Областью применения изобретения является металлургия, а именно электрометаллургия производства стали в дуговых печах (Черные металлы. №4. 23.02.1981 г. М.: «Металлургия», с.8-18) с использованием методов отсечки шлака от металла при выпуске его из печи.
Известен способ электроплавки стали с применением устройства для газоструйной отсечки шлака при выпуске металла из дуговой печи. Анализ этих (Черные металлы. №4. 23.02.1981 г. М.: «Металлургия», с.8-18; UK 200807495, опубл. 27.10.2008) и других (Вести ВУЗ «Черноземья», №2 (20), 2010 г., с.81-86) известных способов газоструйной отсечки шлака при выпуске металла из отверстия плавильных, в частности дуговых печей, показывает, что все эти указанные способы являются сложными в технологическом исполнении из-за несовершенства конструктивного выполнения устройств, предназначенных для создания высокоэффективных способов отсечки шлака при выпуске металла, в частности, при осуществлении электроплавки стали в дуговой печи.
Задачей изобретения является создание надежного и высокоэффективного способа газоструйной отсечки шлака при выпуске металла из дуговой печи. В определенной мере это достигается тем, что навстречу потоку жидкого металла со шлаком при выпуске плавки, например, из кислородно-конвертерного агрегата (UK 200807495, опубл. 27.10.2008) или из агрегата «ковш-печь» (Вести ВУЗ «Черноземья», №2 (20), 2010 г., с.81-86), направляют потоки инертного газа (аргона, азота и др.) таким образом, чтобы на первом этапе выпуска плавки поступало минимальное количество шлака в ковш, т.е. необходимым является максимальное уменьшение контакта шлака с поверхностью металла. При газоструйной отсечке шлака от металла в конвертере (Вести ВУЗ «Черноземья», №2 (20), 2010 г., с.81-86) или в дуговой печи (Черные металлы. №4. 23.02.1981 г., М.: «Металлургия», с.8-18) установлены наиболее эффективные результаты, т.к. количество попадающего в ковш шлака было получено в минимальном количестве, что позволило, например, заметно снизить угар легирующих элементов и повысить качество стали.
Однако несмотря на достигнутые успехи (UK 200807495, опубл. 27.10.2008) по разработке эффективных способов газоструйной отсечки шлака при выпуске металла из дуговых печей и других агрегатов, все эти известные способы не нашли пока широкого практического применения из-за высоких издержек при эксплуатации, например, в дуговой сталеплавильной печи (ДСП), вследствие того, что все эти способы (UK 200807495, опубл. 27.10.2008; Металлургическая и горнорудная промышленность. - 2006. - №7. - с.208-211) базируются на исполнении и применении громоздких и несовершенных в конструктивном исполнении технических устройств и неэффективных способов подвода инертных газов во встречный поток движущихся металла и шлака из отверстия плавильного агрегата, например дуговой печи.
Наиболее близким к изобретению по технической сущности и достигаемому результату является способ газоструйной отсечки шлака при выпуске металла из кислородно-конвертерного агрегата (Современная металлургия начала нового тысячелетия: Сб. научн. труд. Часть 2. Липецк, ЛГТУ, 2008. - с.241). Данный газоструйный способ отсечки шлака используют для принудительного закрытия отверстия летки с помощью пневматического устройства, представляющее чугунное сопло, закрепленное с помощью кронштейна на корпусе конвертера. В нужный момент окончания выхода металла из отверстия летки подают под давлением азот или аргон, поступающие через сопла устройства.
Недостатком указанного способа является совокупность конструктивного исполнения устройств и то, что не представляется возможным определить момент окончания выпуска металла и начала поступления шлака в отверстие летки агрегата, что вызвано несовершенством газоструйного метода отсечки шлака от металла на летке печи. Для решения этой сложной технической задачи требуется разработка более совершенного способа отсечки шлака от металла, например в дуговой печи, основанный на применении устройства, позволяющего фиксировать, в частности, моменты окончания выхода металла из печи на летку или начала поступления шлака в выпускном отверстии агрегата.
Технический результат изобретения - устранение указанных недостатков, повышение эффективности метода газоструйной отсечки шлака от потока металла при выходе его из печи на летку агрегата, определение момента окончания отсечки жидкого шлака от металла при сливе его в ковш агрегата.
Технический результат достигается тем, что в настоящем изобретении используется новый принцип выпуска металла из дуговой сталеплавильной печи (ДСП) с отсечкой шлака перед выпускным отверстием на летке агрегата. Конструктивное исполнение на примере ДСП газоструйного способа (фиг.1) заключается в том, что этот способ позволяет создавать эффективную газоструйную отсечку шлака при выпуске металла через отверстие на летку, включающий подачу потока инертного газа в ДСП таким образом, чтобы поток инертного газа, например азота или аргона, подавали сверху на поверхность раздела шлака и металла в печи с помощью фурмы с соплом. Предлагаемый способ отсечки шлака от металла при выпуске его через отверстие на летку агрегата, отличается от всех известных подобных изобретений(UK 200807495, опубл. 27.10.2008; Металлургическая и горнорудная промышленность. - 2006. - №7. - с.208-211) тем, что применено новое конструктивное решение, позволяющее за счет применения газового потока из инертного газа создать условия «отдува» шлака в сторону рабочего окна, который обеспечивает первоочередной выпуск металла на сливной желоб печи, а уже после выпуска металла осуществлять выпуск требуемого количества шлака в ковш. При этом следует отметить, что организация потока инертного газа на шлак и в жидкий металл с помощью подвижной фурмы в летку печи и в жидкий металл позволяет осуществлять выпуск металла с предварительной отсечкой шлака уже внутри дуговой печи, а затем и в момент выпуска металла из отверстия на летке агрегата до требуемого уровня попадания шлака в ковш. Кроме того, в момент выхода последних порций жидкого металла из отверстия печи с помощью подвижной фурмы осуществляется охлаждение холодными струями инертного газа жидкого шлака, т.е. в некоторой степени шлак охлаждается, что моментально фиксируется автоматическим пирометром и по разности температур между металлом и шлаком создается скачок температур, что служит сигналом на изменение наклона дуговой печи с целью оптимизации выпуска требуемого количества шлака из печи в ковш.
В рабочем пространстве дуговой печи путем изменения расхода инертного газа создаются условия по очищению поверхности жидкого металла от жидкого шлака, что способствует, к тому же, защите поверхности металла от воздействия окислительной атмосферы в рабочем пространстве печи. Таким образом, настоящим изобретением решается задача по созданию нового принципа отсечки шлака при выпуске металла на летку агрегата, что позволяет, в частности, снизить угар раскислителей и легирующих элементов в ковше и существенно повысить качество металлопродукции. Кроме того, техническим результатом является то, что предлагаемое изобретение позволяет повысить надежность технологических операций по отсечке шлака от металла по ходу выпуска металла из отверстия на летку дуговой печи.
Это достигается тем, что новое конструктивное исполнение устройства позволяет осуществлять подачу инертного газа на границу раздела шлака и жидкого металла, т.е. осуществлять первоочередной выпуск металла из дуговой печи, а затем выпуск требуемого количества шлака на летку агрегата, причем момент окончания выпуска металла из печи фиксируется пирометром по скачку температур между металлом и шлаком.
Работа предлагаемого способа на дуговой печи осуществляется (фиг.1) следующим образом.
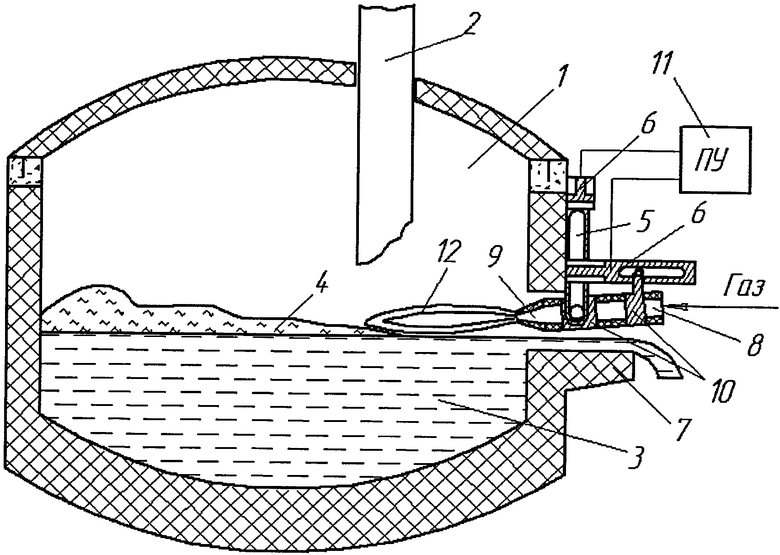
В дуговой печи (1) с графитовыми электродами (2) перед выпуском плавки жидкий металл (3) и шлак (4) имеют соответствующую температуру (1600-1700°С). Подвижная фурма позволяет подавать газоструйный поток инертного газа на расплав шлака (4) и на поверхность металла в дуговой печи. Для газоструйной отсечки шлака от металла применено устройство, включающее станину (5), пневмоцилиндр (6), фурму (8) и сопло фурмы со стопором (9). При выпуске металла и шлака из отверстия печи на летке сливного желоба (7) автоматически пирометром измеряется температура металла, а затем и шлака. При этом фурма (8) закреплена на корпусе (10) устройства с пультом управления (11). Учитывается охлаждающее действие струй инертного газа (12) на шлак (4), то на выходе из отверстия (7) печи радиационный пирометр на пульте управления фиксирует разность температур между металлом и шлаком, что служит импульсом начала выхода шлака на летку.
Жидкий металл (3) и расплав шлака (4) по окончании электроплавки стали выпускают через летку и желоб (7) дуговой печи (1). Причем жидкий металл вытекает через сталевыпускное отверстие раньше шлака (4) за счет того, что при работе устройства шлак «отдувается» внутрь рабочего пространства печи, препятствуя, таким образом, сливу шлака и замешиванию его с металлом на выпуске его из печи (1). Результаты моделирования на лабораторной установке предлагаемого способа по схеме фиг.1 подтверждает возможность реализации данного изобретения в условиях производства. Эффективность предлагаемого способа газоструйной отсечки шлака при выпуске металла на дуговой или другой плавильной печи также подтверждается результатами эксплуатации (Черные металлы. №4. 23.02.1981 г., М: «Металлургия», с.8-18; Вести ВУЗ «Черноземья», 2 (20), 2010 г., с.81-86; Современная металлургия начала нового тысячелетия: Сб. научн. труд. Часть 2. Липецк, ЛГТУ, 2008. - с.241) подобных устройств и способов в производственных условиях.
Примером работы дуговой печи (фиг.1 поз.1) с применением предлагаемого газоструйного способа отсечки шлака при выпуске металла из агрегата могут служить результаты экспериментального исследования (Металлургическая и горнорудная промышленность. - 2006. - №7. - с.208-211) и опыт работы устройств (UK 200807495, опубл. 27.10.2008; Вести ВУЗ «Черноземья», №2 (20), 2010 г., с.81-86) в производственных условиях.
Использование предлагаемого устройства на дуговой печи обеспечивает по сравнению с существующим изобретением следующие преимущества:
- более точное управление процессами отсечки шлака от металла газоструйным потоком при входе металла на сливной желоб из дуговой печи;
- достижение меньшего контакта шлака с металлом при выпуске плавки в ковш;
- осуществление газоструйной защиты поверхности металла после отсечки шлака от металла.
Это и другие факторы позволяют достигнуть высоких технико-экономических показателей работы агрегата.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ГАЗОСТРУЙНОЙ ОТСЕЧКИ ШЛАКА ПРИ ВЫПУСКЕ МЕТАЛЛА ИЗ ДУГОВОЙ ПЕЧИ | 2014 |
|
RU2561633C1 |
| ДУГОВАЯ СТАЛЕПЛАВИЛЬНАЯ ПЕЧЬ С ИСПОЛЬЗОВАНИЕМ ГАЗОДИНАМИЧЕСКОЙ ОТСЕЧКИ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ПЛАВКИ | 2014 |
|
RU2561628C1 |
| СПОСОБ ГАЗОДИНАМИЧЕСКОЙ ОТСЕЧКИ ШЛАКА ОТ МЕТАЛЛА ПРИ ВЫПУСКЕ ПЛАВКИ ИЗ ДУГОВОЙ СТАЛЕПЛАВИЛЬНОЙ ПЕЧИ | 2014 |
|
RU2559389C1 |
| Способ выплавки стали в агрегате печь-ковш | 2016 |
|
RU2649476C2 |
| СПОСОБ ВЫПЛАВКИ СТАЛИ | 2006 |
|
RU2333255C1 |
| СПОСОБ ПРОИЗВОДСТВА РЕЛЬСОВОЙ СТАЛИ | 2009 |
|
RU2415180C1 |
| СПОСОБ ПРОИЗВОДСТВА СТАЛИ ДЛЯ ТРУБНОЙ ЗАГОТОВКИ | 2005 |
|
RU2284359C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2006 |
|
RU2315115C1 |
| СПОСОБ ВЫПЛАВКИ РЕЛЬСОВОЙ СТАЛИ | 2006 |
|
RU2325447C1 |
| СПОСОБ ВЫПЛАВКИ И ВАКУУМИРОВАНИЯ РЕЛЬСОВОЙ СТАЛИ | 2008 |
|
RU2394918C2 |
Изобретение относится к области металлургии и может быть использовано для газоструйной отсечки шлака при выпуске металла через выпускное отверстие летки агрегата. Осуществляют предварительную отсечку шлака внутри рабочего пространства печи путем подачи потока инертного газа на поверхность контакта металла со шлаком и выпуск жидкого металла, при этом по разнице температур металла и шлака, измеряемых посредством радиационного пирометра, определяют окончание выпуска жидкого металла через выпускное отверстие летки и начало поступления шлака в летку. Изобретение позволяет повысить точность управления процессом отсечки шлака от металла на выходе из печи и создать условия по защите очищенной от шлака поверхности жидкого металла от воздействия окислительной атмосферы в рабочем пространстве печи. 2 з.п. ф-лы, 1 ил.
1. Способ газоструйной отсечки шлака при выпуске жидкого металла через выпускное отверстие летки дуговой плавильной печи, включающий подачу потока инертного газа через выпускное отверстие летки с помощью подвижной фурмы, отличающийся тем, что осуществляют предварительную отсечку шлака внутри рабочего пространства печи путем подачи потока инертного газа на поверхность контакта металла со шлаком и выпуск жидкого металла, при этом по разнице температур металла и шлака, измеряемых посредством радиационного пирометра, определяют окончание выпуска жидкого металла через выпускное отверстие летки и начало поступления шлака в летку.
2. Способ по п.1, отличающийся тем, что путем подачи потока инертного газа создают условия по защите очищенной от шлака поверхности жидкого металла от воздействия окислительной атмосферы в рабочем пространстве печи.
3. Способ по п.1, отличающийся тем, что осуществляют регулирование потока инертного газа в летке на выходе металла из печи.
| Устройство для электрического автоматического управления регулируемым шунтовым двигателем постоянного тока, предназначенным для работы на двух напряжениях | 1930 |
|
SU36514A1 |
| Способ получения половых плиток | 1949 |
|
SU81202A1 |
| Способ газодинамического отделения шлака от жидкого металла | 1989 |
|
SU1786096A1 |
| Способ отсечки шлака в кислородном конвертере | 1990 |
|
SU1770713A1 |
| DE 4032667 A, 25.04.1991 | |||
| US 4995594 A, 26.02.1991 | |||

