Люди в своей каждодневной жизни рассчитывают на одноразовые впитывающие изделия, включающие в себя такие изделия, как изделия, используемые взрослыми при недержании, трусы, используемые при недержании, обучающие трусы и подгузники. Многие производители стремятся к лучшему удовлетворению потребностей пользователей данных продуктов. Например, в данном вопросе для многих продуктов есть необходимость в дальнейшем улучшении их соответствия, конфиденциальности и защиты от протекания. Для определенных товаров, таких как нижнее белье, для взрослых при недержании и трусов при недержании важно, чтобы одежда воспринималась, по возможности, подобно "обычному" нижнему белью, с обеспечением чувства "нормальности" для пользователя, страдающего от недержания или энуреза. В настоящее время на рынке многие традиционные впитывающие предметы одежды типа трусов одеваемые без застежек, используют основной элемент изделия, в котором между двумя слоями нетканого материала расположены прослойки многочисленных нитей эластичного материала. Пряди продолжаются вокруг тела, так что силы упругости действуют, в основном, вокруг поясной области владельца, как это происходит в случае с традиционными трусами. Данное конструктивное решение может обеспечить хорошую прилегаемость и эффективность проницания, но имеет потенциал для дополнительного улучшения с точки зрения внешнего вида и ощущения более похожего на "обычное" нижнее белье. Во многих случаях возможно также расположение слоев прядей ножных эластичных элементов между слоями нетканого материала.
Одним видом материалов, из которых можно изготавливать предметы одежды, более похожие на нижнее белье, являются эластомерные пленочные ламинированные материалы. Эластомерные пленочные ламинированные материалы представляют собой обычно эластомерные пленки, расположенные между двумя неткаными слоями материала. Пленки обеспечивают эластичные свойства, подобные эластичным нитям, но обеспечивают привлекательный, более унифицированный внешний вид. Некоторые товары сегодня на рынке используют такие эластомерные ламинированные материалы и задействуют "трехэлементную" конструкцию трусов, в которой передняя и задняя панели, каждая, выполнены из эластомерного пленочного ламинированного материала и соединены вместе впитывающей вставкой, которая находится между ними. Однако такие решения могут создавать в некоторых случаях затруднения. Часто желательно вводить дополнительную эластичность вокруг ножных отверстий. В некоторых вариантах может быть невозможно просто ввести дополнительные эластичные ножные нити между двумя слоями нетканого материала, например, когда эластомерный пленочный ламинированный материал представлен "предварительно ламинированным" слоистым материалом из эластомерного пленочного слоя между двумя слоями нетканого материала. Наоборот, ножные эластичные нити должны быть закреплены на наружной поверхности эластомерного пленочного ламинированного материала. В таких случаях обычно необходимо обеспечить дополнительный слой материала для герметизации вокруг эластичных нитей и любой соответствующий адгезив, тем самым удерживая эластичные нити на месте на эластомерном пленочном ламинированном материале. Для достижения этого были предприняты различные усилия, но они оказались неудовлетворительными. Нужны усовершенствованные способы крепления ножных эластичных элементов к эластомерным пленочным ламинированным панелям в одноразовых впитывающих предметах одежды, в частности чтобы способствовать в некоторых обстоятельствах упрощению и усовершенствованию высокоскоростного изготовления данных предметов одежды.
Сущность изобретения
Для решения описанных выше неудовлетворенных потребностей в данной области техники были разработаны новый способ изготовления одноразовых предметов одежды типа трусов и предмет одежды, выполненный с помощью этого способа.
По одному объекту данное изобретение касается способа включения ножных эластичных элементов в одноразовые впитывающие предметы одежды типа трусов. В конкретных вариантах осуществления способ включает подачу эластомерного пленочного ламинированного полотна первой панели и эластомерного пленочного ламинированного полотна второй панели, причем оба полотна перемещают в машинном направлении, при этом полотно первой панели разнесено с полотном второй панели в поперечном машинном направлении, причем эластомерное пленочное ламинированное полотно первой панели и эластомерное пленочное ламинированное полотно второй панели, каждое, содержит эластомерный пленочный слой и по меньшей мере один нетканый слой. Способ может дополнительно включать подачу непрерывного первого ножного эластичного элемента и непрерывного второго ножного эластичного элемента, при этом оба ножных эластичных элемента перемещают в машинном направлении. Способ может дополнительно включать прикрепление первого ножного эластичного элемента к полотну первой панели и прикрепление второго ножного эластичного элемента к полотну второй панели. Способ может дополнительно включать подачу покрывающего непрерывные ножные эластичные элементы полотна, перемещаемого в машинном направлении. Способ может дополнительно включать прикрепление покрывающего ножные эластичные элементы полотна к полотну первой панели и к полотну второй панели с размещением первого ножного эластичного элемента между полотном первой панели и покрывающим ножные эластичные элементы полотном и с размещением второго ножного эластичного элемента между полотном второй панели и покрывающим ножные эластичные элементы полотном, создавая тем самым композитное полотно.
По другому объекту данное изобретение касается способа изготовления множества одноразовых впитывающих предметов одежды типа трусов. В конкретных вариантах осуществления способ включает подачу эластомерного пленочного ламинированного полотна первой панели, перемещаемого в машинном направлении, и образование поясного края, продолжающегося в машинном направлении, и ножного края, продолжающегося в машинном направлении. Способ может дополнительно включать подачу эластомерного пленочного ламинированного полотна второй панели, перемещаемого в машинном направлении, и образование поясного края, продолжающегося в машинном направлении, при этом эластомерное пленочное ламинированное полотно первой панели и эластомерное пленочное ламинированное полотно второй панели, каждое, содержит эластомерный пленочный слой, расположенный между двумя лицевыми слоями нетканого материала. Способ может дополнительно включать размещение полотна первой и второй панелей, без нахлеста друг с другом, так что их соответствующие ножные края разнесены друг от друга в поперечном машинном направлении на первое расстояние, и так, что их соответствующие поясные края разнесены друг от друга в поперечном машинном направлении на второе расстояние. Способ может дополнительно включать подачу непрерывного первого ножного эластичного элемента и непрерывного второго эластичного элемента, причем оба ножных эластичных элемента перемещаются в машинном направлении. Способ может дополнительно включать прикрепление первого ножного эластичного элемента к первому полотну первой панели, по меньшей мере, частично смежно ножному краю полотна первой панели и прикрепление второго непрерывного ножного эластичного элемента к полотну второй панели, по меньшей мере частично смежно ножному краю полотна второй панели. Способ может дополнительно включать подачу покрывающего непрерывный ножной элемент полотна, перемещаемого в машинном направлении, и которое образуют первый край, второй край и ширину, продолжающуюся между первым краем и вторым краем в поперечном машинном направлении, при этом ширина покрывающего полотна превышает упомянутое первое расстояние и является меньше упомянутого второго расстояния. Способ может дополнительно включать наложение покрывающего ножные эластичные элементы полотна сверху полотен первой и второй панелей. Способ может дополнительно включать прикрепление покрывающего ножной эластичный элемент полотна к полотну первой панели и к полотну второй панели с размещением первого ножного эластичного элемента между полотном первой панели и покрывающим ножные эластичные элементы полотном и с расположением второго ножного эластичного элемента между полотном второй панели и покрывающим ножные эластичные элементы полотном. Способ может дополнительно включать прикрепление впитывающего композитного материала к покрывающему ножные эластичные элементы полотну с созданием композитного полотна предмета одежды. Способ может дополнительно включать складывание композитного полотна предмета одежды вдоль центральной линии, которая продолжается в машинном направлении, так что поясной край полотна первой панели входит в непосредственную близость с поясным краем полотна второй панели; прикрепление полотна первой панели к полотну второй панели вдоль ряда соединительных боковых швов предмета одежды, разнесенных в машинном направлении; и разрезание композитного полотна предмета одежды в ряде мест разрезания, разнесенных в машинном направлении, для производства множества одноразовых впитывающих предметов одежды типа трусов.
Еще по одному объекту данное изобретение касается одноразового впитывающего предмета одежды типа трусов. В конкретных вариантах осуществления предмет одежды образует продольное направление и латеральное направление, перпендикулярное продольному направлению. Предмет одежды имеет переднюю область, образующую передний поясной концевой край, заднюю область, образующую задний поясной концевой край, и область ластовицы, расположенную продольно между передней и задней областями. Область ластовицы образует два латерально противоположных боковых края ластовицы, и предмет одежды образует длину предмета одежды, продолжающуюся от переднего поясного концевого края до заднего поясного концевого края. Предмет одежды включает в себя эластомерную пленочную ламинированную переднюю панель, которая образует поясной край передней панели, ножной край передней панели, разнесенный продольно внутрь от поясного края передней панели, первый и второй латерально противоположные боковые края передней панели, которые продолжаются продольно между поясным краем передней панели и ножным краем передней панели. Предмет одежды дополнительно включает в себя эластомерную пленочную ламинированную заднюю панель, которая образует поясной край задней панели, ножной край задней панели, разнесенный продольно внутрь от поясного края задней панели, первый и второй латерально противоположные боковые края задней панели, которые продолжаются продольно между поясным краем задней панели и ножным краем задней панели. Передняя панель продольно разнесена с задней панелью. Предмет одежды дополнительно включает по меньшей мере один передний ножной эластичный элемент, расположенный смежно ножному краю передней панели, и по меньшей мере один задний ножной эластичный элемент, расположенный смежно ножному краю задней панели. Предмет одежды дополнительно включает в себя покрывающую ножные эластичные элементы панель, которая продолжается между передней панелью и задней панелью, и объединяет их так, что передний ножной эластичный элемент расположен между покрывающей ножные эластичные элементы панелью и передней панелью, и так, что задний ножной эластичный элемент расположен между покрывающей ножные эластичные элементы панелью и задней панелью. Длина покрывающей ножные эластичные элементы панели меньше длины предмета одежды. Предмет одежды может дополнительно включать в себя впитывающий композитный материал, прикрепленный к покрывающей ножные эластичные элементы панели, а также пару боковых швов, соединяющих переднюю область с задней областью, образующих тем самым поясное отверстие и пару ножных отверстий.
В конкретных вариантах осуществления данное изобретение может обеспечить эффективную и благоприятную технологию производства для покрытия и удерживания на месте ножных эластичных элементов в одноразовом предмете одежды типа трусов, в котором используют эластомерные пленочные ламинированные материалы, особенно «предварительно изготовленные» или «предварительно ламинированные» пленочные ламинированные материалы.
Краткое описание чертежей
Фиг.1 - вид в перспективе одного варианта способа изготовления, включающего принципы процесса производства объекта настоящего изобретения.
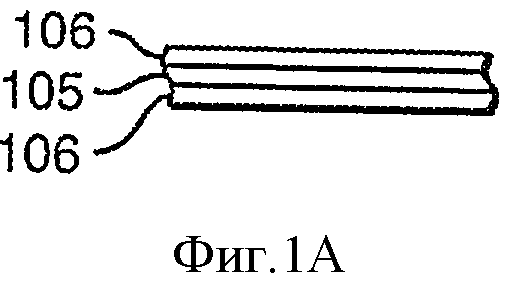
Фиг.1a - вид в сечении полотна первой панели по фиг.1, по линии 1а-1а.
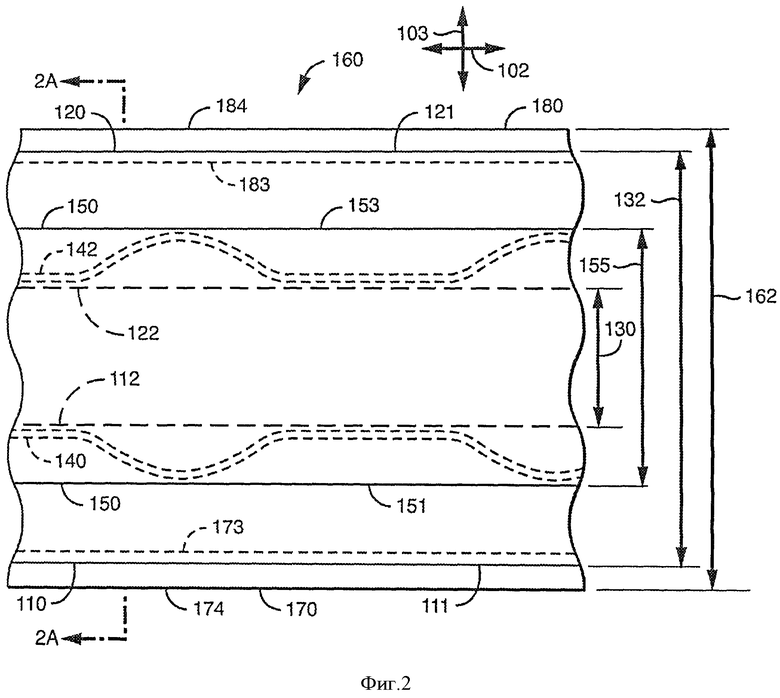
Фиг.2 - вид сверху композитного полотна варианта, полученного в варианте процесса,
представленного на фиг.1, вблизи процесса, обозначенного скобками "2".
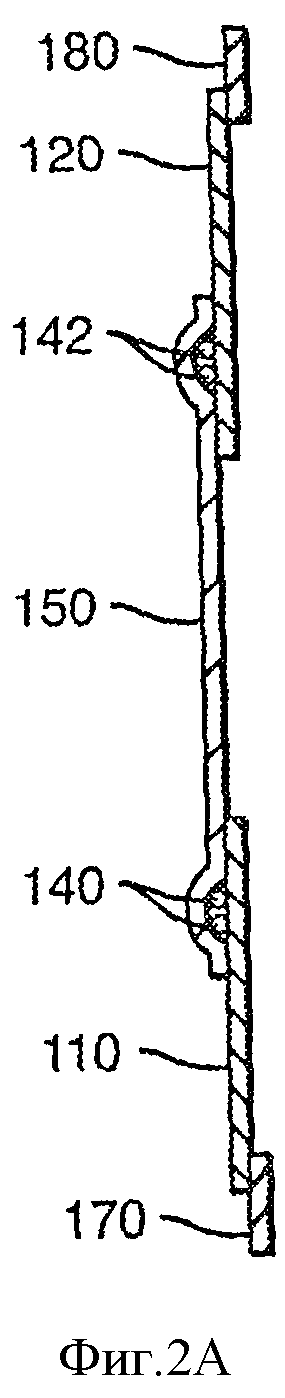
Фиг.2а - вид в сечении части процесса, показанного на фиг.2, по линии 2а-2а.
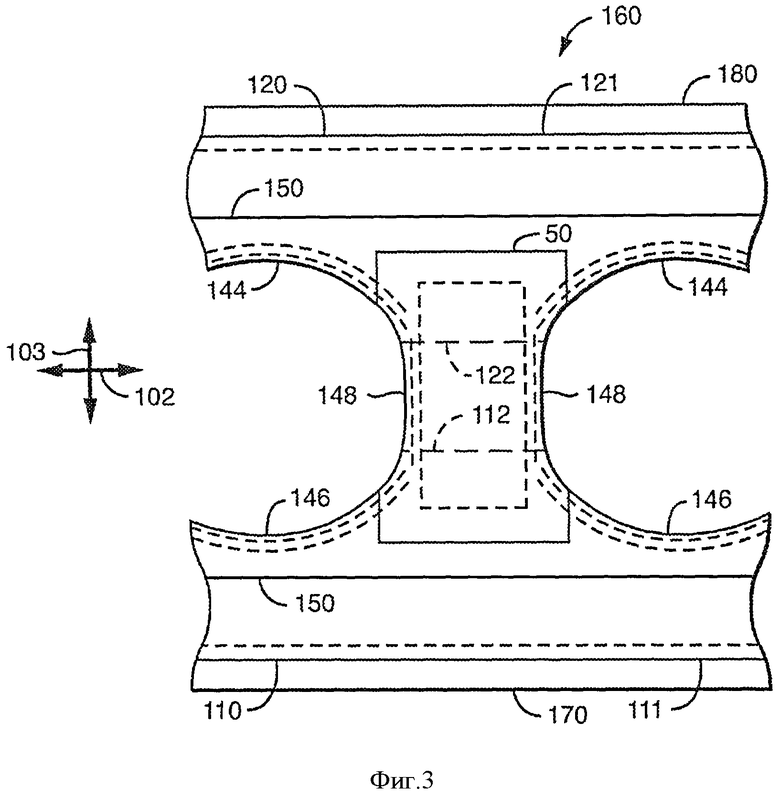
Фиг.3 - вид сверху композитного полотна в процессе производства, сходного с показанным на фиг.1, в области процесса, указанной скобками "3", но представляющим альтернативный вариант процесса.
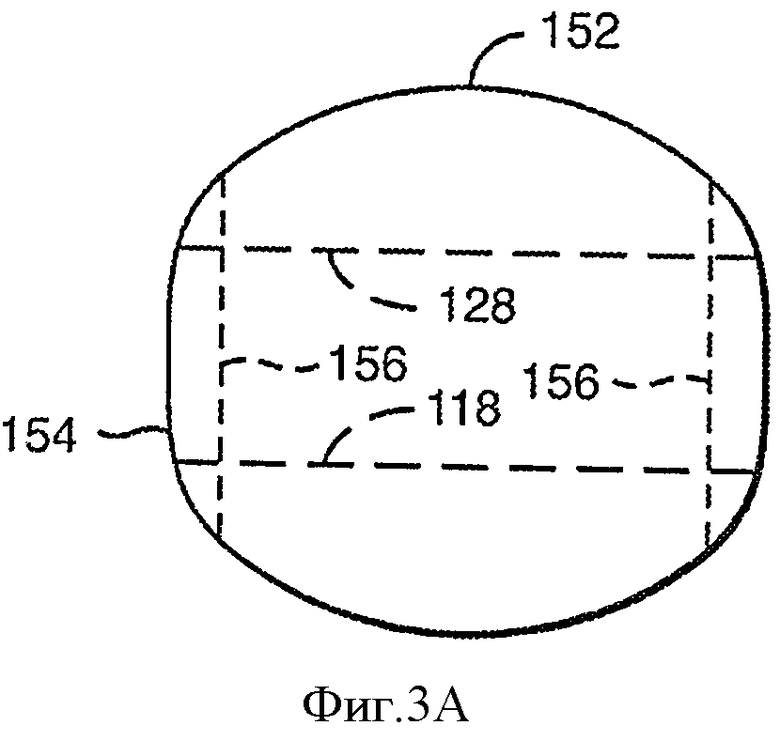
Фиг.3а - показан удаленный участок показанного на фиг.3 композитного полотна.
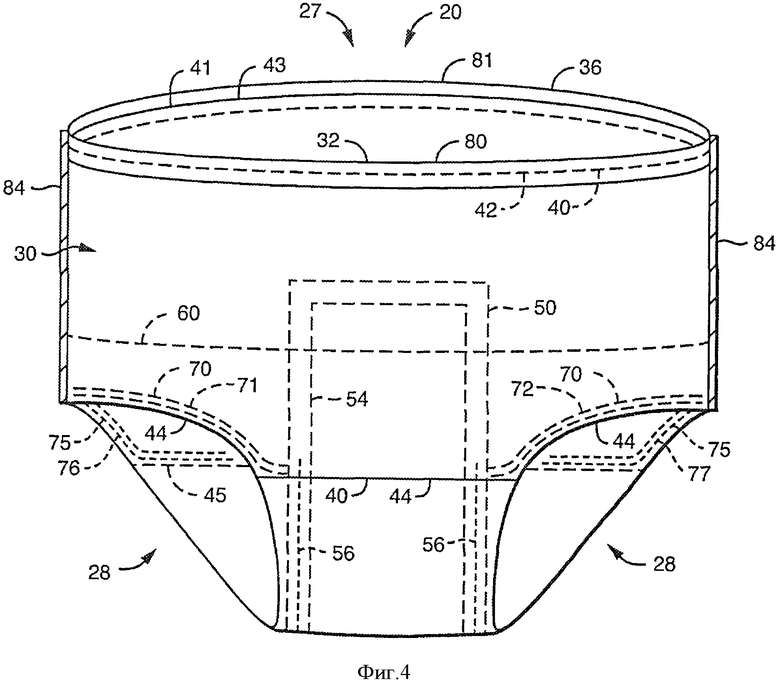
Фиг.4 - вид спереди в перспективе одноразового впитывающего изделия, включающего принципы настоящего изобретения.
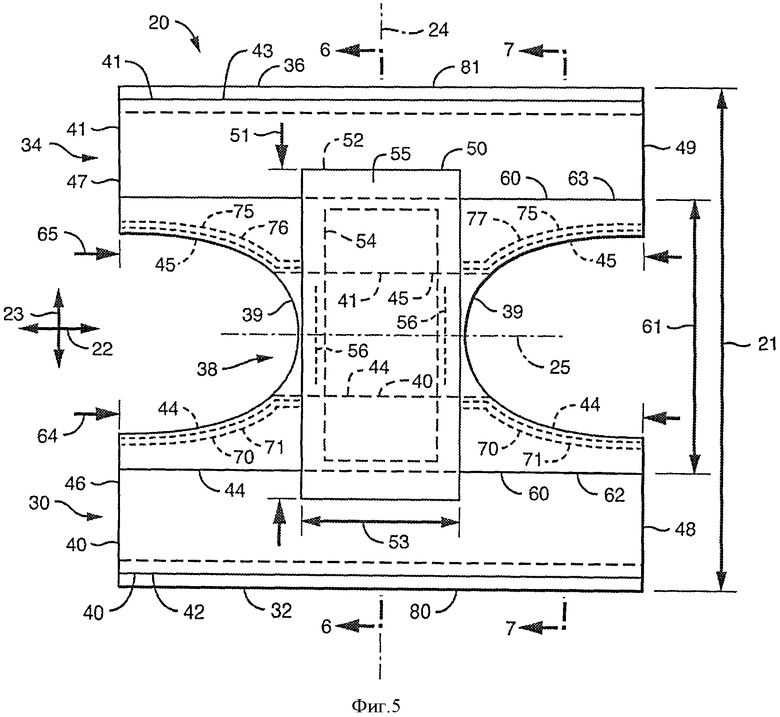
Фиг.5 - вид сверху одноразового впитывающего изделия, включающего принципы настоящего изобретения, показанного растянутым в продольном и поперечном направлениях и лежащим на плоскости, до соединения передней и задней поясных областей, и показывающий поверхность изделия, которая при ношении обращена к пользователю.
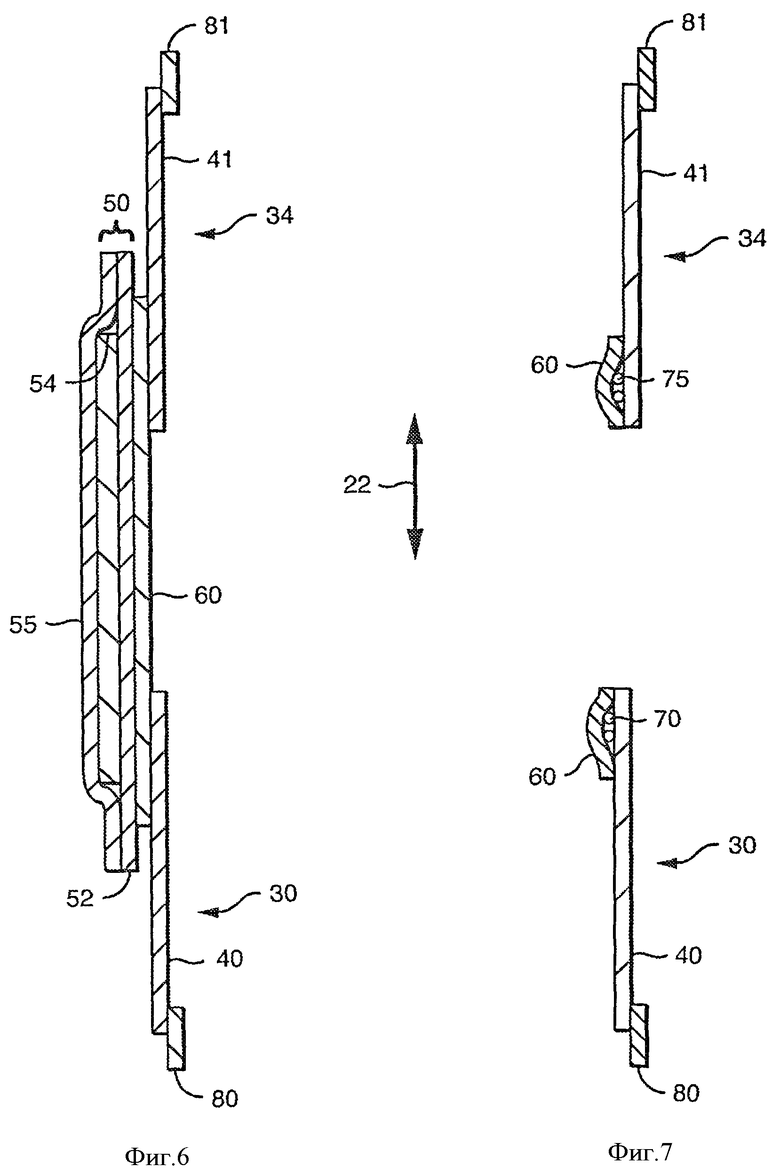
Фиг.6 - вид в сечении изделия по фиг.5, по линии 6-6.
Фиг.7 - вид в сечении изделия по фиг.5, по линии 7-7.
Определения
В контексте настоящего описания каждый термин, или выражение, ниже будут включать в себя следующее значение, или значения. Дополнительные термины установлены в другом месте описания.
"Прикрепленный" относится к присоединению, прилипанию, сцеплению, соединению или подобному двух элементов. Два элемента будут считаться скрепленными вместе, когда они прикреплены непосредственно друг к другу, или косвенно друг к другу, например, когда каждый непосредственно прикреплен к промежуточным элементам.
"Соединенный" относится к присоединению, прилипанию, соединению, прикреплению или подобному двух элементов. Два элемента будут считаться соединенными вместе, когда они соединены непосредственно друг с другом, или косвенно друг с другом, например, когда каждый непосредственно соединен с промежуточными элементами.
"Присоединенный" относится к присоединению, прилипанию, сцеплению, прикреплению или подобному двух элементов. Два элемента будут считаться соединенными вместе, когда они соединены непосредственно друг с другом, или косвенно друг с другом, например, когда каждый непосредственно соединен с промежуточными элементами.
"Одноразовый" относится к изделиям, которые рассчитаны на выбрасывание после ограниченного использования, а не отстирывание, или восстановление иным способом для повторного использования.
"Расположенный", "расположенный на" и их вариации означают, что один элемент может быть интегральным с другим элементом, или, что один элемент может быть отдельной структурой, соединенной с, или расположенной с, или расположенной около другого элемента.
"Эластичный", "эластифицированный" и "эластичность" означает то свойство материала или композита, благодаря которому он стремится восстановить свой первоначальный размер и форму после удаления усилия, вызывающего деформацию.
"Эластомерный" относится к материалу или композиту, который может быть растянут, по меньшей мере, на 50% его длины в расслабленном состоянии и который будет восстанавливаться после снятия приложенного усилия, по меньшей мере, на 20% его растяжения. В общем, предпочтительно, когда эластомерный материал, или композит, способен к растяжению, по меньшей мере, на 50%, предпочтительнее, по меньшей мере, на 100%, и еще предпочтительнее, по меньшей мере, на 300% его длины в расслабленном состоянии и восстановлению, после снятия приложенного усилия, по меньшей мере, на 50% его растяжения.
"Интегральный" используют для обозначения различных участков одного единого элемента, а не отдельных структур, соединенных с, или расположенных с, или расположенных около друг друга.
"Слой" при использовании в единственном числе может иметь двойственное значение: единичного элемента или множества элементов.
"Элемент" при использовании в единственном числе может иметь двойственное значение: единичного элемента или множества элементов.
В остальных частях описания данные термины могут иметь дополнительные значения. Подробное описание примерных вариантов осуществления
При описании различных объектов и вариантов осуществления изобретения необходимо ссылаться на фигуры 1-7. Следует отметить, что представленные на фиг.1-7 варианты осуществления являются всего лишь примерами объектов изобретения с точки зрения технологии и исполнения предмета одежды. Несмотря на то, что для целей иллюстрации некоторые признаки настоящего изобретения должны быть описаны и проиллюстрированы в отношении предмета одежды для взрослых, используемой при недержании, различные объекты и варианты осуществления настоящего изобретения также подходят для применения с одноразовыми подгузниками, одноразовыми трусами для плавания, одноразовыми обучающими трусами, одноразовыми трусами при недержании и т.д. Если не оговорено особо, относительно всех имеющихся здесь размеров длины и ширины, предполагается, что такие размеры замеряют, пока предмет одежды, или полотно, находится в уложенном горизонтально и полностью растянутом положении и (в случае размеров предмета одежды) до соединения передней и задней областей вдоль боковых швов. Кроме того, если не оговорено особо, когда размер длины или ширины меняется в зависимости от того, где выполнено измерение (например, когда фестончатый край вызывает изменение размера, в зависимости от места измерения вдоль фестончатого края), измерение длины или ширины для данных целей выполняют на максимальной длине или ширине, которая может быть измерена для настоящего признака.
Данное изобретение касается в некоторых объектах технологий включения ножных эластичных элементов в одноразовые предметы впитывающей одежды типа трусов и способов изготовления множества одноразовых предметов впитывающей одежды типа трусов, применяющих данную технологию. В конкретных вариантах осуществления, как примерно представлено на фиг.1 и 2, способ 100 включает подачу эластомерного пленочного ламинированного полотна 110 первой панели (например, через ролик 115 подачи) и эластомерного пленочного ламинированного полотна 120 второй панели (например, через ролик 125 подачи), причем оба полотна перемещаются в машинном направлении 102. Полотно 110 первой панели разнесено с полотном 120 второй панели в поперечном машинном направлении 103. Эластомерное пленочное ламинированное полотно 110 первой панели и эластомерное пленочное ламинированное полотно 120 второй панели, каждое, содержит эластомерный пленочный слой 105 и по меньшей мере один нетканый слой 106. Эластомерный пленочный слой 105 предпочтительно расположен между двумя неткаными слоями 106, 106. Публикации заявок США US Patent Application Publications US 2008/0095978 и US 2009/0197041, обе переуступленные Kimberly-Clark Worldwide, Inc. и включенные сюда посредством ссылки в той части, в которой не противоречат настоящему, обеспечивают примеры технологии, пригодной для применения в производстве эластомерных пленочных ламинированных материалов, подходящих для использования в данном изобретении, хотя могут быть использованы также другие эластомерные пленочные материалы.
В конкретных вариантах осуществления эластомерное пленочное ламинированное полотно 110 первой панели образует поясной край 111, который продолжается в машинном направлении 102, и ножной край 112, который продолжается в машинном направлении 102. Аналогично, эластомерное пленочное ламинированное полотно 120 второй панели в конкретных вариантах осуществления образует поясной край 121, который продолжается в машинном направлении 102, и ножной край 122, который продолжается в машинном направлении 102. Способ может дополнительно содержать размещение полотен 110/120 первой и второй панелей, без взаимного нахлестывания, так что их соответствующие ножные края 112/122 разнесены друг от друга в поперечном машинном направлении 103 на первое расстояние 130, а их соответствующие поясные края 111/121 разнесены друг от друга в поперечном машинном направлении 103 на второе расстояние 132.
В конкретных вариантах осуществления способ дополнительно включает в себя подачу непрерывного первого ножного эластичного элемента 140 и непрерывного второго ножного эластичного элемента 142, причем оба ножных эластичных элемента 140/142 перемещают в машинном направлении 102. Каждый ножной эластичный элемент 140/142 может содержать одну тесьму, прядь или нить (или подобное) из эластичного материала, или каждый может содержать две (как показано в примере на фигурах 1 и 2), три или более тесемок прядей или нитей (или подобного) из эластичного материала. Способ дополнительно включает в себя прикрепление первого ножного эластичного элемента 140 к полотну 110 первой панели и прикрепление второго ножного эластичного элемента 142 к полотну 120 второй панели. Предпочтительно, как примерно представлено на фигурах 1 и 2, первый ножной эластичный элемент 140 прикреплен к полотну 110 первой панели, по меньшей мере, частично смежно ножному краю 112 полотна 110 первой панели, а второй непрерывный ножной эластичный элемент 142 прикреплен к полотну 120 второй панели, по меньшей мере, частично смежно ножному краю 122 второй панели 120. В некоторых вариантах осуществления первый ножной эластичный элемент 140 продолжается в машинном направлении 102 по прямолинейному пути, а второй ножной эластичный элемент 142 продолжается по непрямолинейному пути в машинном направлении 102. В других вариантах осуществления как первый ножной эластичный элемент 140, так и второй ножной эластичный элемент 142 продолжаются по непрямолинейному пути в машинном направлении 102. Эластичные тесемки, пряди, нити и подобное, пригодные для использования в одноразовых впитывающих предметах одежды, хорошо известны, причем одним примером являются эластичные нити "лайкра" (LYCRA brand), выпускаемые Dupont Corporation. В некоторых вариантах осуществления может быть желательно снижение или ограничение способности эластичных прядей придавать накапливающиеся усилия выбранным областям впитывающего предмета одежды. Например, если желательно снижение или ограничение собирательной способности упругих прядей по бокам центральной области изделия (например, выше впитывающего композита 50), эластичные пряди могут быть отрезаны, например, резаком 141 передних ножных эластичных элементов и резаком 143 задних ножных эластичных элементов, так что эластичные пряди "мгновенно сбрасывают нагрузку" на выбранном участке и не проходят по бокам центральной области предмета одежды. Такая конфигурация представлена на фигурах 1 и 3-6.
Способ дополнительно предусматривает подачу непрерывного, покрывающего ножные эластичные элементы полотна 150, перемещаемого в машинном направлении 102. Покрывающее ножные эластичные элементы полотно 150 может содержать, например, любой соответствующий нетканый материал, такой как материал фильерного производства, ламинаты фильерного производств - выдуваемые из расплава, соединенные кардочесанием полотна, и подобное. В конкретных вариантах осуществления, например, которые репрезентативно представлены на фигурах 1 и 2, покрывающее ножные эластичные элементы полотно 150, образует первый край 151, второй край 153 и ширину 155, продолжающуюся между первым краем 151 и вторым краем 153 в поперечном машинном направлении, а ширина 155 покрывающего полотна больше первого расстояния 130 и меньше второго расстояния 132. После наложения покрывающего ножные эластичные элементы полотна 150 над (или под) полотнами 110/120 первой и второй панелей, способ, кроме того, предусматривает прикрепление покрывающего ножные эластичные элементы полотна 150 как к полотну 110 первой панели, так и к полотну 120 второй панели с размещением первого ножного эластичного элемента 140 между полотном 110 первой панели и покрывающим ножные эластичные элементы полотном 150, и с расположением второго ножного эластичного элемента 142 между полотном 120 второй панели и покрывающим ножные эластичные элементы полотном 150, создавая тем самым композитное полотно 160. Композитное полотно образует ширину 162 композитного полотна, которая продолжается в поперечном машинном направлении 103, которая является шириной между двумя поперечно самыми удаленными краями процесса сборки композитного полотна. В конкретных вариантах осуществления ширина 162 композитного полотна превышает ширину 155 покрывающего ножные эластичные элементы полотна 150 в поперечном машинном направлении.
В конкретных вариантах осуществления способ может содержать подачу первого поясного полотна 170 (например, через ролик 171 подачи) и второго поясного полотна 180 (например, через ролик 181 подачи) и может дополнительно содержать прикрепление первого поясного полотна 170 к первой панели 110 (например, на станции 172 закрепления) и прикрепление второго поясного полотна 180 ко второй панели 120 (например, на станции 182 закрепления). Поясные полотна, по существу, могут быть эластомерными (например, за счет применения эластомерного пленочного ламинированного материала). Альтернативно, поясные эластичные пряди могли бы быть прикреплены к переднему и/или заднему поясным полотнам для придания дополнительной эластичности. Например, поясные полотна могли бы быть, по существу, не эластомерными, но обеспечены эластомерностью путем дополнительного прикрепления эластичных прядей (например, расположением эластичных прядей между двумя неткаными полотнами, или заключением эластичных прядей внутри одинарного, согнутого С-образно, нетканого полотна). Каждое первое эластичное поясное полотно образует проксимальный край 173 и дистальный край 174, и каждое второе эластичное поясное полотно образует проксимальный край 183 и дистальный край 184. В вариантах осуществления, которые включают в себя поясные полотна, ширина 162 композитного полотна 160 является шириной, продолжающейся в поперечном машинном направлении между дистальным краем 174 первого поясного полотна и дистальным краем 184 второго поясного полотна, как репрезентативно представлено на фиг.2.
Способ может в конкретных вариантах осуществления дополнительно содержать удаление участков 152 покрывающего ножные эластичные элементы полотна 150. В дополнение, способ может дополнительно содержать удаление участков 128 полотна 120 второй панели, удаление участков 118 полотна 110 первой панели, или удаление как участков 128 полотна 120 второй панели, так и участков 118 полотна 110 второй панели. Удаление участков 128 полотна 120 второй панели образует ряд отверстий задних ножных краев 144, разнесенных в машинном направлении 102. Аналогично, удаление участков 118 полотна 110 первой панели образует ряд отверстий передних ножных краев 146, разнесенных в машинном направлении 102. На примере, репрезентативно показанном на фиг.1, можно видеть, что удаленный участок 154 композитного полотна 160 включает в себя удаленный участок 152 покрывающего полотна 150, удаленный участок 118 полотна 110 первой панели и удаленный участок 128 полотна 120 второй панели. Дополнительно, или альтернативно, для удаления участков 118/128 полотен передней и/или задней панелей конкретные варианты осуществления способа могут включать в себя удаление участков 156 впитывающего композита 50 (обсуждаемого ниже) для образования ряда краев 148 ластовицы, разнесенных в машинном направлении 102. Данный вариант осуществления репрезентативно представлен на фиг.3. Заметьте, что в данном варианте осуществления удаленный участок 154 композитного полотна 160 (репрезентативно представленного на фиг.3а) включает в себя удаленный участок 152 покрывающего полотна 150, удаленный участок 118 полотна первой панели, удаленный участок 128 полотна 120 второй панели и удаленные участки 156 впитывающего композита 50. Удаление различных участков может быть выполнено известной техникой, такой как, например, режущая установка 158.
Способ в конкретных вариантах осуществления может дополнительно содержать обеспечение подачи 190 впитывающих композитов 50. Способ может дополнительно содержать прикрепление впитывающих композитов 50 к покрывающему ножные эластичные элементы полотну 150, в разнесенном варианте (например, поворотно-отрезная крепежная установка 191). В таком варианте осуществления ряд впитывающих композитов 50, покрывающее ножные эластичные элементы полотно 150, полотна 110, 120 передних и задних панелей, ножные эластичные элементы 140, 142 и возможные поясные полотна 170, 180, вместе, образуют композитное полотно 160 для предмета одежды. Способ дополнительно включает в себя складывание композитного полотна 160 предмета одежды вдоль центральной линии 104, которая продолжается в машинном направлении 102 (например, в складывающем устройстве 164), так что поясной край 111 полотна первой панели входит в непосредственную близость с поясным краем 121 полотна второй панели, и/или так, что дистальный край 174 первого поясного полотна приходит в непосредственную близость с дистальным краем 184 второго поясного полотна. В конкретных вариантах осуществления способ дополнительно включает в себя прикрепление полотна 110 первой панели к полотну 120 второй панели вдоль ряда соединительных боковых швов 66 предмета одежды, разнесенных в машинном направлении 102. Способ дополнительно включает в себя разрезание композитного полотна 160 предмета одежды на ряде мест разрезания, разнесенных в машинном направлении 102, для производства множества одноразовых впитывающий предметов 20 одежды типа трусов. Операции по изготовлению швов и разрезанию могут осуществляться на отдельных устройствах или на одном устройстве 166 по изготовлению швов и разрезанию, как репрезентативно представлено на фиг.1.
Настоящее изобретение касается другого объекта одноразового впитывающего предмета одежды типа трусов. Согласно фигурам 4-7, предмет 20 одежды образует продольное направление 22 и латеральное направление 23, перпендикулярное продольному направлению 22. При использовании в описании различных вариантов осуществления предмета одежды по изобретению термины "продольный" и "латеральный" имеют свое общепринятое значение, как определено, продольной осью 24 и латеральной осью 25, представленными на фигурах 5-7. Продольная ось 24 лежит в плоскости изделия, когда изделие находится в уложенном горизонтально и полностью растянутом положении, до соединения передней и задней панелей, и, в общем, является параллельной вертикальной плоскости, которая разделяет потребителя на левую и правую половины тела, когда изделие надето. Латеральная ось 25 лежит в плоскости изделия и, в общем, является перпендикулярной продольной оси 24. Предмет 20 одежды имеет переднюю область 30, образующую передний поясной концевой край 32, заднюю область 34, образующую задний поясной концевой край 36, и область 38 ластовицы, расположенную продольно между передней областью 30 и задней областью 34. Область 38 ластовицы образует два латерально противоположных боковых края 39 ластовицы. Предмет 20 одежды образует длину 21 предмета одежды, которая продолжается от переднего поясного концевого края 32 до заднего поясного концевого края 36.
Предмет 20 одежды включает в себя эластомерную пленочную ламинированную переднюю панель 40, которая образует поясной край 42 передней панели, ножной край 44 передней панели, разнесенный продольно внутрь от поясного края 42 передней панели, первый и второй латерально противоположные боковые края 46, 48 передней панели, которые продолжаются продольно между поясным краем 42 передней панели и ножным краем 44 передней панели. Предмет 20 одежды также включает в себя эластомерную пленочную ламинированную заднюю панель 41, которая образует поясной край 43 задней панели, ножной край 45 задней панели, разнесенный продольно внутрь от поясного края 43 задней панели, первый и второй латерально противоположные боковые края 47, 49 задней панели, которые продолжаются продольно между поясным краем 43 задней панели и ножным краем 45 задней панели. "Продольно внутрь", используемое здесь для описания вариантов осуществления предмета одежды, означает: в направлении, продольном центральной латеральной оси 25. Передняя панель 40 продольно разнесена с задней панелью 41. Примеры соответствующих эластомерных пленочных ламинированных материалов описаны выше, в связи с объектом способа по изобретению. В предпочтительных вариантах осуществления как эластомерная пленочная ламинированная передняя панель 40, так и эластомерная пленочная ламинированная задняя панель 41 содержат эластомерный пленочный слой, расположенный между двумя неткаными лицевыми слоями, как репрезентативно представлено на фиг.1а, в связи с объектом способа по данному изобретению.
Предмет одежды дополнительно включает по меньшей мере один передний ножной эластичный элемент 70, размещенный смежно ножному краю 44 передней панели, и по меньшей мере один задний ножной эластичный элемент 75, размещенный смежно ножному краю 45 задней панели. Примеры соответствующих ножных эластичных материалов описаны выше, в связи с объектом способа по изобретению. В конкретных вариантах осуществления задний ножной эластичный элемент 75 и/или передний ножной эластичный элемент 70 продолжаются латерально поперек полной ширины предмета одежды. В других вариантах осуществления, например, которые репрезентативно представлены на фигурах 4 и 5, задний ножной эластичный элемент 75 может содержать пару задних ножных эластичных элементов, например первый и второй задние ножные эластичные элементы 76, 77, расположенные на противоположных сторонах впитывающего композита 50. Аналогично, передний ножной эластичный элемент 70 может содержать пару передних ножных эластичных элементов, например, первый и второй передние ножные эластичные 71, 72, расположенные на противоположных сторонах впитывающего композита 50. В предпочтительных вариантах осуществления, например, которые репрезентативно представлены на фигурах 4 и 5, каждый задний ножной эластичный элемент 75 может содержать множество эластомерных нитей, и/или каждый передний ножной эластичный элемент 70 может содержать множество эластомерных нитей.
Предмет одежды включает в себя покрывающую ножные эластичные элементы панель 60, которая продолжается между передней панелью 40 и задней панелью 41, и объединяет их. Предпочтительно (но не обязательно) покрывающая панель 60 состоит из неэластомерного нетканого материала, например материала фильерного производства, ламината из материла фильерного производства, соединенного кардочесанием полотна, или подобного, примеры которых известны в данной области. Передний ножной эластичный элемент 70 расположен покрывающей ножные эластичные элементы панелью 60 и передней панелью 40, а задний ножной эластичный элемент 75 расположен между покрывающей ножные эластичные элементы панелью 60 и задней панелью 41. Покрывающая ножные элементы панель образует длину 61, продолжающуюся в продольном направлении 22. В конкретных вариантах осуществления длина 61 покрывающей ножные эластичные элементы панели 60 меньше длины 21 предмета одежды. Например, в конкретном варианте осуществления длина 61 покрывающей ножные эластичные элементы панели 60 самое большее составляет 80%, в частности самое большее 70%, и еще чаще самое большее 60% длины 21 предмета одежды. Выполнение длины 61 покрывающей ножные эластичные элементы панели сравнительно короче длины 21 предмета одежды, как только что описано выше, может упростить изготовление и снизить стоимость, обеспечивая, в то же время, требуемое функционирование покрытия и защиту ножных эластичных элементов 70/75. В другом примере покрывающая ножные эластичные элементы панель 60 образует латералыю продолжающийся край 62 передней области покрывающей панели и латералыю продолжающийся край 63 задней области покрывающей панели. Край 62 передней области покрывающей панели расположен продольно внутрь поясного края 42 передней панели, а край 63 задней области покрывающей панели расположен продольно внутрь поясного края 43 задней панели, например, по меньшей мере, на 2 см, или более конкретно, по меньшей мере, на 5 см.
В конкретных вариантах осуществления впитывающий композитный материал 50 прикреплен к покрывающей ножные эластичные элементы панели 60. Впитывающий композитный материал 50 содержит непроницаемый для жидкости барьерный слой 52, образующий ширину 53, впитывающую сердцевину 54, состоящую из впитывающих жидкость материалов, например целлюлозного полимера и/или супервпитывающего полимера, проницаемую для жидкости подкладку 55 и эластичные элементы 56 ластовицы. Покрывающая ножные эластичные элементы панель 60 образует максимальную переднюю ширину 64 и максимальную заднюю ширину 65. В конкретных вариантах осуществления максимальная передняя ширина 64 и максимальная задняя ширина 65 покрывающей ножные эластичные элементы панели 60, обе, превышают ширину 53 барьерного слоя. Например, в одном варианте осуществления максимальная передняя ширина 64 и максимальная задняя ширина 65 покрывающей ножные эластичные элементы панели 60, обе, составляют, по меньшей мере, двойную величину ширины 53 барьерного слоя. В одном варианте осуществления длина 51 впитывающего композитного материала 50 по меньшей мере на 10% больше длины 61 покрывающей ножные эластичные элементы панели. Дополнительно, или в качестве альтернативы, передняя ширина 64 и/или задняя ширина 65 покрывающей ножные эластичные элементы панели 60 превышают/превышает, по меньшей мере, на 50%, или, конкретнее, по меньшей мере, на 100% ширину 53 непроницаемого для жидкости слоя. В некоторых вариантах осуществления, например, которые репрезентативно представлены на фиг.5, покрывающая ножные эластичные элементы панель образует, в общем, форму песочных часов.
В конкретных вариантах осуществления передняя область 30 дополнительно содержит передний эластомерный пояс 80, прикрепленный к передней панели 40, смежно поясному краю 42 передней панели, и/или задняя область 34 содержит задний эластомерный пояс 81, прикрепленный к задней панели 41, смежно поясному краю 43 задней панели. Пара боковых швов 84/84 соединяет переднюю область 30 с задней областью 34, так что предмет 20 одежды образует поясное отверстие 27 и пару ножных отверстий 28. Боковые швы могут быть постоянными, но отрываемыми, например, с помощью адгезивного, термического, или ультразвукового соединения, или могут быть проще освобождаемыми, так же как повторно закрепляемыми, например, благодаря применению элементов механического закрепления.
Понятно, что подробности вышеизложенных вариантов осуществления, приведенные с целью иллюстрации, не должны расцениваться в качестве ограничения объема настоящего изобретения. Несмотря на то, что было подробно описано лишь несколько примерных вариантов осуществления настоящего изобретения, специалисты в данной области техники легко поймут, что возможны многие модификации в примерных вариантах осуществления без существенного отклонения от новых идей и преимуществ настоящего изобретения. Соответственно, все данные модификации должны быть включены в объем настоящего изобретения, который определен в последующей формуле изобретения и ее эквивалентах. Дополнительно, понятно, что могут быть разработаны многие варианты осуществления, которые не обеспечивают всех преимуществ некоторых вариантов осуществления, в частности предпочтительные варианты осуществления, хотя отсутствие конкретного преимущества не следует воспринимать, непременно, как то, что такой вариант осуществления выходит за рамки объема настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ПРЕДМЕТОВ ОДЕЖДЫ С ИСПОЛЬЗОВАНИЕМ ПАНЕЛЕЙ КОРПУСА ИЗ МНОГОСЛОЙНОЙ ЭЛАСТОМЕРНОЙ ПЛЕНКИ | 2010 |
|
RU2527718C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМЫЙ ПРЕДМЕТ ОДЕЖДЫ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В ПОПЕРЕЧНОМ НАПРАВЛЕНИИ | 2002 |
|
RU2283638C2 |
| СООТВЕТСТВУЮЩИЕ КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2571806C2 |
| ВПИТЫВАЮЩИЕ ПРЕДМЕТЫ ОДЕЖДЫ С УЛУЧШЕННОЙ ПОСАДКОЙ В ПЕРЕДНЕЙ НОЖНОЙ ОБЛАСТИ | 2009 |
|
RU2497493C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОДНОРАЗОВЫХ ВПИТЫВАЮЩИХ ПРЕДМЕТОВ ОДЕЖДЫ ДЛЯ УМЕНЬШЕНИЯ СМИНАНИЯ ВПИТЫВАЮЩЕГО ЭЛЕМЕНТА | 2010 |
|
RU2565573C2 |
| КОМПОНЕНТЫ ВПИТЫВАЮЩЕГО ИЗДЕЛИЯ С ПЕЧАТНЫМ ИЗОБРАЖЕНИЕМ ДЛЯ ЕДИНООБРАЗНОГО ВНЕШНЕГО ВИДА | 2010 |
|
RU2529109C2 |
| ПОВТОРНО ЗАСТЕГИВАЕМОЕ ВПИТЫВАЮЩЕЕ ИЗДЕЛИЕ С НАЛОЖЕННЫМИ БОКОВЫМИ ПАНЕЛЯМИ И СПОСОБ ЕГО ВЫПОЛНЕНИЯ В МАШИННОМ НАПРАВЛЕНИИ | 2002 |
|
RU2286759C2 |
| МЕХАНИЧЕСКАЯ СИСТЕМА КРЕПЛЕНИЯ ДЛЯ ИЗДЕЛИЯ | 2003 |
|
RU2328257C2 |
| СПОСОБ СКЛАДЫВАНИЯ В ЛОТКЕ ОДНОРАЗОВОГО ВПИТЫВАЮЩЕГО ПРЕДМЕТА ОДЕЖДЫ ТИПА ТРУСОВ | 2012 |
|
RU2604594C2 |
| ВПИТЫВАЮЩИЕ ИЗДЕЛИЯ С ПОВТОРНО ЗАСТЕГИВАЮЩИМИСЯ БОКОВЫМИ ШВАМИ И ФУНКЦИЕЙ ПРОСТОЙ УТИЛИЗАЦИИ | 2007 |
|
RU2418570C2 |
Способ включения ножных эластичных элементов в одноразовые впитывающие предметы одежды типа трусов и предметы одежды, изготовленные посредством этого способа в конкретных вариантах осуществления предусматривает подачу, во-первых, эластомерного пленочного ламинированного материала, и, во-вторых, разнесенных друг от друга полотен панелей. Непрерывный первый ножной эластичный элемент прикрепляют к полотну первой панели, а непрерывный второй ножной эластичный элемент прикрепляют к полотну второй панели. Покрывающее непрерывные ножные эластичные элементы полотно прикрепляют как к полотну первой панели, так и к полотну второй панели, с размещением первого и второго ножных эластичных элементов между покрывающим ножные эластичные элементы полотном и соответствующим полотном панели, создавая тем самым композитное полотно. Обеспечивается эффективная технология производства для покрытия и удерживания на месте ножных эластичных элементов в одноразовом предмете одежды типа трусов, в котором используют эластомерные пленочные ламинированные материалы. 3 н. и 17 з.п. ф-лы, 10 ил.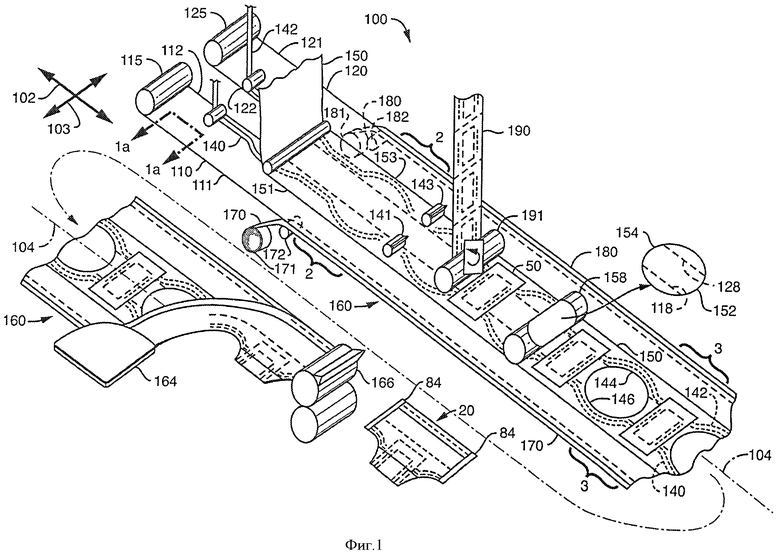
1. Способ включения ножных эластичных элементов в одноразовые впитывающие предметы одежды типа трусов, причем способ предусматривает:
подачу эластомерного пленочного ламинированного полотна первой панели и эластомерного пленочного ламинированного полотна второй панели, причем оба полотна перемещают в машинном направлении, при этом полотно первой панели разнесено от полотна второй панели в поперечном машинном направлении, причем эластомерное пленочное ламинированное полотно первой панели и эластомерное пленочное ламинированное полотно второй панели, каждое, содержит эластомерный пленочный слой и по меньшей мере один нетканый слой;
подачу непрерывного первого ножного эластичного элемента и непрерывного второго ножного эластичного элемента, при этом оба ножных эластичных элемента перемещают в машинном направлении;
прикрепление первого ножного эластичного элемента к полотну первой панели и прикрепление второго ножного эластичного элемента к полотну второй панели;
подачу покрывающего непрерывные ножные эластичные элементы полотна, перемещающегося в машинном направлении; и
прикрепление покрывающего ножные эластичные элементы полотна к полотну первой панели и к полотну второй панели так, чтобы разместить первый ножной эластичный элемент между полотном первой панели и покрывающим ножные эластичные элементы полотном, и так, чтобы разместить второй ножной эластичный элемент между полотном второй панели и покрывающим ножные эластичные элементы полотном, создавая тем самым композитное полотно.
2. Способ по п.1, в котором как эластомерное пленочное ламинированное полотно первой панели, так и эластомерное пленочное ламинированное полотно второй панели, содержат, каждое, эластомерный пленочный слой, расположенный между двумя неткаными лицевыми слоями.
3. Способ по любому из предшествующих пунктов, в котором первый ножной эластичный элемент продолжается в машинном направлении по прямолинейному пути, и второй ножной эластичный элемент продолжается в машинном направлении по непрямолинейному пути.
4. Способ по п.1, в котором ширина композитного полотна в поперечном машинном направлении превышает ширину покрывающего ножные эластичные элементы полотна в поперечном машинном направлении.
5. Способ по п.1, дополнительно предусматривающий удаление участков покрывающего ножные эластичные элементы полотна и участков полотна второй панели с образованием ряда задних краев ножных отверстий, разнесенных в машинном направлении.
6. Способ по п.1, дополнительно предусматривающий удаление участков покрывающего ножные эластичные элементы полотна и участков полотна первой панели с образованием ряда передних краев ножных отверстий, разнесенных в машинном направлении.
7. Способ по п.1, дополнительно предусматривающий удаление участков впитывающего композитного материала с образованием ряда краев ластовицы, разнесенных в машинном направлении.
8. Способ изготовления множества одноразовых впитывающих предметов одежды типа трусов, причем способ предусматривает:
подачу эластомерного пленочного ламинированного полотна первой панели, перемещаемого в машинном направлении, и образование поясного края, продолжающегося в машинном направлении, и ножного края, продолжающегося в машинном направлении;
подачу эластомерного пленочного ламинированного полотна второй панели, перемещаемого в машинном направлении, и образование поясного края, продолжающегося в машинном направлении, и ножного края, продолжающегося в машинном направлении, при этом эластомерное пленочное ламинированное полотно первой панели и эластомерное пленочное ламинированное полотно второй панели, каждое, содержит эластомерный пленочный слой, расположенный между двумя неткаными лицевыми слоями;
размещение полотна первой и второй панелей, без нахлеста, так что их соответствующие ножные края разнесены друг от друга в поперечном машинном направлении на первое расстояние, а их соответствующие поясные края разнесены друг от друга в поперечном машинном направлении на второе расстояние;
подачу непрерывного первого ножного эластичного элемента и непрерывного второго ножного эластичного элемента, причем оба ножных эластичных элемента перемещают в машинном направлении;
прикрепление первого ножного эластичного элемента к полотну первой панели, по меньшей мере, частично смежно ножному краю полотна первой панели и прикрепление второго непрерывного ножного эластичного элемента к полотну второй панели, по меньшей мере, частично смежно ножному краю полотна второй панели;
подачу покрывающего непрерывные ножные эластичные элементы полотна, перемещающегося в машинном направлении, и которое образует первый край, второй край и ширину, продолжающуюся между первым краем и вторым краем в поперечном машинном направлении, при этом ширина покрывающего полотна превышает указанное первое расстояние и меньше указанного второго расстояния;
наложение покрывающего ножные эластичные элементы полотна сверху полотен первой и второй панелей;
прикрепление покрывающего ножные эластичные элементы полотна к полотну первой панели и к полотну второй панели с расположением первого ножного эластичного элемента между полотном первой панели и покрывающим ножные эластичные элементы полотном и с расположением второго ножного эластичного элемента между полотном второй панели и покрывающим ножные эластичные элементы полотном; прикрепление впитывающего композитного материала к покрывающему ножные эластичные элементы полотну с созданием композитного полотна предмета одежды;
складывание композитного полотна предмета одежды вдоль центральной линии, которая продолжается в машинном направлении, так что поясной край полотна первой панели входит в непосредственную близость с поясным краем полотна второй панели;
прикрепление полотна первой панели к полотну второй панели вдоль ряда соединительных боковых швов предмета одежды, разнесенных в машинном направлении; и
разрезание композитного полотна предмета одежды в ряде мест разрезания, разнесенных в машинном направлении, для производства множества одноразовых впитывающих предметов одежды типа трусов.
9. Способ по п.8, в котором первый ножной эластичный элемент продолжается в машинном направлении по прямолинейному пути, и второй ножной эластичный элемент продолжается в машинном направлении по непрямолинейному пути.
10. Способ по п.8 или 9, дополнительно предусматривающий подачу первого поясного полотна и второго поясного полотна и дополнительно предусматривающий прикрепление первого поясного полотна к первой панели и прикрепление второго поясного полотна ко второй панели.
11. Способ по п.8, дополнительно предусматривающий удаление участков покрывающего ножные эластичные элементы полотна и участков полотна второй панели с образованием ряда задних краев ножных отверстий, разнесенных в машинном направлении.
12. Способ по п.8, дополнительно предусматривающий удаление участков покрывающего ножные эластичные элементы полотна и участков полотна первой панели с образованием ряда передних краев ножных отверстий, разнесенных в машинном направлении.
13. Способ по п.8, дополнительно предусматривающий удаление участков впитывающего композитного материала с образованием ряда краев ластовицы, разнесенных в машинном направлении.
14. Одноразовый впитывающий предмет одежды типа трусов, образующий продольное направление и латеральное направление, перпендикулярное продольному направлению, причем предмет одежды имеет переднюю область, образующую передний поясной концевой край, заднюю область, образующую задний поясной концевой край, и область ластовицы, расположенную продольно между передней и задней областями, при этом область ластовицы образует два латерально противоположных боковых края ластовицы, и предмет одежды образует длину предмета одежды, продолжающуюся от переднего поясного концевого края до заднего поясного концевого края, причем предмет одежды содержит:
эластомерную пленочную ламинированную переднюю панель, которая образует поясной край передней панели, ножной край передней панели, разнесенный продольно внутрь от поясного края передней панели, первый и второй латерально противоположные боковые края передней панели, которые продолжаются продольно между поясным краем передней панели и ножным краем передней панели;
эластомерную пленочную ламинированную заднюю панель, которая образует поясной край задней панели, ножной край задней панели, разнесенный продольно внутрь от поясного края задней панели, первый и второй латерально противоположные боковые края задней панели, которые продолжаются продольно между поясным краем задней панели и ножным краем задней панели, причем передняя панель продольно разнесена с задней панелью;
по меньшей мере один передний ножной эластичный элемент, расположенный смежно ножному краю передней панели, и по меньшей мере один задний ножной эластичный элемент, расположенный смежно ножному краю задней панели;
покрывающую ножные эластичные элементы панель, которая продолжается между передней панелью и задней панелью и объединяет их так, что передний ножной эластичный элемент расположен между покрывающей ножные эластичные элементы панелью и передней панелью, и так, что задний ножной эластичный элемент расположен между покрывающей ножные эластичные элементы панелью и задней панелью,
при этом длина покрывающей ножные эластичные элементы панели меньше длины предмета одежды;
впитывающий композитный материал, прикрепленный к покрывающей ножные эластичные элементы панели, и
пару боковых швов, соединяющих переднюю область с задней областью, образующих тем самым поясное отверстие и пару ножных отверстий.
15. Предмет одежды по п.14, в котором эластомерный пленочный ламинированный материал передней панели и эластомерный пленочный ламинированный материал задней панели, каждый, содержит эластомерный пленочный слой, расположенный между двумя неткаными лицевыми слоями.
16. Предмет одежды по одному из пп.14 или 15, дополнительно содержащий пару задних ножных эластичных элементов, расположенных на противоположных сторонах впитывающего композитного материала.
17. Предмет одежды по п.14, дополнительно содержащий пару задних ножных эластичных элементов, расположенных на противоположных сторонах впитывающего композитного материала.
18. Предмет одежды по п.14, в котором передняя область содержит передний эластомерный пояс, прикрепленный к передней панели, смежно поясному краю передней панели, и в котором задняя область содержит задний эластомерный пояс, прикрепленный к задней панели, смежно поясному краю задней панели.
19. Предмет одежды по п.14, в котором впитывающий композитный материал содержит непроницаемый для жидкости барьерный слой, образующий ширину, и в котором покрывающий ножные эластичные элементы слой образует максимальную переднюю ширину и максимальную заднюю ширину, и при этом максимальная передняя ширина и максимальная задняя ширина покрывающего ножные эластичные элементы слоя, обе, превышают ширину барьерного слоя.
20. Предмет одежды по п.14, в котором покрывающая ножные эластичные элементы панель образует край передней области покрывающей панели и край задней области покрывающей панели, и при этом край передней области покрывающей панели размещен продольно внутрь от поясного края передней панели, а край задней области покрывающей панели при этом размещен продольно внутрь от поясного края задней панели.
| WO 2006093440 A1, 08.09.2006 | |||
| Электромагнитный вентиль | 1989 |
|
SU1661535A1 |
| US 2003226634 A1, 11.12.2003; | |||
| WO 2007133146 A1, 22.11.2007 | |||

