1
Изобретение .относится к химическому оборудованию для изготовления полиамиднык изделий, например, зубчатых колес, подшипников скольжения способом анионной активированной полимеризации лактамов Сд-С,/ . Оно может быть использовано в автомобильной, авиационной, судостроительной, машиностроительной и других отраслях промышленности.
Известно у-стройствб для изготовт ления изделий кз полиамидов, содержащее обогреваемую форму 1.
Изделие полимеризуют в форме до значения модуля 0,3-0,28, после чего его извлекают из формы для механической обработки.
Однако указанное устройство не позволяет изготавливать детали высокой точности вследствие малой величины используемого давления (1 кгс/см) , что обусловлено необходимостью извлечения изделия из формы
Известно являющееся наиболее близким к изобретению устройство, содержащее форму с воздушны:: клапаном и литниковым каналом, в котором размещен поршень, обогреваемые емкости с компонентами реакционной смеси, со. единенные подводящими трубопроводами
с литниковым каналом 2. Это устройство предназначено для изготовления фасонных деталей из капролактама с выдержанными размерами. Возникающая во время полимеризации объемная усёщка компенсируется за счет того, что в течение всего времени полимеризации в полость формы и литникового канала поршнем непрерывно нагнетается
o жидкий расплав полимера.
Недостатком устройства являются большие размеры литникового канала, определяемые объемом реакционной смеси, необходимым для полной кс 1пен5 сации усадки (до 15%), что приводит к перерасходу сырья, к излишним затратам на отделение литника и к ухудшению внешнего вида изделия.
Цель изобретения - повышение ка0чества готовых изделий.
Это достигается тем, что устройство, содержащее форму с воздушным клапаном и литниковым каналом, в котором размещен поршень, обогреваемые
5 емкости с компонентами реакционной смеси, соединенные подводящими трубопроводами с литниковым каналом, снабжено обогреваемыми -насосами с предохранитель ньтми клапанами, каждый из
0 которых установлен на подводящем
трубопроводе соответствующей емкости и соединен с ней обратным трубопроводом через предохранительный клапан
Каждый проводящи трубопровод подсоединен к литниковому каналу с диаметрально противоположных сторон и в месте его подсоединения к литниковому каналу снабжен камерой, сообщающейся с полостью литникового канала через радиальные отверстия, выполненные в его стенке.
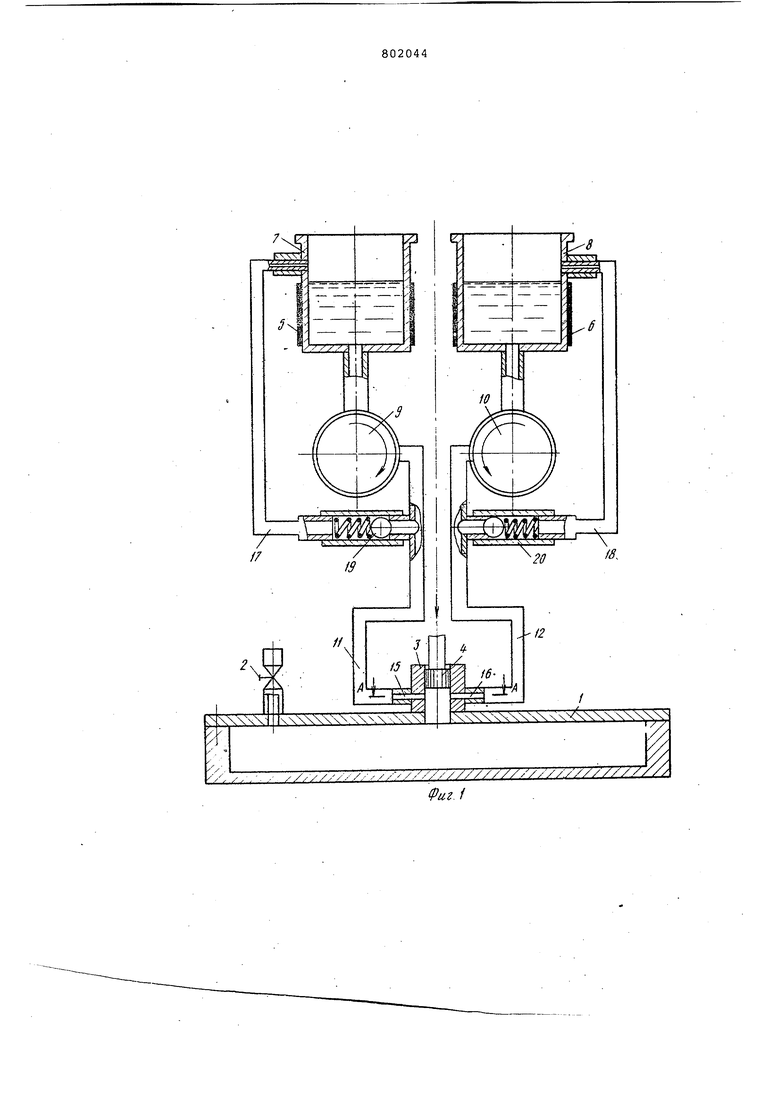
Сущность изобретения поясняется чертежами, где на фиг. 1 показан общий вид устройства; на фиг. 2 - разрез А-А фиг. 1.
УСТРЮЙСТВО для изготовления ПО:Г1Иамидных изделий состоит из формы 1 с воздушным клапаном 2 и литниковым каналом 3, в котором установлен перемещаемый, например, гидроцилиндром поршень 4, двух обогреваемых нагревателями 5 и б емкостей 7 и 8, которые через обогреваемые насосы 9, 10 и трубопроводы 11, 12 соединены с линиковым каналом 3, причем трубопроводы 11, 12 имеют выход в литниковый канал 3 через расширители 13, 14 и радиальные диаметрально противоположные отверстия 15, 16 в непосредственной близости от формовочной полости формы 1. Вход и выход насосов 9, 10 доединен трубопроводами 17, 18 с предохранительными клапанами 19, 20.
Устройство работает следующим образом.
Предварительно разогретые нагревателями 5, б емкости 7, 8 заполняются компонентами реакционной смеси. Далее когда поршень 4 находится в крайнем верхнем положении литникового канала 3, включаются обогреваемые насосы 9, 10, и компоненты из обогреваемых емкостей 7, 8 по трубопроводам 11, 12 подаются в расширители 13 14 и радиальные отверстия 15, 16 литникового канала 3, где смешиваются и заполняют форму 1. Вытесняемый воздух или азот выходит наружу через открытый клапан 2. После заполнения формы 1 необходимой дозой реакционно смеси клапан 2 закрывается, а непрерывно подаваемые насосами 9, 10 под давлением компоненты смешиваются в литниковом канале 3, компенсируют усадку реакционной смеси, возникающую в процессе ее полимеризации.
Необходимое для подпитки формы давление поддерживается предохранительньми клапанами 19, 20, которые настраиваются на заданное давление. При избыточном давлении часть компонентов через предохранительные клапаны 19, 20 сбрасывается обратно в емкости 7, 8.
После отверждения полимера готовое изделие извлекается из формы 1, а поршень 4 перемещается в крайнее нижнее положение, очищая литниковый канал от отвержденного в нем полимера..
Насосы 9, 10 могут применяться любой конструкции, например шестеренчатого или плунжерного типа,
В предлагаемом устройстве объемная усадка компенсируется за счет подпитки формы из дополнительных насосов. В литниковом же канале в этом случае производится тс1ько смешение жидких компонентов и образование реакционной смеси. Такое техническое решение позволяет делать литниковые каналы сколь угодно малыми вплоть до точечных .
Использование предлагаемого устройства позволяет повысить качество готовых изделий за счет сокращения размеров впускных литников на изделии.
Формула изобретения
1.Устройство для изготовления полиамидных изделий, содержащее форму с воздушным клапаном и литниковым каналом, в котором размещен поршень, обогреваемые емкости с компонентами реакционной смеси, соединенные подводящими трубопроводами
с. литниковым каналом, отличаю5 д е е с я тем, что, с целью повышения качества изготавливаемых изделий, оно снабжено обогреваемыми насосами с предохранительными клапанами, каждый из которых установлен на 0 подводящем трубопроводе соответствующей емкости и соединен с ней обратным трубопроводом через предохранительный клапан.
2.Устройство ПОП.1, отличающееся тем, что каждый подводящий трубопровод подсоединен к литниковому каналу с диаметрально противоположных сторон и в месте его подсоединения к литниковому каналу снабжен камерой, сообщакмдейся
с полостью литникового канала через
радиальные отверстия, выполненные в
его стенке.
Источники информации,
принятые во внимание при экспертизе 5 1. Патент США № 3454689,
кл. 264-53, опублик. 1969. 2. Заявка ФРГ № 1299885,
кл. 35 Ь 20/12, опублик. 1963
(прототип).
iS
f(- А gSejJuveno
15
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для изготовленияиздЕлий из пОлиМЕРНыХ МАТЕРиАлОВ | 1979 |
|
SU810506A1 |
| Устройство для изготовления деталей из капролона | 1987 |
|
SU1509267A1 |
| Устройство для химического формования деталей из капролона под давлением | 1987 |
|
SU1523375A1 |
| Устройство для получения полимерных изделий | 1972 |
|
SU662130A1 |
| Аппарат для изготовления зубных протезов из пластмасс | 1989 |
|
SU1718895A1 |
| Устройство для изготовления изделий сложной конфигурации из полимерных материалов | 1978 |
|
SU766870A1 |
| Пресс для выдавливания литья под давлением резиновых смесей в формы | 1937 |
|
SU55392A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗУБНЫХ ПРОТЕЗОВ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2233140C1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2007 |
|
RU2353469C2 |
| Установка для изготовления низа обуви | 1983 |
|
SU1073126A1 |