Родственные заявки
Приоритет настоящей заявки основан на предварительной патентной заявке US 61/345815, поданной 18 мая, 2010 г., и предварительной патентной заявке US 61/420080, поданной 6 декабря 2010 г., которые в качестве ссылки во всей полноте включена в настоящую заявку.
Область техники
Настоящее изобретение относится в целом к гибкой упаковке, более точно, к гибкой упаковке с повторно укупориваемым отверстием.
Уровень техники
Из техники хорошо известно применение гибких упаковок для пищевых продуктов. Гибкие пленки способны обеспечивать легкую упаковку с преимущественно герметичным уплотнением для перевозки и хранения разнообразных пищевых продуктов, включая, например, крекер, жевательную резинку, шоколад, печенье, сыр, сэндвичи, бисквиты, леденцы, мясные продукты и сухие плоды и овощи. Некоторые из этих гибких пленочных упаковок также могут содержать опорные конструкции, таких как каркас или поддон.
Один из примеров таких гибких пленочных упаковок являются изготавливаемые методом поточного обертывания упаковки, которые могут изготавливаться из непрерывной пленки или ленты для обертывания продукта в процессе сборки или формирования упаковки. Изготавливаемые методом поточного обертывания упаковки могут включать, например, горизонтальные или вертикальные упаковки с соединяющим края швом или швом внахлестку, упаковки с концевым уплотнением, горизонтальные упаковки типа пакета и подушки. В одной из конфигураций при упаковывании методом поточного обертывания помещают пленку, такую как полиэтилен или полипропилен вблизи продукта, обертывают пленку вокруг продукта, формируют уплотнение из концов (противоположных краев) пленки, а затем формируют уплотнения на обоих концах продукта. Эти уплотнения могут являться постоянными, а также могут обеспечивать определенную конструктивную целостность. Гибкие пленочные упаковки обладают и другими преимуществами. Например, они могут изготавливаться со значительно меньшими затратами, чем жесткие контейнеры, являются легкими (что снижает затраты на транспортировку) и позволяют сокращать пространство, требуемое для хранения.
Несмотря на преимущества гибкой пленки, потребителям иногда сложно открывать эти упаковки. Кроме того, в этих упаковках часто содержится различно количество пищевого продукта, и потребитель может не захотеть употребить весь продукт за один раз. Соответственно, может быть предусмотрена возможность повторного укупоривания, чтобы позволить пользователям легко и эффективно сохранять часть пищевого продукта для употребления впоследствии. Хотя повторное укупоривание может обеспечивать частичный барьер для влаги и газа за счет частично герметичного уплотнения, оно не способно обеспечивать полное герметичное уплотнение и способствовать обеспечению сохранности или свежести пищевого продукта внутри упаковки. Гибкие упаковки с возможностью повторной герметизации или укупоривания иногда сложны для изготовления на общедоступном оборудовании. Например, для изготовления некоторых гибких пленочных упаковок могут требоваться специализированные матричные комплекты или термосварочные прутки для формирования уплотнений, отверстий в упаковке и других элементов упаковки, связанных с возможностью повторного укупоривания.
Сущность изобретения
Соответственно, в вариантах осуществления изобретении предложены легко вскрываемые гибкие упаковки, изготавливаемые методом поточного обертывания, которые могут иметь исходное уплотнение для защиты от окружающей атмосферы (например, газо/кислородонепроницаемый и гидроизолирующий слой) в течение длительного времени и самоклеящийся укупорочный слой (этикетку), который наслаивают на пленку для поточного обертывания поверх разметочной линии (линии разрыва) и который может обеспечивать отверстие в упаковке. Упаковки согласно вариантам осуществления могут легко вскрываться и повторно укупориваться/герметизироваться без нарушения целостности упаковки. Упаковки согласно вариантам осуществления также могут иметь отверстие для обеспечения прямого доступа к продукту.
Согласно одному из подходов упаковка может содержать гибкую пленку, которая образует корпус, ограничивающий внутреннее пространство для содержимого, и имеет первую пару противоположных краевых участков, образующих первое концевое уплотнение, вторую пару противоположных краевых участков, образующих второе концевое уплотнение, и третью пару противоположных краевых участков, образующих продольный соединяющий края шов, проходящий от первого концевого уплотнения до второго концевого уплотнения; корпус, который имеет первый боковой участок, содержащий продольный соединяющий края шов, и второй боковой участок в целом напротив первого бокового участка; разметку, выполненную на втором боковом участке гибкой пленки и обозначающую отверстие, ведущее в пространство для содержимого, после первоначально разрывания; укупорочный слой, покрывающий разметку и часть второго бокового участка вокруг разметки и распространяющийся по меньшей мере на часть первого бокового участка; самоклеящийся материал, находящийся между укупорочным слоем и гибкой пленкой; при этом укупорочный слой на втором боковом участке может быть по меньшей мере частично удален с гибкой пленки с целью разрывания разметки и формирования отверстия, а укупорочный слой на первом боковом участке противодействует дальнейшему удалению укупорочного слоя с гибкой пленки.
Самоклеящийся материал может обладать заданным сродством к укупорочному слою и гибкой пленке, в результате чего после удаления укупорочного слоя с части второго бокового участка разметка разрывается.
Укупорочный слой преимущественно способен образовывать износостойкое шарнирное соединение между первым участком укупорочного слоя, покрывающим разметку, и вторым участком укупорочного слоя на удалении от разметки. Кроме того, укупорочный слой проходит в целом поперечно продольному соединяющему края шву. Верхний краевой участок укупорочного слоя может проходить под углом ко второму концевому уплотнению, которое проходит по второму участку стенки. Согласно одному из подходов угол может составлять от около 15 до 45 градусов.
Согласно одному из подходов укупорочный слой может иметь ширину, которая изменяется на его протяжении, и включать узкие участки, совпадающие с переходными участками корпуса с каждой стороны продольного соединяющего края шва между первым боковым участком и вторым боковым участком. На переходных участках могут находиться мягкие складки гибкой пленки между первым боковым участком и вторым боковым участком. На каждом из узких участков может находиться дугообразный краевой участок.
Согласно другому подходу на первом боковом участке укупорочного слоя может находиться пара оконечных участков. Оконечные участки могут быть расширены по сравнению по меньшей мере с другим участком укупорочного слоя. Укупорочный слой может находиться ближе к первому концевому уплотнению, чем ко второму концевому уплотнению. Оконечные участки могут быть иметь наклон в сторону второго концевого уплотнения.
Согласно одному из подходов разметка может находиться ближе к первому концевому уплотнению, чем ко второму концевому уплотнению. Разметка может являться дугообразной, и согласно одному из подходов дугообразная разметка обращена в сторону второго концевого уплотнения. В качестве альтернативы, разметка также может являться прямолинейной, точечной и т.п. В качестве альтернативы, разметка может иметь пару оконечных частей, способных противостоять дальнейшему разрыванию гибкой пленки, таких как оконечные части, сконфигурированные как крюки.
Согласно одному из подходов укупорочный слой может содержать не прилипающую область захвата для удаления укупорочного слоя по меньшей мере с части второй стороны. Не прилипающая область захвата может находиться вблизи одного из уплотнений, включающих первое и второе концевые уплотнения. Согласно одному из подходов не прилипающая область захвата содержит нейтрализующее вещество поверх самоклеящегося материала. Согласно другому подходу не прилипающая область захвата может содержать часть укупорочного слоя, которая склеена сама с собой с помощью самоклеящегося материала. Согласно еще одному подходу не прилипающая область захвата не содержит самоклеящегося материала.
Гибкая пленка может представлять собой слоистую структуру. Согласно одному из подходов пленкой может являться слоистый материал, состоящий из полиэтилентерефталата и ориентированного полипропилена толщиной от около 1,5 до 2,5 мил. Согласно другому подходу слоистая гибкая пленка может представлять собой слоистый материал из полиэтилентерефталата толщиной от около 0,4 до 1,0 мил ориентированного полипропилена толщиной от около 0,6 до 1,2 мил.
Укупорочный слой может состоять из двуосно-ориентированного полипропилена толщиной от около 1,2 до 5 мил.
Способ изготовления гибкой упаковки может включать стадии, на которых: формируют разметку на участке непрерывной ленты гибкой пленки, имеющей продольную ось и заданную ширину в направлении, поперечном продольной оси, наносят с помощью самоклеящегося материала отдельный укупорочный слой на непрерывную гибкую пленку по продольной оси, при этом непрерывный укупорочный слой наносят поверх разметки более чем на половину заданной ширины, формируют непрерывный продольный соединяющий края шов из пары противоположных краев непрерывной ленты гибкой пленки, формируют первое концевое уплотнение и второе концевое уплотнение, и формируют не прилипающую область захвата на отдельном укупорочном слое.
Слоистый материал для изготовления гибкой упаковки может содержать непрерывную ленту гибкой пленки, имеющую определенную ширину и продольную ось; отдельный укупорочный слой, нанесенный с помощью самоклеящегося материала по продольной оси более чем на половину ширины непрерывной ленты гибкой пленки; при этом из непрерывной ленты и непрерывного укупорочного слоя формируют серию идентичных заготовок для изготовления упаковок, на гибкой пленке каждой идентичной заготовки выполнена разметка, которая совпадает по меньшей мере с частью укупорочного слоя и впоследствии образует отверстие в упаковке при ее разрывании.
Согласно одному из подходов слоистый материал может содержать укупорочный слой из двуосно-ориентированного полипропилена толщиной от около 1,2 до 5 мил, а непрерывная пленка представляет собой слоистый материал толщиной от около 1,5 до 2,5 мил, состоящий из слоя полиэтилентерефталата и слоя ориентированного полипропилена. Слоистая пленка необязательно может содержать слой краски и грунтовки, находящийся между слоем полиэтилентерефталата и слоем ориентированного полипропилена.
Способ поточного упаковывания продуктов в серию упаковок может включать стадии, на которых:
соединяют укупорочный слой с непрерывной лентой пленки, продольные края которой отстоят друг от друга на заданную ширину,
используют между укупорочным слоем и непрерывной лентой пленки клейкий материал менее чем на заданную ширину, но не более чем на половину заданной ширины, размечают непрерывную ленту пленки, частично соответствующую укупорочному слою, чтобы обозначить отверстие в непрерывной ленте пленки после первоначального разрывания в результате удаления непрерывной подложки,
формируют продольное уплотнение вдоль продольных краев,
формируют заднее концевое уплотнение между соседними упаковками из серии упаковок,
размещают упаковываемые продукты в серию упаковок, и
формируют переднее концевое уплотнение.
Другие признаки изобретения будут лучше поняты специалистами в данной области техники из следующего далее описания и формулы изобретения.
Краткое описание чертежей
На фиг.1 показан перспективный вид впереди гибкой пленочной упаковки,
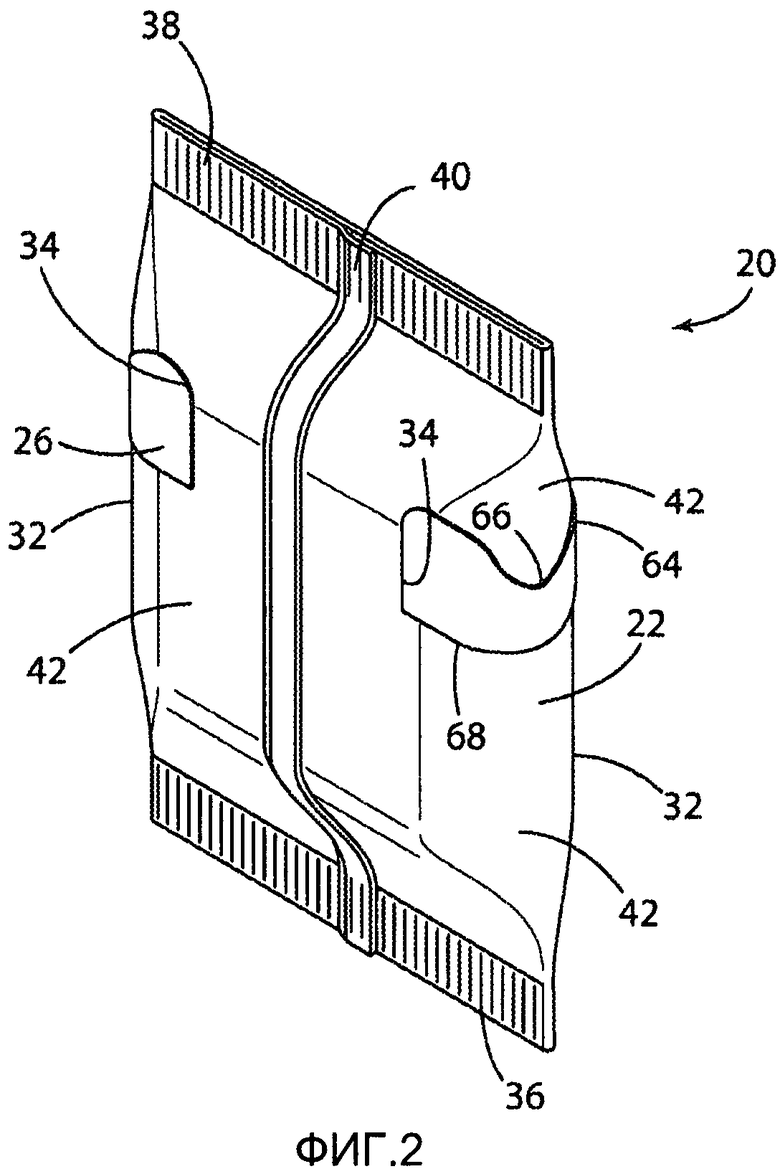
на фиг.2 показан перспективный вид сзади гибкой пленочной упаковки,
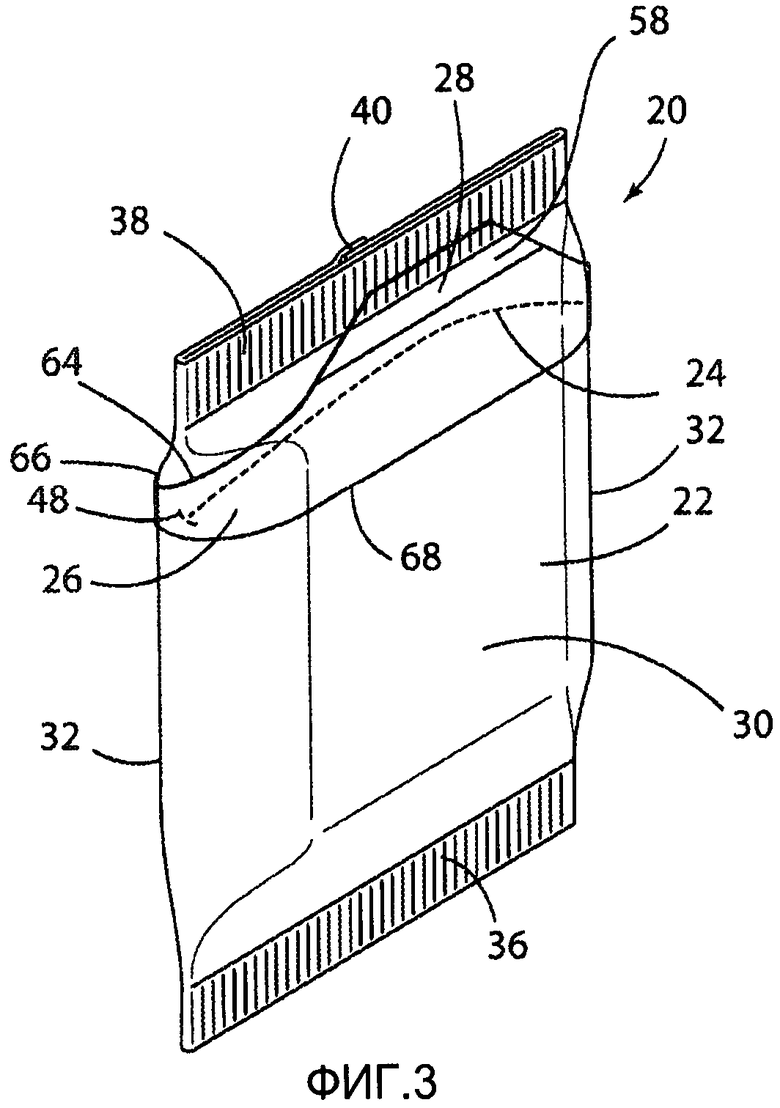
на фиг.3 показан перспективный вид впереди другой гибкой пленочной упаковки с разметочной линией и этикеткой вблизи переднего концевого уплотнения,
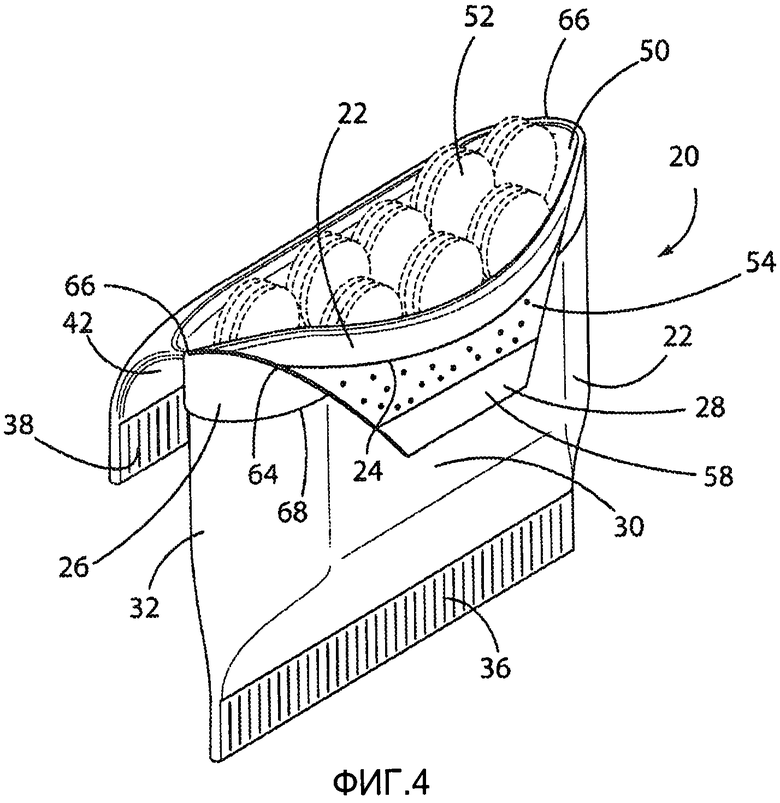
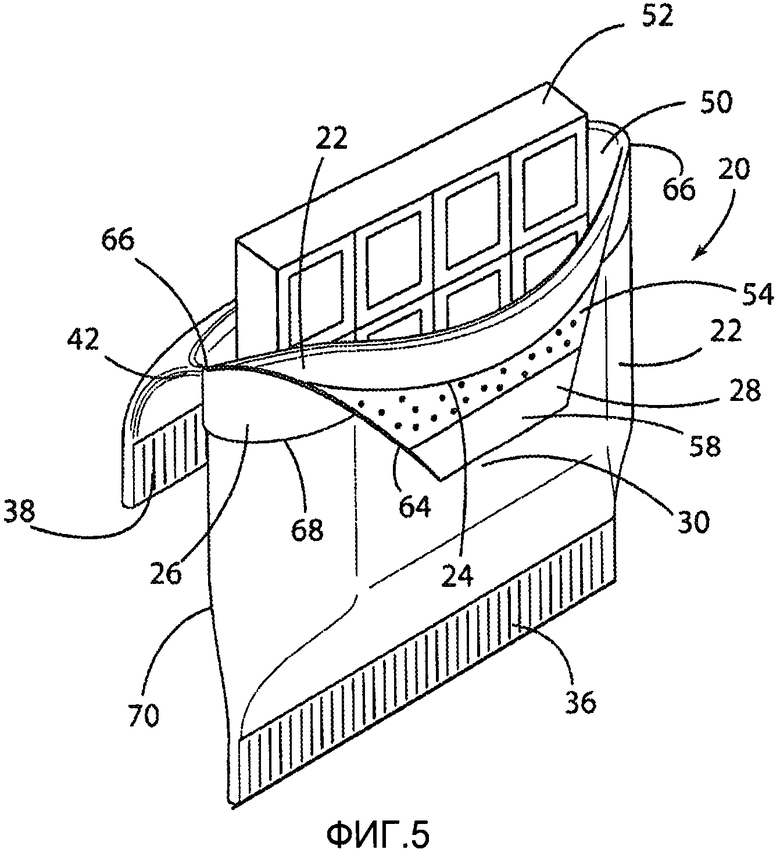
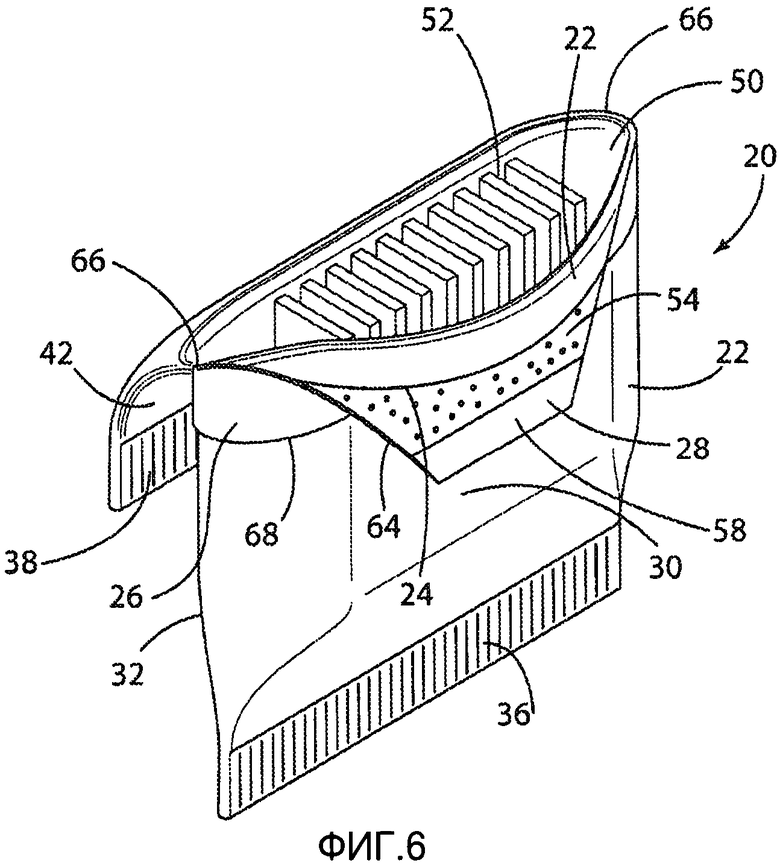
на фиг.4-6 показаны перспективные виды спереди гибкой пленочной упаковки во вскрытом состоянии, иллюстрирующие примеры используемых продуктов,
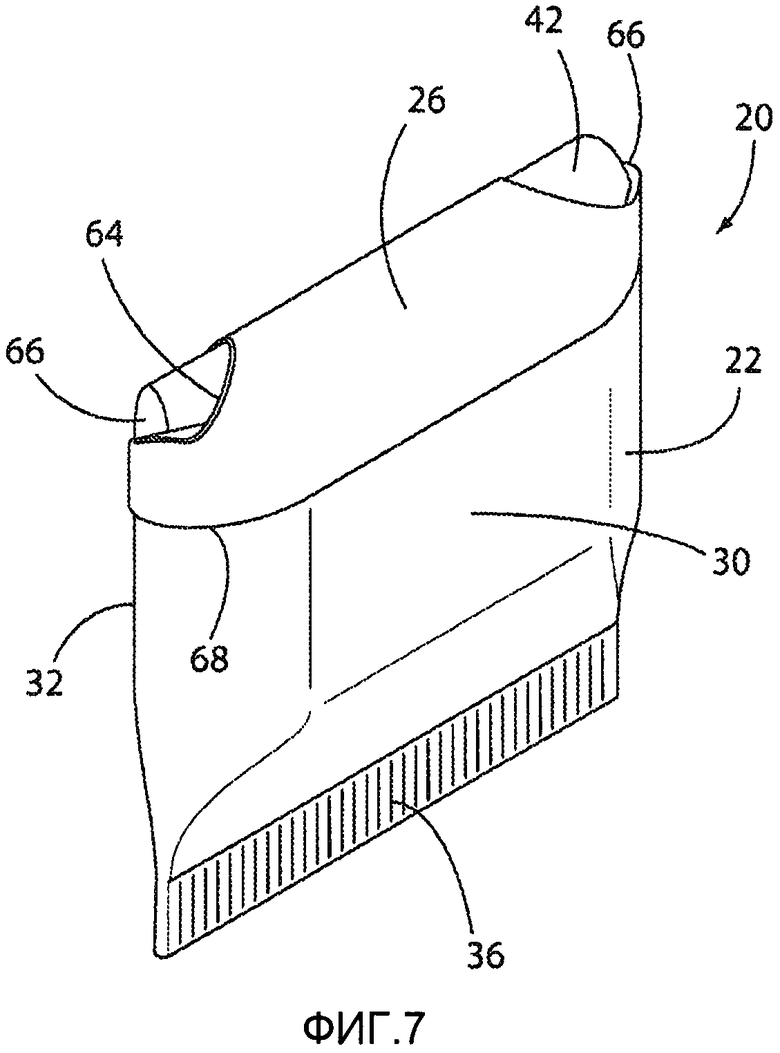
на фиг.7 показан перспективный вид впереди повторно укупоренной гибкой пленочной упаковки,
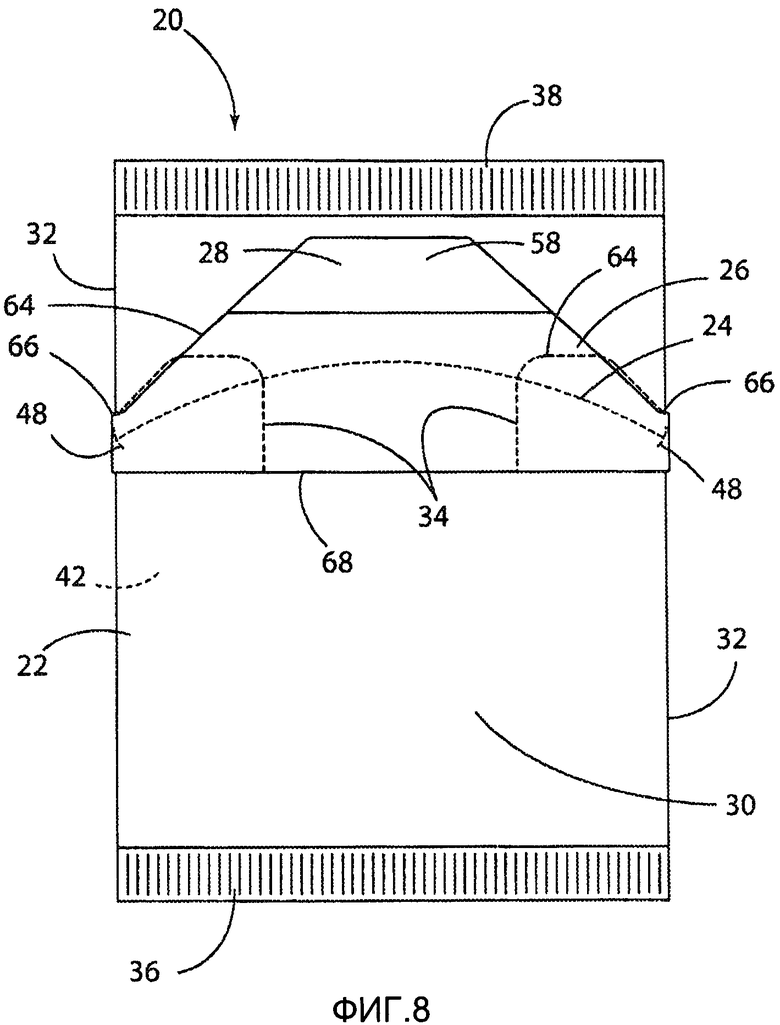
на фиг.8 показан фронтальный вид в плане гибкой пленочной упаковки,
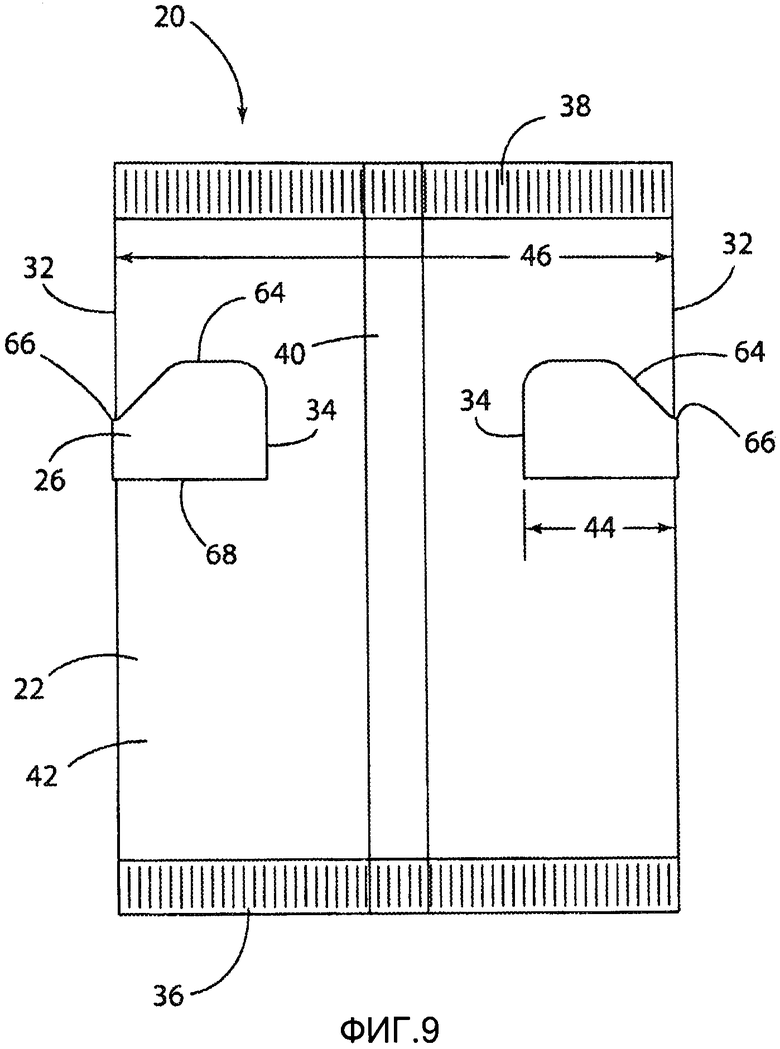
на фиг.9 показан задний вид в плане гибкой пленочной упаковки,
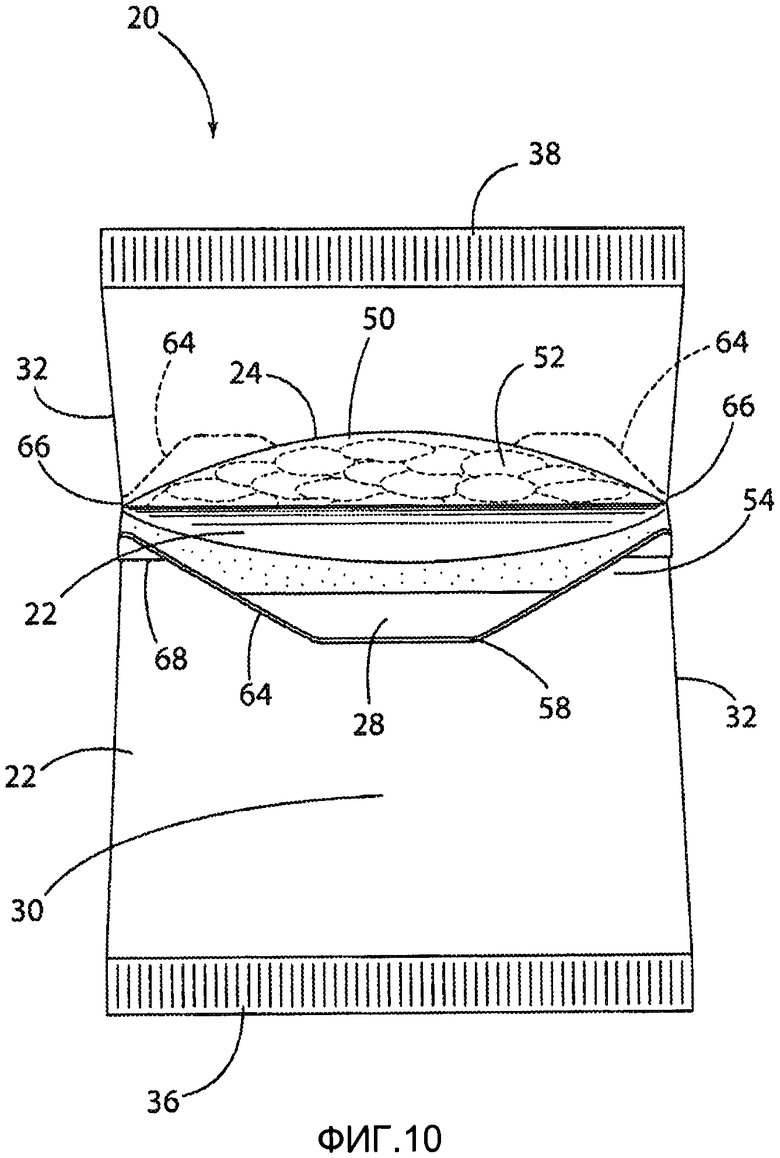
на фиг.10 показан фронтальный вид в плане вскрытой гибкой пленочной упаковки,
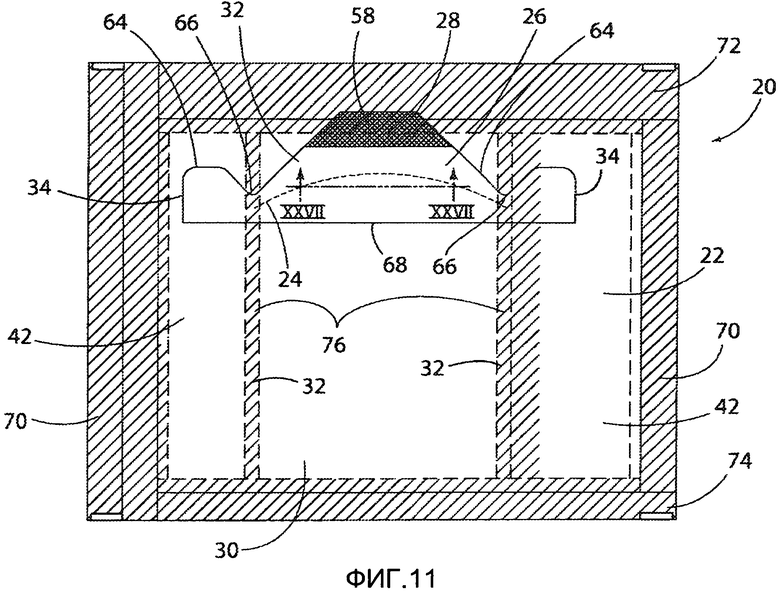
на фиг.11 показан вид в плане отрезка серии заготовок гибкой пленочной упаковки,
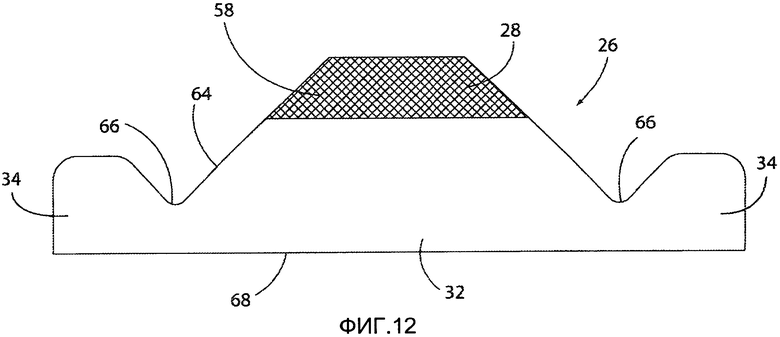
на фиг.12 показан вид в плане укупорочного слоя (этикетки) гибкой пленочной упаковки,
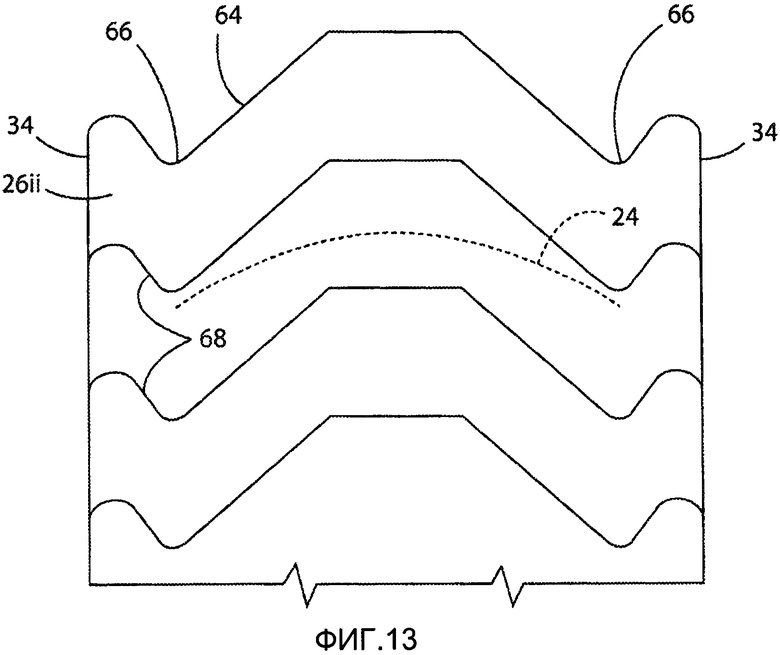
на фиг.13 показан вид в плане отрезка серии укупорочных слоев гибкой пленочной упаковки для применения в качестве непрерывных этикеток,
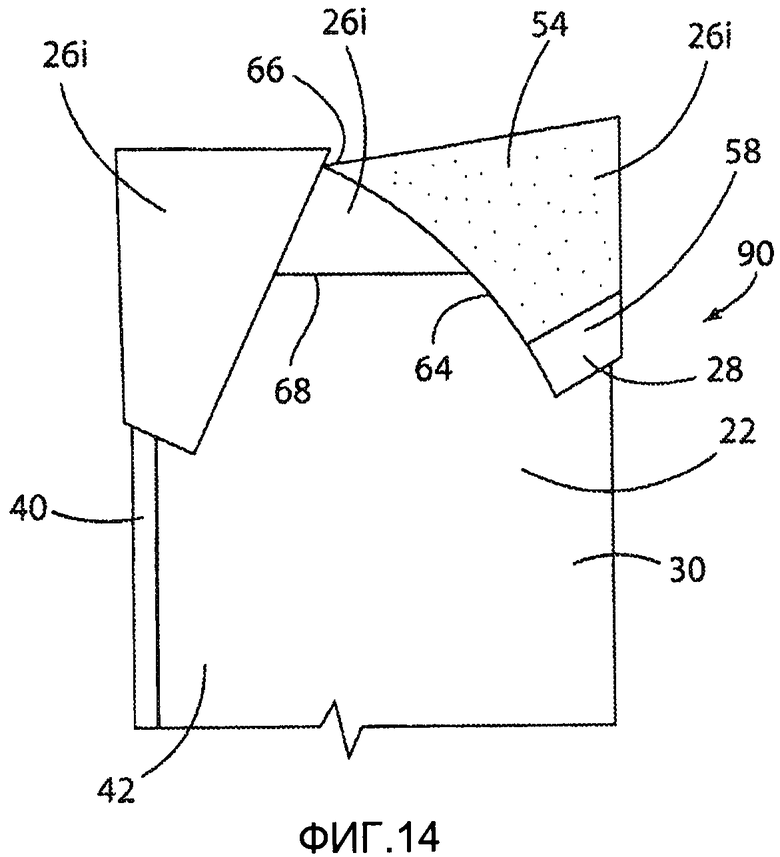
на фиг.14 показан частичный вид сбоку гибкой пленочной "порционной" упаковки во вскрытом состоянии,
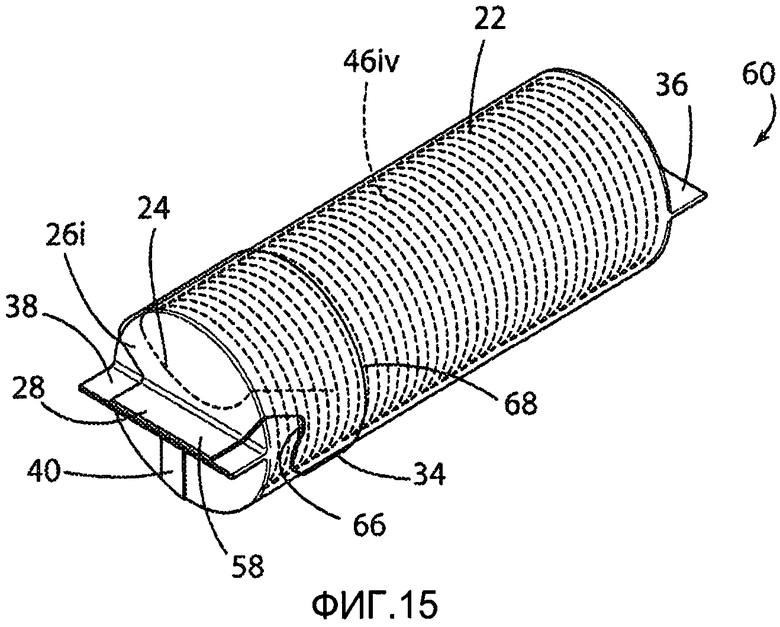
на фиг.15 показан перспективный вид впереди другой гибкой пленочной "порционной" упаковки,
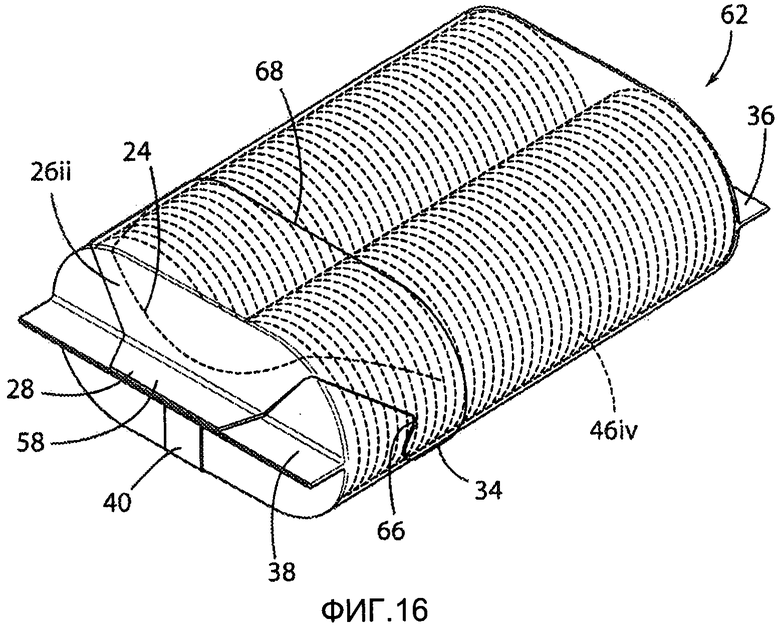
на фиг.16 показан перспективный вид впереди другой гибкой пленочной "порционной" упаковки,
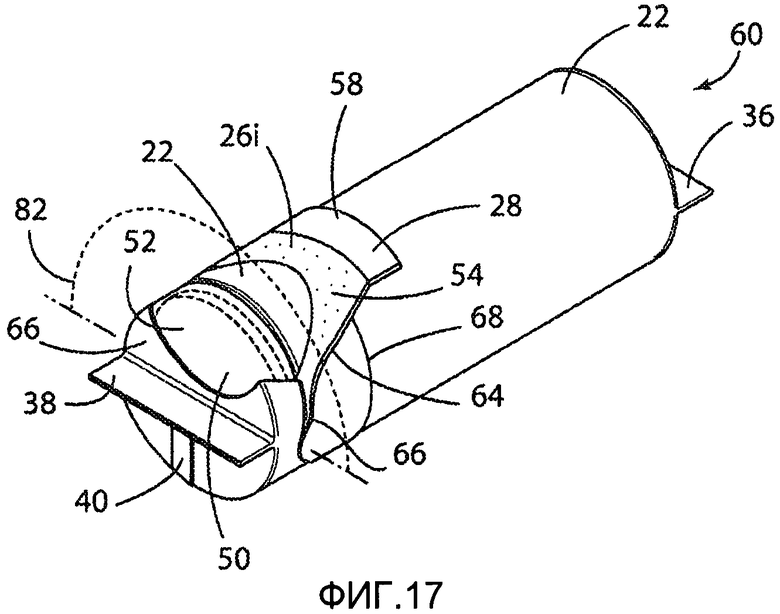
на фиг.17 показан перспективный вид впереди другой вскрытой гибкой пленочной "порционной" упаковки,
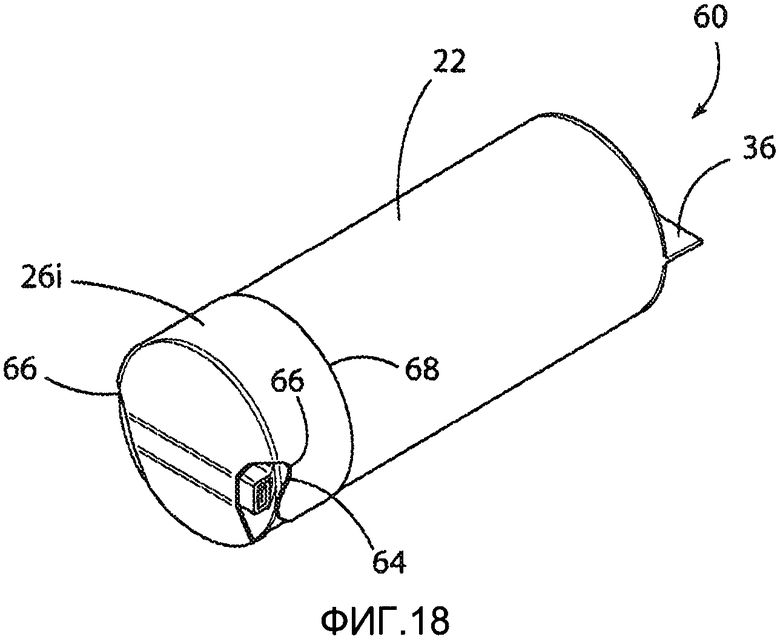
на фиг.18 показан перспективный вид впереди другой повторно укупоренной гибкой пленочной "порционной" упаковки,
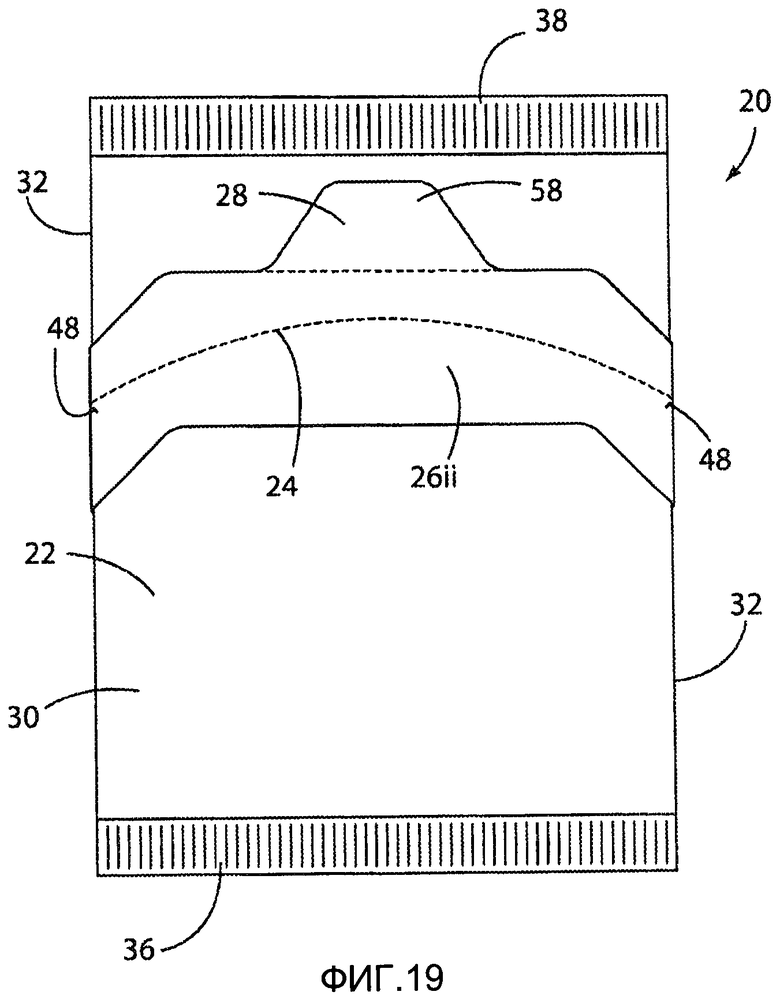
на фиг.19 показан фронтальный вид в плане другой гибкой пленочной упаковки,
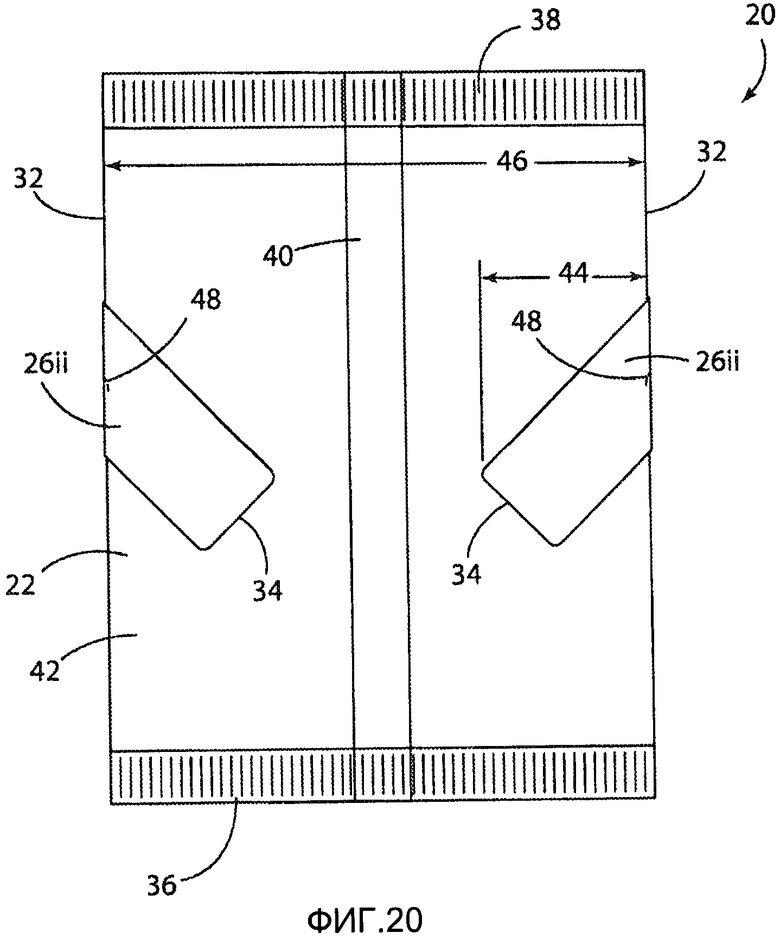
на фиг.20 показан задний вид в плане гибкой пленочной упаковки,
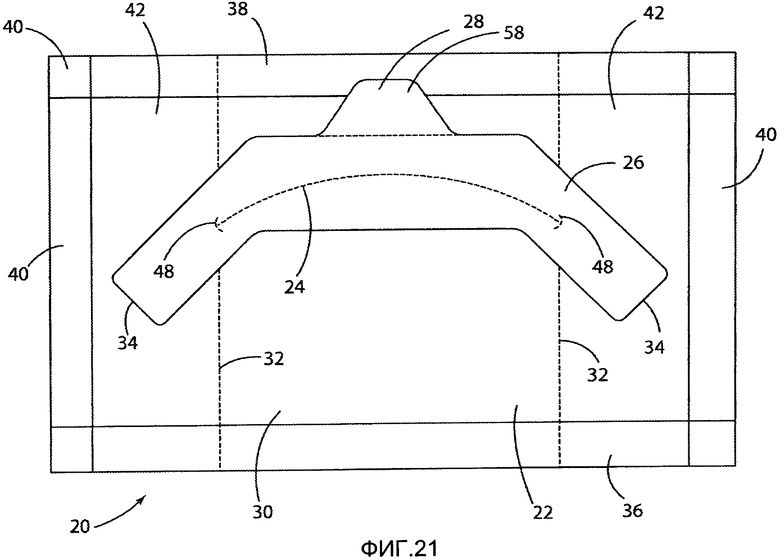
на фиг.21 показан вид в плане заготовок гибкой пленочной упаковки,
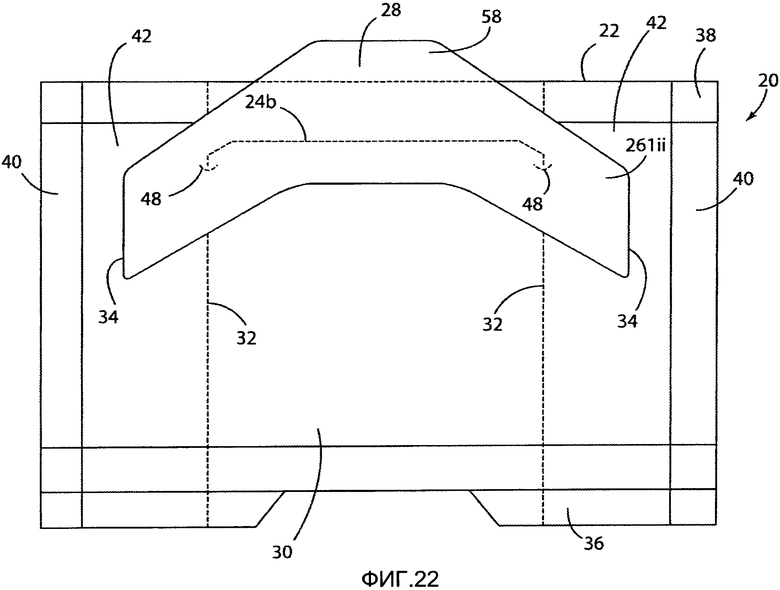
на фиг.22 показан вид в плане заготовок гибкой пленочной упаковки,
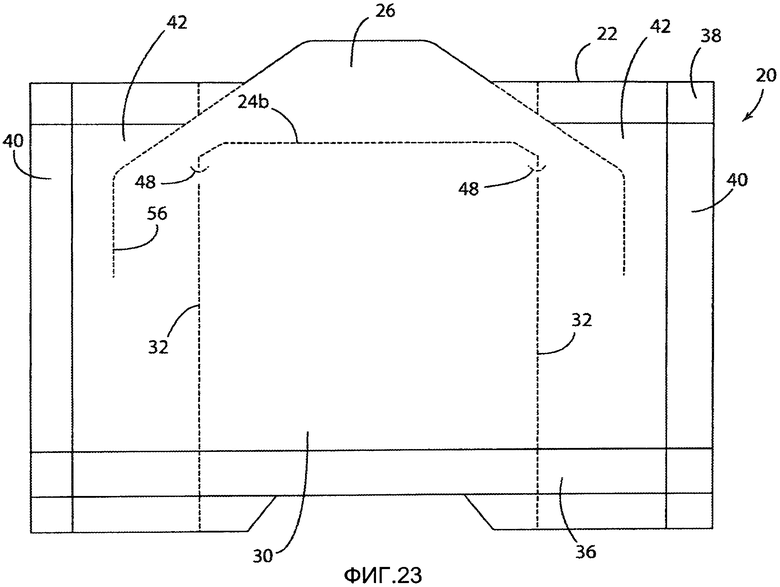
на фиг.23 показан вид в плане заготовок гибкой пленочной упаковки,
на фиг.24 показан фронтальный вид в плане другой гибкой пленочной упаковки,
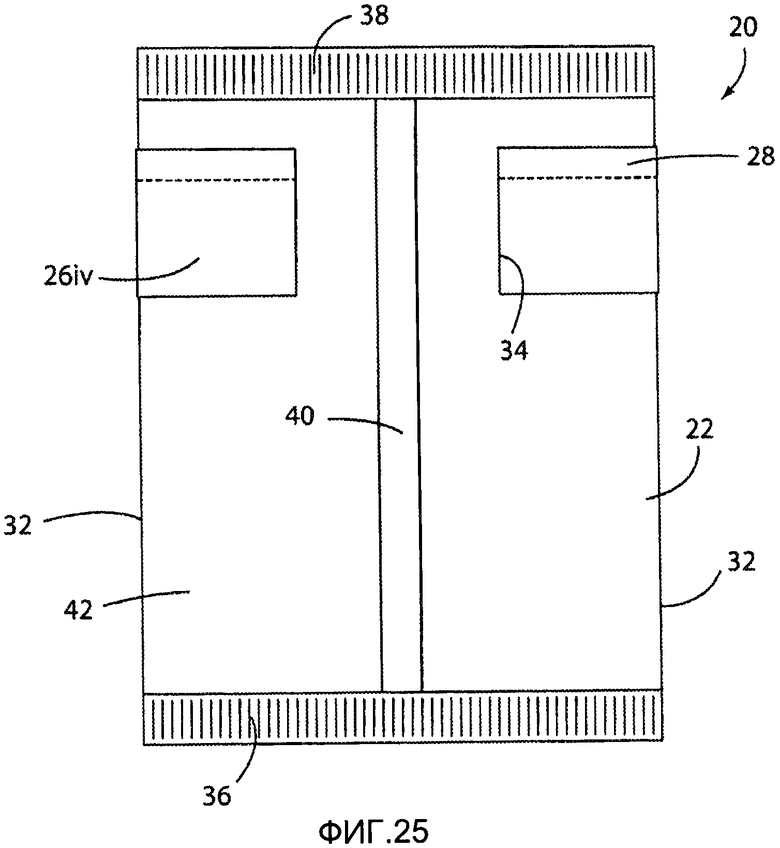
на фиг.25 показан задний вид в плане другой гибкой пленочной упаковки,
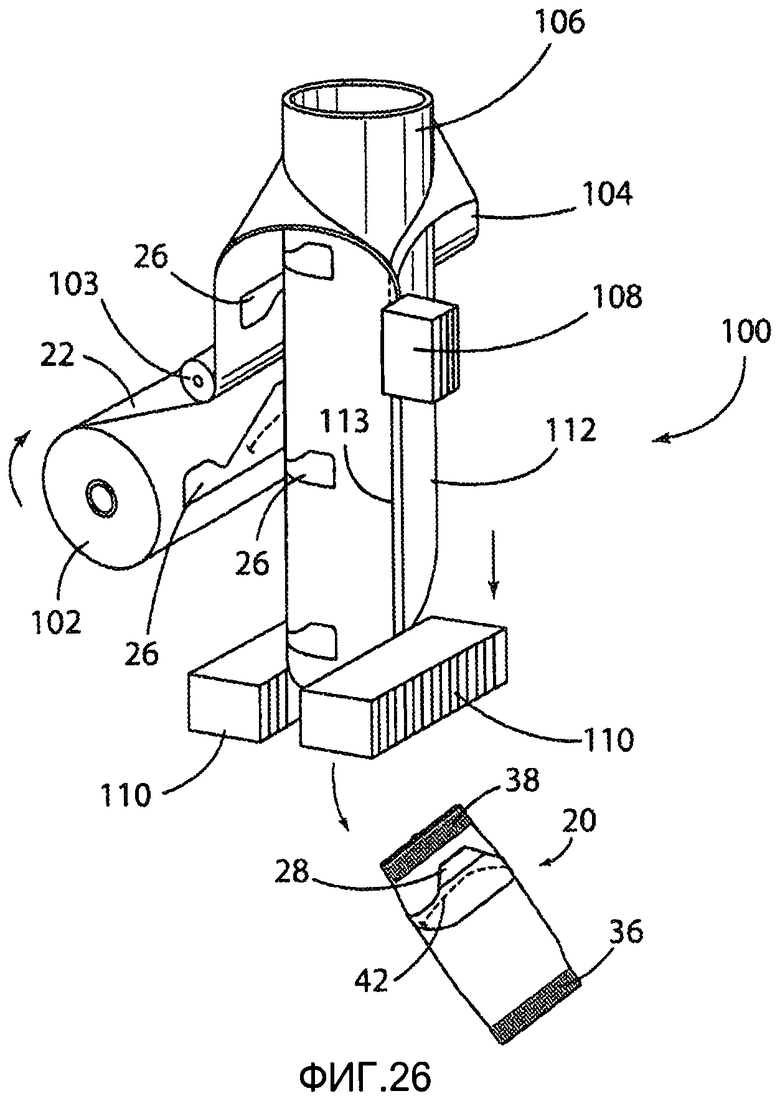
на фиг.26 показан частичный вид в перспективе поточного процесса вертикального формирования серии гибких пленочных упаковок,
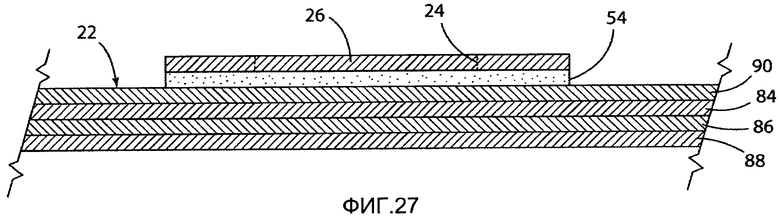
на фиг.27 показан вид в разрезе по линии XXVII-XXVII на фиг.11 слоистой пленочной этикетки для гибкой пленочной упаковки, и
на фиг.28-33 показаны примеры разметочных линий отверстия в гибкой пленочной упаковке.
Подробное описание изобретения
В описанных различных вариантах осуществления предложены гибкие пленочные упаковки и способы изготовления таких упаковок. Гибкие пленочные упаковки могут иметь по меньшей мере частичное исходное уплотнение для защиты от окружающей атмосферы и легко вскрываются и повторно укупориваются. Более точно, исходное уплотнение, которое имеет гибкая пленочная упаковка до того, как она вскрыта в первый раз, может обеспечивать меньшей мере частичный барьер для защиты от окружающей атмосферы, включая газ и влагу, в течение длительного времени. Например, исходное уплотнение гибкой пленочной упаковки может обеспечивать защиту от света, а также от газа и влаги по меньшей мере в течение 6-8 до первоначального вскрытия. В некоторых случаях применения защита от газа и влаги может быть желательна в течение еще более длительного времени до первоначального вскрытия. Кроме того, гибкие пленочные упаковки обычно являются повторно уплотняемыми, в результате чего срок годности содержащихся в ней пищевых продуктов излишне не сокращается из-за воздействия окружающей атмосферы после того, как гибкая пленочная упаковка вскрыта в первый раз, или по меньшей мере обеспечивается сохранность продукта. Таким образом, гибкие пленочные упаковки могут повторно укупориваться за счет повторно укупориваемого уплотнения, которое сохраняется после первоначального вскрытия упаковки. Хотя настоящее изобретение описано применительно к пищевым продуктам, оно также может применяться для промышленного упаковывания непищевых, медицинских, фармацевтических, и тому подобных продуктов.
Согласно одному из подходов гибкая пленочная упаковка в целом сконфигурирована на размещение множества порций пищевого продукта. Таким образом, возможность повторного укупоривания гибкой пленочной упаковки помогает сохранять свежесть или срок годности пищевого продукта, остающегося внутри упаковки после ее первоначального вскрытия.
Уплотнения гибкой пленочной упаковки, такие как любые продольные уплотнения, включая, например, соединяющий края шов или шов внахлестку, и любые концевые уплотнения могут являться герметичными (а также могут обеспечивать герметичность различной степени, такую как частичная и преимущественная герметичность), что способствует сохранению срока годности любых содержащихся в упаковке пищевых продуктов. Уплотнения могут быть сформированы разнообразными способами, такими как, например, уплотнение горячим способом, уплотнение холодным способом, уплотнение с низкой липкостью, уплотнение с использованием звуковых волн и их сочетания. Любые повторно укупориваемые уплотнения гибкой упаковки, такие как уплотнения вокруг отверстия упаковки могут частично формироваться посредством самоклеящегося материала, находящегося между гибкой пленкой и протяженным укупорочным слоем. Для формирования этого повторно укупориваемого уплотнения могут использоваться различные технологии.
Гибкие пленочные упаковки могут иметь разнообразные конфигурации, включая, например, пакет, мешок или иметь другие формы, такие как, в частности, цилиндрическая, столбчатая или прямоугольная форма. Например, гибкая пленочная упаковка может иметь прямоугольные края, такие как имеет упаковка преимущественно прямолинейной формы, или может иметь криволинейные края, такие как имеет круглая или яйцевидная упаковка. Кроме того, гибкая пленочная упаковка может быть сформирована вокруг пищевого продукта, как, например, упаковка в форме рукава, которую обертывают вокруг отдельной пачки или стопок пищевых продуктов. В других случаях применения гибкие пленочные упаковки могут быть целиком или частично сформированы, а затем заполнены пищевыми продуктами, что может быть полезным в случае различных состоящих из разрозненных частей пищевых продуктов. Упаковки различных конфигураций могут легко вскрываться, а затем повторно герметизироваться с сохранением целостности упаковки.
Согласно одному из подходов гибкая пленка имеет два противоположных краевых участков, которые сходятся и образуют продольное уплотнение, проходящее от первого концевого уплотнения (например, переднего концевого уплотнения) до второго концевого уплотнения (например, заднего концевого уплотнения). Гибкая пленка может содержать разметку, которая обозначает отверстие в упаковке после ее первоначального разрывания или вскрытия. В одном из наглядных вариантов осуществления на передней панели поверх разметки находится протяженный укупорочный слой, который продолжается за пределами передней панели на протяжении глухой складки по меньшей мере с одной стороны (предпочтительно двух сторон) задней панели вблизи продольного уплотнения. Между гибкой пленкой и протяженным укупорочным слоем может находиться самоклеящийся материал для их наслаивания. Протяженный укупорочный слой может содержать не прилипающую область захвата, служащую для отсоединения по меньшей мере части протяженного укупорочного слоя от гибкой пленки и формирования отверстия в упаковке.
Согласно одному из подходов на конфигурацию и форму упаковки могут в основном влиять продукты, содержащиеся внутри упаковки, что частично происходит из-за гибкости многослойной пленки. Согласно другому подходу гибкая пленка может представлять собой изготавливаемую методом поточного обертывания упаковку или внешнюю обертку вокруг подложки, такой как жесткая внутренняя опора или лоток для продукта.
Предложенный в изобретении способ изготовления гибких пленочных упаковок может включать формирование разметки на одном из участков непрерывной ленты гибкой пленки, имеющей продольную ось, и нанесение поверх разметки с помощью самоклеящегося материала укупорочного слоя в виде отдельной этикетки по продольной оси. Согласно одному из подходов укупорочный слой может быть нанесен на часть общей ширины непрерывной ленты гибкой пленки. Способ также может включать формирование непрерывного продольного уплотнения с двух противоположных краев непрерывной ленты гибкого материала и формирование первого концевого уплотнения и второго концевого уплотнения. Согласно одному из подходов на первом конце гибкой упаковки может быть сформирована не прилипающая область захвата. Как описано далее, гибкие упаковки могут изготавливаться автономным и поточным способами упаковывания продуктов, а также, в частности, как на горизонтальном, так и вертикальном формовочно-фасовочно-укупорочном оборудовании.
Способ упаковывания продуктов в серию упаковок может включать подачу непрерывной ленты пленки, имеющей продольные края и заданную ширину между продольными краями. Способ также может включать соединение непрерывной подложки с непрерывной лентой пленки не по всей заданной ширине. Согласно одному из подходов на непрерывную ленту пленки наносят разметку, чтобы обозначить отверстие в ленте пленки после первоначального вскрытия после того, как с непрерывной ленты пленки удаляют подложку, и помещают между непрерывной подложкой и непрерывной лентой пленки клейкий материал, такой как самоклеящийся материал, обеспечивающий определенную степень разъединяемости и повторной укупориваемости. В случае поточного процесса может использоваться серия продуктов для упаковывания, которые могут обертываться непрерывной лентой пленки и подложкой. Кроме того, вдоль продольных краев непрерывной ленты пленки может находиться продольное уплотнение, такое как соединяющий края шов или шов внахлестку, а между соседними упаковками из серии упаковок могут находиться передние и задние концевые уплотнения.
Гибкая пленочная упаковка может содержать разметку, которая обозначает отверстие в упаковке после ее первоначального разрывания или вскрытия. Термин "разметка" в контексте настоящего изобретения может означать формируемую механическим путем или прорезанную разметочную линию любого типа, выполненную с помощью лазера разметку или любое другое средство разметки, которое нарушает целостность пленки без ее разрывания (т.е. линию ослабления прочности). Разметка может проникать в пленку на часть ее глубины или может быть прорезана на всю глубину пленки на протяжении заданной линии. Если разметка частично проникает в пленку, она также может быть выполнена на обеих сторонах гибкой пленки и, соответственно, прорезана в наружной или внутренней поверхности гибкой пленки. В одном из примеров разметку наносят на гибкую пленку с ее внутренней стороны, при этом она проходит через гибкую пленку и преимущественно через самоклеящийся материал. Кроме того, разметка также может представлять собой прерывистую линию, такую как ряд перфораций, которые также могу проникать в пленку на часть ее глубины или полностью на всю глубину пленки.
В некоторых вариантах осуществления, которые описаны далее, упаковка может иметь форму пакета, имеющего переднюю панель и заднюю панель, которые ограничены линиями сгиба на пленке. Тем не менее, следует отметить, что с учетом гибкости слоистой пленки на форму упаковки способен влиять содержащийся в ней продукт или внутренние лотки. Упаковка может иметь однопорционную или даже двухпорционную конфигурацию (фиг.15 и 16, соответственно). Одним словом, в качестве легко вскрываемой упаковки, повторно укупориваемой во вскрытом состоянии, в вариантах осуществления настоящего изобретения может использоваться любая гибкая упаковка, позволяющая создавать отверстие для прямого доступа к продукту.
Согласно одному из подходов, протяженный укупорочный слой находится на гибкой пленке поверх разметки. Протяженный укупорочный слой может представлять собой этикетку, такую как этикетка с подложкой, с отсоединяемой прокладкой или без прокладки. При другой конфигурации протяженный укупорочный слой может содержать вторую гибкую пленку, при этом между гибкой пленкой и второй гибкой пленкой находится самоклеящийся материал. Как описано далее (смотри, например, фиг.23), поскольку самоклеящийся материал может служить промежуточным слоем в слоистой пленочной структуре, его наслаивают между слоями гибкой пленки и второй гибкой пленки. Хотя этикетка без прокладки может быть аналогична ленте, на этикетку без прокладки часто требуется дополнительно наносить печатные элементы.
Поскольку предполагается, что отверстие в упаковке является предпочтительно повторно укупориваемым, вокруг отверстия может обеспечиваться по меньшей мере частичное герметичное уплотнение (при некоторых конфигурациях повторно укупориваемое отверстие обеспечивает сохранность продукта). Самоклеящийся материал (PSA) между гибкой пленкой и протяженным укупорочным слоем помогает обеспечивать возможность повторного укупоривания отверстия в упаковке. Самоклеящийся материал предпочтительно является нейтральным или инертным по отношению к упаковываемому продукту. Самоклеящийся материал может быть пригоден для повторной герметизации в разнообразных состояниях условиях, таких как при условиях окружающей среды и в охлажденном состоянии лишь в качестве нескольких примеров. При некоторых конфигурациях самоклеящийся материал может обеспечивать преимущественно герметичное уплотнение даже в охлажденном состоянии (т.е. самоклеящийся материал может быть годен к эксплуатации в интервале температур от около -10 до 90°С, предпочтительно от около 2 до 7°С). Самоклеящийся материал может быть нанесен непосредственно на пленку, но также может быть нанесен на краску или другое покрытие пленки. Согласно одному из подходов самоклеящийся материал остается соединенным с укупорочным слоем даже после того как укупорочный слой многократно вскрывали и повторно укупоривали.
Укупорочный слой может являться прозрачным, матовым или необязательно запечатанным. Укупорочный слой может содержать любой из разнообразных гибких или полужестких полимеров, таких как, например, ориентированный полипропилен (ОРР), включая двуосно-ориентированный полипропилен, и слой полиэтилентерефталата (PET). Согласно одному из подходов, непрерывный укупорочный слой может иметь толщину от около 1,2 до 5 мил, предпочтительно около 2 мил. В некоторых случаях применения PET может быть желателен с учетом его термостойкости для создания не отслаивающихся уплотнений. Укупорочный слой может быть нанесен таким образом, чтобы покрывать по меньшей мере разметочную линию. Кроме того, укупорочный слой предпочтительно продолжается за пределами разметочной линии, обеспечивая достаточную краевую область вокруг разметки для эффективной повторной герметизации отверстия в упаковке после того, как разметка была первоначально вскрыта или разорвана. По существу, укупорочный слой образует износостойкое шарнирное соединение между первым участком укупорочного слоя, покрывающим разметку, и вторым участком укупорочного слоя на удалении от разметки. Износостойкое шарнирное соединение можно считать тонкой гибкой лентой материала, которая соединяет друг с другом два участка.
Обратимся к чертежам, на которых проиллюстрированы предпочтительные варианты осуществления изготавливаемых методом поточного обертывания упаковок, в целом обозначенных позицией 20, порционных упаковок, в целом обозначенных позициями 60 и 62 (фиг.15-18), и способы их изготовления.
Как показано на чертежах, обычно изготавливаемая методом поточного обертывания упаковка 20 может быть сформирована из пленки 22 с разметкой 24. Подложка, образующая укупорочный слой и проиллюстрированная как отдельная этикетка 26, может покрывать по меньшей мере всю разметку 24 на пленке 22. На фиг.1-3, 8-9, 15-16, 19-20 и 24-25 показана невскрытая и герметизированная упаковка 20. На фиг.4-6, 10, 14, 17 показана вскрытая упаковка 20.
На фиг.7 и 18 показана упаковка 20, повторно укупоренная после первоначального вскрытия. Согласно одному из подходов после того, как потребитель извлек часть продукта из гибкой пленочной упаковки, гибкая пленка может быть свернута, сложена или иным способом сплющена, чтобы удалить воздух изнутри упаковки. Затем вокруг свернутой пленки и продукта внутри упаковки может быть обернута этикетка 26, чтобы уменьшить упаковку и оставить меньше пространства для воздуха и тем самым увеличить срок годности продукта. Такие конфигурации обычно применяются в упаковках без структурной опорной конструкции, такой как каркас или лоток; тем не менее, также предусмотрено, что такая конфигурация может применяться с некоторыми опорными конструкциями в зависимости от конфигурации структурной опорной конструкции и гибкой пленки.
Упаковка 20 может быть сформирована путем соединения противоположных сторон пленки с целью создания уплотнения 40 (показанного на чертежах как соединяющий края шов). На внутренней поверхности пленки 22 предпочтительно находится уплотнительный слой. Также могут быть предусмотрены концевые уплотнения, такие как заднее концевое уплотнение 36 и переднее концевое уплотнение 38. Концевые уплотнения 36 и 38 предпочтительно являются не отслаивающимися. В рассматриваемых вариантах осуществления уплотнения могут быть сформированы путем уплотнения горячим способом, холодным способом, с использованием звуковых волн или с низкой липкостью и их различных сочетаний.
В процессе использования пользователь может одной рукой захватить неуплотненную внутреннюю поверхность 58 отслаивающегося язычка этикетки 26, а другой рукой - область концевого уплотнения 38 или вблизи него. Отслаивающийся язычок этикетки может отслаиваться назад с целью формирования отверстия 50, пока он достигнет не дуги 48, показанной на фиг.8. В любом случае в процессе использования этикетка 26 не отслаиваются от упаковки 20. В вариантах осуществления это может достигаться за счет сопротивления разрыву этикетки 26, проходящей в сторону задней панели 42. На отслаивающемся язычке 28 этикетки 26 может отсутствовать клейкий материал, или он может быть нейтрализован разнообразными средствами, такими как краска, лак и т.п.
Таким образом, в рассматриваемых вариантах осуществления свойства этикетки, а также продолжения этикетки на задней панели и дуга 48 могут использоваться, чтобы контролировать разрывание пленки 22 за пределами разметки 24 под этикеткой 26. Этикетка 26 предпочтительно является отдельной этикеткой, обеспечивающей отслаивающийся язычок и средство распространения разметки для инициирования и направления разрывания в продольном направлении в сторону заднего уплотнения, но не за пределы заднего концевого уплотнения.
Тем не менее, следует отметить, что рассматриваемые упаковки могут иметь различные конфигурация разметки 24. Сопротивление отслаиванию поверхности упаковки 20 и этикетки 26 превышает усилие, необходимое для разделения сторон разметки по разметочным линиям 24. Этикетка 26 как таковая способна отслаиваться от поверхности упаковки 20. Соответственно, если продолжать тянуть за язычок 28, инициируется разрывание разметочной линии 24, как показано на фиг.4-6. Отслаивающийся язычок 28 может иметь любое число конфигураций, таких как проиллюстрированный трапециевидный язычок, хотя возможны другие формы, такие как квадратная, V-образная и т.п. при условии, что они способны обеспечивать захват для пальцев с целью инициирования вскрытия упаковки.
Согласно одному из подходов гибкая пленочная упаковка представляет собой пакет, изготовленный на вертикальном формовочно-фасовочно-укупорочном оборудовании (VFFS). Обычно при упаковывании в пакеты VFFS не обеспечивается полный доступ к содержащемуся в них продукту. В качестве одного из решений вертикальную упаковку снабжают горизонтально расположенной застежкой-молнией (такой как пластиковые молнии производства компании DOW Chemical, продаваемые под торговым наименованием ZIPLOC). Тем не менее, в упаковке этого типа может требоваться материал большего калибра толщины, чтобы поддерживать структуру молнии, и может использоваться отрывная лента определенного типа. В этом случае может требоваться множество операций, чтобы вскрыть упаковку, и может происходить чрезмерный расход материалов. В рассматриваемых вариантах осуществления при использовании язычка 28 не требуется отрывная лента или отрывной компонент. Кроме того, как показано на фиг.4-6, в рассматриваемых вариантах осуществления обеспечивается полный доступ к содержимому упаковки. Тем не менее, следует отметить, что в других вариантах осуществления рассматриваемой конструкции могут быть предусмотрены упаковки, изготавливаемые методом поточного обертывания на вертикальном формовочно-фасовочно-укупорочном оборудовании.
Соответственно, в рассматриваемых вариантах осуществления предложена более рентабельная упаковка, чем стандартный пакет с молнией. Кроме того, в рассматриваемых вариантах осуществления необходимо значительно меньше уплотнительного материала, поскольку к упаковке не требуется приваривать молнию. Помимо этого, с учетом того, что не требуется молния, может использоваться пленка меньшего калибра толщины, за счет чего дополнительно снижаются затраты, отходы и расход материалов. Например, в стандартных упаковках с молнией может использоваться трехслойная пленка калибра более 3 мил. В этом случае толщина одного только уплотнительного слоя может составлять 1,5 мил. В отличие от этого, толщина пленки 22 согласно настоящему изобретению может составлять от около 1,2 до 5 мил, предпочтительно от около 1,5 до 2,5 мил. За счет этого может обеспечиваться снижение расхода материалов пленки приблизительно на 50% по сравнению с упаковками с молнией.
Признаки предпочтительных вариантов изобретения предпочтительных вариантов изобретения обеспечиваются за счет использования поверх размеченной пленки 22 этикетки 26, которая проходит в горизонтальном направлении через переднюю панель 30 упаковки, выходит за пределы линий 32 сгиба, доходит до задней панели 42 упаковки 20 и заканчивается на конце 34. При использовании этой конфигурации этикетка 26 позволяет полностью вскрывать упаковку 20, обеспечивая при этом жесткость упаковки с тем, чтобы она оставалась открытой. За счет вертикальной ориентации разметки 24 продуктом может быть заполнено предпочтительно до двух третей упаковки 20. Как показано на фиг.3, этикетка 26 и ее соответствующая разметочная линия 24 расположены на верхнем (переднем) концевом уплотнении 38 или вблизи него. За счет этого отверстие в упаковке может находиться вверху или вблизи ее верха, что может быть удобным для извлечения продуктов, таких как цельные продукты (например, плитки шоколада на фиг.5) или размещенные в ряд продукты (например, размещенные в ряд пластинки жевательной резинки в индивидуальных обертках на фиг.6), продукты в виде частиц (такие как кофе) и т.п. Следует отметить, что эти упаковки за исключением упаковок для продуктов в виде частиц обычно не изготавливаются на оборудовании с вертикальной подачей упаковок.
Помимо того, что этикета проходит в горизонтальном направлении через переднюю панель упаковки до задней стенки, ее верхний край 64 может проходить вниз (т.е. в сторону заднего концевого уплотнения 36) под углом до 45 градусов, предпочтительно около 30 градусов. Этикетка должна проходить через заднюю панель 42 на достаточную величину для обозначения дальнейшего распространения линии разрыва разметки по передней панели 30. В предпочтительных вариантах осуществления эта величина может составлять около 10% и даже до 1% (размер 44 на фиг.9 и 20) ширины задней панели (размер 46 на фиг.9 и 20) для одного или обоих концов 34 этикетки, даже если концы этикетки перекрывают друг друга на протяжении соединяющего края шва 40, как показано на фиг.25. Размер 44 предпочтительно составляет около 25%. В предпочтительном варианте осуществления этот размер сведен к минимуму с целью снижения расхода материала и стоимости упаковки. Следует также отметить, что хотя в проиллюстрированных вариантах осуществления отсутствуют боковые панели, в альтернативных конструкциях, входящих в объем вариантов изобретения, могут быть предусмотрены более двух цилиндрических боковых панелей. Например, на фиг.14-18 проиллюстрированы рассматриваемые варианты осуществления порционных упаковок. Как лучше всего показано на фиг.9 и 11-12, в предпочтительных вариантах осуществления верхний край 64 этикетки на линии 32 сгиба или вблизи нее в области 66 может иметь V-образную форму и проходить в целом вверх (т.е. в сторону верхнего концевого уплотнения 38) по горизонтали в сторону центра (например, как показано в сторону соединяющего края шва 40) задней панели 42 упаковки. Следует отметить, что аналогичные угловые ориентации, такие как имеет верхний край 64, проходящий по передней панели 30, возможны для задней панели 42, и, в конечном итоге, в объем рассматриваемых вариантов осуществления может входить множество различных геометрий. Верхний край этикетки, проходящий вверх по задней панели 42, способен служить дополнительной опорой этикетки, которая позволяет отслаиваемой вниз части передней панели 30 оставаться загнутой вперед во вскрытом состоянии, как показано на фиг.10 и 17. За счет этого потребителю легче избегать соприкосновения с PSA 54 при проникновении в отверстие в упаковке. Одним из дополнительных преимуществ загнутого вперед клапана передней панели 30 является то, что при извлечении потребителем продукта через это отверстие уменьшается соприкосновение крошек и(или) продукта с PSA 54. В других возможных конфигурациях этикетка может продолжать проходить под таким же углом вниз, даже если она захватывает заднюю панель (или иначе заднюю сторону упаковки). Смотри фиг.19-23. В упрощенном варианте (смотри фиг.24-25) этикетка 26 представляет собой простую горизонтальную ленту этикетки, проходящую по ширине непрерывной пленки, используемой для формирования упаковки.
Пленка 22 может представлять собой гибкий листовой материал, свернутый или сформированный в виде заготовки и изготовленный из слоистого материала или совместно экструдированных пленочных структур, содержащих литые или полученные экструзией с раздувом слои, и т.п. Примерами может служить однослойный полимер, такой как полипропилен, полиэтилен, полимолочная кислота (PLA), сложный полиэфир и т.п. Толщина пленки также может зависеть от желаемой защиты от газа, влаги и света, уровня желаемой структурной целостности и желаемой глубины разметочной линии (описанной далее).
Пленка 22 может представлять собой термосклеиваемый сополимер, при этом в некоторых вариантах осуществления термосклеиваемый полимер образует уплотнение, при температуре, например, 50-300°С. Пленка 22 также может представлять собой герметизируемую под давлением пленку (например, самоклейкую пленку или иначе пленку, не требующую применения тепла). В некоторых вариантах осуществления эта герметизируемая под давлением пленка образует уплотнение под давление, например, от около 0,7 до 7,0 кг/см2, предпочтительно около 5,6 кг/см2.
Пленка 22 предпочтительно может представлять собой слоистый материал толщиной 1,2-5 мил, содержащий слой полиэтилентерефталата (PET) и слой ориентированного полипропилена (ОРР), или необязательно может представлять собой однослойный полимер. Слой PET может иметь толщину может иметь толщину от около 0,4 до 1,0 мил (предпочтительно около 0,48 мил), а слой ОРР может иметь толщину от около 0,6 до 1,2 мил (предпочтительно около 0,7 мил).
Слой PET имеет степень жесткости от гибкой до полужесткой в зависимости от его толщины. Слой PET является предпочтительным, поскольку является очень легким, прочным и способен обладать высокой прозрачностью, когда это желательно для упаковки. Он также может быть полезен в качестве кислородо/газонепроницаемого или гидроизолирующего слоя. Слой ОРР способен придавать дополнительную прочность и служить дополнительным непроницаемым барьером. Компоненты слоистого материала могут быть соединены клейкими материалами или путем экструдирования.
Пленка 22 также необязательно может содержать дополнительные слои. Может использоваться уплотнительный слой (не показанный), чтобы способствовать формированию уплотнений, укупоривающих продукт во время упаковывания. Уплотнительный слой как таковой находится на поверхности пленки, направленной внутрь упаковки. Уплотнительный слой может содержать разнообразные полимерные уплотнители, такие как уплотнительный слой на основе активируемого при нагревании полимера, например, сополимер этилена и винилацетата (EVA), иономерная пластмасса (производства компании DuPont, которая продается под торговым наименованием SURLYN), металлоцен и органоглина и т.п. В рассматриваемых вариантах осуществления также могут использоваться уплотнители, укупориваемые холодным способом и под давлением. Следует отметить, что, если продуктами внутри гибкой пленочной упаковки являются пищевые продукты, применяются уплотнители для пищевых продуктов.
В одной из конфигураций в гибкой пленке 12 дополнительно используются усилители жесткости для повышения жесткости пленки. Эти усилители жесткости могут использоваться в дополнение к корректировке жесткости, которая может осуществляться путем изменения толщины и плотности упомянутых ранее слоев. Эти усилители жесткости могут добавляться в качестве одного из компонентов экструдированной пленки или в качестве отдельного слоя. Например, в структуру ленты многослойной гибкой пленки 12 может быть включен один из слоев, такой как слой полиамида (например, нейлон). Согласно одному из подходов нейлон может использоваться в качестве одного из слоев, соединенного с остальной структурой пленки клейким материалом. Кроме того, в одной из конфигураций слой нейлона может находиться между другими слоями, а другие слои гибкой пленки могут быть приклеены к слою нейлона (т.е. связующему слою) с каждой стороны. В одном из примеров толщина слоя нейлона может составлять около 6-10% толщины пленки или около 0,004 мм. Согласно одному из подходов толщина слоя нейлона составляет около 8% толщины пленки. Согласно еще одному подходу толщины слоя нейлона может составлять около 0,004 мм. Необязательные слои пленки могут включать слои краски. Например, один из конкретных слоистых материалов может содержать краску и грунтовку между слоями PET и ОРР. Также могут использоваться элементы обеспечения целостности упаковки. В предпочтительные варианты осуществления также могут входить металлизированные слои и различные сочетания слоистых материалов.
Согласно одному из подходов и, как показано фиг.27, пленка 12 предпочтительно может представлять собой слоистый материал, содержащий слой 90 поли этилентерефталата (PET) и слой 86 ориентированного полипропилена (ОРР), или необязательно пленка 12 может представлять собой однослойный полимер. Слой PET имеет степень жесткости от гибкой до полужесткой в зависимости от его толщины. Слой PET является предпочтительным, поскольку является очень легким, прочным и способен обладать высокой прозрачностью, когда это желательно для упаковки. Он также может быть полезен в качестве кислородо/газонепроницаемого или гидроизолирующего слоя. Слой ОРР способен придавать дополнительную прочность и служить дополнительным непроницаемым барьером. Компоненты слоистого материала могут быть соединены клейкими материалами или путем экструдирования. Необязательные слои пленки могут включать слои 84 краски (фиг.27). Например, один из конкретных слоистых материалов может содержать краску и грунтовку между слоем 90 PET и слоем 86 ОРР. В предпочтительные варианты осуществления также могут входить металлизированные слои и различные сочетания слоистых материалов.
Пленка 12 может необязательно содержать дополнительные слои. Может дополнительно использоваться уплотнительный слой, такой как термосвариваемый уплотнительный слой 88 (фиг.27), чтобы способствовать формированию уплотнений, укупоривающих продукт во время упаковывания. Уплотнительный слой как таковой находится на поверхности пленки, направленной внутрь упаковки. Уплотнительный слой может содержать разнообразные полимерные уплотнители, такие как уплотнительный слой на основе активируемого при нагревании полимера, например, сополимер этилена и винилацетата (EVA), иономерная пластмасса (производства компании DuPont, которая продается под торговым наименованием SURLYN), металлоцен и органоглина и т.п. В рассматриваемых вариантах осуществления также могут использоваться уплотнители, укупориваемые холодным способом и под давлением. Следует отметить, что, если продуктами внутри гибкой пленочной упаковки являются пищевые продукты, применяются уплотнители для пищевых продуктов.
На гибкой упаковочной пленке 22 лазером или путем высечки с помощью ротационного штампа может быть выполнена разметка, обозначающая или указывающая отверстие в пленочной упаковке. Разметку 24 предпочтительно выполняют на стороне пленки, обращенной внутрь упаковки. Нанесение на пленку разметки путем высечки или лазером не ограничено калибром материала или составными частями. Соответственно, получаемое изделие является более рентабельным, чем известные из уровня техники.
Разметочные линии могут иметь множество конфигураций в соответствии с желаемыми характеристиками упаковки и продукта. Например, разметочная линия 24 может являться дугообразной, как показано на фиг.1-11, хотя возможно множество других конфигураций. На фиг.28 показана прямая горизонтальная разметка, на фиг.32 показана прямолинейная разметка, а на фиг.33 показана обратная V-образная разметка.
В процессе использования обнажившиеся разметочные линии имеют тенденцию продолжать распространять разрывание. Упаковки рассматриваемой конструкции могут быть иметь разметочные линии, которые могут иметь концевые структуры, ослабляющие эту тенденцию. В частности, на фиг.1 показаны дугообразные концевые структуры 48, хотя возможны другие конфигурации концевых структур, такие как J-образные крюки (фиг.29 и 30) и т.п. Возможны другие элементы, такие как элементы, обеспечивающие целостность упаковки. Как показано на фиг.31, разметка образует две прорези, которые разрываются после первоначального вскрытия, и указывают, что упаковка была ранее вскрыта.
Как показано на чертежах, в пленке 22 предусмотрено отверстие 50 в упаковке, ограниченное или указанное разметочной линией 24 и позволяющее пользователю получать доступ к продукту 52. Следует отметить, что упакованным продуктом 52 может являться печенье, кондитерские изделия, крекер, жевательная резинка, плитки шоколада, конфеты в обертке, продукты в виде частиц (например, кофе) и т.п. Разметочная линия 24 может иметь различную глубину и ширину в пределах пленки 22 и может быть выполнена различные режущими средствами, такими как лазер или высекальный штамп. Разметочная линия 24 должна иметь меньшую прочность на разрыв, чем по меньшей мере адгезионная прочность PSA 32, чтобы пленка могла отслаиваться вместе с этикеткой. Лишь в качестве иллюстрации в одном из вариантов осуществления PSA 54 может быть сконфигурирован, например, таким образом, чтобы усилие вскрытия (разделения) составляло 350 грамм/дюйм, а усилие укупоривания (приклеивания) составляло 200 грамм/дюйм. Тем не менее, следует отметить, что упаковки рассматриваемой конструкции могут иметь другие интервалы усилий вскрытия и укупоривания.
Разметочная линия 24 предпочтительно проходит только через часть упаковки, чтобы не влиять на барьерные свойства (например, защиты от газа или влаги) упаковки. В этом случае этикетка 26 не должна, хотя необязательно и по своей природе может обеспечивать исходный герметичный барьер. Необязательные барьерные свойства этикетки 26 могут обеспечиваться за счет характеристики, присущей материалу этикетки, или за счет барьерного слоя, которым дополнительно снабжают этикетку 26. Следует отметить, что даже в вариантах осуществления, в которых разметка 24 способна влиять на барьерные свойства пленки 22, барьер, созданный разметкой, должен компенсироваться за счет этикетки 26, когда вся размеченная часть пленки 22 покрыта этикеткой 26.
Жесткость передней панели 44 упаковки 20 может быть увеличена за счет этикетки 26, которая естественным образом заставляет пленка оставаться вскрытой за счет своей тенденции стремиться сплющиться и приобрести первоначальную форму. За счет восходящего верхнего края 64 этикетки обеспечивается дополнительная опора для сохранения отверстия в пленке. Тем самым обеспечивается легкий и прямой доступ к содержимому по всей ширине упаковки. Кроме того, этикетка 26 содержит PSA 54, который позволяет временно повторно укупоривать или даже повторно герметизировать упаковку 20, как показано на фиг.7. На фиг.7 показано, что задняя панель 42 может быть загнута внутрь отверстия в упаковке для обеспечения повторного укупоривания/герметизации упаковки в самом низу верхнего края 64 этикетки.
Этикетка 26 и пленка 22 могут являться прозрачными, матовыми, или необязательно запечатанными. Следует отметить, что этикетка 26, применимая в рассматриваемых конфигурациях, может быть в целом охарактеризована как любая пленка с клейким покрытием. Кроме того, следует отметить, что также могут использоваться этикетки с прокладками. В некоторых вариантах осуществления этикетки может непрерывно совмещаться с пленкой 22. В этих случаях этикетка 26 имеет охватывающий нижний край (т.е. нижний край 68), который соответствует язычку 28 (смотри фиг.13). Иными словами, нижний край этикетки соответствует геометрии верхнего края этикетки, обеспечивая непрерывный рулон этикеток без потерь материала. Возможная разметочная линия 24 показана в качестве одного из примеров ориентации при расположении этикетки.
Следует отметить, что в альтернативной упаковке этикетка может быть сформирована из слоистой пленки 22. В этом варианте осуществления пленка 22 может содержать по меньшей мере два слоя полимерной пленки, соединенных самоклеящимся материалом 54 (смотри фиг.23). Первый слой пленки может содержать разметку для формирования этикетки, а второй слой пленки может содержать разметку для формирования отверстия. Разметка может наноситься до или после наслаивания слоев пленки, предпочтительно после наслаивания. В этом случае общая толщина пленки может составлять от около 1,8 до 3 мил, предпочтительно около 2,1 мил.
Этикетки без прокладки могут представлять собой лицевой материал с покрытием из самоклеящегося материала на одной стороне, который может наматываться на бобину без прокладки. Для этого на сторону этикетки, противоположную стороне с самоклеящимся материалом, может быть нанесен разделительный слой или в качестве альтернативы гомополимер, такой как полипропилен. Лицевые материалы могут включать, например, стандартную бумагу, пленку, пластик, ткань, фольгу, термобумагу, и т.п. Кроме того, известны этикетки без прокладки с отделяемыми и переустанавливаемыми клейкими материалами. В качестве альтернативы, в качестве этикетки 26 может использоваться покрытая клейким материалом гибкая пленка.
Этикетка может состоять из ориентированного полипропилена (ОРР), включая двуосно-ориентированный полипропилен толщиной от около 1,2 до 5 мил, предпочтительно около 2 мил, или из полужесткого полимера другого типа, такого как PET и т.п. PET является предпочтительным за счет своей термостойкости при создании не отслаивающегося уплотнения.
На фиг.11, 21-23 показана возможная заготовка упаковки 20. Как показано на фиг.11, область 70 на краях упаковки может использоваться для формирования соединяющего края шва 40 (или шва внахлестку), область 72 для формирования переднего концевого уплотнения 38, а область 74 для формирования заднего концевого уплотнения 36. Область 76 может использоваться, что определять, где ориентация верхнего края 64 этикетки изменяется с направления вниз на направление вверх в точке 66 на верхнем крае 64 этикетки.
На фиг.14-18 показаны примеры упаковок согласно одному из подходов, применимому к упаковыванию "порционного" типа. При "порционном" упаковывании могут использоваться вертикально размещаемые продукты, которые обертывают пленкой, чтобы сформировать рукав из продуктов. Эта упаковка является обычной упаковкой для крекера. Как показано, возможны однопорционные упаковки 60 (фиг.15) и двухпорционные упаковки 62 (фиг.16). Следует отметить, что в случае формирования столбчатой конфигурации из пленки 22 отсутствует линия сгиба, такая как линия 32 сгиба, показанная в других вариантах осуществления. Тем не менее, применяется такая же конфигурация и геометрия этикетки, как и ранее. Однако в этом случае верхний край этикетки (например, 26i и 26ii) может изменять ориентацию с направления вниз на направление вверх (как "V" в точке 66 на фиг.1) под углом от 150 градусов до 195 градусов (предпочтительно около 180 градусов) по окружности упаковки, как обозначено позицией 82 на фиг.17. В этом случае окружность перпендикулярна ориентации этикетки на порции, иными словами, в порционном варианте осуществления точка 66 "V" на верхнем крае 64 этикетки может находиться с противоположных сторон порции.
В предпочтительных вариантах осуществления упаковки, такие как 20, 60 и 62 обычно могут компоноваться разнообразными способами, например, путем соединения противоположных краев/сторон непрерывного рулона пленки 22, чтобы сформировать, например, соединяющий края шов 40 и обозначить высоту и внутреннее пространство упаковки. После того, как во внутреннее пространство упаковки 20 помещают продукт 52 (и необязательный лоток, если он используется), могут формироваться концевые уплотнения 36 и 38. Соответственно концевые уплотнения 36 и 38 могут обозначать ширину или длину упаковки 20. Соединяющий края шов 40 и концевые уплотнения 36 и 38 могут быть созданы путем термоформования (т.е. термосваривания) или другими средствами сварки, такими как горячий способ, холодный способ, с использованием клейких материалов с низкой липкостью, звуковых волн и различных их сочетаний. В швах 36 и 38 необязательно могут использоваться шаблоны, такие как волнистость или рифление. В любом случае швы 36 и 38 предпочтительно считаются герметичными уплотнениями (т.е. образующими газо- и влагонепроницаемое уплотнение).
Во время компоновки может быть сформирован соединяющий края шов 40 путем соединения двух краев пленки и их герметизации с помощью нагретых дисков. Как описано выше, для обеспечения уплотнения желаемого типа на пленку может быть нанесен уплотнительный слой. Этот внутренний клейкий материал может быть нанесен на 100% внутренней поверхности или только там, где это необходимо для обеспечения уплотнения.
При компоновке упаковки могут использоваться уплотнения горячим способом, уплотнения холодным способом, экструзионное и адгезионное наслаивание или совместная экструзия. После того, как продукты оборачивают и укупоривают внутри пленки, слоистый материал из пленки и этикетки может быть разрезан на индивидуальные упаковки.
В одном из примеров способа изготовления упаковок согласно одному из вариантов осуществления может использоваться упаковочная машина, которая помещает пленку над продуктом, а затем обертывает пленку сверху вниз вокруг продукта, чтобы сформировать соединяющий края шов под продуктом. Этикетка 26 может быть совмещена с пленкой 22. До, во время или после нанесения этикетки 26 поверхность пленки 22, обращенная внутрь упаковки, может быть снабжена разметкой, хотя также может быть размечена верхняя поверхность. Тем не менее, разметку предпочтительно выполняют после нанесения этикетки. Как описано выше, разметка может выполняться лазером, механическими средствами, такими как нож и т.п. 3атем по мере того, как вокруг продукта 52 обертывают слоистый материал из пленки 22/этикетки 26, может формироваться соединяющий края шов 40. Уплотнительные слои могут формироваться с помощью нагретых дисков, которые прижимают друг к другу, чтобы активировать уплотнительный слой на внутреннем слое. При использовании EVA и т.п. в качестве уплотнительного слоя диски могут быть нагреты до температуры от 85 до 205°С. И в этом случае формирование уплотнений и их проницаемость и герметичность определяются производительностью технологической линии и толщиной пленки. Соединяющий края шов 40 может находиться на задней панели 42 упаковки 20. Тем не менее, следует отметить, что соединяющий края шов 40 может находиться на любой стороне упаковки 20.
После того как продукт 52 обертывают пленкой 22, могут быть сформированы концевые уплотнения 36 и 38 с помощью смежных верхних и нижних сварочных клещей, которые термически сваривают концы упаковки. Индивидуальные упаковки могут быть полностью разделены с помощью ножа, или в качестве альтернативы между упаковками могут быть выполнены частичные прорези или перфорации, удерживающие их вместе.
Соединяющий края шов 40 и концевые уплотнения 36 и 38 необязательно могут формироваться посредством отпечатанных на нагретых дисках или сварочных клещах шаблонов, которые профилируют пленку по мере ее прохождения через технологический процесс.
Сварочные клещи могут поворачиваться вместе с пленкой 22 по мере ее перемещения через производственную линию и соединяться с целью формирования концевого уплотнения 38 с помощью концевого уплотнителя. Затем пленку режут с помощью высекального штампа для отслаивающихся язычков и формируют заднее концевое уплотнение 36. В вариантах осуществления с использованием активируемых сварных швов сварочные клещи могут быть нагреты нагревательным элементом. Когда между концевым уплотнением 36 и концевым уплотнением 38 желательны различные уровни отслаиваемости, могут использоваться отдельные нагревательные элементы.
В альтернативных способах могут быть предусмотрены стадии выполнения на пленочном материале дугообразной разметочной линии, нанесения этикетки поверх разметочной линии, предпочтительно поверх всей разметочной линии до такой степени, чтобы количество обнажившегося PSA позволяет повторно укупоривать отверстие для сохранения продукта после ее вскрытия или для продления его срока годности. Затем может быть сформирован рукав, который заполняют продуктом и герметизируют его концы. Герметизация концов рукава может осуществляться во время или после его заполнения. Например, одно концевое уплотнение может быть сформировано до заполнения рукава продуктом, в особенности, в случае применения VFFS. В качестве альтернативы, в случае применения HFFS оба концевых уплотнения могут быть сформированы после заполнения рукава продуктом.
Способ изготовления гибкой упаковки может влиять на конкретные уплотнения, складки и различные другие элементы конкретных гибких упаковок. В рассматриваемых вариантах осуществления упаковки предпочтительно изготавливают на высокоскоростном формовочно-фасовочно-укупорочном оборудовании (FFS), позволяющем изготавливать до 8 упаковок в минуту.
На фиг.26 схематически проиллюстрирован один из подходов к формированию упаковки 20. Согласно этому подходу гибкую упаковку 20 изготавливают в модифицированной вертикальной формовочно-фасовочно-укупорочной машине, которую обычно применяют в отрасли закусочных пищевых продуктов для формования, фасовки и укупоривания пакетов с чипсами, печеньем и другими подобными продуктами и которая в целом обозначена позицией 1. Проиллюстрированная на фиг.26 упаковочная машина 1 показана в упрощенном виде без опорных конструкций и систем управления, которые обычно окружают машину, и представлена в качестве одного из примеров производственной установки. Способ изготовления гибкой упаковки может влиять на конкретные уплотнения, складки и различные другие элементы конкретных гибких упаковок. Так, для промышленного изготовления гибких упаковок могут использоваться разнообразные способы, и на фиг.26 представлен лишь один из их примеров.
Как показано на фиг.26, упаковочная пленка 22 может поступать рулона 102 и проходить через натяжное устройство 103, удерживающее пленку 22 в натянутом состоянии. Пленка 22 может подаваться через натяжное устройство 104 приводными ремнями (не показанными) в направлении, обозначенном позицией 112. Во время прохождения пленки 22 через натяжное устройство 103, на нее с рулона этикеток может наноситься укупорочный слой 26 (этикетка) по мере прерывистого продвижения пленки (т.е. продвижения на длину одной упаковки при нанесении каждой этикетки).
Как показано, на рулон пленки могут быть предварительно нанесены эти кетка 26 и разметка 24. Иными словами, укупорочный слой 24 и разметку 24 наносят на непрерывный рулон пленки до того, как его помещают в упаковочную машину 1. Независимо от того, наносят ли этикетки предварительно или на производственной линии, предпочтительно используют беспрокладочные рулоны, но также могут использоваться рулоны этикеток. Следует отметить, что при других конфигурациях описанные разметочные линии и непрерывна я этикетка также могут предварительно наноситься на рулон 102 пленки в процессе его изготовления. В любом случае этикетку 24 наслаивают на пленку с помощью самоклеящегося материала 54, который предпочтительно предварительно наносят на рулон 114 этикеток.
До наслаивания этикетки на пленку на этикетке 26 иметься участок с PSA, нейтрализованным путем маскировки или удаления с целью формирования отслаивающегося язычка 28. С целью нейтрализации подгибают часть этикетки или наносят нейтрализующее вещество. В некоторых вариантах осуществления это также может делаться для нанесения PSA на этикетку без PSA, чтобы оставить часть этикетки без покрытия. Нейтрализованная область PSA этикетки служит для обеспечения отслаивающегося язычка, позволяющего пользователю отсоединять этикетку от сформированной упаковки.
Затем упаковочная машина 1 может протягивать слоистый материал из пленки и этикетки через фасонный штамп 104, такой как фильера с оправкой для придания ему трубчатой формы. Противоположные продольные края пленки соединяют друг с другом вокруг трубки 106 для заполнения продуктом. Продольные края уплотняют, например, например, с помощью инструмента 108 для уплотнения, чтобы сформировать соединяющий края шов, или накладывают друг на друга, чтобы сформировать шов внахлестку. При этой конфигурации соединяющий края шов 40 используют для формирования соединяющего края шва, проходящего параллельно верху упаковки.
Затем могут быть сформированы концевые уплотнения 36 и 38 упаковки 20 с помощью с инструмента 110 для уплотнения с возвратно-поступательным движением, который может иметь пару сварочных прутков с возвратно-поступательным движением. Сварочные прутки с возвратно-поступательным движением могут представлять собой термосварочные прутки, имеющие желаемую температуру и служащие для подвода тепла и приложения давления к передней и задней стенкам пленки. В этом случае пленка содержит термосвариваемый слой. Термосварочные прутки 110 соединяют друг с другом с противоположных сторон трубчатой ленты, в результате чего на пленку с обеих сторон переносится тепло с одновременным приложением давления. Сварочные прутки могут использоваться в перемежающемся или непрерывном режиме. В случае перемежающегося режима, когда прутки захватывают пленку, ее останавливают. В случае непрерывного режима прутки могут захватывать пленку, перемещаясь по вертикали со скоростью машины. Кроме того инструмент 110 для уплотнения может содержать нож с возвратно-поступательным движением, который служит для отделения нижнего пакета от верхнего пакета.
После того, как операция завершена, и верхний пакет заполнен пищевым продуктом, верхний пакет продвигается вниз и становится нижним пакетом. Помимо формирования уплотнений на пакетах инструмент 110 для уплотнения также может использоваться для создания других желаемых складок на упаковке. Так, инструмент 110 для уплотнения может одновременно выполнять разнообразные функции, включая создание нижнего уплотнения пакета, который должен заполняться продуктом, и отделение только что заполненного пакет от следующего пакета, который должен заполняться продуктом, с помощью ножа с возвратно-поступательным движением или режущего инструмента. Соответственно, после формирования нижнего уплотнения на гибком пакете частично сформированный гибкий пакет может заполняться пищевым продуктом, который вводят в пакет через трубку 106.
Помимо операций, описанных применительно к упаковыванию на вертикальном формовочно-фасовочно-укупорочном оборудовании, возможны разнообразные альтернативные стадии. Кроме того, вместо подвода тепла и приложения давления с помощью термосварочных прутков, как это описано выше, могут применяться высокоскоростные технологии. Например, может применяться энергия радиоизлучения, энергия ультразвукового излучения или другие технологии.
Подразумевается, что специалисты в данной области техники смогу внести в подробности, материалы и компоновки гибкой упаковки, слоистые материалы и способы, описанные и проиллюстрированные с целью пояснения характера упаковок и способов их изготовления, различные изменения, не выходящие за пределы существа и объема вариантов осуществления упаковок, слоистых материалов и способов, охарактеризованных в прилагаемой формуле изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ПОВТОРНО УКУПОРИВАЕМАЯ ГИБКАЯ УПАКОВКА И СПОСОБЫ ЕЕ ИЗГОТОВЛЕНИЯ | 2011 |
|
RU2574489C2 |
| ПОВТОРНО УКУПОРИВАЕМАЯ УПАКОВКА С ИСПОЛЬЗОВАНИЕМ КЛЕЙКОГО ФИКСАТОРА С НИЗКОЙ ЛИПКОСТЬЮ | 2012 |
|
RU2607755C2 |
| ГИБКАЯ УПАКОВКА С ВНУТРЕННИМ СРЕДСТВОМ ПОВТОРНОГО ЗАКРЫВАНИЯ | 2006 |
|
RU2381969C2 |
| УФ-ОТВЕРЖДАЕМЫЙ САМОКЛЕЮЩИЙСЯ МАТЕРИАЛ С НИЗКОЙ ЛИПКОСТЬЮ ДЛЯ ПОВТОРНО УКУПОРИВАЕМЫХ УПАКОВОК | 2011 |
|
RU2557614C2 |
| ЭЛЕМЕНТ ВСКРЫТИЯ УПАКОВКИ И СПОСОБЫ ЕГО ПРОИЗВОДСТВА | 2014 |
|
RU2626712C2 |
| ЛЕГКО ВСКРЫВАЕМАЯ И ПОВТОРНО ЗАКРЫВАЕМАЯ УПАКОВКА С ДИСКРЕТНОЙ ЛЕНТОЙ И ПОЛОТНОМ С ВЫРУБНЫМ ЭЛЕМЕНТОМ | 2010 |
|
RU2516477C2 |
| ПОВТОРНО УКУПОРИВАЕМЫЕ ФИКСАТОРЫ, СПОСОБЫ ИХ СОЗДАНИЯ И СОДЕРЖАЩИЕ ИХ УПАКОВКИ | 2011 |
|
RU2564061C2 |
| ПОЛИМЕРНАЯ ОСНОВА С НАНЕСЕННЫМ НА НЕЕ КЛЕЙКИМ МАТЕРИАЛОМ С НИЗКОЙ ЛИПКОСТЬЮ | 2011 |
|
RU2624188C2 |
| УСОВЕРШЕНСТВОВАННЫЙ СПОСОБ И УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ПЛОСКОДОННОГО ПАКЕТА ТИПА ПОДУШЕЧКИ | 2009 |
|
RU2476323C2 |
| МНОГОСЛОЙНАЯ ПЛЕНКА И ПЛЕНОЧНАЯ УПАКОВКА, ВЫПОЛНЕННАЯ С ВОЗМОЖНОСТЬЮ ПОВТОРНОГО ЗАКРЫВАНИЯ | 2019 |
|
RU2789267C1 |


Изобретение относится к гибким пленочным упаковкам с повторно укупориваемым отверстием. Упаковки по изобретению имеют корпус, ограничивающий внутреннее пространство для содержимого, и содержат первое и второе концевые уплотнения (36, 38) и продольный соединяющий края шов (40), проходящий от первого концевого уплотнения до второго концевого уплотнения. При этом корпус имеет первый боковой участок (40), содержащий продольный соединяющий края шов, и второй боковой участок (30) напротив первого бокового участка, разметку (24) на втором боковом участке гибкой пленки, обозначающую отверстие после первоначального разрывания, укупорочный слой (26), покрывающий разметку и часть второго бокового участка вокруг разметки и распространяющийся по меньшей мере на часть первого бокового участка. При этом укупорочный слой на втором боковом участке может быть по меньшей мере частично удален с гибкой пленки с целью разрывания разметки и формирования отверстия, а укупорочный слой на первом боковом участке противодействует дальнейшему удалению укупорочного слоя с гибкой пленки. 4 н. и 30 з.п. ф-лы, 33 ил.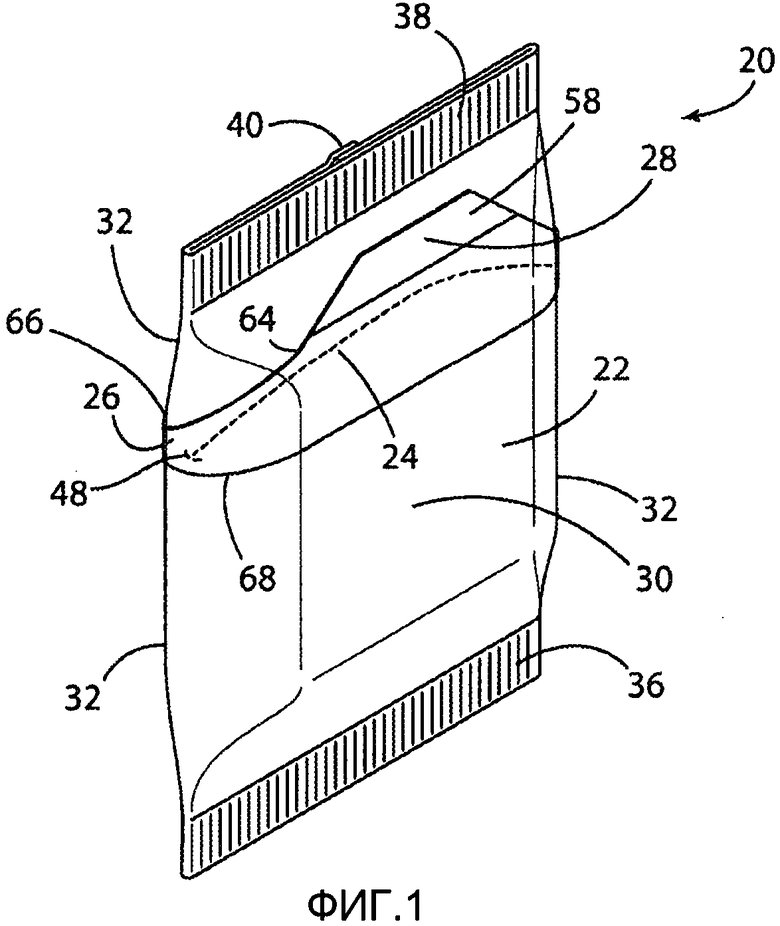
1. Упаковка, содержащая:
гибкую пленку, которая образует корпус, ограничивающий внутреннее пространство для содержимого, и имеет первую пару противоположных краевых участков, образующих первое концевое уплотнение, вторую пару противоположных краевых участков, образующих второе концевое уплотнение, и третью пару противоположных краевых участков, образующих продольный соединяющий края шов, проходящий от первого концевого уплотнения до второго концевого уплотнения,
корпус, который имеет первый боковой участок, содержащий продольный соединяющий края шов, и второй боковой участок в целом напротив первого бокового участка,
разметку, выполненную на втором боковом участке гибкой пленки и обозначающую отверстие, ведущее в пространство для содержимого, после первоначально разрывания,
укупорочный слой, покрывающий разметку и часть второго бокового участка вокруг разметки и распространяющийся по меньшей мере на часть первого бокового участка,
самоклеящийся материал, находящийся между укупорочным слоем и гибкой пленкой, и укупорочный слой на втором боковом участке, по меньшей мере частично удаляемый с гибкой пленки с целью разрывания разметки и формирования отверстие, и укупорочный слой на первом боковом участке, противодействующий дальнейшему удалению укупорочного слоя с гибкой пленки.
2. Упаковка по п.1, в которой самоклеящийся материал обладает заданным сродством к укупорочному слою и гибкой пленке, в результате чего после удаления укупорочного слоя с части второго бокового участка разметка разрывается.
3. Упаковка по п.1, в которой укупорочный слой образует износостойкое шарнирное соединение между первым участком укупорочного слоя, покрывающим разметку, и вторым участком укупорочного слоя на удалении от разметки.
4. Упаковка по п.3, в которой укупорочный слой проходит в целом поперечно продольному соединяющему края шву.
5. Упаковка по п.4, в которой верхний краевой участок укупорочного слоя проходит под углом в сторону второго концевого уплотнения, которое проходит по второму участку стенки.
6. Упаковка по п.5, в которой угол составляет от около 15 до 45 градусов.
7. Упаковка по п.3, в которой укупорочный слой имеет ширину, которая изменяется на его протяжении, и включает узкие участки, совпадающие с переходными участками корпуса с каждой стороны продольного соединяющего края шва между первым боковым участком и вторым боковым участком.
8. Упаковка по п.7, в которой на переходных участках находятся мягкие складки гибкой пленки между первым боковым участком и вторым боковым участком.
9. Упаковка по п.7, в которой каждый из узких участков содержит дугообразный краевой участок.
10. Упаковка по п.2, в которой первый боковой участок укупорочного слоя имеет пару оконечных участков.
11. Упаковка по п.10, в которой оконечные участки расширены по сравнению по меньшей мере с другим участком укупорочного слоя.
12. Упаковка по п.10, в которой укупорочный слой находится ближе к первому концевому уплотнению, чем ко второму концевому уплотнению.
13. Упаковка по п.12, в которой оконечные части проходят под углом в сторону второго концевого уплотнения,
14. Упаковка по п.1, в которой разметка находится ближе к первому концевому уплотнению, чем ко второму концевому уплотнению.
15. Упаковка по п.14, в которой разметка является дугообразной.
16. Упаковка по п.15, в которой вогнутая сторона дугообразной разметки обращена в сторону второго концевого уплотнения.
17. Упаковка по п.14, в которой разметка является прямолинейной.
18. Упаковка по п.14, в которой разметка является точечной.
19. Упаковка по п.14, в которой разметка имеет пару оконечных частей, способных противостоять дальнейшему разрыванию гибкой пленки.
20. Упаковка по п.19, в которой оконечные части сконфигурированы как крюки.
21. Упаковка по п.1, в которой укупорочный слой имеет не прилипающую область захвата для удаления укупорочного слоя по меньшей мере с части второй стороны.
22. Упаковка по п.21, в которой не прилипающая область захвата находится вблизи одного из уплотнений, включающих первое и второе концевые уплотнения.
23. Упаковка по п.21, в которой самоклеящийся материал в не прилипающей области захвата покрыт нейтрализующим веществом.
24. Упаковка по п.21, в которой часть укупорочного слоя в не прилипающей области захвата склеена сама с собой с помощью самоклеящегося материала.
25. Упаковка по п.21, в которой не прилипающая область захвата не содержит самоклеящегося материала.
26. Упаковка по п.1, в которой гибкая пленка имеет слоистую структуру.
27. Упаковка по п.26, в которой гибкая пленка представляет собой слоистый материал из полиэтилентерефталата и ориентированного полипропилена толщиной от около 1,5 до 2,5 мил.
28. Упаковка по п.26, в которой гибкая пленка представляет собой слоистый материал из полиэтилентерефталата толщиной от около 0,4 до 1,0 мил и ориентированного полипропилена толщиной от около 0,6 до 1,2 мил.
29. Упаковка по п.1, в которой укупорочный слой состоит из двуосно-ориентированного полипропилена толщиной от около 1,2 до 5 мил.
30. Способ изготовления гибкой упаковки, включающий стадии, на которых:
формируют разметку на участке непрерывной ленты гибкой пленки, имеющей продольную ось и заданную ширину в направлении, поперечном продольной оси,
наносят с помощью самоклеящегося материала отдельный укупорочный слой на непрерывную гибкую пленку по продольной оси, при этом непрерывный укупорочный слой наносят поверх разметки более чем на половину заданной ширины,
формируют непрерывный продольный соединяющий края шов из пары противоположных краев непрерывной ленты гибкой пленки,
формируют первое концевое уплотнение и второе концевое уплотнение, и
формируют не прилипающую область захвата на отдельном укупорочном слое.
31. Слоистый материал для изготовления гибких упаковок, содержащий:
непрерывную ленту гибкой пленки, имеющую определенную ширину и продольную ось, отдельный укупорочный слой, нанесенный с помощью самоклеящегося материала по продольной оси более чем на половину ширины непрерывной ленты гибкой пленки;
при этом из непрерывной ленты и непрерывного укупорочного слоя формируют серию идентичных заготовок для изготовления упаковок, на гибкой пленке каждой идентичной заготовки выполнена разметка, которая совпадает по меньшей мере с частью укупорочного слоя и впоследствии образует отверстие в упаковке при ее разрывании.
32. Слоистый материал по п.31, в котором укупорочный слой состоит из двуосно-ориентированного полипропилена толщиной от около 1,2 до 5 мил, а непрерывная пленка представляет собой слоистый материала толщиной от около 1,5 до 2,5 мил, содержащий слой полиэтилентерефталата и слой ориентированного полипропилена.
33. Слоистый материал по п.32, в котором слоистая пленка может содержать слой краски и грунтовки между слоем полиэтилентерефталата и слоем ориентированного полипропилена.
34. Способ поточного упаковывания продуктов в серию упаковок, включающий стадии, на которых:
соединяют укупорочный слой с непрерывной лентой пленки, продольные края которой отстоят друг от друга на заданную ширину,
используют между укупорочным слоем и непрерывной лентой пленки клейкий материал менее чем на заданную ширину, но не более чем на половину заданной ширины,
размечают непрерывную ленту пленки, частично соответствующую укупорочному слою, чтобы обозначить отверстие в непрерывной ленте пленки после первоначального разрывания в результате удаления непрерывной подложки,
формируют продольное уплотнение вдоль продольных краев,
формируют заднее концевое уплотнение между соседними упаковками из серии упаковок, размещают упаковываемые продукты в серию упаковок, и
формируют переднее концевое уплотнение.
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Приспособление для суммирования отрезков прямых линий | 1923 |
|
SU2010A1 |
| DE 102007030267 A1, 08.01.2009 | |||
| US 5945145 A, 31.08.1999 | |||

