Предпосылки создания изобретения
Область техники, к которой относится изобретение
Настоящее изобретение относится к системе и способу изготовления изделия с начинкой.
Описание уровня техники
Экструдированные изделия с различными формами профиля обычно изготавливают путем экструзии через, например, широкие выходные части канала, чтобы получить экструдат в виде листа или, в качестве другого примера, через кольцевую выходную часть канала, чтобы получить экструдат в виде рукава. Используемый в описании термин канал означает трубчатый элемент или проход в экструзионной матрице, по которому может протекать продукт и который сообщается с соответствующим отверстием. Радиальные экструзионные матрицы с множеством выходных частей канала широко применяются для изготовления непосредственно формируемых воздушных изделий в промышленных масштабах. После экструзии изделие часто разрезают с помощью вращающегося режущего инструмента. Режущий инструмент часто вращается с высокой скоростью.
Желательно, чтобы экструдированное изделие имело начинку. Начинка способна придавать экструдированному изделию новый аромат, текстуру и т.д. Известно, что изготовление экструдированного изделия с начинкой является сложным, поскольку режущий инструмент часто прорезает начинку, в результате чего она прорывается или протекает из экструдированного изделия. Соответственно, желательно создать систему и способ изготовления экструдированного изделия с начинкой, которая не прорывается и не протекает.
Краткое описание чертежей
В прилагаемой формуле изобретения содержатся элементы новизны, считающиеся отличительными признаками изобретения. Вместе с тем, само изобретение, а также предпочтительный вариант его осуществления, его дополнительные задачи и преимущества будут лучше всего поняты из следующего далее подробного описания пояснительных вариантов осуществления при их рассмотрении в сочетании с сопровождающими чертежами, на которых:
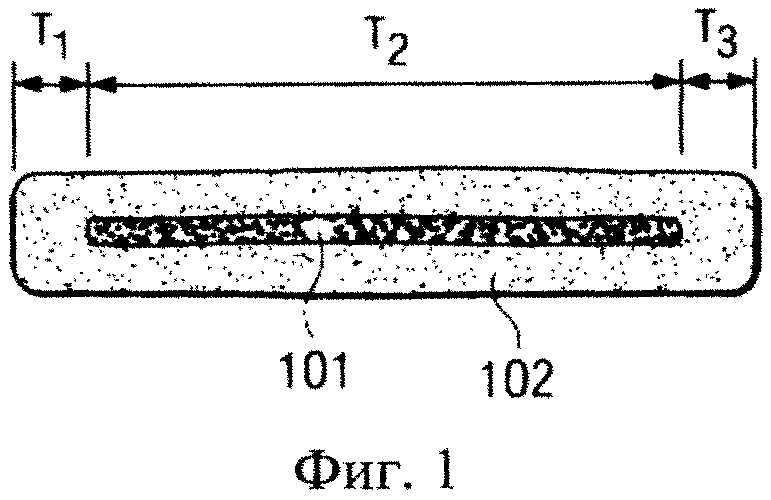
на фиг.1 показан вид в поперечном разрезе воздушного изделия 100 согласно одному из вариантов осуществления,
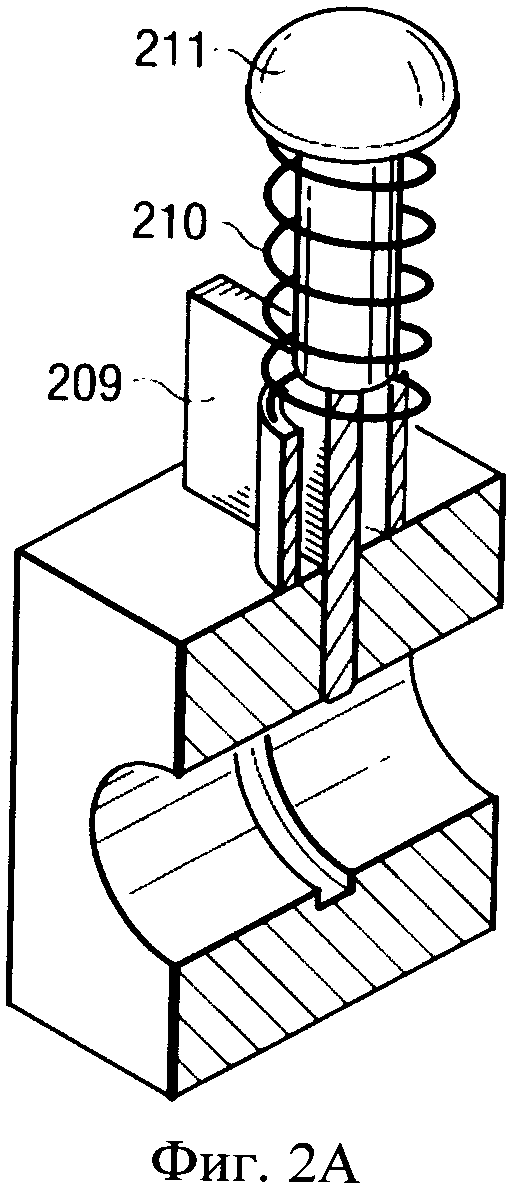
на фиг.2А показан перспективный вид в поперечном разрезе регулятора потока согласно одному из вариантов осуществления, у которого открыт клапан,
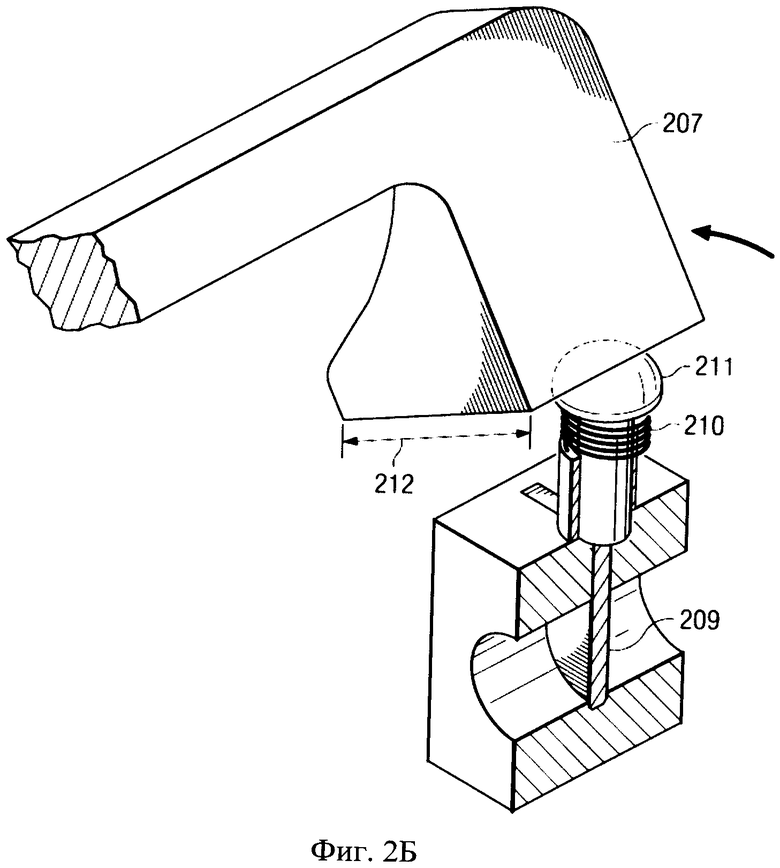
на фиг.2Б показан перспективный вид в поперечном разрезе регулятора потока согласно одному из вариантов осуществления, у которого закрыт клапан,
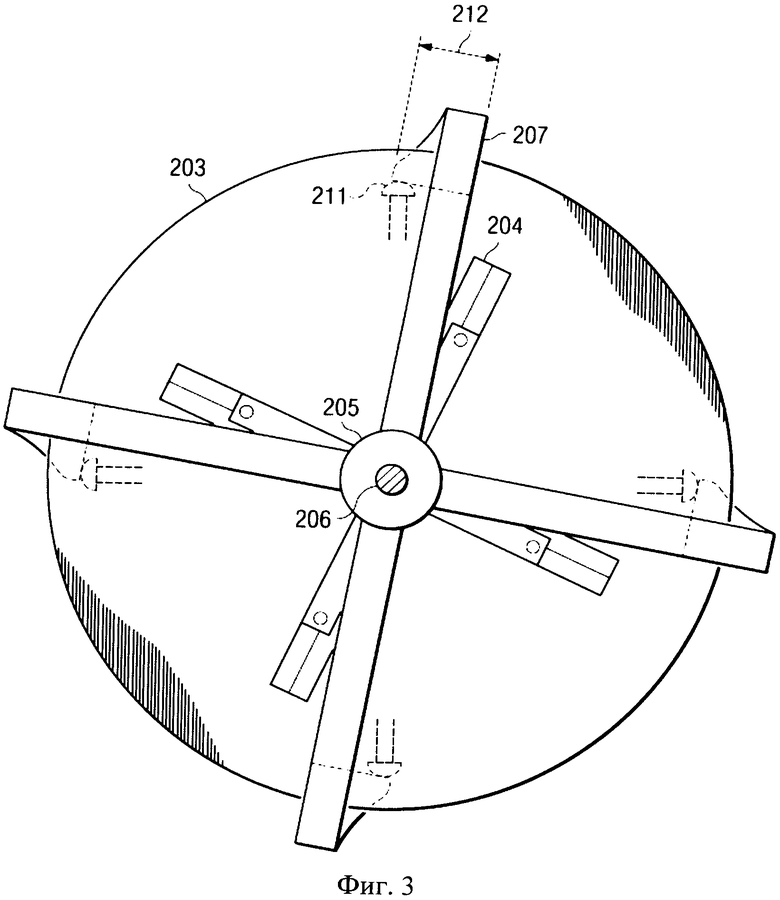
на фиг.3 показан вид спереди рабочая поверхность матрицы согласно одному из вариантов осуществления,
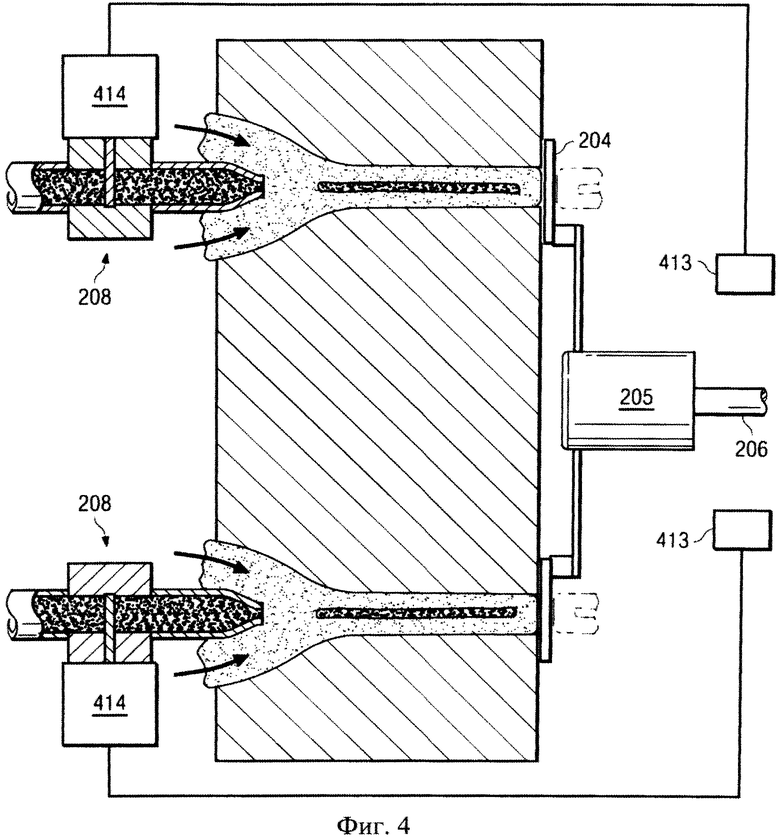
на фиг.4 показан боковой вид в поперечном разрезе боковой вид в поперечном разрезе системы согласно одному из вариантов осуществления, содержащей датчик,
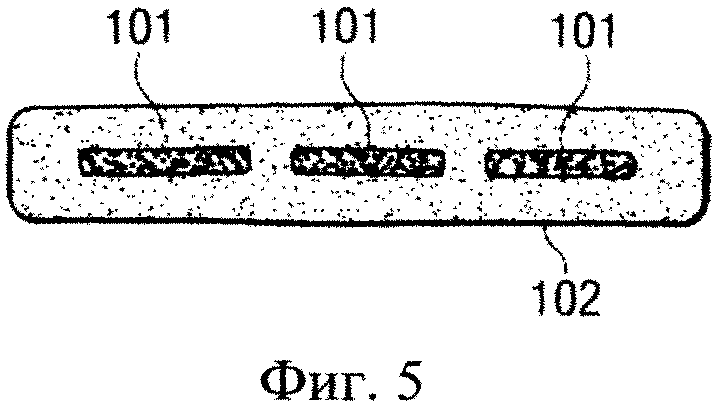
на фиг.5 показан вид в поперечном разрезе воздушного изделия с множеством центральных слоев согласно одному из вариантов осуществления,
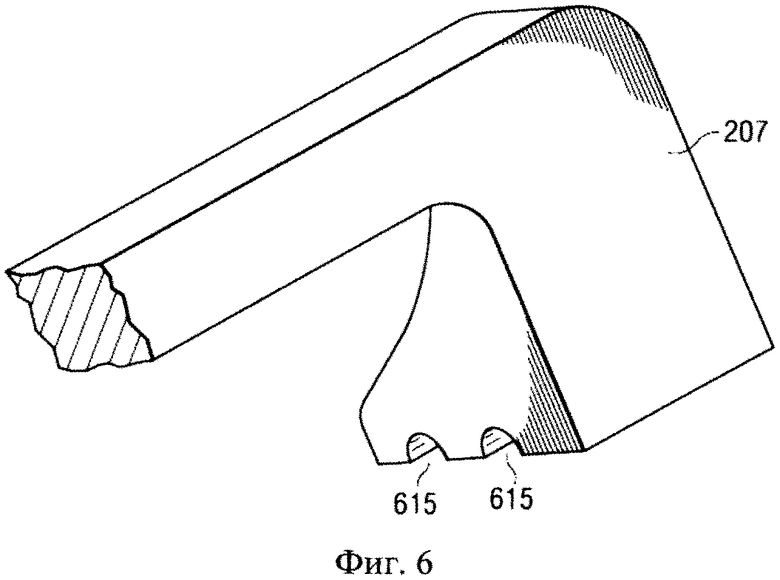
на фиг.6 показан перспективный вид толкатель штока с рукоятками управления согласно одному из вариантов осуществления.
Подробное описание
Далее со ссылкой на чертежи описано несколько вариантов осуществления изобретения. Если не указано иное, сходные элементы обозначены одинаковыми позициями на всех чертежах. Наглядно раскрытое изобретение может быть реализовано без любого элемента, который конкретно не раскрыт в изобретении.
Используемый в описании термин совместная экструзия означает процесс изготовления изделия с начинкой. Изделием с начинкой является изделие, центр которого представляет собой первый пищевой продукт, а внешний слой которого представляет собой второй пищевой продукт, при этом по меньшей мере один из продуктов является экструдированным. Используемый в описании термин "центр" означает не точный центр изделия, а внутренний слой, окруженный внешним слоем. Согласно одному из вариантов осуществления изделие с начинкой имеет два или более центральных слоев и один внешний слой.
Согласно одному из вариантов осуществления при осуществлении совместной экструзии два продукта поступают из двух независимых источников. Например, согласно одному из вариантов осуществления внешним слоем является непосредственно формируемый воздушный экструдат. Непосредственно формируемым воздушным изделием является изделие, которое становится воздушным немедленно или вскоре после экструзии вследствие условий в экструдере и свойств продукта.
Воздушным изделием является изделие на выходе из матрицы. Согласно одному из вариантов осуществления воздушное изделие немедленно становится воздушным, а в других вариантах осуществления воздушное изделие не становится воздушным немедленно. Согласно одному из вариантов осуществления внешний слой содержит экструдированный пищевой продукт. Согласно одному из вариантов осуществления экструдат формируют вокруг матрицы с получением полого изделия, которое может быть заполнено другим пищевым продуктом. Центральный слой может быть экструдирован с помощью второго экструдера или сформирован просто путем наполнения. Следует отметить, что также может быть изготовлено изделие с начинкой, у которого находящийся внутри продукт экструдирован с нагревом, а продукт снаружи - нет. Соответственно, согласно одному из вариантов осуществления в изделии с начинкой центральный слой, внешний слой или оба слоя могут представлять собой экструдированный с нагревом пищевой продукт. Используемый в описании термин экструдированный с нагревом означает, что продукт экструдирован при температурах, достаточных для образования существенного давления водяного пара, в результате чего происходит экструзия продукта.
На фиг.1 показан вид в поперечном разрезе воздушного изделия 100 согласно одному из вариантов осуществления. Воздушное изделие 100 имеет центральный слой 101 и внешний слой 102. внешний слой 102 может содержать разнообразные материалы. Согласно одному из вариантов осуществления внешний слой 102 содержит экструдируемый материал. Согласно одному из вариантов осуществления слой 102 содержит зерна злаков, бобовые, порошковый белок животного или растительного происхождения, порошковые плоды и овощи и сочетания перечисленного. Согласно одному из вариантов осуществления внешний слой 102 содержит крахмал.
Как указано выше, центральный слой 101 может быть экструдирован или сформирован просто путем наполнения. Центральный слой 101 может содержать практически любую начинку, включая без ограничения желе, соус, крем, сласти, приправы, сливочный сыр, пастообразный сыр, шоколад, арахисовое масло, масла с вкусовым наполнителем, ароматизированную воду, пасты из масла, специи, порошковый белок, порошковый сыр и сочетания перечисленного. Согласно одному из вариантов осуществления центральный слой имеет вязкость при комнатной температуре 1-250000 сантипуаз. Согласно одному из вариантов осуществления центральный слой 101 представляет собой текучую среду. Согласно одному из вариантов осуществления центральный слой 101 полностью окружен внешним слоем 102. Согласно одному из вариантов осуществления окруженный центральный слой 101 не может протекать из неповрежденного воздушного изделия 100.
Справа от воздушного изделия находится первая часть ТЗ без начинки. Эта часть ограничена правым концом воздушного изделия ТЗВ и правым концом ТЗА центрального слоя 101. В этой части находится только один слой материала. Иными словами, в ней отсутствует центральный слой 101. Согласно одному из вариантов осуществления первая часть ТЗ без начинки имеет длину от 0,25 до около 6 дюймов. В других вариантах осуществления первая часть ТЗ без начинки имеет длину от 0,25 до около 1 дюйма. Видно, что, если воздушное изделие ТЗВ разрезают с его правового конца, лезвие будет проходить только через внешний слой 102, не прорезая центральный слой 101.
Средняя часть Т2 воздушного изделия является частью, которая содержит по меньшей мере два слоя. Как показано, средняя часть Т2 содержит центральный слой 101 и внешний слой 102. В других вариантах осуществления средняя часть Т2 содержит несколько центральных слоев 101. Согласно одному из вариантов осуществления средняя часть Т2 содержит первый центральный слой, второй центральный слой и внешний слой. Согласно одному из вариантов осуществления средняя часть Т2 имеет длину от около 0,25 до около 3 дюймов.
Левая часть воздушного изделия является второй частью Т1 без начинки. Она аналогична первой части ТЗ без начинки. Эта часть ограничена левым концом воздушного изделия Т1 В и левым концом Т1А центрального слоя 101. В этой части находится только один слой материала. Согласно одному из вариантов осуществления вторая часть Т1 без начинки имеет длину от 0,25 до около 2 дюймов. Согласно одному из вариантов осуществления длина второй части Т1 без начинки приблизительно равна длине первой части ТЗ без начинки.
Согласно одному из вариантов осуществления при изготовлении воздушного изделия сначала подают только внешний слой 102. Он образует первую часть ТЗ без начинки воздушного изделия. Затем в среднюю часть Т2 подают центральный слой 101. Далее прекращают подавать центральный слой 101, и подают только внешний слой 102, который образует вторую часть Т1 без начинки воздушного изделия. Как будет описано, резку воздушного изделия синхронизируют с заливкой центрального слоя 101, чтобы гарантировать отсутствие центрального слоя 101 в месте разрезов. Соответственно, когда воздушное изделие 100 разрезают, режущее устройство должно проходить только через один слой. Иными словами, когда воздушное изделие 100 разрезают, центральный слой 101 не изменяется. В результате, не образуется открытый конец, из которого может вытекать центральный слой 101.
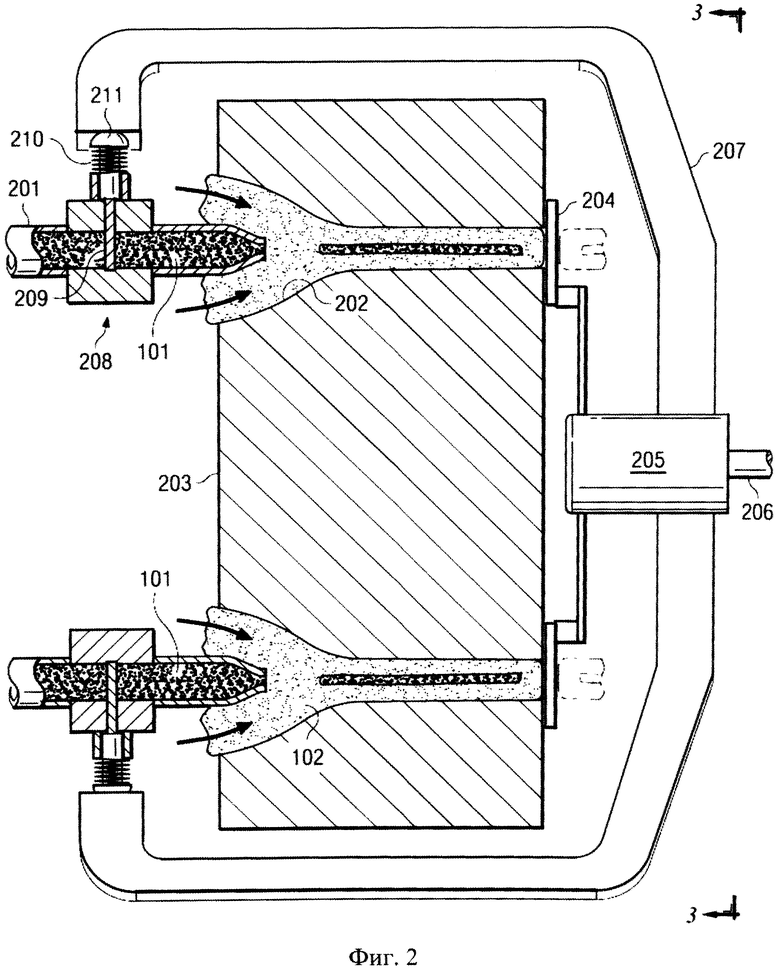
На фиг.2 показан боковой вид в поперечном разрезе системы согласно одному из вариантов осуществления. Как показано, система содержит держатель 205 режущего инструмента, который соединен по меньшей мере с одним режущим инструментом 204. Согласно одному из вариантов осуществления предусмотрен один режущий инструмент 204, а в других вариантах осуществления предусмотрено несколько режущих инструментов 204. Согласно одному из вариантов осуществления предусмотрено четыре режущих инструмента 204, равномерно распределенных по окружности держателя 205 режущего инструмента. В других вариантах осуществления используется один, два, три, четыре или более режущих инструмента 204. Режущие инструменты 204 могут представлять собой прямые или изогнутые режущие инструменты. Согласно одному из вариантов осуществления держатель 205 режущего инструмента вращается посредством вала 206. Вал 206 способен вращаться практически с любой скоростью, но согласно одному из вариантов осуществления вал 206 вращается со скоростью от около 250 до около 8000 об/мин.
Как показано, режущие инструменты 204 расположены с выходной стороны рабочей поверхности 203 матрицы. Соответственно, когда изделие выходит со стороны рабочей поверхности 203 матрицы, режущий инструмент 204 разрезает его. Как поймут специалисты в данной области техники, расстояние между режущим инструментом 204 и рабочей поверхностью 203 матрицы зависит от множества факторов, включая скорость выхода изделия, желаемую длину готового изделия, скорость вращения режущего инструмента 204, расстояние между режущими инструментами 204 и т.п. Согласно одному из вариантов осуществления режущие инструменты 204 расположены после матрицы на расстоянии от около 0,25 мм до около 2 мм от ее рабочей поверхности 203. В другом варианте осуществления режущие инструменты 204 расположены вплотную к рабочей поверхности 203 матрицы. Используемые в описании термины "после" и "до" означают относительное положение объекта или события процесса. При продвижении процесса слева направо крайнее левое действие или объект находится в положении "до", а объекты, движущиеся вправо, находятся в положении "после". Соответственно, режущий инструмент 204 находится после рабочей поверхности 203 матрицы.
Рабочая поверхность 203 матрицы может представлять собой любую рабочую поверхность, известную из техники. Рабочая поверхность 203 матрицы может содержать один канал или множество каналов. Согласно одному из вариантов осуществления рабочая поверхность 203 матрицы содержит множество каналов, выходные концы которых проходят в радиальном направлении по окружности рабочей поверхности 203 матрицы. Используемый в описании термин канал означает трубчатый элемент или проход в экструзионной матрице, по которому может протекать продукт и который сообщается с соответствующим отверстием. Отверстия расположены на рабочей поверхности 203 матрицы, а продукт выходит из рабочей поверхность 203 матрицы через отверстия. При использовании широких отверстий получают экструдат в виде листа, а при использовании кольцевого отверстия получают экструдат в виде рукава.
Рабочая поверхность 203 матрицы содержит центральный питающий канал 201, по которому может протекать центральный слой 101, и внешний питающий канал 202, по которому может протекать внешний слой 102. Центральный слой 101 подается через центральный питающий канал 201. Как показано, центральный питающий канал 201 заканчивается внутри рабочей поверхности матрицы. Центральный слой 101 вводится во внешний слой 102 до выхода слоев на рабочую поверхность 203 матрицы. В другом варианте осуществления центральный питающий канал 201 выходит на рабочую поверхность 203 матрицы и сообщается с отверстием. В таком варианте осуществления центральный слой 101 смешивается с внешним слоем 102 только после выхода на рабочую поверхность матрицы. Соответственно, центральный слой 101 выходит через свое отверстие, а внешний слой 102 выходит через свое отверстие. Согласно одному из вариантов осуществления рабочая поверхность 203 матрицы содержит два концентрических отверстия, при этом центральное отверстие сообщается с центральным питающим каналом 201, а внешнее отверстие сообщается с внешним питающим каналом 202. Специалисты в данной области техники поймут, насколько далеко должен проходить центральный канал 201 в конкретном варианте осуществления.
Внешний канал 202 сообщается с источником подачи внешнего слоя (не показанным). Согласно одному из вариантов осуществления источник подачи внешнего слоя представляет собой экструдер. Согласно одному из вариантов осуществления источник подачи внешнего слоя представляет собой двухголовочный экструдер.
Согласно одному из вариантов осуществления центральный канал 201 сообщается с источником подачи центрального слоя (не показанным). Источником подачи может являться линия подачи, бункер или другое накопительное устройство или другие известные из техники источники подачи. С центральным каналом 201 связан регулятор 208 потока. Регулятор 208 потока регулирует поток центрального слоя 101. Регулятором 208 потока может являться устройство любого типа, регулирующее поток течей среды, включая без ограничения клапан или насос. Согласно одному из вариантов осуществления регулятором 208 потока является запорный клапан. Согласно одному из вариантов осуществления регулятор 208 потока имеет по меньшей мере два положения регулирования потока. Согласно одному из вариантов осуществления регулятор 208 потока имеет открытое положение, в котором происходит подача потока, и закрытое положение, в котором блокируется подача потока. Согласно одному из вариантов осуществления регулятор 208 потока имеет положение включения и выключения. Согласно одному из вариантов осуществления с использованием насоса в качестве регулятора 208 потока открытым положением является положение, в котором насос включен и нагнетает текучую среду, а закрытым положением является положение, в котором насос выключен и не нагнетает текучую среду.
Как показано, регулятор 208 потока представляет собой нормально открытый клапан. Соответственно, при отсутствии какого-либо усилия регулятор 208 потока будет оставаться в открытом положении. В других вариантах осуществления регулятор 208 потока представляет собой нормально закрытый клапан.
Нормально открытый регулятор 208 потока содержит пружину 210, которая толкает головку 211 штока и затвор 209 вверх. Когда на головку 211 штока нажимают, преодолевая направленное вверх усилие пружины 210, затвор 209 опускается и клапан закрывается. Несмотря на то, что в описании проиллюстрирована пружина и запорный клапан, изобретение не ограничено ими. Также могут применяться другие направленные вверх или вниз усилия, включая пневматические или гидравлические усилия.
С держателем 205 соединен толкатель 207 штока. Толкатель 207 штока может иметь разнообразные формы. Как показано, толкатель 207 штока способен вращаться вокруг рабочей поверхности 203 матрицы и соединяться с регулятором 208 потока. Поскольку толкатель 207 штока соединен с держателем 205, когда вал 206 вращает держатель 205, толкатель 207 штока также вращается. Как показано, толкатель 207 штока вращается вокруг рабочей поверхности 203 матрицы и периодически блокирует регулятор 208 потока. Когда толкатель 207 штока блокирует регулятор 208 потока, поток центрального слоя 101 мгновенно прекращается. Соответственно, при блокировании толкателем 207 штока регулятора 208 потока задается положение регулятора 208 потока.
Как показано, толкатель 207 штока механически соединен с режущим инструментом 204. Соответственно, при вращении режущего инструмента 204 также вращается толкатель 207 штока. Толкатель 207 штока, который соединен с режущим инструментом 204, периодически механически соединяется с регулятором 208 потока. За счет периодического соединения с регулятором 208 потока толкатель 207 штока задает положение регулятора потока и регулирует поток текучей среды. Работа регулятора потока синхронизирована за счет механического соединения с толкателем 207 штока и регулятором потока. Соответственно, согласно одному из вариантов осуществления положение регулятора потока определяется местоположением режущего инструмента 204. Как будет описано, в других вариантах осуществления режущий инструмент 204 механически не соединен с регулятором потока.
Следует отметить, что, хотя положение регулятора потока определяется местоположением режущего инструмента 204, конкретное положение регулятора потока может различаться в различных вариантах осуществления. Например, согласно одному из вариантов осуществления, в котором режущий инструмент разрезает воздушное изделие там, где не разрезан центральный слой, регулятор 208 потока находится в открытом положении. В другом варианте осуществления, в котором режущий инструмент 204 разрезает воздушное изделие там, где не разрезан центральный слой 101, регулятор 208 потока находится в закрытом положении. Специалисты в данной области техники поймут, что конкретное положение регулятора 208 потока относительно режущего инструмента 204 зависит от разнообразных факторов, включая расстояние между регулятором 208 потока и режущим инструментом 204, время нахождения в матрице и т.д. Согласно одному из вариантов осуществления с учетом различных факторов необходимое положение регулятора 208 потока определяется местоположением режущего инструмента 204, чтобы гарантировать, что режущий инструмент 204 разрежет воздушное изделие там, где не разрезан центральный слой 101.
На фиг.2А показан перспективный вид в поперечном разрезе регулятора потока согласно одному из вариантов осуществления, у которого открыт клапан. Как показано, регулятором 208 потока является клапан, имеющий головку 211 штока, затвор 209 и пружину 210. Как было описано, пружина 210 давит на головку 211 штока, удерживая регулятор 208 потока в открытом положении. Видно, что центральный слой 101 способен протекать через регулятор 208 потока, поскольку затвор 209 не ограничивает его поток. На фиг.2Б показан перспективный вид в поперечном разрезе регулятора потока согласно одному из вариантов осуществления, у которого закрыт клапан. Как показано, толкатель 207 штока повернут, блокируя регулятор 208 потока. Толкатель 207 штока блокирует головку 211 штока и давит на затвор 209 вниз. В результате регулятор 208 потока закрывается и мгновенно прекращает поток центрального слоя 101. Согласно одному из вариантов осуществления головка 211 штока представляет собой закругленную головку, обеспечивающую более плавный контакт толкателя 207 штока с головкой 211 штока. Согласно одному из вариантов осуществления поверхность толкателя 207 штока, контактирующая с головкой 211 штока, имеет наклон или скос, обеспечивающий более плавный контакт с головкой 211 штока.
Как показано, толкатель 207 штока имеет толщину 212. Согласно одному из вариантов осуществления толщина 212 толкателя 207 штока пропорциональна количеству времени, в течение которого регулятор 208 потока находится в закрытом положении. При вращении толкатель 207 штока перемещается справа налево. Соответственно, если толщина 212 толкателя 207 штока увеличивается, также увеличивается количество времени, в течение которого регулятор находится в закрытом положении. Согласно одному из вариантов осуществления толщина 212 толкателя 207 штока пропорциональна длине первой части Т1 и второй части Т2 без начинки воздушного изделия. Согласно одному из вариантов осуществления каждый толкатель 207 штока имеет одинаковую толщину. Согласно одному из вариантов осуществления, когда каждый толкатель 207 штока имеет одинаковую толщину, первая часть Т1 и вторая часть Т2 без начинки воздушного изделия имеют одинаковую длину. В других вариантах осуществления по меньшей мере один толкатель 207 штока имеет отличающуюся толщину. Согласно одному из вариантов осуществления толкатели 207 штоков имеют одинаковую толщину через один. В таком варианте осуществления первый толкатель 207 штока имеет первую толщину, второй толкатель 207 штока имеет вторую толщину, третий толкатель 207 штока имеет первую толщину, и четвертый толкатель 207 штока имеет вторую толщину. В таком варианте осуществления длина первой части ТЗ без начинки может отличаться от длины второй части Т1 без начинки.
На фиг.3 показан вид спереди рабочей поверхности матрицы согласно одному из вариантов осуществления. Как показано, режущий инструмент 204 и толкатель 207 штока соединены с держателем 205. Держатель 205 вращается по часовой стрелке. Согласно одному из вариантов осуществления толкатель 207 штока незначительно смещен от режущего инструмента 204. Согласно одному из вариантов осуществления смещение составляет от около 0,5 градуса до около 45 градусов. В другом варианте осуществления смещение составляет от около 1 градуса до около 30 градусов. При вращении держателя 205 толкатель 207 штока входит в контакт с регулятором 208 потока до того, как режущий инструмент 204 разрежет воздушное изделие. Соответственно, к тому моменту, когда режущий инструмент 204 разрежет воздушное изделие, поток центрального слоя 101 уже будет мгновенно прекращен. Соответственно, часть воздушного изделия, разрезаемая режущим инструментом 204, не будет содержать центральный слой 101. По существу, когда режущий инструмент 204 разрезает воздушное изделие, режущий инструмент 204 прорежет только один слой и не прорежет центральный слой 101.
Согласно одному из вариантов осуществления толкатель 207 штока и режущий инструмент 204 перекрывают друг друга. В других вариантах осуществления толкатель 207 штока и режущий инструмент 204 не перекрывают друг друга. Специалисты в данной области техники поймут, что перекрывание друг друга толкателем 207 штока и режущим инструментом 204 зависит от множества факторов, включая толщину 212 толкателя штока, скорости вращения, желаемого изделия и т.д.
Хотя в одном из вариантов осуществления описано, что клапан механически соединен с толкателем штока, в других вариантах осуществления не требуется механического соединения. На фиг.4 показан боковой вид в поперечном разрезе системы согласно одному из вариантов осуществления, содержащей датчик. Как показано, система содержит датчики 413. Согласно одному из вариантов осуществления используется множество датчиков 413, а в другом варианте осуществления используется один датчик 413. Датчиком 413 может являться любой известный из техники датчик. Согласно одному из вариантов осуществления датчик определяет местоположение режущего инструмента 204. Датчик 413 сообщается с регулятором 208 потока и передает эту информацию регулятору 208 потока, который действует, как описано ранее. Согласно одному из вариантов осуществления регулятор 208 потока действует таким образом, чтобы части воздушного изделия, разрезаемые режущим инструментом 204, не содержали центральный слой 101. Согласно одному из вариантов осуществления датчик 413 определяет местоположение вала 206. Поскольку в таком варианте осуществления режущий инструмент 204 находится в фиксированном положении относительно положения вала 206, путем определения местоположения вала 206 также можно определять местоположение режущего инструмента 204. Согласно одному из вариантов осуществления датчик 413 определяет местоположение неподвижной точки на вращающемся вале 206. В другом варианте осуществления датчик 413 определяет местоположение режущего инструмента 204. В другом варианте осуществления датчик 413 определяет местоположение держателя 205. Специалистам в данной области техники известны различные устройства и способы, используемые для определения местоположения режущего инструмента 204.
После того как определено местоположение режущего инструмента, эта информация посредством приемника 414 передается регулятору 208 потока. Приемником 414 может являться любое известное из техники устройство для приема сигнала датчика 413. Согласно одному из вариантов осуществления приемник 414 принимает радиосигнал датчика 413, а в других вариантах осуществления приемник 414 соединен с датчиком 413 проводом.
Как описано ранее, регулятором 208 потока может являться практически любое устройство для регулирования потока текучей среды. Был рассмотрен один вариант осуществления, в котором регулятором 208 потока является клапан. В таком варианте осуществления с целью регулирования потока манипулируют клапаном. Клапаном может являться клапан практически любого типа. Согласно одному из вариантов осуществления клапаном управляют посредством серводвигателя. Согласно одному из вариантов осуществления серводвигатель совершает колебательное движение, открывая и перекрывая поток через клапан. Согласно одному из вариантов осуществления клапан управляется электромеханическим способом, при этом клапан синхронизирован с режущим инструментом. В других вариантах осуществления клапан управляется электромагнитным способом, при этом магниты используются для синхронизации работы клапана с режущими инструментами. Согласно одному из вариантов осуществления клапан действует в режиме пульсации, открывая и перекрывая поток таким образом, чтобы синхронизировать его с местоположением режущего инструмента. Хотя был рассмотрен регулятор 208 потока, представляющий собой клапан, изобретение не ограничено им. Как было описано, согласно одному из вариантов осуществления регулятором 208 потока является насос. В таком варианте осуществления насос может подсоединяться с целью подачи потока центрального слоя, а затем отсоединяться с целью прекращения потока. Согласно одному из вариантов осуществления насос включают и выключают, чтобы подсоединит и отсоединить. В другом варианте осуществления насос не останавливают, но периодически регулируют давление периодически, чтобы подачи и прерывания потока. В другом варианте осуществления управляют работой насоса с целью обеспечения желаемого потока. Регулятор 208 потока может управляться известными из техники способами. Согласно одному из вариантов осуществления регулятором 208 потока управляют пневматическим способом, а в других вариантах осуществления им управляют гидравлическим способом.
После того как была описана система, будет описан способ резки изделия с начинкой. Сначала в матрицу подают внешний слой 102. Аналогичным образом подают в матрицу центральный слой 101. Как описано ранее, оба или один из этих слоев может быть экструдирован. Соединяют центральный слой 101 и внешний слой 102. Как описано ранее, центральный слой 101 и внешний слой 102 могу быть соединены внутри матрицы или после выхода из матрицы 203. После выхода из матрицы 203 формируется воздушное изделие. Как подробнее описано далее, центральный слой 101 может содержать разнородные материалы. Соответственно, в матрицу может подаваться первый центральный слой и второй центральный слой.
Поток центрального слоя 101 прекращают с помощью регулятора 208 потока с использованием ранее описанных способов и систем. Как описано ранее, регулятор 208 потока имеет по меньшей мере два положения. Согласно одному из вариантов осуществления регулятор 208 потока имеет положение включения и положение выключения, а в других вариантах осуществления регулятор 208 потока имеет открытое положение и закрытое положение.
Согласно одному из вариантов осуществления при прекращении подачи центрального слоя 101 синхронизируют регулятор 208 потока с местоположением по меньшей мере одного режущего инструмента 204. Эта синхронизация может осуществляться любым описанным способом, включая соединение регулятора 208 потока с толкателем 207 штока или использование датчика 213, который сообщается с регулятором 208 потока.
Согласно одному из вариантов осуществления после прекращения потока центрального слоя 101 разрезают воздушное изделие. Согласно одному из вариантов осуществления разрезают воздушное изделие вращающимся режущим инструментом 204, расположенным после рабочей поверхности 203 матрицы. Согласно одному из вариантов осуществления режущий инструмент 204 разрезает воздушное изделие там, где он не прорезает центральный слой 101.
Согласно одному из вариантов осуществления после прекращения потока центрального слоя 101, начинают подачу потока центрального слоя 101. Следует отметить, что в некоторых вариантах осуществления начинают подачу потока после того, как сделан разрез. В других вариантах осуществления воздушное изделие разрезают во время подачи потока центрального слоя 101. Поток центрального слоя 101 прекращают посредством регулятора 208 потока. Весь процесс повторяют с целью изготовления изделия с начинкой.
В другом варианте осуществления формируют изделие с начинкой, содержащее несколько центральных слоев 101. На фиг.5 показан вид в поперечном разрезе воздушного изделия, содержащего множество центральных слоев 101, согласно одному из вариантов осуществления. Как показано на фиг.5, формируют три различающихся последовательно расположенных центральных слоя 101. Может быть сформировано практически любое число центральных слоев 101. Согласно одному из вариантов осуществления последовательно формируют два или более центральных слоев 101.
Существуют разнообразные способы изготовления воздушного изделия с множеством последовательно расположенных центральных частей 101. Согласно одному из вариантов осуществления режущий инструмент 204 действует со скоростью, отличающейся от скорости толкателя 207 штока. Например, как показано на фиг.2, согласно одному из вариантов осуществления режущий инструмент 204 соединен с зубчатой передачей, которая по желанию ускоряет или замедляет вращение режущего инструмента 204. Согласно одному из вариантов осуществления для изготовления воздушного изделия, содержащего множество последовательно расположенных центральных частей 101, вращение режущего инструмента 204 замедляют с помощью зубчатой передачи до более низкой скорости, чем у толкателя 207 штока. В таком варианте осуществления толкатель 207 штока прекращает поток центрального слоя 101 с целью формирования различающихся центральных слоев 101. После того как толкатель 207 штока сформировал желаемое число центральных слоев 101, режущий инструмент 204 разрезает воздушное изделие. Специалистам в данной области техники известны различные способы изменения скорости вращения режущего инструмента 204 относительно толкателя 207 штока. Как описано, это может осуществляться с помощью зубатой передачи, шестерни, шкива и т.д. или с помощью системы управления. Например, согласно одному из вариантов осуществления режущий инструмент 204 и толкатель 207 штока соединены с различными электродвигателями. Частоты вращения электродвигателей толкателя 207 штока и режущего инструмента 204 могут регулироваться системой управления, как описано со ссылкой на фиг.4.
В другом варианте осуществления толкатель 207 штока имеет рукоятки управления. На фиг.6 показан перспективный вид толкателя 207 штока с рукоятками 615 управления согласно одному из вариантов осуществления. Рукояткой 615 управления является область толкатель 207 штока, которая манипулирует регулятором потока. Рукоятки управления могут представлять собой внутренние пустоты, такие как накладки, или наружные элементы, которые выходят за плоскость толкателя 207 штока. Согласно одному из вариантов осуществления рукоятка 615 управления представляет собой накладки. Как показано, толкатель 207 штока имеет две рукоятки 615 управления, представляющие собой накладки. Как видно, если в регуляторе потока, показанном на фиг.2Б, используется толкатель 207 штока, показанный на фиг.6, рукоятки управления позволяю мгновенно открывать клапан за счет обеспечения пространства для расширения головки 211 штока. Когда клапан мгновенно открывается, формируется центральный слой 101. Тем не менее, как отмечено выше, в других вариантах осуществления такие нормально закрытые клапаны не открываются до контакта с толкателем 207 штока. В другом варианте осуществления рукоятки 615 управления представляют собой наружные элементы, которые манипулируют регулятором потока.
Согласно одному из вариантов осуществления толкатель 207 штока окружает всю матрицу 203. В таком варианте осуществления местоположения рукояток 615 управления синхронизировано с местоположением режущего инструмента 204. Например, если бы толкатель штока, показанный на фиг.6, полностью окружал всю матрицу 203, регулятор потока закрывался при нахождении ниже плоской части толкателя 207 штока. Тем не менее, когда регулятор потока находится ниже рукоятки 615 управления толкателя 207 штока, регулятор потока находится в открытом положении. Работа режущего инструмента 204 может быть синхронизирована с местоположением рукояток 615 управления.
Согласно одному из вариантов осуществления каждый центральный слой 101 содержит одинаковый материал. В другом варианте осуществления по меньшей мере один центральный слой 101 содержит материал, который отличается от материала остальных центральных слоев 101. Например, левый центральный слой 101 может представлять собой начинку из сыра чеддер, а правый центральный слой 101 может представлять собой сырный порошок с чесноком. За счет этого потребитель может ощущать различные вкусы каждого центрального слоя 101. Это может осуществляться множеством рассмотренных выше способов. Согласно одному из вариантов осуществления в матрицу подают материалы из раздельных источников. Согласно одному из вариантов осуществления регулятор 208 потока обеспечивает подачу в матрицу материалов из различных источников, в результате чего формируются разнородные центральные слои 101. Например, два регулятора 208 потока могут находиться вблизи друг друга и управляться одним и тем же толкателем 207 штока. В таком варианте осуществления при вращении толкателя 207 штока он сначала входит в контакт с первым регулятором 208 потока первого центрального слоя. При продолжении вращения толкателя 207 штока он входит в контакт со вторым регулятором 208 потока второго центрального слоя. Согласно одному из вариантов осуществления первый и второй регуляторы потока соединены с одним и тем же каналом, и воздушное изделие содержит материал из потока, регулируемого каждым регулятором потока. Согласно одному из вариантов осуществления первый и второй регуляторы потока соединены с различными источниками центрального слоя. Как описано выше, первый регулятор потока может быть соединен с источником начинки из сыра чеддер, а второй регулятор потока может быть соединен с источником начинки из сырного порошка с чесноком. Специалистам в данной области техники известны различные способы регулирования потоков различных источников, подаваемых в матрицу.
Хотя изобретение конкретно проиллюстрировано и описано со ссылкой на предпочтительный вариант осуществления, специалисты в данной области техники смогут предложить различные изменения формы и подробностей, не выходящие за пределы существа и объема изобретения.
Дополнительное описание
В качестве дополнительного описания раскрытого изобретения предлагаются следующие пункты.
1. Система изготовления изделия с начинкой, содержащая:
рабочую поверхность матрицы с центральным каналом, по которому может протекать центральный слой, и внешним питающим каналом, по которому может протекать внешний слой,
по меньшей мере один режущий инструмент, расположенный после рабочей поверхности матрицы,
по меньшей мере один регулятор потока, соединенный с центральным каналом и имеющий по меньшей мере два положения,
при этом положение по меньшей мере одного регулятора потока определяется местоположением по меньшей мере одного режущего инструмента.
2. Система по любому предшествующему пункту, дополнительно содержащая датчик, который сообщается по меньшей мере с одним регулятором потока.
3. Система по любому предшествующему пункту, в которой датчик определяет местоположение по меньшей мере одного режущего инструмента.
4. Система по любому предшествующему пункту, в которой регулятором потока является клапан.
5. Система по любому предшествующему пункту, в которой регулятором потока является запорный клапан.
6. Система по любому предшествующему пункту, дополнительно содержащая по меньшей мере один толкатель штока, соединенный по меньшей мере с одним режущим инструментом.
7. Система по п.6, в которой по меньшей мере один толкатель штока смещен по меньшей мере от одного режущего инструмента.
8. Система по п.6, в которой по меньшей мере толкатель штока периодически блокирует по меньшей мере один регулятор потока.
9. Система по п.8. в которой по меньшей мере один толкатель штока периодически блокирует по меньшей мере один регулятор потока с целью прекращения потока центрального слоя.
10. Система по п.6, в которой по меньшей мере двумя положениями являются открытое положение и закрытое положение.
11. Система по п.10, в которой ширина толкателя штока пропорциональна времени нахождения клапана в закрытом положении.
12. Система по п.6, в которой по меньшей мере один толкатель штока имеет по меньшей мере одну рукоятку управления.
13. Система по любому предшествующему пункту, в которой по меньшей мере двумя положениями являются открытое положение и закрытое положение.
14. Система по любому предшествующему пункту, в которой по меньшей мере двумя положениями являются положение включения и положение выключения.
15. Система по любому предшествующему пункту, в которой с центральным каналом соединены по меньшей мере два регулятора потока.
16. Система по любому предшествующему пункту, содержащая меньшей мере два центральных канала.
17. Способ резки изделия с начинкой, в котором:
а) подают внешний слой в матрицу,
б) подают центральный слой в матрицу,
в) соединяют центральный и внешний слои и формируют воздушное изделие,
г) прекращают поток центрального слоя с помощью регулятора потока,
д) разрезают воздушное изделие режущим инструментом.
18. Способ по п.17, в котором на стадии прекращения потока синхронизируют регулятор потока с местоположением режущего инструмента.
19. Способ по п.18, в котором при синхронизации датчик сообщается с регулятором потока.
20. Способ по п.18, в котором при синхронизации механически соединяют регулятор потока с толкателем штока.
21. Способ по пп.17-20, в котором режущий инструмент механически соединен с толкателем штока, который периодически блокирует регулятор потока.
22. Способ по пп.17-21, в котором дополнительно:
е) начинают подачу потока центрального слоя с помощью регулятора потока,
ж) прекращают поток центрального слоя с помощью регулятора потока,
з) разрезают воздушное изделие режущим инструментом.
23. Способ по пп.17-22, в котором регулятор потока имеет по меньшей мере два положения и в котором на стадии прекращения потока устанавливают регулятор потока между по меньшей мере двумя положениями.
24. Способ по п.23, в котором на стадии прекращения потока устанавливают регулятор потока между положением включения и положением выключения.
25. Способ по п.23, в котором на стадии прекращения потока устанавливают регулятор потока между открытым положением и закрытым положением.
26. Способ по пп.17-25, в котором на стадии резки не прорезают центральный слой.
27. Способ по пп.17-26, в котором дополнительно:
е) начинают подачу потока центрального слоя с помощью регулятора потока,
ж) прекращают поток центрального слоя с помощью регулятора потока, при этом стадии е) и ж) осуществляют после стадии г) и до стадии д).
28. Способ по п.27, в котором на стадии г) прекращают поток центрального слоя с помощью первого регулятора потока, на стадии е) начинают подачу центрального слоя с помощью второго регулятора потока, и на стадии ж) прекращают поток центрального слоя с помощью второго регулятора потока.
29. Способ по п.28, в котором первый и второй регуляторы потока соединены с источниками различающихся центральных слоев.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2501645C2 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2507056C2 |
| УЗЕЛ И БЛОК ЗАДВИЖКИ | 2011 |
|
RU2576042C2 |
| АМОРТИЗАТОР ДЛЯ МЕБЕЛИ | 2007 |
|
RU2425941C2 |
| ШАРОШКА ДЛЯ БУРОВОЙ ГОЛОВКИ | 2016 |
|
RU2693793C2 |
| СЕГМЕНТ КОММУНИКАЦИОННОЙ СЕТИ НАЗЕМНОГО САМОХОДНОГО ТРАНСПОРТНОГО СРЕДСТВА И СООТВЕТСТВУЮЩЕЕ НАЗЕМНОЕ САМОХОДНОЕ ТРАНСПОРТНОЕ СРЕДСТВО | 2019 |
|
RU2763150C1 |
| УДАРНОЕ БУРОВОЕ ДОЛОТО С МНОЖЕСТВОМ НАБОРОВ ТОРЦЕВЫХ РЕЖУЩИХ ВСТАВОК | 2015 |
|
RU2671386C2 |
| УСТРОЙСТВО И СПОСОБ РЕГУЛИРОВАНИЯ РАСХОДА | 2016 |
|
RU2702933C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ КОЛЕНА, РЕЖУЩИЙ ИНСТРУМЕНТ И КОЛЕНО | 2013 |
|
RU2665665C2 |
| ИНЪЕКЦИОННОЕ УСТРОЙСТВО | 2008 |
|
RU2470678C2 |
В заявке описаны система и способ изготовления изделия с начинкой. Система изготовления изделия с начинкой содержит матрицу с центральным каналом и внешним питающим каналом, по меньшей мере, один регулятор потока, который соединен с центральным каналом и обеспечивает периодический поток в центральном канале, по меньшей мере, один режущий инструмент, перемещение которого синхронизировано с рабочим положением регулятора потока. Способ резки изделия с начинкой, в котором подают в матрицу внешний слой, периодически подают центральный слой в матрицу, соединяют центральный и внешний слои, разрезают выходящее изделие режущим инструментом. Использование данной группы изобретений позволяет разрезать изделия без повреждения центрального слоя с начинкой. 2 н. и 26 з.п. ф-лы, 8 ил.
1. Система изготовления изделия с начинкой, содержащая:
рабочую поверхность матрицы с центральным каналом, по которому может протекать центральный слой, и внешним питающим каналом, по которому может протекать внешний слой,
по меньшей мере, один регулятор потока, соединенный с центральным каналом и имеющий, по меньшей мере, два рабочих положения, обеспечивающих периодический поток в центральном канале, и
по меньшей мере, один режущий инструмент, расположенный после рабочей поверхности матрицы, при этом рабочее перемещение, по меньшей мере, одного режущего инструмента синхронизировано с рабочими положениями регулятора потока с целью резки экструдата и формирования воздушного изделия без резки участка экструдата, в которой содержится поток, периодически поступающий из центрального канала.
2. Система по п.1, дополнительно содержащая датчик, который сообщается, по меньшей мере, с одним регулятором потока.
3. Система по п.2, в которой датчик определяет местоположение, по меньшей мере, одного режущего инструмента.
4. Система по п.1, в которой регулятором потока является клапан.
5. Система по п.1, в которой регулятором потока является запорный клапан.
6. Система по п.1, дополнительно содержащая, по меньшей мере, один толкатель штока, соединенный по меньшей мере с одним режущим инструментом.
7. Система по п.6, в которой, по меньшей мере, один толкатель штока смещен, по меньшей мере, от одного режущего инструмента.
8. Система по п.6, в которой, по меньшей мере, толкатель штока периодически блокирует по меньшей мере один регулятор потока.
9. Система по п.8, в которой в процессе применения, по меньшей мере, один толкатель штока периодически блокирует, по меньшей мере, один регулятор потока с целью прекращения потока центрального слоя.
10. Система по п.6, в которой, по меньшей мере, двумя положениями являются открытое положение и закрытое положение.
11. Система по п.10, в которой ширина толкателя штока пропорциональна времени нахождения клапана в закрытом положении.
12. Система по п.6, в которой, по меньшей мере, один толкатель штока имеет, по меньшей мере, одну рукоятку управления.
13. Система по п.1, в которой, по меньшей мере, двумя положениями являются открытое положение и закрытое положение.
14. Система по п.1, в которой, по меньшей мере, двумя положениями являются положение включения и положение выключения.
15. Система по п.1, в которой с центральным каналом соединены, по меньшей мере, два регулятора потока.
16. Система по п.1, дополнительно содержащая, по меньшей мере, два центральных канала.
17. Способ резки изделия с начинкой, в котором:
а) подают внешний слой в матрицу,
б) периодически подают центральный слой в матрицу,
в) соединяют центральный и внешний слои и формируют воздушное изделие, имеющее после выхода из матрицы центральный слой, помещающийся внутри внутреннего слоя, и
г) разрезают выходящее воздушное изделие режущим инструментом, не прорезая центральный слой воздушного изделия.
18. Способ по п.17, в котором на стадии резки потока осуществляют синхронизацию стадии периодического направления с местоположением режущего инструмента.
19. Способ по п.18, в котором при синхронизации датчик сообщается с регулятором потока.
20. Способ по п.18, в котором при синхронизации механически соединяют регулятор потока с толкателем штока.
21. Способ по п.17, в котором режущий инструмент механически соединен с толкателем штока, который периодически блокирует регулятор потока.
22. Способ по п.17, в котором на стадии периодического направления:
начинают подачу потока центрального слоя с помощью регулятора потока, и
прекращают поток центрального слоя с помощью регулятора потока.
23. Способ по п.17, в котором на стадии периодического направления используют регулятор потока, имеющий, по меньшей мере, два положения.
24. Способ по п.23, в котором на стадии периодического направления устанавливают регулятор потока между положением включения и положением выключения.
25. Способ по п.23, в котором на стадии периодического направления устанавливают регулятор потока между открытым положением и закрытым положением синхронно со стадией резки.
26. Способ по п.17, дополнительно включающий повторение стадий (а)-(г).
27. Способ по п.17, в котором на стадии периодического направления открывают и закрывают первый регулятор потока и открывают и закрывают второй регулятор потока.
28. Способ по п.27, в котором первый и второй регуляторы потока соединены с источниками различающихся центральных слоев.
| ТРЕХКОМПОНЕНТНОЕ КОНДИТЕРСКОЕ ИЗДЕЛИЕ, ПОЛУЧЕННОЕ ЭКСТРУЗИЕЙ | 2002 |
|
RU2280370C2 |
| US 2005019467A1,27.01.2005 | |||
| Устройство для формования жгутов кондитерских масс с начинкой | 1987 |
|
SU1528421A1 |
| WO 2001058273 A1,16.08.2001 | |||

