Область техники, к которой относится изобретение
Изобретение относится к лазерным установкам, в частности к средствам очистки оптических компонентов лазерных установок от пыли и уменьшения термоискажений их отражающей поверхности.
Уровень техники
Эффективным средством повышения долговечности зеркал лазерных установок является защита оптических компонентов от попадания на них пыли путем создания избыточного давления инертного газа в герметично закрытом канале оптического тракта прохождения излучения от лазера до фокусирующей линзы (https://www.trumpf.com/ru_RU/zhurnal /setting the course tovard digitalization /TRUMPF 2019). Однако при наличии подвижных соединений надежная герметизация канала оптического тракта является дорогостоящей и требует тщательного ухода за ее состоянием. Кроме этого, данное техническое решение не обеспечивает охлаждения поверхности зеркал при нагреве лазерным лучом, что может привести к их значительным деформациям и как следствие к ухудшению качества отраженного лазерного луча.
Охлаждение зеркал в лазерной установке (патент CN210587720, опубл. 22.05.2020) осуществляется холодной водой, протекающей по трубопроводам, размещенным на наружной поверхности зеркал. Для охлаждения зеркала с компенсацией термоискажений его отражающей поверхности используются теплоносители, которые подаются во внутреннюю полость зеркала, образованную корпусом и передней пластиной с внешней отражающей поверхности. При этом внутренняя полость зеркала разделяется на две камеры, в которые через два теплообменника подаются независимые потоки теплоносителя, чем обеспечивается относительная деформация задней пластины корпуса и передней пластины, снижающая термоискажений её отражающей поверхности (патент RU 2312380, опубл.10.12.2007). В указанных выше известных технических решениях невозможна очистка отражающей поверхности зеркал от оседающей пыли, что может вызвать её подгорание и преждевременный выход из строя.
При использовании зеркал с защитным покрытием (в большинстве случаев) пыль легко удаляется струей воздуха, даже нагнетаемого обычной резиновой стерилизационной грушей. Известна система очистки оптических элементов от пыли, содержащая устройство создания и регулировки воздушного потока, устройство очистки воздуха, средства подачи потока воздуха на оптические компоненты (патент CN 203566087, опубл. 30.04.2014). Недостатком данного известного средства является отсутствие направленного движения воздушного потока, содержащего пыль с очищенной поверхности. Пыль, сдуваемая потоком сжатого воздуха с очищаемой поверхности, хаотично оседает на расположенных поблизости конструктивных элементах и впоследствии может вновь возвратится на эту поверхность. Кроме этого без ориентации направления движения потока сжатого воздуха по очищаемой от пыли поверхности может происходить его завихрение и нанесение частицами пыли на поверхности царапин. Указанные недостатки в значительной степени снижают качество и эффективность предложенного технического решения. Кроме этого данное известное техническое решение не обеспечивает охлаждения поверхности зеркал при нагреве лазерным лучом, что может привести к их значительным деформациям и как следствие к ухудшению качества отраженного лазерного луча.
В качестве прототипа для предлагаемого технического решения выбран способ очистки оптических элементов от пыли и устройство для его (патент RU 2733767; опубл.06.10.2020), в которых для очистки оптических элементов от пыли используется ионизированный воздух. Недостатком известного технического решения является отсутствие устройства, обеспечивающего охлаждение отражающей поверхности оптических элементов.
Сущность изобретения
Задачей, решаемой изобретением, является, наряду с обеспечением очистки оптических элементов лазерных установок, уменьшение термоискажений их отражающей поверхности вследствие нагрева.
Техническим результатом изобретения является повышение долговечности зеркал лазерных установок за счет создания направленного и управляемого потока охлажденного воздуха и увеличение жизненного цикла оптических элементов лазерных установок и повышение стабильности свойства лазерного излучения.
Технический результат достигается тем, что способ уменьшения температурных деформаций зеркал лазерных установок включает создание потока очищающего воздуха, ионизацию упомянутого потока, направление полученного ионизированного потока на поверхность зеркала и его обдув, забор упомянутого потока воздуха после обдува с помощью заборника, имеющего электрический заряд, который противоположен заряду ионов в упомянутом потоке, при этом с помощью потока воздуха также осуществляют управляемое охлаждение очищенной поверхности зеркала неионизированным холодным воздухом с регулированием его расхода и температуры в зависимости от температуры нагрева поверхности зеркала.
Указанный технический результат достигается также тем, что управляемое охлаждение поверхности зеркала и его очистку производят одним контуром создания потока воздуха с переключением его ионизации и охлаждения.
Указанный технический результат достигается также тем, что управляемое охлаждение поверхности зеркала производят после его регламентной периодической очистки непрерывно в процессе всего времени работы лазерной установки.
Перечень фигур чертежей
На Фиг.1 показана структурная схема системы
Осуществление изобретения
В оптических системах лазерных установок пыль, попадая на зеркало, подгорает в лазерном луче, оставляет пригар на поверхности зеркала, вызывая значительное поглощение энергии излучения в месте пригара и, как следствие, приводит к преждевременному выходу зеркала из строя. Кроме этого, нагрев отражающей поверхности зеркала в процессе работы может привести к её значительным деформациям и как следствие к ухудшению качества отраженного лазерного луча.
Для обеспечения высокой долговечности и уменьшения температурных деформаций зеркал лазерные установки должны быть снабжена системой периодической очистки отражающей поверхности их оптических элементов от загрязняющих частиц и её непрерывное управляемое охлаждение в процессе работы лазерной установки.
Согласно изобретению, периодически в соответствии с регламентом при выключенном источнике лазерного излучения осуществляется очистка оптических элементов, т.е. зеркал, от пыли путем создания направленного на очищаемую поверхность потока очищенного ионизированного воздуха, а по истечении определенного промежутка времени, необходимого для удаления пыли с поверхности зеркала и в её окрестности, ионизатор воздуха выключается, включается источник лазерного излучения и блок охлаждения воздуха. Поток воздуха охлаждает поверхность оптического элемента и в случае повышения температуры ее нагрева выше допустимого значения увеличивается температура охлаждающего воздуха и его расход.
При таком способе осуществляется периодическая очистка оптических элементов от загрязняющих частиц и непрерывное управляемое охлаждение их отражающей поверхности в процессе работы лазерной установки.
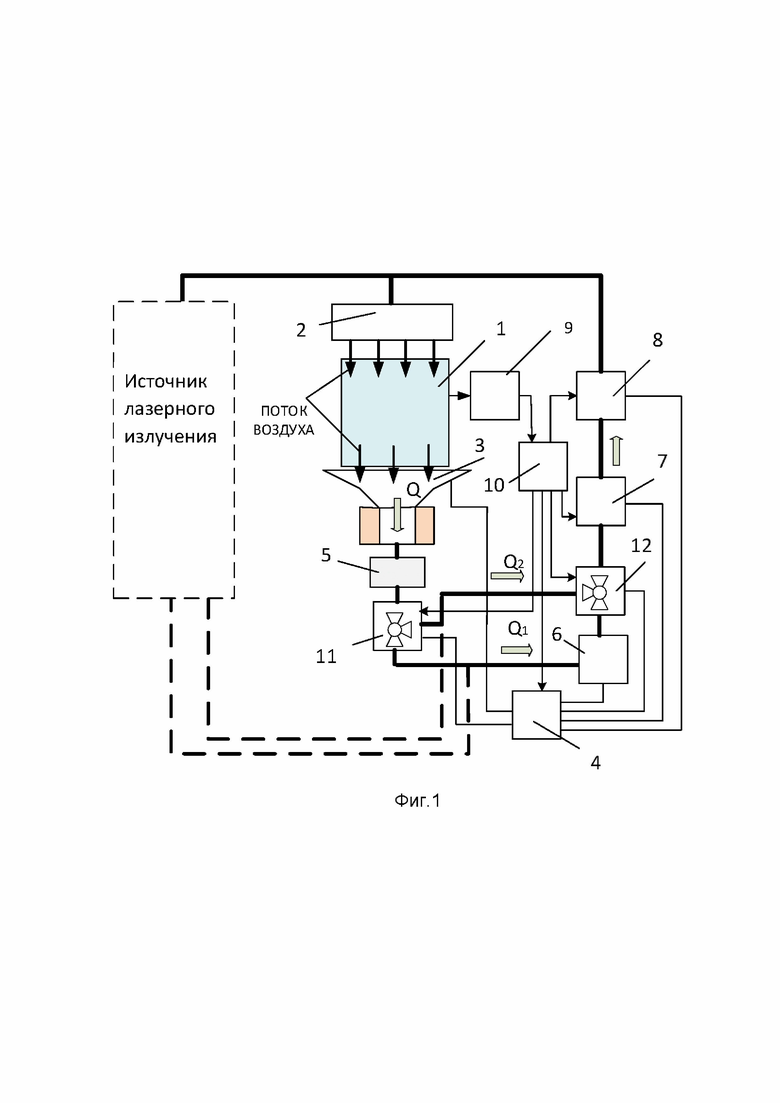
Структурная схема системы приведена на фиг.1, на которой обозначено: 1 – одно из зеркал оптической системы лазерного станка (установки); 2 – устройство формирования направления потока воздуха на поверхность зеркала, выполненное в виде, например, щелевого сопла для подачи ионизированного (для очистки) или неионизированного (для охлаждения) воздуха на поверхность зеркала; 3 – заборник воздуха и пыли; 4 – источник электропитания; 5 – воздушный фильтр; 6 – аэроионизатор, сообщающий воздушному потоку определенный электростатический потенциал при выполнении очистки; 7 – блок охлаждения воздуха; 8 – насос с регулируемым расходом воздуха; 9 – датчик температуры нагрева зеркала; 10 – микроконтроллер; 11 и 12 – первый и второй управляемые трёхходовые пневматические клапаны.
Элементы, обеспечивающие циркулирование воздушного потока, последовательно пневматически соединены друг с другом посредством, например воздуховодов.
В режиме очистки заборник 3 воздуха и пыли и воздушный поток имеют противоположные по знаку электростатические потенциалы, предпочтительно, одинаковой величины.
Все перечисленные элементы могут быть установлены в одном корпусе.
Система работает следующим образом. Перед подачей лазерного излучения включается компрессор 8, создающий небольшое давление (0,02-0,05 мПа). Компрессор 8 создает циркуляцию воздуха в замкнутом контуре. Воздух истекает из щелевого сопла 2, выполненного с возможностью регулирования направления потока воздуха на поверхность зеркала 1 со скоростью не менее 0,1м/с и не более 0,9м/с. Протекая по и около поверхности зеркала 1 поток воздуха Q охлаждает либо очищает ее и через заборник 3 протекает далее через фильтр 5, поступает в управляемый трёхходовой пневматический клапан 11.
В режиме удаления пыли поток воздуха Q, прошедший клапан 11 (обозначен потоком Q1) через включенный ионизатор 6, управляемый трёхходовой пневматический клапан 12 и далее через выключенный блок охлаждения 7 подается обратно к соплу 2.
По истечении определенного промежутка времени, необходимого для удаления пыли с поверхности зеркала 1, ионизатор 6 выключается, включается источник лазерного излучения и блок 7 охлаждения воздуха. При этом поток воздуха (обозначен Q2) от управляемого трёхходового пневматического клапана 11 через управляемый трёхходовой пневматический клапан 12 протекает через включенный блок охлаждения 7, настроенный на требуемую температуру его охлаждения в зависимости от показаний датчика 9 температуры нагрева зеркала 1 лазерным лучом. В случае повышения температуры нагрева зеркала 1 выше допустимого значения увеличивается температура охлаждения в блоке охлаждения воздуха 7 и расход воздуха насосом 8 до значения не менее 0,18 куб. метра в минуту. Питание всех компонентов системы осуществляется от источника 4, а управление процессом производится контроллером 9.
Таким образом, переключение режима очистки в режим охлаждения и наоборот обеспечивается управляемой связью второго выхода первого трехходового клапана 11 с одним из входом второго трехходового клапана 12. Второй вход клапана 12 соединен с выходом ионизатора 6.
В качестве насоса 8 можно использовать компрессор безмасляный BERKUT SMART POWER SAC-280, 6 л, 1.1 кВт. Для очистки воздуха можно использовать автомобильный воздушный фильтр Nissan J32/X-trail T30. В качестве датчика температуры нагрева зеркал можно использовать Ошибка! Недопустимый объект гиперссылки.. Для ионизации предлагается применить ионизатор воздуха марки «Супер-Плюс Эко-С». В качестве управляемых трехходовых пневматических клапанов 11 и 12 могут использоваться клапаны MIVALT MP-160.
Предлагаемое техническое решение позволит одновременно обеспечить управляемое охлаждение зеркал и удаление пыли без снятия защитных кожухов и механического воздействия на зеркальную поверхность, что обеспечит повышение качества отраженного луча, коэффициента отражения и жизненного цикла оптических элементов лазерных технологических установок.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система для уменьшения температурных деформаций зеркал лазерных установок | 2021 |
|
RU2828341C2 |
| Способ очистки оптических элементов от пыли и система для его осуществления | 2019 |
|
RU2733767C1 |
| Способ флотационной очистки жидкостей от примесей | 1989 |
|
SU1685874A1 |
| СПОСОБ ЛАЗЕРНОЙ ПЕРФОРАЦИИ МНОГОСЛОЙНЫХ РУЛОННЫХ МАТЕРИАЛОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2014 |
|
RU2561580C1 |
| СПОСОБ ОБРАБОТКИ ВОЗДУХА | 1999 |
|
RU2156925C1 |
| СПОСОБ ОХЛАЖДЕНИЯ ЭЛЕКТРОННОГО ОБОРУДОВАНИЯ И СИСТЕМА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2012 |
|
RU2498427C1 |
| СПОСОБ И УСТРОЙСТВО ДЛЯ ЛАЗЕРНОГО АНАЛИЗА ДИОКСИНОВ | 2000 |
|
RU2205384C2 |
| УСОВЕРШЕНСТВОВАНИЯ В ОБЛАСТИ ПЕРЕРАБОТКИ МАТЕРИАЛОВ | 2000 |
|
RU2230130C2 |
| РАЗДЕЛЕНИЕ ИЗОТОПОВ ПУТЕМ ИОНИЗАЦИИ ДЛЯ ОБРАБОТКИ МАТЕРИАЛОВ ДЛЯ ЯДЕРНОГО ТОПЛИВА | 1997 |
|
RU2189273C2 |
| СПОСОБ ОБРАБОТКИ ПУЧКОМ НЕЙТРАЛЬНЫХ ЧАСТИЦ, ОСНОВАННЫЙ НА ТЕХНОЛОГИИ ОБРАБОТКИ ПУЧКОМ ГАЗОВЫХ КЛАСТЕРНЫХ ИОНОВ, И ПОЛУЧЕННЫЕ ТАКИМ ОБРАЗОМ ИЗДЕЛИЯ | 2013 |
|
RU2648961C2 |
Изобретение относится к средствам очистки и охлаждения оптических компонентов лазерных установок от пыли. Способ включает создание потока очищающего воздуха, ионизацию упомянутого потока, направление полученного ионизированного потока на поверхность зеркала и его обдув, забор упомянутого потока воздуха после обдува с помощью заборника, имеющего электрический заряд, который противоположен заряду ионов в упомянутом потоке. С помощью потока воздуха также осуществляют управляемое охлаждение очищенной поверхности зеркала неионизированным холодным воздухом с регулированием его расхода и температуры в зависимости от температуры нагрева поверхности зеркала. Технический результат: повышение долговечности. 2 з.п. ф-лы, 1 ил.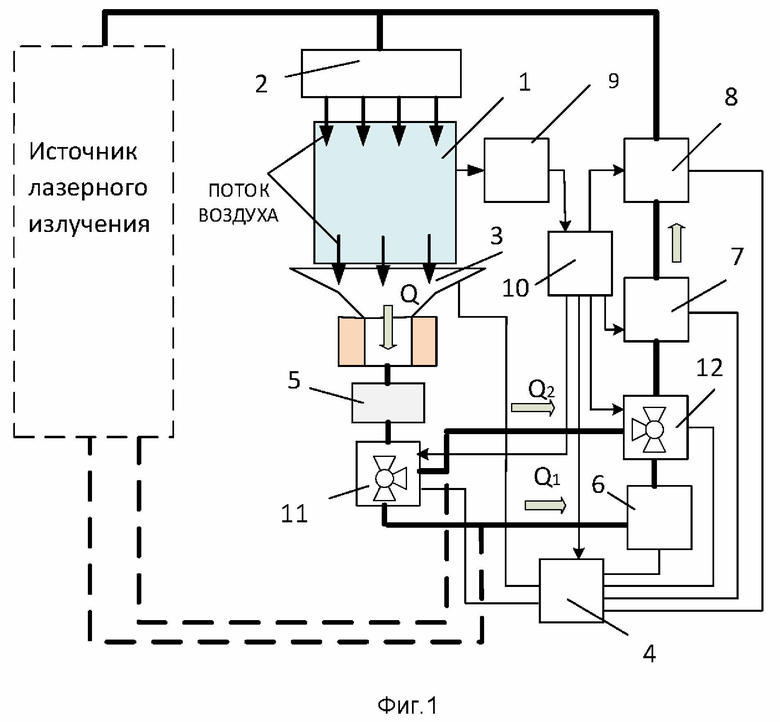
1. Способ уменьшения температурных деформаций зеркал лазерных установок, включающий создание потока очищающего воздуха, ионизацию упомянутого потока, направление полученного ионизированного потока на поверхность зеркала и его обдув, забор упомянутого потока воздуха после обдува с помощью заборника, имеющего электрический заряд, который противоположен заряду ионов в упомянутом потоке, при этом с помощью потока воздуха также осуществляют управляемое охлаждение очищенной поверхности зеркала неионизированным холодным воздухом с регулированием его расхода и температуры в зависимости от температуры нагрева поверхности зеркала.
2. Способ по п.1, отличающийся тем, что управляемое охлаждение поверхности зеркала и его очистку производят одним контуром создания потока воздуха с переключением его ионизации и охлаждения.
3. Способ по п.1, отличающийся тем, что управляемое охлаждение поверхности зеркала производят после его регламентной периодической очистки непрерывно в процессе всего времени работы лазерной установки.
| Способ очистки оптических элементов от пыли и система для его осуществления | 2019 |
|
RU2733767C1 |
| Способ селективной флотации свинцово-медных концентратов | 1957 |
|
SU111794A1 |
| Станок для изгибания обручей | 1934 |
|
SU41160A1 |
| CN 203566087 U, 30.04.2014 | |||
| JP 5192782 A, 03.08.1993. | |||
