтиленовый слой и дополнительный слой с высоким содержанием арамида.
Для всех вариантов осуществления: Полиэтиленовые элементы линейного растяжения представляют собой предпочтительно ленты, как обсуждалось выше. Арамидные элементы линейного растяжения представляют собой предпочтительно волокна, как обсуждалось выше.
Связующий материал
Как указано выше, в соответствии с изобретением в баллистическом материале может присутствовать связующий материал. Особый интерес представляет случай, когда баллистически устойчивое изделие является формованным изделием, так как в этом случае связующий материал можно применять, чтобы заставить отдельные листы приклеиться друг к другу. Термин “связующий материал” означает материал, который соединяет вместе элементы линейного растяжения и/или листы. Там, где элементами линейного растяжения являются волокна, связующий материал может требоваться для склеивания волокон вместе с образованием однонаправленных листов. Применение листов, содержащих тканые элементы линейного растяжения, обходится без необходимости применения связующего материала по этой причине, так как элементы скрепляются вместе благодаря их тканой структуре. Следовательно, это даст возможность применения меньшего количества связующего материала или даже обходиться без применения связующего материала совершенно.
В одном варианте осуществления изобретения баллистически устойчивое формованное изделие не содержит связующий материал. В то время как полагают, что связующий материал имеет более низкий вклад в баллистическую эффективность системы, чем ленты, не содержащий связующий материал вариант осуществления может создать эффективный материал, что касается его отношения баллистической эффективности к массе.
В другом варианте осуществления изобретения баллистически устойчивое изделие содержит связующий материал. В этом варианте осуществления связующий материал может присутствовать для улучшения свойств расслаивания материала. Также он может внести вклад в баллистические характеристики.
В одном варианте осуществления изобретения связующий материал предоставлен внутри самих листов, где может помогать приклеивать элементы линейного растяжения друг к другу, например, для предоставления листа однонаправленных волокон или стабилизации ткани после переплетения.
В еще другом варианте осуществления изобретения связующий материал предоставлен на листе для приклеивания листа к дополнительным листам внутри пакета.
Один способ предоставления связующего материала на листах представляет собой предоставление одной или более пленок связующего материала на верхней стороне, нижней стороне или обеих сторонах листов. При желании пленки можно заставить приклеиться к слою, например, пропусканием пленок вместе со слоем через нагретый прижимной валок или пресс.
Другой способ предоставления связующего материала на листах заключается в нанесении количества жидкого вещества, содержащего органический связующий материал на лист. Этот вариант осуществления имеет то преимущество, что он дает возможность простого нанесения связующего материала. Жидкое вещество может быть, например, раствором, дисперсией или расплавом органического связующего материала. Если применяют раствор или дисперсию связующего материала, способ также включает в себя выпаривание растворителя или диспергатора. Кроме того, связующий материал можно нанести в вакууме. Жидкий материал можно нанести однородно по всей поверхности листа в зависимости от обстоятельств. Однако также возможно нанести связующий материал в форме жидкого материала неоднородно на поверхность листа в зависимости от обстоятельств. Например, жидкий материал можно нанести в форме точек, или полосок, или в любом другом подходящем рисунке.
В одном варианте осуществления изобретения связующий материал наносят в форме сетки, где сетка представляет собой прерывистую полимерную пленку, то есть полимерную пленку с отверстиями. Это дает возможность использования малых количеств связующих материалов.
В еще другом варианте осуществления изобретения связующий материал наносят в форме полос, нитей или волокон полимерного материала, последний, например, в форме тканой или нетканой нити волокнистого полотна или другого полимерного волокнистого утка. Еще раз, это дает возможность использовать малые количества связующих материалов.
В различных вариантах осуществления, описанных выше, связующий материал распределяется неоднородно по листам. В одном варианте осуществления изобретения связующий материал распределяется неоднородно внутри прессованного пакета. В этом варианте осуществления можно предоставить большее количество связующего материала там, где прессованный пакет встречается с наибольшим влиянием со стороны внешней поверхности, которое может неблагоприятно влиять на свойства пакета.
Связующий материал может полностью или частично состоять из полимерного материала, который необязательно может содержать наполнители, обычно применяемые для полимеров. Полимер может быть термореактивным, или термопластичным, или их смесями. Предпочтительно применяют мягкий пластик, в частности, предпочтительно, чтобы органический связующий материал являлся эластомером с модулем растяжения (при 25°С), равным не более 41 МПа. Также предусматривается применение неполимерного органического связующего материала. Цель связующего материала состоит в содействии приклеиванию лент и/или листов друг к другу при необходимости и любой связующий материал, который достигает этой цели, является подходящим в качестве связующего материала. Предпочтительно удлинение при разрыве органического связующего материала больше, чем удлинение при разрыве усиливающих лент. Удлинение при разрыве связующего предпочтительно составляет от 3 до 500%. Эти значения применяются к связующему материалу, так как он находится в конечном баллистически устойчивом изделии.
Термореактопласты и термопласты, которые являются подходящими для листа, перечислены, например, в EP 833742 и WO-A-91/12136. Предпочтительно в качестве связующего материала из группы термореактивных полимеров выбирают сложные виниловые эфиры, ненасыщенные сложные полиэфиры, эпоксиды или фенольные смолы. Обычно эти термореактопласты находятся в листе в частично реактивном состоянии (так называемая стадия В) до того, как пакет листов отвердится в ходе прессования баллистически устойчивого формованного изделия. Из группы термопластичных полимеров в качестве связующего материала предпочтительно выбирают полиуретаны, поливинилы, полиакрилаты, полиолефины или термопластичные эластомерные блок-сополимеры, такие как блок-сополимеры полиизопрен-полиэтиленбутилен-полистирола или полистирол-полиизопренполистирола.
Когда применяют связующий материал, его, как правило, наносят в количестве, равном, по меньшей мере, 0,2 мас.%. Может быть предпочтительным, чтобы связующий материал присутствовал в количестве, равном, по меньшей мере, 1 мас.%, более конкретно в количестве, равном, по меньшей мере, 2 мас.%, в некоторых случаях, по меньшей мере, 2,5 мас.%. Связующий материал, как правило, наносят в количестве, равном не более 30 мас.%. Применение больше чем 30 мас.% связующего материала, как правило, не улучшает свойства формованного изделия.
Количество связующего материала будет также зависеть от того, являются ли элементы линейного растяжения лентами или волокнами. В случае волокон связующий материал можно применять для предоставления листа, содержащего параллельные волокна, склеенные вместе. В этом случае можно упомянуть содержание связующего в листе, равное 10-30 мас.%, в частности 15-25 мас.%.
Там, где элементы линейного растяжения являются лентами, может быть предпочтительно применять меньшее количество связующего материала. В некоторых вариантах осуществления может быть предпочтительно, чтобы связующий материал присутствовал в количестве, равном не более 12 мас.%, предпочтительно не более 8 мас.%, более предпочтительно не более 7 мас.%, иногда не более 6,5 мас.%.
Арамид, химический состав
В контексте настоящего описания слово арамид относится к линейным макромолекулам, состоящим из ароматических групп, где, по меньшей мере, 60% ароматических групп присоединяются посредством амидных, имидных, имидазольных, оксазольных или тиазольных связей, и, по меньшей мере, 85% амидных, имидных, имидазольных, оксазольных или тиазольных связей присоединяются непосредственно к двум ароматическим кольцам, причем количество имидных, имидазольных, оксазольных или тиазольных связей не превышает количество амидных связей. В предпочтительном варианте осуществления, по меньшей мере, 80% ароматических групп соединяются амидными связями, более предпочтительно, по меньшей мере, 90%, еще более предпочтительно, по меньшей мере, 95%.
В одном варианте осуществления, по меньшей мере, 40% амидных связей присутствуют в пара-положении ароматического кольца, предпочтительно, по меньшей мере, 60%, более предпочтительно, по меньшей мере, 80%, еще более предпочтительно, по меньшей мере, 90%. Предпочтительно, арамид является пара-арамидом, то есть арамидом, в котором, по существу, все амидные группы присоединяются в пара-положение ароматического кольца.
В одном варианте осуществления изобретения арамид представляет собой ароматический полиамид, состоящий, по существу, из 100 мол.% из:
А., по меньшей мере, 5 мол.%, но менее чем 35 мол.% в расчете от всех структурных единиц полиамида, структурных единиц формулы (1)
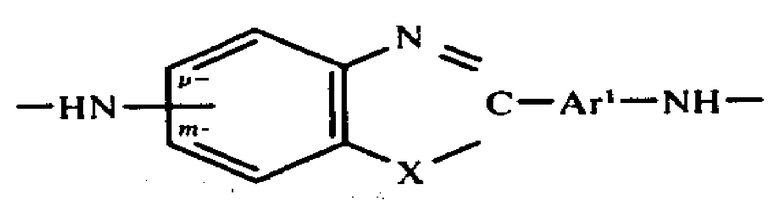
в которой Ar1 является двухвалентным ароматическим кольцом, удлиняющие цепь связи которого являются коаксиальными или параллельными, и представляет собой фенилен, бифенилен, нафталин или пиридилен, каждый из которых может иметь заместитель, которым является низшая алкильная, низшая алкокси, галогенсодержащая, нитро или цианогруппа, Х является элементом, выбираемым из группы, состоящей из O, S и NH, и NH группы, связанных с бензольным кольцом приведенного выше кольца бензоксазола, бензотиазола или бензимидазола, является мета или пара по отношению к атому углерода, с которым связан Х указанного бензольного кольца;
В. от 0 до 45 мол.% в расчете от всех структурных единиц полиамида, структурных единиц формулы (2)
-NH-Ar2-NH-
в которой Ar2 является такой же по определению как Ar1, и является идентичной Ar1 или отличающейся от нее или является соединением формулы (3)
С. эквимольное количество в расчете от всех молей структурных единиц формул (1) и (2), приведенных выше, структурной единицы формулы (4)
-CO-Ar3-CO-
в которой Ar3 является

в которых кольцевая структура необязательно содержит заместитель, выбираемый из группы, состоящей из галогена, низшего алкила, низшего алкокси, нитро и циано; и
D. от 0 до 90 мол.% в расчете от всех структурных единиц полиамида, структурной единицы формулы (5), представленной ниже
-NH-Ar4-CO-
в которой Ar4 является такой же по определению как Ar1, и является идентичной Ar1 или отличающейся от нее.
Предпочтительный арамид представляет собой поли (п-фенилентерефталамид), который известен как РРТА. РРТА является гомополимером, продуктом полимеризации моль на моль п-фенилендиамина и терефталоилхлорида. Другой предпочтительный арамид представляет собой сополимеры, происходящих от введения других диаминов или хлорангидридов дикарбоновых кислот, замещающих п-фенилендиамин и терефталоилхлорид, соответственно.
Полиэтилен, химический состав и получение
Полиэтилен, применяемый в изобретении, указывается ли он как полиэтилен, высокомолекулярный полиэтилен или полиэтилен сверхвысокой молекулярной массы, имеет средневзвешенную молекулярную массу, равную, по меньшей мере, 300000 г/моль. Линейный полиэтилен в этом документе означает полиэтилен, имеющий менее чем 1 боковую цепь на 100 атомов С, предпочтительно менее чем 1 боковую цепь на 300 атомов С. Полиэтилен также может содержать до 5 мол.% одного или более других алкенов, которые могут с ним сополимеризоваться, таких как пропилен, бутен, пентен, 4-метилпентен и октен. Может быть особенно предпочтительно, чтобы полиэтилен обладал средневзвешенной молекулярной массой, равной, по меньшей мере, 500000 г/моль. Применение лент, в частности волокон или лент, с молекулярной массой, равной, по меньшей мере, 1·106 г/моль, может быть особенно предпочтительным. Максимальная молекулярная масса полиэтилена, подходящего для применения в изобретении, не является критической. В качестве основного значения можно упомянуть максимальное значение, равное 1·108 г/моль. Молекулярно-массовое распределение можно определить, как описано в WO2009/109632.
В одном варианте осуществления изобретения полиэтиленовые элементы линейного растяжения применяют с относительно узким молекулярно-массовым распределением. Это выражается посредством отношения Mw (среднемассовая молекулярная масса) относительно Mn (среднечисленная молекулярная масса), равного не более 6. Более конкретно отношение Mw/Mn составляет не более 5, еще более конкретно не более 4, даже более конкретно не более 3. Применение материалов с отношением Mw/Mn, равным не более 2,5 или даже не более 2, является предусмотренным конкретно.
В предпочтительном варианте осуществления изобретения полиэтиленовые ленты с высокой молекулярной массой и оговоренным узким молекулярно-массовым распределением обладают высокой молекулярной ориентацией, как отчетливо видно из дифракционной картины XRD.
В одном варианте осуществления изобретения полиэтиленовые элементы линейного растяжения являются лентами, обладающими 200/110 параметром одноплоскостной ориентации Ф, равным, по меньшей мере, 3. 200/110 параметр одноплоскостной ориентации определяется как отношение между площадями пиков 200 и 110 на картине рентгеновской дифракции (XRD) образца ленты, как определено в отражательной геометрии. Широкоугольное рассеивание рентгеновских лучей (WAXS) является методом, который предоставляет информацию о кристаллической структуре материала. Метод конкретно относится к анализу брэгговских максимумов, расходящихся под большими углами. Брэгговские максимумы получают из перспективного структурного порядка. Измерение WAXS дает картину дифракции, то есть интенсивность как функцию угла дифракции 2θ (это угол между дифрагированным лучом и первичным лучом). 200/110 параметр одноплоскостной ориентации Ф дает информацию о степени ориентации 200 и 100 кристаллических плоскостей по отношению к поверхности ленты. Для образца ленты с высокой одноплоскостной ориентацией 200/110, 200 кристаллические плоскости являются высоко ориентированными параллельно поверхности ленты. Обнаружено, что высокая одноплоскостная ориентация, как правило, сопровождается высокой прочностью при растяжении и высокой энергией растяжения при разрыве. Отношение между 200 и 110 площадями пиков для образца с произвольно ориентированными кристаллитами составляет около 0,4. Однако в лентах, которые предпочтительно используются в одном варианте осуществления изобретения, кристаллиты с индексами 200 предпочтительно ориентированы параллельно поверхности пленки, приводящей к более высокому значению отношения площади пика 200/110 и, следовательно, к более высокому значению параметра одноплоскостной ориентации. Ленты UHMWPE с узким молекулярно-массовым распределением, применяемые в одном варианте осуществления баллистического материала в соответствии с изобретением, обладают параметром 200/110 одноплоскостной ориентации, равным, по меньшей мере, 3. Может быть предпочтительным, чтобы это значение составляло, по меньшей мере, 4, более конкретно, по меньшей мере, 5 или, по меньшей мере, 7. Могут быть особенно предпочтительны более высокие значения, такие как значения, равные, по меньшей мере, 10 или даже, по меньшей мере, 15. Теоретическое максимальное значение для этого параметра является неопределенным, если площадь пика 110 равна нулю. Высокие значения для параметра одноплоскостной ориентации 200/110 часто сопровождаются высокими значениями прочности и энергии при разрыве. Для способа определения этого параметра дается ссылка на WO2009/109632.
В одном варианте осуществления изобретения ленты UHMWPE, в частности ленты UHMWPE с отношением Mw/Mn, равным не более 6, имеют DSC кристалличность, равную, по меньшей мере, 74%, более конкретно, по меньшей мере, 80%. DSC кристалличность можно определить следующим образом, применяя дифференциальную сканирующую калориметрию (DSC), например, на Perkin Elmer DSC7. Таким образом, образец известной массы (2 мг) нагревают от 30 до 180°С со скоростью 10°С в минуту, выдерживают при 180°С в течение 5 мин, затем охлаждают со скоростью 10°С в минуту. Результаты DSC сканирования можно представить как график теплового потока (мВт или мДж/с; ось у) от температуры (ось х). Кристалличность измеряют, применяя данные от части тепла сканирования. Энтальпию расплавления ΔН (в Дж/г) для перехода от кристалличности к расплаву вычисляют посредством определения площади под графиком от температуры, определенной немного ниже начала основного перехода расплава (эндотермы) до температуры немного выше точки, где наблюдается, что расплавление является совершенным. Вычисленное значение ΔН затем сравнивают с теоретической энтальпией расплавления (ΔНс, равной 293 Дж/г), определенной для 100% кристаллического ПЭ при температуре расплава, равной приблизительно 140°С. Индекс DSC кристалличности выражают, как процент 100 (ΔН/ΔНс). В одном варианте осуществления ленты, применяемые в изобретении, обладают DSC кристалличностью, равной, по меньшей мере, 85%, более конкретно, по меньшей мере, 90%.
Как правило, полиэтиленовые элементы линейного растяжения обладают содержанием полимерного растворителя, равным менее чем 0,05 мас.%, в частности менее 0,025 мас.%, более конкретно менее чем 0,01 мас.%. В одном варианте осуществления полиэтиленовые ленты, применяемые в изобретении, могут обладать высокой прочностью в комбинации с высокой линейной плотностью. В настоящей заявке линейная плотность выражается в дтекс. Это масса в граммах 10000 м пленки. В одном варианте осуществления пленка в соответствии с изобретением обладает линейной плотностью, равной, по меньшей мере, 3000 дтекс, в частности, по меньшей мере, 5000 дтекс, более конкретно, по меньшей мере, 10000 дтекс, даже более конкретно, по меньшей мере, 15000 дтекс или даже, по меньшей мере, 20000 дтекс в комбинации с прочностью, равной, как установлено выше, по меньшей мере, 2,0 ГПа, в частности, по меньшей мере, 2,5 ГПа, более конкретно, по меньшей мере, 3,0 ГПа, еще более конкретно, по меньшей мере, 3,5 ГПа и даже более конкретно, по меньшей мере, 4.
Подходящие ленты для применения в изобретении охватывают ленты, описанные в WO2009/109632, релевантные части которого включены в данное описание в виде ссылки.
В одном варианте осуществления изобретение имеет отношение к изготовлению баллистических изделий согласно изобретению посредством способа, включающего в себя стадии предоставления листов, содержащих элементы линейного растяжения, укладки листов таким образом, чтобы направление элементов линейного растяжения в пакете не являлось однонаправленным, и сцепления, по меньшей мере, некоторых листов друг с другом, где некоторые из элементов линейного растяжения являются элементами линейного растяжения, содержащими полиэтилен со сверхвысокой молекулярной массой, и некоторые из элементов линейного растяжения содержат арамид. Сцепление листов можно осуществить способами, известными в технике. В изготовлении мягких баллистических изделий это можно, например, осуществить посредством зашивания краев листов вместе с образованием упаковок листов. В одном варианте осуществления формованные баллистические панели изготавливают способом, включающим в себя стадии предоставления листов, содержащих элементы линейного растяжения, укладки листов таким образом, чтобы направление элементов линейного растяжения в пакете не являлось однонаправленным, и прессования пакета под давлением, равным, по меньшей мере, 0,5 МПа. Давление, которое следует приложить, предназначено для гарантии формирования баллистически устойчивого изделия с адекватными свойствами. Давление составляет, по меньшей мере, 0,5 МПа. Можно упомянуть максимальное давление, равное не более 50 МПа. При необходимости температуру в ходе прессования можно выбирать так, чтобы связующий материал был доведен свыше его точки размягчения или расплавления, если необходимо заставить связующее вещество помогать сцеплять элементы линейного растяжения и/или листы друг с другом.
Прессование при повышенной температуре предназначено для обозначения того, что формованное изделие подвергают данному давлению в течение конкретного времени прессования при температуре прессования выше точки размягчения или расплавления органического связующего материала и ниже точки размягчения или расплавления элементов линейного растяжения. Требуемое время прессования и температура прессования зависят от природы элементов линейного растяжения и связующего материала и от толщины формованного изделия и их легко можно определить специалисту в данной области техники. Там, где прессование проводят при повышенных температурах, может быть предпочтительным, чтобы охлаждение прессованного материала также происходило под давлением. Охлаждение под давлением предназначено означать, что данное минимальное давление поддерживается в ходе охлаждения, по меньшей мере, то тех пор, пока достигается настолько низкая температура, что структура формованного изделия не может более смягчаться при атмосферном давлении. Определение этой температуры в каждом конкретном случае находится в пределах квалификации специалиста. Там где применимо, предпочтительно, чтобы охлаждение при данном минимальном давлении проводилось ниже до температуры, при которой органический связующий материал в большой степени или полностью затвердел или кристаллизовался и ниже температуры релаксационного периода элементов линейного растяжения. Нет необходимости, чтобы давление в ходе охлаждения было равно давлению при высокой температуре. В ходе охлаждения давление необходимо отслеживать так, чтобы сохранялись соответствующие значения давления для компенсации падения давления, вызванного усадкой формованного изделия и пресса.
В зависимости от природы связующего материала для изготовления баллистически устойчивого формованного изделия, в котором элементы линейного растяжения в листе содержат глубоко-тянутые ленты из высокомолекулярного линейного полиэтилена, температура прессования составляет предпочтительно от 115 до 135°С и охлаждение до ниже 70°С влияет на постоянное давление. В рамках настоящего описания температура материала, например температура прессования, относится к температуре в половине толщины формованного изделия.
В одном варианте осуществления изобретения пакет сформирован из объединенных упаковок листов, содержащих от 2 до 8, как правило, 2, 4 или 8. Для ориентации листов внутри упаковок листов приводится ссылка на то, что утверждено выше для ориентации листов внутри пакета. Объединенные предназначены для обозначения того, что листы плотно присоединяются друг к другу. Очень хорошие результаты достигаются, если упаковки листов также являются спрессованными. Листы можно объединить посредством приложения тепла и/или давления, как известно в технике.
Примеры
Некоторые баллистические материалы изготавливали следующим образом. Прессованные пакеты или подпакеты изготавливали посредством перекрестного армирования листов из соответствующих материалов и количеств с образованием пакета. Пакет прессовали при температуре, равной 132°С, при давлении, равном 60 бар. Материал охлаждали и удаляли из пресса с образованием прессованного пакета или подпакета.
Гибкие подпакеты изготавливали посредством сшивания краев отдельных листов вместе.
Если подпакеты не формовались одновременно с образованием единого пакета, подпакеты удерживали вместе перед стрельбой.
Панели имели общую массу единицы поверхности, равную 15,5 кг/м2.
ПЭ листы изготавливали посредством выравнивания лент параллельно с образованием первого слоя, выравнивания, по меньшей мере, одного дополнительного слоя лент на первый слой параллельно и со смещением от лент в первом слое и прессования под нагревом слоев лент с образованием листа. Применяли UHMW полиэтиленовые ленты с шириной, равной 80 мм, и толщиной, равной 55 мкм. Ленты обладали прочностью при растяжении, равной 2,3 ГПа, модулем при растяжении, равным 165 ГПа. Применяли единичный тип ПЭ листов. Листы типа А являются 0-90° Х-листами толщиной приблизительно 220 мкм (содержание связующего: 3 мас.%).
Применяли два типа арамидных листов. Ламинированные арамидные листы изготавливали посредством однонаправленого выравнивания РРТА арамидных волокон в связующем материале на основе стирол-изопрен-стирола с внешним покрытием из низкомолекулярного ПЭ (содержание связующего приблизительно 20 мас.%). Эта система будет указана как арамид UD. Листы на основе арамидной ткани получали из арамидной ткани, коммерчески известной как ткань Twaron CT от Teijin с полифенольной смолой в качестве связующего (содержание связующего 11 мас.%). Эта система будет указана как арамидный текстиль.
Различные панели изготавливали с изменяющимися количествами ПЭ и арамида в соответствии с табл. 1 посредством соответствующего наложения соответствующих листов на основе ПЭ и/или листов на основе арамида.
Соотношения ПЭ:арамид соответствовали массовым % полиэтиленовых листов (включая связующее) по отношению к массовым % арамидных листов (включая связующее) в расчете от общей массы системы.
Сравн. 2
Сравн. 3
Пр. 1
Пр. 2
100% ПЭ, прессованный
100% ПЭ, прессованный
80% ПЭ слой, 20% арамид UD слой, прессованный в единичный пакет
Пр. 4
2й подпакет: гибкий пакет из 17% арамида UD
97% ПЭ, 3% арамидный текстильный слой, прессованный в единичный пакет
1й подпакет: прессованный пакет из 80% ПЭ и 3% арамидного текстиля
2й подпакет: прессованный пакет из 17% ПЭ
Панели тестировали на предмет оценки повреждений в соответствии с NIJ III 01.04.04. Применяемая скорость находилась в интервале от 838 до 856 м/с. Обнаружено, что пули останавливались в панели. Результаты для сравнительных панелей, которые все имели одинаковый состав, усредняли.
Пр. 1
Пр. 2
Пр. 3
Пр. 4
SIP
SIP
SIP
SIP
44
42
44
42
1%
-5%
1%
-4%
1_SIP: Пуля остановилась в панели.
2_Среднее значение для 3 различных выстрелов.
3_Относительное повреждение относится к проценту увеличения или уменьшения повреждения с положительными и отрицательными процентами соответственно разнородных панелей (ПЭ плюс арамид) по отношению к панелям, содержащим только ПЭ с таким же типом ПЭ.
4_ Среднее ссылочное значение для 9 различных выстрелов на трех различных панелях.
Результаты табл. 2 показывают, что характеристики разнородных панелей, то есть содержащих как полиэтилен, так и арамид (Примеры 1-5) эквивалентны характеристикам панелей, состоящих из полиэтилена, или даже улучшаются по отношению к снижению повреждений (Примеры 2 и 4). Отмечено, что общепринятое максимальное количество повреждений составляет 44 мм.
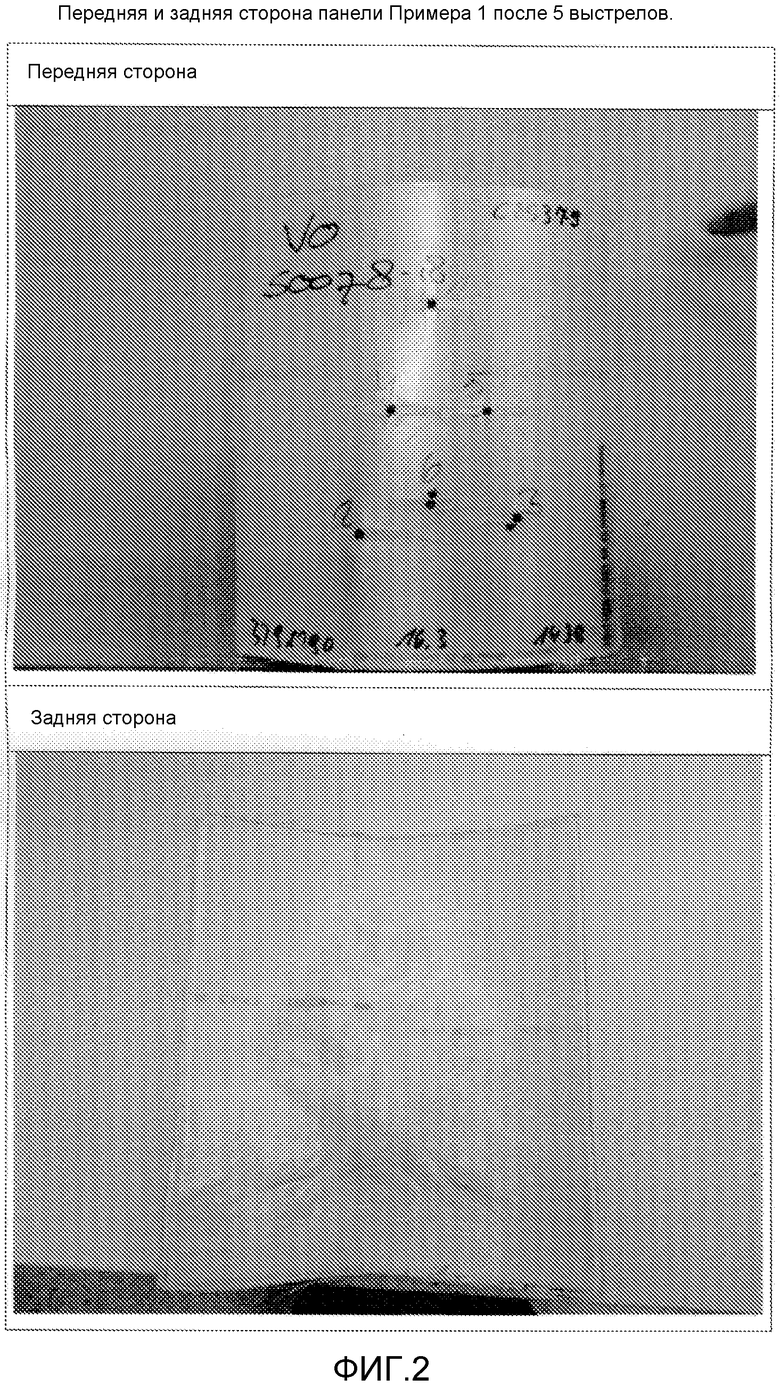
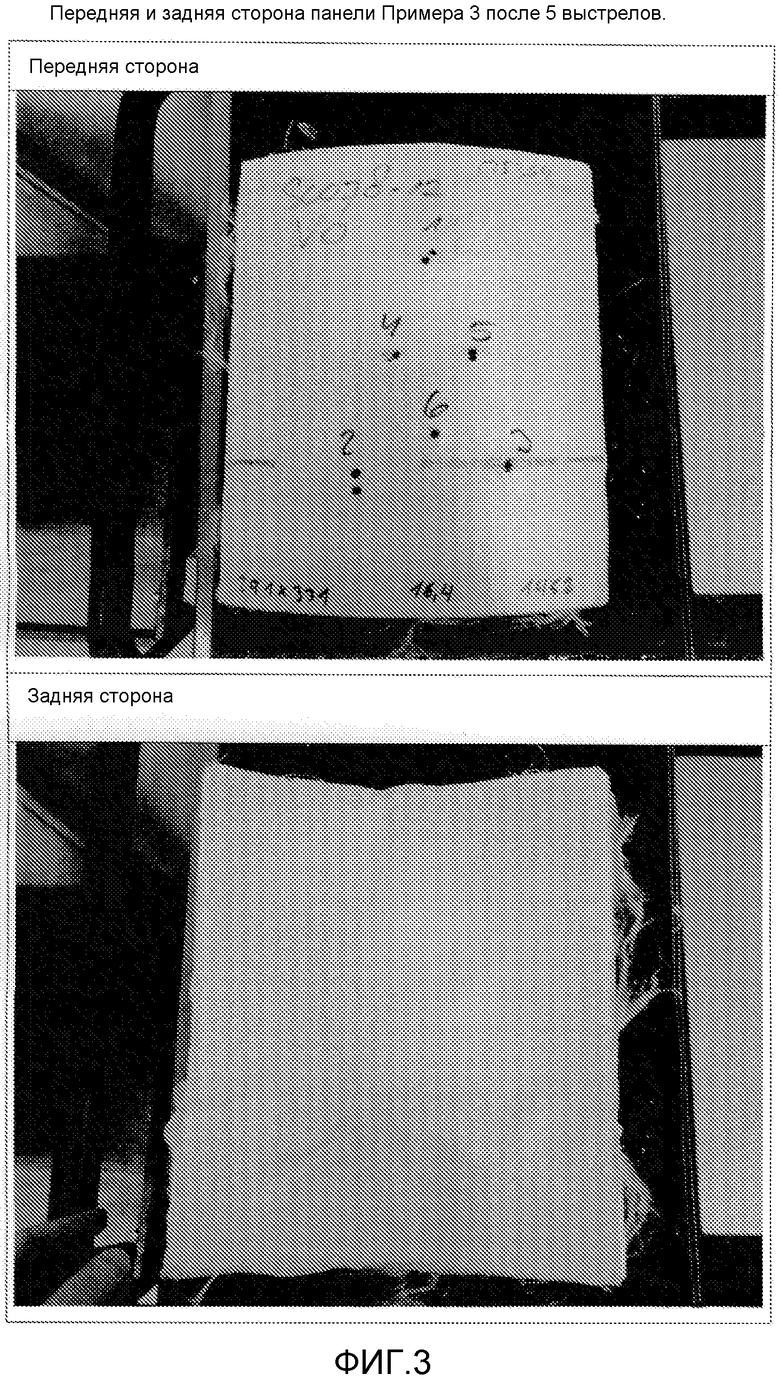
Фиг. 1-3 представляют собой изображения передней стороны и задней стороны панелей Сравнительного Примера 1 и Примеров 1 и 3 после 5 выстрелов.
Как можно видеть на изображениях, задняя сторона баллистических панелей больше всего улучшается в материалах, содержащих арамид (Примеры 1 и 3), при этом фрагменты пуль остаются внутри баллистически устойчивой панели, и задняя сторона панели улучшается по отношению к задней стороне панели, полностью состоящей из полиэтилена (Сравнительный Пример 1).
| название | год | авторы | номер документа |
|---|---|---|---|
| ИЗДЕЛИЯ ДЛЯ БАЛЛИСТИЧЕСКОЙ ЗАЩИТЫ, ВКЛЮЧАЮЩИЕ ЛЕНТЫ | 2009 |
|
RU2494871C2 |
| ПУЛЕСТОЙКИЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ УДЛИНЕННЫЕ ЭЛЕМЕНТЫ | 2009 |
|
RU2498194C2 |
| АНТИБАЛЛИСТИЧЕСКОЕ ИЗДЕЛИЕ СО СМОЛОЙ | 2012 |
|
RU2596968C2 |
| УСОВЕРШЕНСТВОВАННЫЕ МАТЕРИАЛЫ ДЛЯ БАЛЛИСТИЧЕСКОЙ ЗАЩИТЫ | 2008 |
|
RU2488065C2 |
| ТРАВМОЗАЩИТНЫЙ ПАКЕТ | 2006 |
|
RU2401972C2 |
| БАЛЛИСТИЧЕСКИЙ СЛОИСТЫЙ МАТЕРИАЛ, СОДЕРЖАЩИЙ ТЕКСТИЛЬНЫЕ ЭЛЕМЕНТЫ, В КОТОРЫХ БАЛЛИСТИЧЕСКИЕ НИТИ ПЕРЕСЕКАЮТ НЕБАЛЛИСТИЧЕСКИЕ НИТИ | 2018 |
|
RU2732638C1 |
| ИЗДЕЛИЕ, УСТОЙЧИВОЕ К БАЛЛИСТИЧЕСКОМУ ВОЗДЕЙСТВИЮ | 2004 |
|
RU2337827C2 |
| ПУЛЕНЕПРОБИВАЕМОЕ ИЗДЕЛИЕ | 2002 |
|
RU2284005C2 |
| УСТОЙЧИВЫЙ К ПРОНИКНОВЕНИЮ МАТЕРИАЛ, СОДЕРЖАЩИЙ ТКАНЬ С ВЫСОКИМ СООТНОШЕНИЕМ ЛИНЕЙНЫХ ПЛОТНОСТЕЙ ДВУХ СИСТЕМ НИТЕЙ, И ИЗДЕЛИЕ ИЗ НЕГО | 2000 |
|
RU2217531C2 |
| ПУЛЕНЕПРОБИВАЕМЫЕ ИЗДЕЛИЯ, СОДЕРЖАЩИЕ УДЛИНЕННЫЕ ТЕЛА | 2009 |
|
RU2529567C2 |
Группа изобретений относится к баллистически устойчивому изделию, упаковке объединенных листов и способу изготовления баллистически устойчивого изделия. Изделие и упаковка содержат усиливающие элементы линейного растяжения, причем направление элементов линейного растяжения внутри пакета не является однонаправленным. Некоторые из элементов линейного растяжения являются элементами линейного растяжения, содержащими высокомолекулярный полиэтилен и некоторые из элементов линейного растяжения содержат арамид. От ударной стороны упомянутый пакет содержит первый слой, который содержит более 50 мас.% полиэтиленовых элементов линейного растяжения, и второй слой, который содержит более 50 мас.% арамидных элементов линейного растяжения, причем мас.% вычислены на основе общей массы элементов линейного растяжения в слое, за исключением связующего материала. Полиэтиленовые элементы линейного растяжения могут быть лентами. Способ включает в себя стадии предоставления листов, пакетирования листов и сцепление, по меньшей мере, некоторых листов друг с другом. Достигается повышение защиты и сохранение целостности защитной панели. 3 н. и 9 з.п. ф-лы, 3 ил., 2 табл.
1. Баллистически устойчивое изделие, содержащее пакет листов, содержащих усиливающие элементы линейного растяжения, причем направление элементов линейного растяжения внутри пакета не является однонаправленным, при этом некоторые из элементов линейного растяжения являются элементами линейного растяжения, содержащими высокомолекулярный полиэтилен, и некоторые из элементов линейного растяжения содержат арамид, при этом от ударной стороны упомянутый пакет содержит первый слой, который содержит более 50 мас.% полиэтиленовых элементов линейного растяжения, и второй слой, который содержит более 50 мас.% арамидных элементов линейного растяжения, причем мас.% вычислены на основе общей массы элементов линейного растяжения в слое, за исключением связующего материала.
2. Баллистически устойчивое изделие по п.1, в котором элементы линейного растяжения, содержащие высокомолекулярный полиэтилен, представляют собой полиэтиленовые ленты с шириной, равной, по меньшей мере, 5 мм.
3. Баллистически устойчивое изделие по п.1 или 2, в котором элементы линейного растяжения, содержащие арамид, представляют собой волокна поли п-фенилентерефталамида.
4. Баллистически устойчивое изделие по п.1 или 2, в котором пакет содержит листы, которые содержат как полиэтиленовые элементы линейного растяжения, так и арамидные элементы линейного растяжения.
5. Баллистически устойчивое изделие по п.1 или 2, в котором пакет содержит листы, которые содержат полиэтиленовые элементы линейного растяжения и не содержат элементы линейного растяжения арамидного типа, и/или листы, которые содержат элементы линейного растяжения арамидного типа и не содержат полиэтиленовые элементы линейного растяжения.
6. Баллистически устойчивое изделие по п.1 или 2, в котором элементы линейного растяжения в листах являются однонаправлено ориентированными, и направление элементов линейного растяжения в листе вращается по отношению к направлению лент в соседнем листе.
7. Баллистически устойчивое изделие по п.1 или 2, в котором лист содержит тканые элементы линейного растяжения.
8. Баллистически устойчивое изделие по п.7, в котором лист содержит один из полиэтиленовых и арамидных элементов линейного растяжения в качестве основы или утка и другой из полиэтиленовых и арамидных элементов линейного растяжения в качестве утка или основы.
9. Баллистически устойчивое изделие по п.1 или 2, в котором полиэтиленовые элементы линейного растяжения и арамидные элементы линейного растяжения распределяются неоднородно по толщине панели.
10. Упаковка объединенных листов, подходящая для использования при изготовлении баллистически устойчивого формованного изделия по любому из пп.1-9, причем упаковка объединенных листов содержит листы, содержащие элементы линейного растяжения, причем направление элементов линейного растяжения внутри упаковки листов не является однонаправленным, при этом некоторые элементы линейного растяжения являются элементами линейного растяжения, содержащими полиэтилен со сверхвысокой молекулярной массой, и некоторые элементы линейного растяжения содержат арамид.
11. Способ изготовления баллистически устойчивого изделия по любому из пп.1-9, включающий в себя стадии предоставления листов, содержащих элементы линейного растяжения, пакетирования листов таким образом, чтобы направление элементов линейного растяжения внутри пакета не являлось однонаправленным, и сцепление, по меньшей мере, некоторых листов друг с другом, при этом некоторые из элементов линейного растяжения являются элементами линейного растяжения, содержащими полиэтилен со сверхвысокой молекулярной массой, и некоторые из элементов линейного растяжения содержат арамид, при этом от ударной стороны упомянутый пакет содержит первый слой, который содержит более 50 мас.% полиэтиленовых элементов линейного растяжения, и второй слой, который содержит более 50 мас.% арамидных элементов линейного растяжения, причем мас.% вычислены на основе общей массы элементов линейного растяжения в слое, за исключением связующего материала.
12. Способ по п.11, в котором формованное изделие изготавливают посредством способа, включающего в себя стадии предоставления листов, содержащих элементы линейного растяжения, пакетирования листов таким образом, чтобы направление элементов линейного растяжения внутри пакета не являлось однонаправленным, и прессования пакета под давлением, равным, по меньшей мере, 0,5 МПа.
| WO 2008048301 A2, 24.04.2008 | |||
| WO 2005098343 A1, 20.10.2005 | |||
| УСТОЙЧИВОЕ К УДАРУ НОЖОМ НЕПРОБИВАЕМОЕ МЕТАТЕЛЬНЫМИ СНАРЯДАМИ ИЗДЕЛИЕ | 2001 |
|
RU2267735C2 |
| ЗАЩИТНЫЙ ТКАНЫЙ МАТЕРИАЛ | 1995 |
|
RU2091519C1 |

