ОБЛАСТЬ ТЕХНИКИ
Изобретение относится к абразивному инструменту и, в частности, к абразивному инструменту, имеющему конкретное распределение пористости.
ПРЕДПОСЫЛКИ ИЗОБРЕТЕНИЯ
Абразивные круги обычно используются для резки, шлифования, обдирки и формирования различных материалов, таких, как камень, металл, стекло, пластмасса и другие материалы. Обычно абразивные круги могут иметь различные фазы материалов, включая абразивные зерна, вяжущее средство и некоторую пористость. В зависимости от намеченного применения, абразивный круг может иметь различные конструкции и конфигурации. Например, для применений, направленных на отделку и резку металлов, некоторые абразивные круги конструктивно исполнены так, что имеют особенно тонкий профиль для эффективной резки.
Однако, учитывая применение этих кругов, абразивные изделия подвержены усталости и разрушению. Фактически, круги могут иметь ограниченный срок использования менее одного дня в зависимости от частоты использования. Соответственно, промышленность продолжает требовать абразивных кругов, которые могут иметь улучшенные характеристики.
РАСКРЫТИЕ ИЗОБРЕТЕНИЯ
В соответствии с одним аспектом настоящего изобретения, абразивный инструмент имеет тело, содержащее абразивную часть, имеющую абразивные зерна, содержащиеся в материале матрицы, и пористость, характеризующуюся бимодальным распределением пор, включая крупные поры, имеющие средний размер крупных пор (P1), и мелкие поры, имеющие средний размер мелких пор (Ps), причем P1>Ps. Кроме того, тело абразивного инструмента содержит первый армирующий элемент, содержащийся в абразивной части, и имеет процентное тепловое расширение в температурном диапазоне 25-450°С не более примерно 0,7%.
В соответствии с еще одним аспектом, абразивный инструмент содержит тело, имеющее абразивную часть, включающую абразивные зерна, содержащиеся в материале матрицы, и пористость, характеризующуюся бимодальным распределением пор, включая крупные поры, имеющие средний размер крупных пор (P1), и мелкие поры, имеющие средний размер мелких пор (Ps), причем P1>Ps. Кроме того, тело абразивного инструмента содержит первый армирующий элемент, содержащийся в абразивной части, причем тело имеет соотношение геометрических размеров, определенное как соотношение между диаметром и толщиной, по меньшей мере, примерно 10:1.
В еще одном аспекте абразивный инструмент содержит тело, имеющее абразивную часть, включающую абразивные зерна, содержащиеся в материале матрицы, причем абразивная часть имеет бимодальное распределение пор, включая крупные поры, имеющие средний размер крупных пор (P1), и мелкие поры, имеющие средний размер мелких пор (Ps), причем P1>Ps и материал матрицы содержит по меньшей мере примерно 60 об.% органического материала. Кроме того, тело содержит первый армирующий элемент, содержащийся в абразивной части.
В соответствии с еще одним аспектом, абразивный инструмент имеет тело, содержащее абразивную часть, содержащую абразивные зерна, содержащиеся в материале матрицы,, крупные поры и мелкие поры, причем крупные поры имеют средний размер крупных пор (P1), а мелкие поры имеют средний размер мелких пор (Ps), и процентная разница между средним размером крупных пор и средним размером мелких составляет по меньшей мере 25% при определении по формуле ((P1-Ps)/P1)×100), причем P1>Ps. Кроме того, тело абразивного инструмента содержит первый армирующий элемент, содержащийся в абразивной части, и имеет процентное увеличение коэффициента шлифования G по меньшей мере примерно на 15% по сравнению с обычными абразивными инструментами, причем это процентное увеличение определяется по формуле ((GN-GC)/GC)×100), где GN - коэффициент шлифования G абразивного инструмента имеющего крупные поры и мелкие поры, a GC - коэффициент шлифования G обычного абразивного инструмента.
КРАТКОЕ ОПИСАНИЕ ГРАФИЧЕСКОГО МАТЕРИАЛА
Настоящее изобретение может стать понятнее, а его многочисленные отличительные признаки и преимущества очевидными специалистам при обращении к прилагаемому графическому материалу.
ФИГ.1 представляет собой иллюстрацию абразивного инструмента в соответствии с одним вариантом осуществления.
ФИГ.2 представляет собой иллюстрацию в разрезе части абразивного инструмента в соответствии с одним вариантом осуществления.
ФИГ.3 представляет собой иллюстрацию в разрезе части абразивного инструмента в соответствии с одним вариантом осуществления.
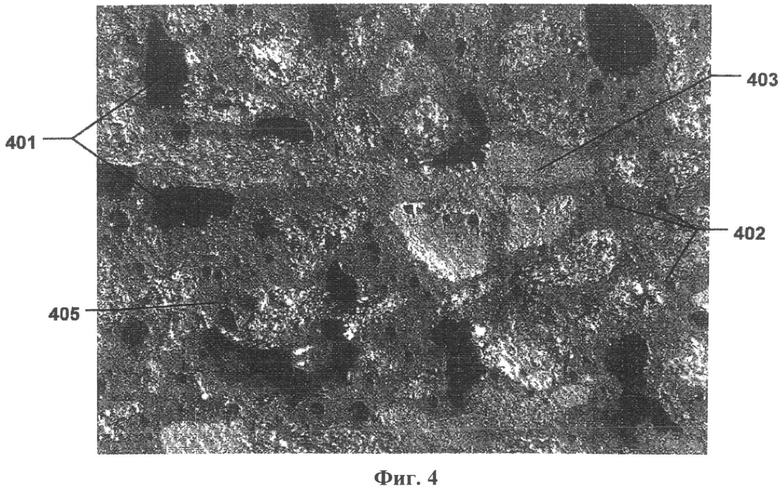
ФИГ.4 представляет собой увеличенный фотоснимок части абразивного инструмента в соответствии с одним вариантом осуществления.
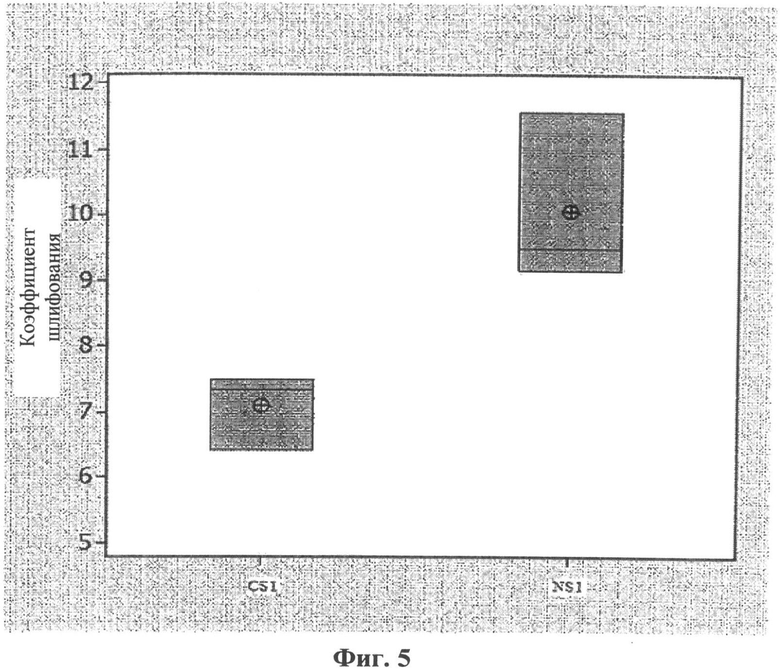
ФИГ.5 представляет собой график коэффициента шлифования G для обычного абразивного инструмента и абразивного инструмента в соответствии с одним вариантом осуществления.
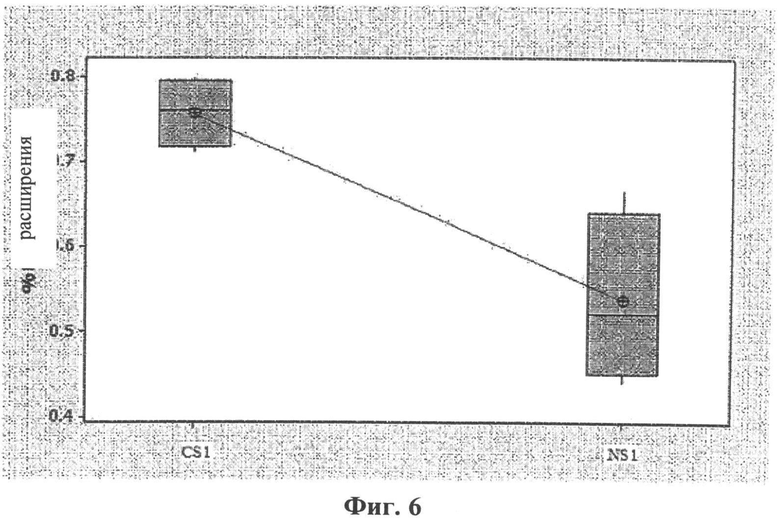
ФИГ.6 представляет собой график линейного теплового расширения для обычного абразивного инструмента и абразивного инструмента в соответствии с одним вариантом осуществления.
ФИГ.7 представляет собой график распределения размеров пор для абразивного инструмента в соответствии с одним вариантом осуществления.
Использование одинаковых позиций на разных чертежах указывает на подобные или идентичные части.
ПОДРОБНОЕ ОПИСАНИЕ ИЗОБРЕТЕНИЯ
Изобретение относится к абразивным инструментам, в которых используются абразивные части с абразивными зернами, содержащимися в материале матрицы, для резки, шлифования, обдирки и чистовой обработки заготовок. Некоторые варианты осуществления в настоящем описании относятся к абразивным кругам большого диаметра, содержащим один или несколько армирующих элементов в теле инструмента, которые особенно подходят для резки и/или формирования металла.
ФИГ.1 представляет собой иллюстрацию абразивного инструмента в соответствии с одним вариантом осуществления. Следует отметить, что абразивный инструмент 100 содержит тело 101, имеющее кольцевую форму, если смотреть в одной плоскости. Понятно, что в трех измерениях инструмент имеет определенную толщину, так что тело 101 имеет дископодобную или цилиндрическую форму. Как показано, тело может иметь наружный диаметр 103, проходящий через центр инструмента, который может быть особенно большим, имея размер по меньшей мере примерно 45 см. В других случаях применения тело 101 может иметь наружный диаметр 103 порядка по меньшей мере примерно 60 сантиметров, по меньшей мере примерно 75 сантиметров или даже по меньшей мере 100 сантиметров. В конкретных абразивных инструментах используется тело 101 имеющее наружный диаметр 103 в пределах между 45 и примерно 200 сантиметрами, например, между 45 и примерно 175 см и, в частности, между примерно 45 и примерно 150 сантиметрами.
Как показано еще, абразивный инструмент 100 может включать центральное отверстие 105, имеющее внутреннюю кольцевую поверхность 102 вокруг центра тела 101. Центральное отверстие 105 может проходить на всю толщину тела 101 с таким расчетом, чтобы абразивный инструмент 100 можно было устанавливать на шпиндель или иную машину для вращения абразивного инструмента 100 при работе.
ФИГ.2 представляет собой иллюстрацию в разрезе части абразивного инструмента в соответствии с одним вариантом осуществления. Абразивное тело 201 может представлять собой составное изделие, содержащее сочетание частей из разных типов материала. В частности, тело 201 может содержать абразивные части 204, 206, 208 и 210 и армирующие элементы 205, 207 и 209. Абразивный инструмент 200 может быть разработан так, что армирующие элементы 205, 207 и 209 могут размещаться в теле так, что отстоят друг от друга и при этом отделяют каждую из абразивных частей 204, 206, 208 и 210 друг от друга. То есть, абразивный инструмент 200 может формоваться так, что армирующие элементы 205, 207 и 209 отстоят друг от друга в боковом направлении по толщине 212 тела 201 и разделены абразивными частями 206 и 208. Понятно, что в этой конструкции абразивные части 206 и 208 могут располагаться между армирующими элементами 205, 207 и 209.
Как показано еще, армирующие элементы 205, 207 и 209 могут представлять собой практически плоские элементы, имеющие первые плоские стороны и вторые плоские стороны. Например, армирующий элемент 205 может быть выполнен таким, что представляет собой плоский элемент, имеющий первую основную поверхность 215 и вторую основную поверхность 216. Кроме того, тело 201 может иметь конструкцию, в которой абразивные части 204, 206, 208 и 210 могут лежать поверх основной поверхности армирующих элементов 205, 207 и 209. Например, абразивная часть 204 может лежать поверх первой основной поверхности 215 армирующего элемента 205, а абразивная часть 206 лежит поверх второй основной поверхности 216 армирующего элемента 205. В конкретных случаях тело 201 может быть выполнено так, что абразивные части 204 и 206 покрывают практически всю площадь поверхности первой основной поверхности 215 и второй основной поверхности 216 соответственно. Соответственно, абразивные части 204 и 206 могут непосредственно касаться (т.е., упираться) армирующего элемента 205 с обеих сторон на первой и второй основных поверхностях 215 и 216.
Следует отметить, что абразивное тело 201 может быть выполнено так, что армирующие элементы 205, 207 и 209 могут проходить на большую часть диаметра 103 тела 201. В конкретных случаях армирующие элементы 205, 207 и 209 могут выполняться так, что проходят по меньшей мере примерно на 75%, по меньшей мере примерно на 80% или даже по всему диаметру 103 тела 201.
В соответствии с одним вариантом осуществления, тело 201 выполнено так, что может иметь среднюю толщину 212, измеренную в направлении, параллельном осевой оси 250, проходящей через центр центрального отверстия 105. Средняя толщина 212 тела 201 может быть особенно малой, чтобы быть пригодной для резки металлических обрабатываемых деталей. Например, средняя толщина тела 201 может быть больше примерно 3 сантиметров. В других вариантах осуществления средняя толщина 212 тела 201 может быть не больше примерно 2,5 сантиметров, например, не больше примерно 2 сантиметров или даже не больше примерно 1.5 сантиметров. В некоторых вариантах осуществления может использоваться средняя толщина 212 в пределах между примерно 0,5 сантиметра и примерно 3 сантиметрами, например, между примерно 0,5 сантиметра и примерно 2 сантиметрами.
Абразивные изделия в вариантах осуществления, описанных в настоящем документе, могут иметь конкретное соотношение геометрических размеров, определяемое как отношение наружного диаметра 103 к средней толщине 212 тела 201. В соответствии с некоторыми конструкциями, соотношение геометрических размеров равно по меньшей мере примерно 10:1, например, по меньшей мере примерно 20:1, по меньшей мере примерно 50:1 или даже по меньшей мере примерно 75:1. В некоторых вариантах осуществления используется соотношение геометрических размеров в пределах между примерно 10:1 и примерно 125:1, например, между примерно 20:1 и примерно 125:1.
Снова обращаясь к армирующим элементам 205, 207 и 209, эти элементы могут изготавливаться из органического материала, неорганического материала и сочетания этих материалов. Например, армирующие элементы 205, 207 и 209 могут изготавливаться из неорганического материала, такого, как керамика, стекло, кварц или их сочетание. Особенно подходящие материалы для использования в качестве армирующих элементов 205, 207 и 209 могут включать стеклянные материалы, включающие волокна стеклянных материалов, которые могут включать стеклянные материалы на основе оксидов.
Некоторые подходящие органические материалы для использования в армирующих элементах 205, 207 и 209 могут включать фенолоальдегидный полимер, полиимиды, полиамиды, сложные полиэфиры, арамиды и их сочетание. Например, в одном конкретном варианте осуществления армирующие элементы 205, 207 и 209 могут включать Kevlar™ - особый вид арамида.
Кроме того, армирующие элементы 205, 207 и 209 могут изготавливаться из волокнистого материала, имеющего покрытие, лежащее поверх наружных поверхностей волокон и непосредственно связанное с ними. Это покрытие может быть органическим материалом, неорганическим материалом или их сочетанием. В некоторых абразивных инструментах могут использоваться армирующие элементы 205, 207 и 209, содержащие волокна, имеющие покрытие из органического материала, которое может быть натуральным органическим материалом или синтетическим органическим материалом, таким, как полимер, который может способствовать связи между армирующим элементом и абразивной частью. Некоторые подходящие органические материалы покрытия могут включать смолы, которые могут быть термоотверждающимися смолами, термопластическими смолами или их сочетанием. Особенно подходящие смолы могут включать фенолоальдегидные полимеры, эпоксидные смолы, сложные полиэфиры, эфиры цианата, шеллаки, полиуретаны и их сочетание. В одном конкретном случае абразивный инструмент содержит армирующий элемент, содержащий стекловолокно, покрытое фенолоальдегидным полимером.
Армирующие элементы 205, 207 и 209 могут содержать несколько сплетенных волокон. Волокна могут сплетаться самым разным образом. В некоторых случаях армирующие элементы могут быть сплетенными так, что образуются рисунки, в том числе рисунки, в которых волокна проходят, главным образом, в двух перпендикулярных направлениях.
Армирующие элементы 205, 207 и 209 могут иметь среднюю толщину 218, определяемую как расстояние между первой основной поверхностью 215 и второй основной поверхностью 216 армирующего элемента 205. Средняя толщина 218 может быть менее 0,6 сантиметра, например, менее 0,6 сантиметра или даже менее 0,4 сантиметров.
В относительных процентах, в зависимости от конструкции абразивного изделия, армирующие элементы могут выполняться имеющими определенные размеры так, что составляют определенный процент общей средней толщины тела. Например, армирующий элемент 205 может иметь среднюю толщину 218, составляющую по меньшей мере примерно 3% от общей средней толщины 212 тела 201. В других случаях армирующий элемент 205 может иметь среднюю толщину 218, составляющую по меньшей мере примерно 5%, например, по меньшей мере примерно 8% или даже по меньшей мере примерно 10% от общей средней толщины 212 тела 201. Определенные армирующие элементы могут иметь среднюю толщину 218, которая находится в пределах между примерно 3% и примерно 15% от общей средней толщины 212 тела 201.
В соответствии с приведенными в настоящем документе вариантами осуществления, абразивный инструмент 200 выполнен так, что тело 201 содержит абразивные части 204, 206, 208 и 210, В последующих параграфах ссылки будут делаться на абразивную часть 204, однако понятно, что все указанные абразивные части могут иметь те же отличительные признаки. Абразивная часть 204 может представлять собой композиционный материал, имеющий абразивные зерна, содержащиеся в материале матрицы, и, кроме того, особый состав и тип пористости.
Абразивные зерна могут содержать особо твердый материал, подходящий для абразивной обработки и съема материала. Например, абразивные зерна могут иметь твердость по Виккерсу по меньшей мере примерно 5 ГПа. У некоторых инструментов твердость абразивных зерен может быть выше, например, абразивные зерна могут иметь твердость по Виккерсу по меньшей мере примерно 10 ГПа, по меньшей мере примерно 20 ГПа, по меньшей мере примерно 30 ГПа или даже по меньшей мере примерно 50 ГПа.
Абразивные зерна могут содержать неорганический материал. Некоторые подходящие неорганические материалы могут включать оксиды, карбиды, бориды, нитриды и их сочетание. Например, абразивная часть 204 может изготавливаться содержащей абразивные зерна, состоящие практически из оксидов. Особенно подходящие оксиды могут включать оксид алюминия, оксид циркония, оксид кремния и их сочетание. В некоторых конструкциях используются абразивные зерна, состоящие практически из оксида алюминия. В других конструкциях могут использоваться абразивные зерна, представляющие собой сочетание оксида алюминия и/или сплавов оксида алюминия и оксида циркония, однако в этих составах более высокий процент абразивных зерен может приходиться на материал из оксида алюминия, чем на материал из сплавов оксида алюминия и оксида циркония.
Кроме того, в некоторых абразивных инструментах может использоваться суперабразивный материал в качестве абразивных зерен. Суперабразивные материалы могут включать алмаз, кубический нитрид бора и их сочетание. В одном варианте осуществления абразивные зерна являются алмазными.
Абразивные части 204, 206, 208 и 210 могут изготавливаться такими, что в них содержатся абразивные зерна, окруженные материалом матрицы для закрепления абразивных зерен для операций резания и шлифования. Как правило, абразивные части 204, 206, 208 и 210 могут изготавливаться такими, что по меньшей мере примерно 40% от общего объема абразивной части приходится на. В других вариантах осуществления содержание абразивных зерен в абразивной части может быть выше, например, порядка по меньшей мере примерно 44 об.%, например, по меньшей мере примерно 50 об.% или даже по меньшей мере примерно 54 об.% от общего объема абразивной части. В некоторых конкретных вариантах осуществления используется абразивная часть, имеющая между примерно 40 об.% и 60 об.%, в частности, между примерно 40 об.% и примерно 54 об.% абразивных зерен. Фактически, в одном случае абразивная часть изготовлена содержащей между примерно 42 об.% и примерно 50 об.% абразивных зерен от общего объема соответствующей абразивной части.
Как правило, абразивная часть 204 изготавливается так, что по меньшей мере примерно 30 об.% от общего объема абразивной части составляет материал матрицы. В других вариантах осуществления абразивная часть 204 имеет более высокое содержание материала матрицы, например, порядка по меньшей мере примерно 40 об.%, по меньшей мере примерно 42 об.%, по меньшей мере примерно 4445 об.% или даже по меньшей мере примерно 46 об.%. Кроме того, в описанных в настоящем документе вариантах осуществления может использоваться материал матрицы в количестве в пределах между примерно 30 об.% и примерно 56 об.%, например, порядка между примерно 30 об.% и примерно 50 об.% или между примерно 40 об.% и примерно 48 об.%.
В описанных в настоящем документе вариантах осуществления может использоваться материал матрицы, который может содержать органический материал, который может действовать как основной вяжущий компонент. Эти органические материалы могут включать натуральные органические материалы, синтетические органические материалы и их сочетание. В некоторых особых случаях органический материал может представлять собой смолу, которые могут быть термоотверждающимися (термореактивными) смолами, термопластическими смолами или их сочетанием. Например, некоторые подходящие смолы могут включать фенолоальдегидные полимеры, эпоксидные смолы, сложные полиэфиры, эфиры цианата, шеллаки, полиуретаны, каучук и их сочетание эфиры.
В некоторых особых случаях, материал матрицы может содержать большую часть органического материала. Например, по меньшей мере примерно 65 об.% от общего объема материала матрицы могут представлять собой органический вяжущий материал. В других абразивных частях содержание органического материала в материале матрицы может быть большим, например, по меньшей мере примерно 70 об.% или даже по меньшей мере примерно 75 об.%. Кроме того, в некоторых вариантах осуществления используется материал матрицы, имеющий содержание органического вяжущего материала в пределах между примерно 60 об.% и примерно 85 об.%, например, между примерно 65 об.% и примерно 80 об.%.
Абразивные части, описанные в настоящем документе, могут также содержать наполнители, содержащиеся в абразивной части. Некоторые наполнители могут добавляться как химически активные средства, предназначенные для реакции с формуемой поверхностью. Другие наполнители могут включать влагопоглотители, вяжущие и различные иные материалы, способствующие процессу формообразования. В соответствии с одним вариантом осуществления, наполнитель может порообразующим материалом, таким, как микросферы, способствующим образованию определенных типов пористости в окончательно сформованном абразивном изделии.
Как дополнительно показано на ФИГ.2, тело может выполняться содержащим армирующие элементы 202 и 203, которые упираются в наружные поверхности абразивных частей 204 и 210 вокруг центрального отверстия 105. В некоторых конструкциях армирующие элементы 202 и 203 могут проходить на часть наружного диаметра 103, например, на половину наружного диаметра 103 абразивного тела 201. Выполнение армирующих элементов 202 и 203 вокруг центрального отверстия 105 обеспечивает усиление тела 201 в месте, предназначенном для крепления абразивного инструмента 200 к шпинделю или машине. Понятно, что армирующие элементы 202 и 203 могут иметь те же отличительные признаки, что и армирующие элементы 205, 207 и 209.
ФИГ.3 представляет собой иллюстрацию в разрезе части абразивного инструмента в соответствии с одним вариантом осуществления. Часть проиллюстрированного абразивного инструмента 300 содержит наружную периферию абразивного инструмента, выполненную в соответствии с одним вариантом осуществления. В частности, часть абразивного инструмента 300 может иметь тело 201, содержащее ранее описанные абразивные части 204, 206, 208 и 210, Кроме того, абразивное тело 201 содержит армирующие элементы 205, 207 и 209, расположенные между абразивными частями 204, 206, 208 и 210, как описано выше.
Следует отметить, что тело 201 выполнено таким образом, что имеет плоский участок 301, находящийся вблизи центра круга и окружающий центральное отверстие 105, и конусный участок 303 на наружном крае тела 201. Как показано, конусный участок 303 выполнен таким, что имеет среднюю толщину 312, измеренную на наружном диаметре тела 201, которая значительно больше средней толщины 311 тела 201 на плоском участке 301. Образование конусного участка 303 обеспечивается за счет прохождения конусного края 305 абразивной части 210 под углом к наружной поверхности 308 плоского участка 301 абразивной части 210, Кроме того, конусный участок 303 образуется конусной поверхностью 306 абразивной части 204, проходящей под углом к поверхностям 310 абразивной части 204. Как показано, конусный участок 303 может образовывать обод по наружной периферии круга, причем конусные поверхности 305 и 306 проходят под углом аксиально наружу от поверхностей 308 и 310 соответственно. Конусные поверхности 305 и 306 могут проходить под углом к радиусу, проходящему из центра тела практически параллельно поверхностям 308 и 310, и, кроме того, конусные поверхности 305 и 306 могут проходить под углом к осевой оси 250, проходящей через центр тела 201.
В соответствии с некоторыми вариантами осуществления, конусный участок 303 может проходить по окружности часть периферии тела 201. В некоторых конструкциях может использоваться конусный участок 303, проходящий по всей окружности тела 201. Хотя в настоящем документе описываются абразивные изделия, содержащие конусный участок 303, понятно, что для некоторых абразивных изделий наличие конусного участка 303 необязательно.
Как показано, конусный участок 303 может проходить в радиальном направлении от плоского участка 301 тела 201. В вариантах осуществления, описанных в настоящем документе, может быть конусный участок 303, имеющий длину 330, измеренную в направлении, параллельном радиусу, проходящему из центра тела 201, которая может составлять конкретный процент величины наружного диаметра 103 тела 201. Например, конусный участок 303 может иметь длину 330, составляющую по меньшей мере примерно 5% от величины наружного диаметра 103. В других случаях в зависимости от намеченного применения тело 201 может иметь конусный участок 303, имеющий длину 330 по меньшей мере примерно 10%, например, по меньшей мере примерно 15%, по меньшей мере примерно 20%, по меньшей мере примерно 30% или даже по меньшей мере примерно 35%, от величины наружного диаметра 103. В конкретных вариантах осуществления может использоваться конусный участок 303, длина 330 которого находится в пределах между примерно 5% и примерно 50% и, в частности, между примерно 5% и примерно 35% или даже между примерно 5% и примерно 20% наружного диаметра 103.
В абсолютном выражении длина 330 конусного участка может быть по меньшей мере примерно 10 сантиметров. В некоторых вариантах осуществления длина 330 конусного участка 303 может быть большей, например, по меньшей мере примерно 13 сантиметров, по меньшей мере примерно 15 сантиметров или даже по меньшей мере примерно 20 сантиметров. Кроме того, в описанных в настоящем документе вариантах осуществления может использоваться конусный участок 303, имеющий длину 330 в пределах между примерно 10 сантиметров и примерно 30 сантиметров, например, между примерно 10 сантиметров и примерно 20 сантиметров.
ФИГ.4 представляет собой увеличенное изображение абразивной части из абразивного инструмента в соответствии с одним вариантом осуществления. Как показано in ФИГ.4 абразивная часть содержит абразивные зерна 403, содержащиеся в материале матрицы 405. Кроме того, абразивный инструмент содержит абразивную часть, имеющую бимодальное распределение пор, включая крупные поры 401, имеющие средний размер крупных пор (P1), и мелкие поры 402, имеющие средний размер мелких пор (Ps), причем P1<Ps. Бимодальное распределение пор, упоминаемое в настоящем документе, - это непрерывное распределение, имеющее на кривой два отчетливых пика или локальных максимума, отделенных друг от друга. Хотя определенные строгие определения бимодального распределения могут потребовать, чтобы средние каждой из мод отличались по меньшей мере на двукратное обычное стандартное отклонение, однако это не обязательно может требоваться для вариантов осуществления, описанных в настоящем документе, и эти варианты осуществления могут быть смесью двух одномодальных (одновершинных) распределений. Соответственно, кривые, представляющие распределение пор в соответствии с вариантами осуществления, описанными в настоящем документе, могут иметь два (или более) отчетливых пика, причем каждый отчетливый пик связан со средним размером пор типа пористости. ФИГ.7 представляет собой график распределения размеров пор, построенный для абразивного изделия в соответствии с одним вариантом осуществления, описанным в настоящем документе. Следует отметить, что распределение размеров пор демонстрирует два отчетливых максимума и бимодальное распределение размеров пор в соответствии с вариантами осуществления, описанными в настоящем документе.
В абразивных инструментах, описанных в настоящем документе, могут использоваться абразивные части, у которых относительная разница между средним размером крупных пор и средним размером мелких пор равна по меньшей мере 25% при определении по формуле ((P1-Ps)/P1)×100), причем P1>Ps. В других вариантах осуществления относительная разница между средним размером крупных пор (P1) и средним размером мелких пор (Ps) больше, например, по меньшей мере 30%, по меньшей мере примерно 50%, по меньшей мере 75% или даже по меньшей мере примерно 90%. В некоторых абразивных инструментах в соответствии с вариантами осуществления, описанными в настоящем документе, может использоваться относительная разница между средним размером крупных пор и средним размером мелких пор в пределах между примерно 75% и примерно 99%, например, между примерно 90% и примерно 99%. Отличительные признаки, отмеченные выше, основываются на эмпирических данных, полученных по результатам проведенных измерений с использованием увеличенных изображений поперечного сечения микроструктуры абразивных инструментов в соответствии с вариантами осуществления. В частности, размер пор измерялся путем случайного выбора пор и измерения наибольшего размера поры в поперечном сечении.
Измерения пористости, использованные применительно к определенным вариантам осуществления в настоящем документе, были проведены с использованием программы для анализа и обработки изображений, доступной как ImageJ - общедоступная программа с открытой архитектурой, которая позволяет отличать пористость от других фаз в теле, анализировать изображения разрезов абразивного инструмента и рассчитывать величину пористости для конкретной отображаемой зоны. Процесс анализа пористости абразивного инструмента и, в частности, определения процента крупных пор и мелких пор и их средних размеров, может выполняться с использованием одного или нескольких изображений. На одиночном изображении, представляющем разрез абразивного инструмента, крупные поры могут анализироваться путем маскирования в цифровой форме мелких пор на изображении и прогона программы. Используя то же изображение, мелкие поры могут анализироваться путем маскирования в цифровой форме крупных пор и прогона программы на маскированном изображении. При этом для данного изображения разреза программа может рассчитывать и анализировать крупные и мелкие поры, присутствующие в теле.
В абсолютном выражении разница между средним размером крупных пор (P1) и средним размером мелких пор (Ps) может быть по меньшей мере одного порядка величины. То есть, например, разница между средним размером крупных пор и средним размером мелких пор может быть по меньшей мере двух порядков величины и, в частности, между одним порядком величины и тремя порядками величины.
Мелкие поры 402 могут иметь средний размер мелких пор (Ps) не более примерно 0,70 мм. Например, средний размер мелких пор может быть не более примерно 0,65 мм, например, не более примерно 0,60 мм или даже не более примерно 0,50 мм. В некоторых конкретных вариантах осуществления могут использоваться мелкие поры, имеющие средний размер мелких пор в пределах между примерно 0,01 мм и примерно 0,70 мм, например, между примерно 0,01 мм и примерно 0,65 мм, и, в частности, между примерно 0,01 мм и примерно 0,60 мм.
Фактически, бимодальное распределение размеров пор можно регулировать так, что по меньшей мере примерно 80% мелких пор имеют размер пор в пределах между примерно 0,01 мм и примерно 0,70 мм. В других примерах по меньшей мере примерно 90% мелких пор имеют размер пор в пределах между примерно 0,01 мм и примерно 0,70 мм и, в частности, по меньшей мере примерно 95% мелких пор имеют размер пор в пределах между примерно 0,01 мм и примерно 0,70 мм. Некоторые конкретные абразивные инструменты могут изготавливаться такими, что практически все мелкие поры имеют размер пор в пределах между примерно 0,01 мм и примерно 0,70 мм.
Мелкие поры 402 могут образовываться при помощи порообразователей в материале матрицы 405. Подходящие порообразующие материалы могут включать органические и/или неорганические материалы. Например, в исходную смесь могут добавляться шарики или микросферы определенного материала, такого, как полимерный материал, стеклянный материал или керамический материал, часть которых при обработке может улетучиваться, оставляя в окончательно полученном абразивном изделии поры. При этом большинство мелких пор могут иметь круглую форму поперечного сечения. Фактически, в некоторых вариантах осуществления практически все мелкие поры имеют круглую форму поперечного сечения. Крупные поры 401 могут быть результатом естественной пористости, которая может создаваться в процессе формования.
Кроме того, в соответствии с вариантами осуществления, описанными в настоящем документе, крупные поры могут иметь средний размер крупных пор (P1) по меньшей мере примерно 0,75 мм. В других вариантах осуществления крупные поры может иметь средний размер крупных пор по меньшей мере примерно 0,80 мм, например, по меньшей мере примерно 0,90 мм, по меньшей мере примерно 1 мм или даже по меньшей мере примерно 5 мм. Кроме того, в вариантах осуществления, описанных в настоящем документе, типично используются крупные поры, имеющие средний размер крупных пор (P1) в пределах между 0,75 мм и 10 мм, например, между 0,75 мм и 8 мм и, в частности, между примерно 0,8 мм и примерно 5 мм.
Кроме того, крупные поры 401 могут характеризоваться тем фактом, что по меньшей мере 80% крупных пор имеют размер пор в пределах между примерно 0,75 мм и примерно 10 мм. Например, в некоторых более конкретных случаях по меньшей мере примерно 90% крупных пор размер пор в пределах между 0,75 мм и 10 мм, например, порядка по меньшей мере 95% крупных пор имеют размер пор в пределах между примерно 0,75 мм и примерно 10 мм. Фактически, в некоторых вариантах осуществления практически все крупные поры имеют размер пор в пределах между примерно 0,75 мм и примерно 10 мм.
Как правило, абразивные части абразивных инструментов, описанных в настоящем документе, могут иметь среднюю общую пористость по меньшей мере 0,5 об.% от общего объема абразивной части. В других случаях процент пористости в абразивной части может быть выше, например, по меньшей мере примерно 1 об.%, например, по меньшей мере примерно 5 об.%, по меньшей мере примерно 8 об.%, по меньшей мере примерно 10 об.%, по меньшей мере примерно 12 об.%, по меньшей мере примерно 15 об.% или даже по меньшей мере примерно 20 об.%. В некоторых конкретных вариантах осуществления используются абразивные части, имеющие процент пористости в пределах между примерно 0,5 об.% и 30 об.%, например, между примерно 5 об.% и примерно 30 об.% и, в частности, между примерно 8 об.% и 25 об.%.
Абразивные инструменты, описанные в настоящем документе, могут иметь конкретные отличительные признаки, делающие абразивный инструмент пригодным для случаев применения с улучшенным шлифованием и/или резанием. Следует отметить, что относительное тепловое расширение абразивных инструментов может быть сведено к минимуму. Например, абразивные изделия в соответствии с вариантами осуществления, описанными в настоящем документе, демонстрируют улучшенное относительное тепловое расширение по сравнению с обычными абразивными изделиями в диапазоне 25-450°С. Следует отметить, что в сравнительных целях обычные абразивные изделия включали абразивы такой же конструкции, имеющей абразивную часть и армирующие элементы. В ходе экспериментов абразивные инструменты в соответствии с вариантами осуществления, описанными в настоящем документе, демонстрировали относительное уменьшение относительного теплового расширения по меньшей мере примерно на 5% по сравнению с обычными абразивными инструментами. Относительное уменьшение рассчитывается по формуле ((ТЕC-ТЕN/ТЕC)×100%), где ТЕN представляет тепловое расширение абразивного инструмента в соответствии с вариантами осуществления, описанными в настоящем документе, а ТЕC - тепловое расширение обычного абразивного инструмента. В других вариантах осуществления относительное уменьшение относительного теплового расширения составляет по меньшей мере примерно 10%, например, по меньшей мере примерно 20%, по меньшей мере примерно 50%, по меньшей мере примерно 75% или даже по меньшей мере примерно 100%. Некоторые конкретные варианты осуществления демонстрируют относительное уменьшение относительного теплового расширения в пределах между примерно 5% и примерно 150% и, в частности, между примерно 5% и примерно 100% и даже между примерно 5% и примерно 75%. Эти отличия были продемонстрированы при помощи стандартного термомеханического анализа (ТМА).
В более конкретном выражении относительное тепловое расширение в диапазоне 25-450°С для абразивных инструментов, описанных в настоящем документе, составляет не более примерно 0,7%. Ясно, что относительное тепловое расширение - это показатель линейного теплового расширения абразивных инструментов, измеренного на взятом образце поперечного сечения абразивного инструмента, включая все его составляющие абразивные части и армирующие элементы. В некоторых других вариантах осуществления относительное тепловое расширение составляет не более примерно 0,65%, например, не более примерно 0,6% или даже не более примерно 0,55%. Некоторые варианты осуществления могут иметь относительное тепловое расширение в пределах между примерно 0,3% и примерно 0,7%, например, между 0,3% и примерно 0,65% или даже между примерно 0,4% и примерно 0,65%.
Кроме того, абразивные инструменты, описанные в настоящем документе, продемонстрировали улучшенные характеристики шлифования и резания. Например, абразивные изделия в соответствии с вариантами осуществления, описанными в настоящем документе, продемонстрировали улучшенный коэффициент шлифования G - отношение объема снятого материала к объемному износу абразивного изделия - по сравнению с обычными абразивными изделиями. Следует отметить, что в сравнительных целях обычные абразивные изделия включали абразивы такой же конструкции, имеющей абразивную часть и армирующие элементы. В ходе экспериментов абразивные инструменты в соответствии с вариантами осуществления, описанными в настоящем документе, демонстрировали относительное увеличение коэффициента шлифования G по меньшей мере примерно на 15% по сравнению с обычными абразивными инструментами, причем относительное увеличение рассчитывается по формуле ((GN-GC)/GC)×100%), где GN представляет коэффициент шлифования G абразивного инструмента, имеющего крупные поры и мелкие поры, a GC - коэффициент шлифования G обычного абразивного инструмента. В других вариантах осуществления относительное увеличение коэффициента шлифования G составляет по меньшей мере примерно 20%, например, по меньшей мере примерно 25%, по меньшей мере примерно 30%, по меньшей мере примерно 35% или даже по меньшей мере примерно 40%. Некоторые конкретные варианты осуществления демонстрируют относительное увеличение коэффициента шлифования G в пределах между примерно 15% и примерно 200%, например, в пределах между примерно 15% и примерно 150% и, в частности, между примерно 15% и примерно 100% и даже между примерно 15% и примерно 75%.
Примеры
Для сравнения некоторых эксплуатационных параметров были изготовлены и испытаны два типа абразивных изделий: образцы обычных абразивных изделий (CS1) и образцы новых абразивных изделий в соответствии с вариантами осуществления, описанными в настоящем документе (NS1). Образцы CS1 были изготовлены путем формования абразивной части, включавшем смешивание 65,31 масс.% абразивных зерен в виде зерен оксида алюминия и сплава оксида алюминия и оксида циркония с 34,7 масс.% материала матрицы. Материал матрицы был выполнен их смеси, имеющей приблизительно 57,3 об.% фенолоальдегидного полимер, а остальное количество представляло собой смесь пиритовых наполнителей, наполнителя из алюминофторида и влагопоглощающих наполнителей в помощь образованию окончательного абразивного изделия. После этого смесь объединили с двумя слоями армирующих элементов из стекловолокна с покрытием, выпускаемого компанией IPAC, в формовочной камере для получения абразивной преформы. Затем для получения окончательного абразивного изделия абразивную преформу спрессовали в формовочной камере под давлением 1,6 тонн/дюйм2 при комнатной температуре.
Образцы NS1 были изготовлены путем формования абразивной части, включавшем смешивание 62,2 масс.% абразивных зерен оксида алюминия с 31,5 масс.% материала матрицы. Материал матрицы был выполнен их смеси, имеющей приблизительно 72,8 об.% фенолоальдегидного полимера, а остальное количество представляло собой смесь пиритовых наполнителей, наполнителя из алюминофторида и влагопоглощающих наполнителей. После этого для получения абразивной преформы смесь в формовочной камере объединили с двумя слоями армирующих элементов из стекловолокна с покрытием, выпускаемого компанией IPAC. Затем для получения окончательного абразивного изделия абразивную преформу спрессовали в формовочной камере под давлением 0,64 тонн/дюйм2 при комнатной температуре.
Оба типа образцов были изготовлены диаметром 20 дюймов (51 см) и средней толщиной приблизительно 0,335 дюйма (0,85 см). Затем образцы CS1 и NS1 прошли испытания эксплуатационных характеристик для сравнения их режущей способности по коэффициенту шлифования G. Определение коэффициента шлифования G проводилось с использованием абразивно-отрезного станка фирмы Braun мощностью 120 л.с. со скоростью круга 20000 поверхностных футов в минуту. Обрабатываемая деталь представляла собой прутковую заготовку 1,5 дюйма из углеродистой стали 1018, подававшуюся со скоростью приблизительно 0,21 дюйма в секунду, и испытание проводилось путем обрезки одного прутку за раз (всего 200 резаний). Для каждого из типов образцов (CS1 и NS1) были испытаны и оценены по три круга.
ФИГ.5 представляет собой иллюстрацию графика, сравнивающего коэффициент шлифования G образцов CS1 и NS1. Как проиллюстрировано, средний коэффициент шлифования G образца CS1 продемонстрировал значительно меньший коэффициент шлифования G, чем средний коэффициент шлифования G образца NS1. Фактически, относительное увеличение коэффициента шлифования G для образца NS1 по сравнению с образцом CS1, основанное на разнице среднего коэффициента шлифования G между образцами, составило приблизительно 30%. Таким образом, образцы, изготовленные в соответствии с вариантами осуществления, описанными в настоящем документе, продемонстрировали повышенную и более эффективную режущую способность по сравнению с обычными абразивными изделиями.
Кроме того, было определено относительное линейное тепловое расширение для образцов CS1 и NS1 с целью оценки ожидаемого теплового расширения при использовании изделия при высоких температурах. Оба образца нагревали в диапазоне температур 25-450°С, используя машину ТМА-120 корпорации Seiko Corporation. Образцы нагревали со скоростью 10°С/мин.
ФИГ.6 представляет собой иллюстрацию графика, на котором приводится сравнение линейного относительного теплового расширения для образцов CS1 и NS1. Как показано, среднее относительное тепловое расширение для образцов CS1 было значительно выше, чем относительное линейное тепловое расширение для образцов NS1. Фактически, образцы CS1 продемонстрировали почти 30%-ное увеличение среднего относительного теплового расширения по сравнению с образцами NS1. Таким образом, образцы NS1 имели значительно меньшее тепловое расширение, что делает их пригодными для случаев тяжелых режимов резания, создающих значительные температуры, и у них более высокая вероятность избежать вызванных термически напряжений и разрушения во время работы при высоких температурах, особенно на поверхностях сопряжения между компонентами материала.
Кроме того, ФИГ.7, как уже отмечалось, представляет собой график распределения размеров пор для образца NS1. Как показано, образец NS1 демонстрирует бимодальное распределение размеров пор с максимумом при 310 микронах, представляющих средний размер мелких пор, и еще одним отчетливым максимумом при 4,61 мм, представляющих средний размер крупных пор.
Процессы и абразивные изделия, раскрытые в настоящем документе, представляют собой отступление от известного уровня техники. В абразивных изделиях, описанных в настоящем документе, может использоваться сочетание отличительных признаков, включая абразивные части, имеющие определенные абразивные части, в которых используются абразивные зерна и материал матрицы для образования абразивных структур, имеющих конкретные соотношения геометрических размеров - диаметра и толщины. Кроме того, абразивные изделия в соответствии с вариантами осуществления, описанными в настоящем документе, могут иметь регулируемое распределение пористости, в частности, бимодальное распределение размеров пор, включающее крупные поры и мелкие поры, которые, как считается, обуславливают, по меньшей мере, частично, улучшенные эксплуатационные характеристики. Крупные поры могут образовываться естественными порообразующими путями посредством формования абразивного изделия и выпускания газов, а мелкие поры могут образовываться с помощью порообразующих материалов с обеспечением тем самым регулирования пористости. Кроме того, в абразивных изделиях в соответствии с вариантами осуществления могут использоваться другие отличительные признаки, такие, как армирующие элементы, которые могут иметь различные отличительные признаки.
Раскрытый выше предмет изобретения должен рассматриваться иллюстративным и не ограничивающим объем настоящего изобретения, а прилагаемая формула изобретения предназначена для охвата всех модификаций, усовершенствований и иных вариантов осуществления в пределах объема настоящего изобретения. Таким образом, в максимальной мере, допускаемой действующим законодательством, объем настоящего изобретения должен определяться путем самой широкой допустимой интерпретации последующей формулы изобретения и ее эквивалентов и не должен ограничиваться вышеприведенным подробным описанием.
| название | год | авторы | номер документа |
|---|---|---|---|
| АБРАЗИВНЫЙ ИНСТРУМЕНТ (ВАРИАНТЫ) | 2010 |
|
RU2501645C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2508968C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2520288C2 |
| ЖЕСТКОЕ ИЛИ ГИБКОЕ МАКРОПОРИСТОЕ АБРАЗИВНОЕ ИЗДЕЛИЕ | 2009 |
|
RU2486047C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2012 |
|
RU2574538C2 |
| СПОСОБ МЕХАНИЧЕСКОЙ ОБРАБОТКИ САПФИРОВОЙ ПОДЛОЖКИ | 2007 |
|
RU2422259C2 |
| ПАРТИЯ САПФИРОВЫХ ПОДЛОЖЕК И СПОСОБ ЕЕ ИЗГОТОВЛЕНИЯ | 2007 |
|
RU2412037C1 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ | 2010 |
|
RU2562556C2 |
| АБРАЗИВНОЕ ИЗДЕЛИЕ (ВАРИАНТЫ) И СПОСОБ ЕГО ФОРМИРОВАНИЯ | 2010 |
|
RU2511015C2 |
| ПОРИСТЫЕ АБРАЗИВНЫЕ ИЗДЕЛИЯ С АГЛОМЕРИРОВАННЫМИ АБРАЗИВНЫМИ МАТЕРИАЛАМИ И СПОСОБЫ ИЗГОТОВЛЕНИЯ АГЛОМЕРИРОВАННЫХ АБРАЗИВНЫХ МАТЕРИАЛОВ | 2003 |
|
RU2281851C2 |



Изобретения относятся к области абразивной обработки и могут быть использованы при изготовлении абразивного инструмента с изменяемой пористостью. Инструмент содержит тело, имеющее абразивную часть, имеющую абразивные зерна, содержащиеся в материале матрицы, и пористость. Последняя характеризуется бимодальным распределением пор, включая крупные поры, имеющие средний размер крупных пор (Р1), и мелкие поры, имеющие средний размер мелких пор (Ps), причем P1>PS. Тело абразивного инструмента содержит первый армирующий элемент, содержащийся в абразивной части, и имеет относительное тепловое расширение в диапазоне температур 25-450°С не более примерно 0,7%. В результате улучшаются эксплуатационные характеристики абразивного инструмента. 2 н. и 10 з.п. ф-лы, 7 ил.
1. Абразивный инструмент, содержащий:
тело, имеющее
абразивную часть, содержащую абразивные зерна, расположенные в материале матрицы, и пористость, характеризующуюся бимодальным распределением пор, включая крупные поры, имеющие средний размер крупных пор (P1), и мелкие поры, имеющие средний размер мелких пор (Ps), причем P1>Ps, и
первый усиливающий элемент, содержащийся в абразивной части, при этом тело имеет относительное тепловое расширение в диапазоне температур 25-450°С не более примерно 0,7%.
2. Абразивный инструмент по п.1, у которого относительное тепловое расширение составляет не более примерно 0,65%.
3. Абразивный инструмент по п.1, у которого относительное тепловое расширение находится в пределах между примерно 0,3% и примерно 0,7%.
4. Абразивный инструмент по любому из пп.1, 2 или 3, имеющий относительную разницу между средним размером крупных пор (Р1) и средним размером мелких пор (Ps) по меньшей мере 25%, рассчитанную по формуле ((P1-Ps)/P1)·100), причем P1>Ps.
5. Абразивный инструмент по п.1, у которого относительная разница между средним размером крупных пор и средним размером мелких пор находится в пределах между примерно 75% и примерно 99%.
6. Абразивный инструмент по любому из пп.1, 2 или 3, у которого мелкие поры имеют средний размер (Ps) не более примерно 0,70 мм.
7. Абразивный инструмент по любому из пп.1, 2 или 3, у которого крупные поры имеют средний размер (Р1) по меньшей мере примерно 0,75 мм.
8. Абразивный инструмент по любому из пп.1, 2 или 3, у которого тело имеет соотношение геометрических размеров, определенное как отношение диаметра к толщине по меньшей мере примерно 10:1.
9. Абразивный инструмент, содержащий:
тело, имеющее
абразивную часть, имеющую абразивные зерна, расположенные в материале матрицы, причем абразивная часть имеет бимодальное распределение пор, включая крупные поры, имеющие средний размер крупных пор (Р1), и мелкие поры, имеющие средний размер мелких пор (Ps), причем P1>Ps , при этом материал матрицы содержит по меньшей мере примерно 60 об.% органического материала, и
первый усиливающий элемент, расположенный в абразивной части.
10. Абразивный инструмент по п.9, у которого тело содержит конусный участок, проходящий по окружности по части периферии тела.
11. Абразивный инструмент по п.10, у которого конусный участок тела имеет среднюю толщину больше средней толщины плоского участка тела.
12. Абразивный инструмент по п.9, у которого материал матрицы содержит смолу, выбранную из группы, состоящей из полиимидов, полиэфиров, полибензимидазолов, полиуретанов, шеллаков, фенолоальдегидных полимеров, эпоксидных смол, эфиров цианата и их сочетания.
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| Перекатываемый затвор для водоемов | 1922 |
|
SU2001A1 |
| Способ и приспособление для нагревания хлебопекарных камер | 1923 |
|
SU2003A1 |
| АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2240914C1 |
| УСТРОЙСТВО ДЛЯ ПРИГОТОВЛЕНИЯ СМЕСИ ДВУХ ЖИДКОСТЕЙ | 1933 |
|
SU33533A1 |
| МАССА ДЛЯ ИЗГОТОВЛЕНИЯ АБРАЗИВНОГО ИНСТРУМЕНТА | 1999 |
|
RU2152298C1 |

