Область техники
Настоящее изобретение относится к самоклеящимся усадочным этикеткам. В частности, изобретение относится к способам нанесения самоклеящихся этикеток, обладающих способностью хорошо прилегать к контейнерам, имеющим сложную форму.
Уровень техники
На контейнеры или бутыли обычно наносятся этикетки, несущие информацию, например, о поставщике контейнера или содержимом контейнера. Подобные контейнеры и бутыли имеют самые разнообразные формы и размеры и используются для помещения в них материалов различных типов, например, моющих средств, химических веществ, продуктов гигиены, моторного масла, напитков и пр.
Известно использование в различных областях в качестве этикеток полимерных пленочных материалов и пленочных подложек для печати. Потребность в полимерных этикетках все увеличивается, особенно потребность в прозрачных полимерных этикетках, при использовании которых на декоративном стекле и пластиковых контейнерах можно создать впечатление отсутствия собственно этикетки. Бумажные этикетки не позволяют видеть контейнер и(или) его содержимое. Прозрачные полимерные этикетки улучшают визуальную эстетику контейнера и, тем самым, и продукта, и их применение для улучшения внешнего вида контейнеров расширяется значительно быстрее, чем бумажных этикеток, поскольку компании, производящие потребительские товары, постоянно стремятся улучшить внешний вид своего продукта. Кроме того, полимерные пленки обладают хорошими механическими свойствами, например, прочностью на растяжение и износостойкостью.
Традиционно используемые самоклеящиеся (PSA - от англ. pressure sensitive adhesive) этикетки обычно трудно гладко приклеить к контейнерам, имеющим искривленные поверхности, и(или) поверхности сложной формы, избежав морщин, складок и отслаивания. Обычно размер PSA этикетки ограничивается так, чтобы она находилась не ближе 0,63 см от края (начала) кривизны контейнера или изделия. На сложных контейнерах такого типа обычно используются этикетки-манжеты из усадочного материала. Операции нанесения этикеток включают процессы и методы, в ходе которых подготавливаются трубки или манжеты из термоусаживаемой пленки, которые надеваются на контейнер и нагреваются для усадки пленки с тем, чтобы она приняла размеры и форму контейнера. В альтернативном варианте, контейнер полностью оборачивается усадочной этикеткой в ходе процесса, когда усадочная пленка наносится на контейнер непосредственно из непрерывно разматываемого рулона пленочного материала и после нагрева намотанная этикетка облегает контейнер. Однако при нанесении этикеток на бутыли простой или сложной формы, или дальнейшей работы с ними могут возникнуть дефекты этикеток. Плохо нанесенные этикетки способствуют увеличению отходов или необходимости дополнительной обработки, стоимость которой может быть высока.
В настоящем изобретении предложена самоклеящаяся этикетка, которая может наноситься на контейнеры и изделия со сложной формой и кривизной с использованием меньшего количества материала и с меньшими затратами, чем при использовании для этикетки манжет из усадочного материала или обвертывания таким материалом. Кроме того, предложенные в настоящем изобретении этикетки дают пользователю возможность расширить область с надписями и графикой традиционных самоклеящихся этикеток на контейнерах и изделиях, имеющих сложную форму и(или) сложную кривизну.
Раскрытие изобретения
Для достижения указанного технического результата разработана самоклеящаяся усадочная этикетка для нанесения на поверхность с по меньшей мере одной сложной кривизной, включающая термоусаживаемую пленку с внутренней и наружной поверхностями и с машинным и поперечным направлениями, непрерывный клеевой слой контактного клея с внутренней и внешней поверхностями, при этом его внутренняя поверхность приклеена к внутренней поверхности пленки, а внешняя поверхность слоя выполнена с возможностью склеивания с поверхностью с по меньшей мере одной сложной кривизной, при этом пленка выполнена с предельной усадкой S измеренной по методике ASTM D1204 в по меньшей мере одном направлении по меньшей мере 10% при 90°C, а в другом направлении S±20%. Этикетка может быть выполнена с возможностью ее приклеивания без самослипания при нанесении на поверхность со сложной кривизной. Пленка может быть выбрана из группы, включающей полиэфир, полиолефин, поливинилхлорид, полистирол, полимер молочной кислоты, их сополимеры и смеси. Пленка может быть выполнена многослойной с внутренним и по меньшей мере одним наружным слоями. Жесткость пленки может быть по меньшей мере 5 мН в машинном направлении. В этикетку может быть дополнительно включен слой печати между термоусаживаемой пленкой и слоем контактного клея, причем термоусаживаемая пленка выполнена прозрачной. В этикетку может быть дополнительно включен слой печати на наружной поверхности термоусаживаемой пленки. В этикетку также может дополнительно быть включен защитный слой, закрывающий слой печати. Слой контактного клея может содержать эмульсионный клеящий состав, клей-расплав или клей на основе растворителя. Термоусаживаемая пленка может включать многослойную соэкструзионную пленку. В этикетку может быть дополнительно включена отделяемая прокладка, приклеенная к контактному клею. Слой контактного клея может быть выполнен непрерывным с формированием сплошного рельефа в значительной степени покрывающим внутреннею поверхность пленки.
Для достижения технического результата разработано изделие с этикеткой содержащее вышеуказанную этикетку, в котором поверхность изделия имеет по меньшей мере одну сложную кривизну, а этикетка выполнена с неполным охватом изделия и нанесена по меньшей мере на одну поверхность со сложной кривизной. Поверхность изделия может быть выполнена с выпуклыми и вогнутыми областями.
Для достижения технического результата разработан способ нанесения этикетки на изделие, в котором используют изделие с поверхностью, включающую по меньшей мере одну сложную кривизну и этикетку с центральной и периферийной частями, включающую термоусаживаемую пленку с внутренней и наружной поверхностями и сплошной слой контактного клея на ее внутренней поверхности, приводят в контакт с изделием слой контактного клея в центральной части этикетки, прикладывают давление на этикетку в направлении наружу от центральной части к периферийной части, причем по меньшей мере часть этикетки наносят на по меньшей мере одну поверхность со сложной кривизной, нагревают по меньшей мере часть этикетки для усаживания по меньшей мере нагретой части этикетки и приклеивания этикетки к изделию. Этикетку могут приклеивать с неполным охватом изделия. Этикетку могут снабжать отделяемой прокладкой, приклеенной к слою контактного клея и отделяют отделяемую прокладку от этикетки перед контактом этикетки с изделием. В способе могут дополнительно прикладывать давление на этикетку после нагрева этикетки.
В способе можно одновременно нагревать этикетку и прикладывать к ней давление. Можно нагревать этикетку по меньшей мере до 40°С. Можно прикладывать давление на этикетку посредством подвижной поперечины.
В способе можно применять термоусаживаемую пленку, выбранную из группы, включающей полиэфир, полиолефин, поливинилхлорид, полистирол, полимер молочной кислоты, их сополимеры и смеси. Можно применять термоусаживаемую пленку, которая выполнена многослойной с внутренним и по меньшей мере одним наружным слоями. В способе можно также применять указанную пленку с жесткостью в машинном направлении по меньшей мере 5 мН. Можно применять этикетку, содержащую слой печати между пленкой и слоем контактного клея, при этом указанная пленка выполнена прозрачной. Можно также применять этикетку, дополнительно включающую слой печати на наружной поверхности термоусаживаемой пленки. В способе можно использовать этикетку, дополнительно включающую защитный слой, закрывающий слой печати. В способе можно использовать слой контактного клея, содержащий эмульсионный клеящий состав, клей-расплав или клей на основе растворителя. Можно выполнять слой контактного клея непрерывным с формированием сплошного рельефа и с существенным покрытием внутренней поверхности указанной пленки. В способе можно использовать термоусаживаемую пленку с машинным и поперечным направлениями, при этом пленка выполнена с предельной усадкой S измеренной по методике ASTM D1204 в по меньшей мере одном направлении по меньшей мере 10% при 90°С, а в другом направлении S±20%.
Краткое описание чертежей
На Фиг.1 представлен вид спереди контейнера, на который была нанесена этикетка в соответствии с настоящим изобретением, в сравнении с известными самоклеящимися этикетками.
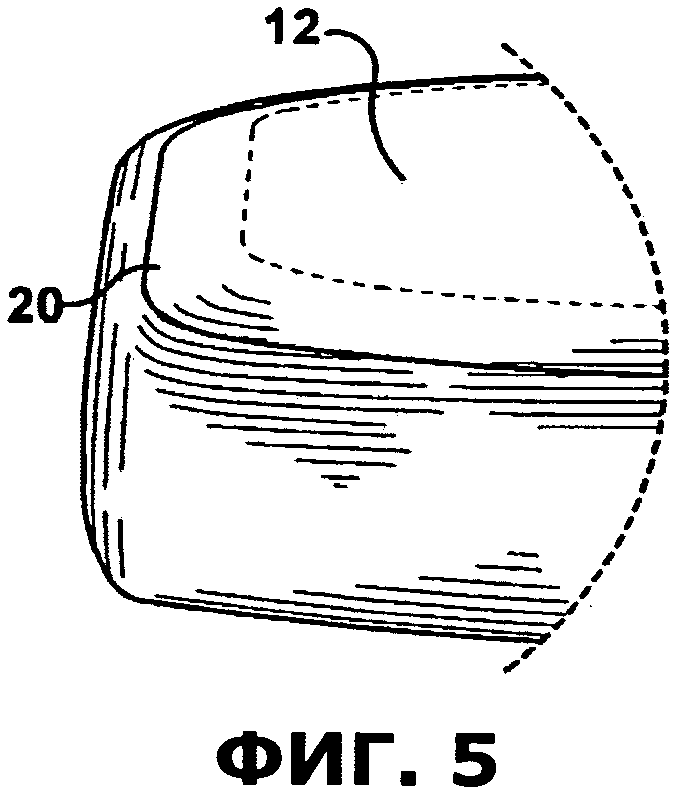
На Фиг.2-5 представлены изображения контейнера с этикеткой до и после воздействия нагрева на этикетку.
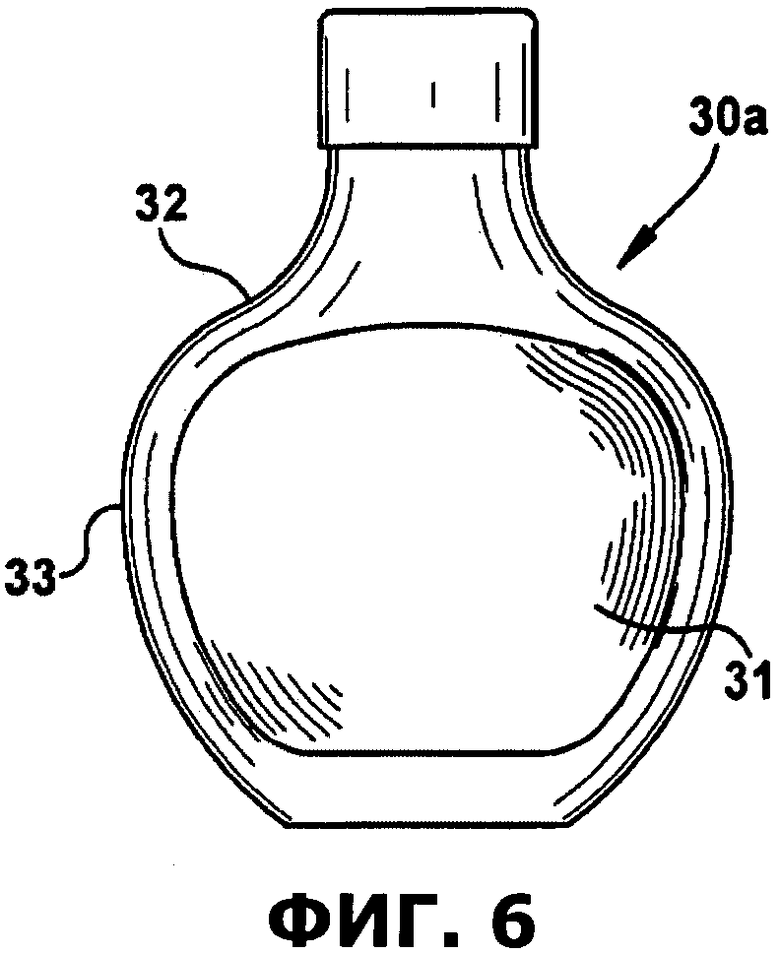
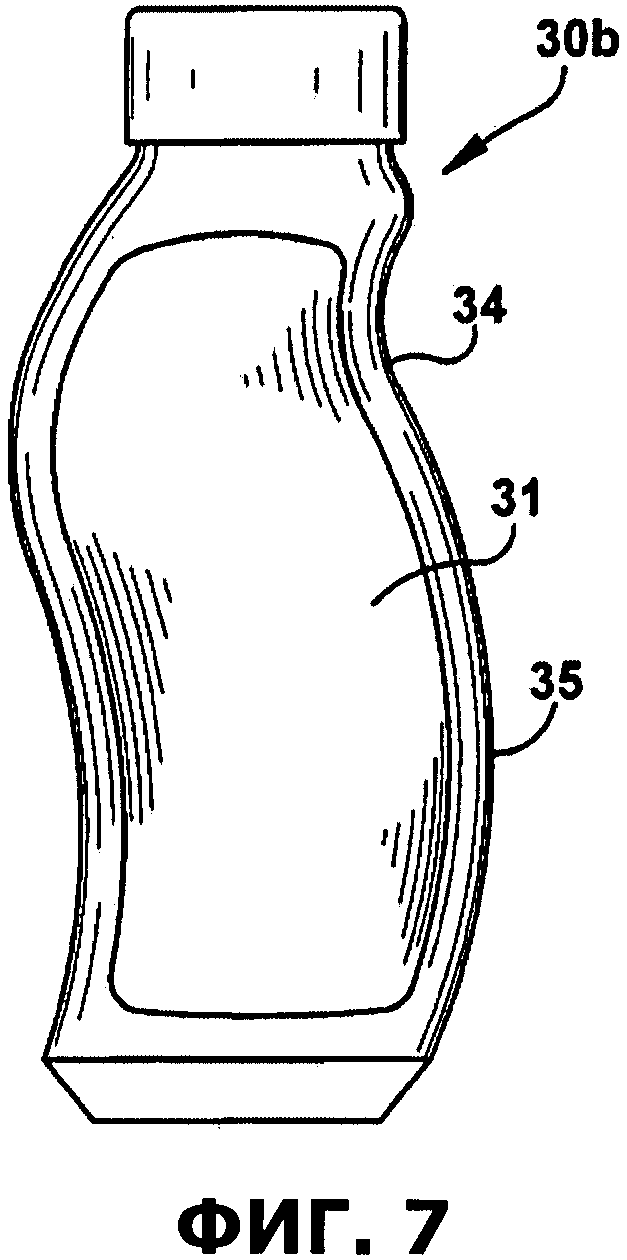
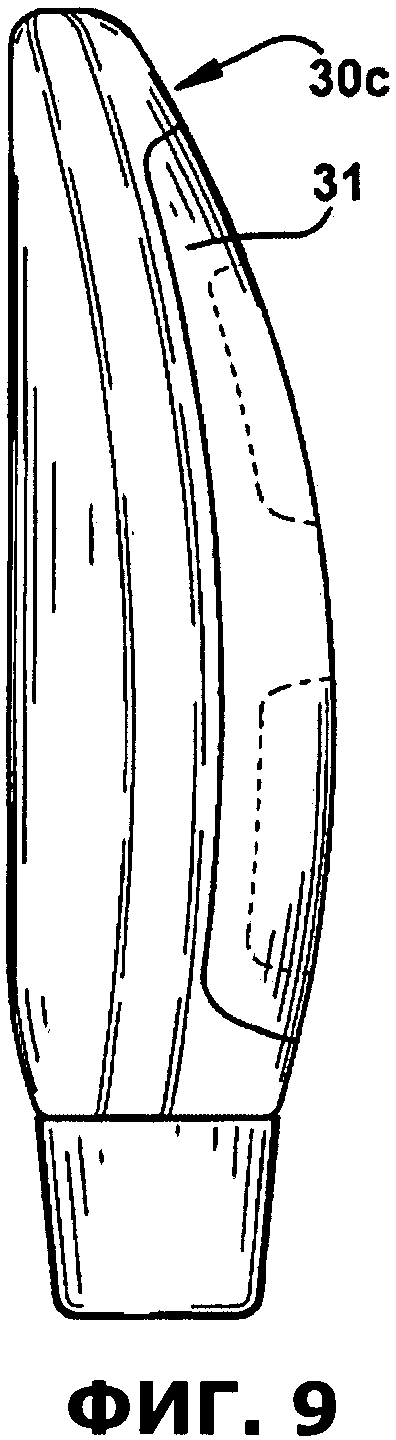
На Фиг.6-9 представлены варианты выполнения контейнеров сложной формы со сложной кривизной, на которые нанесена этикетка в соответствии с настоящим изобретением.
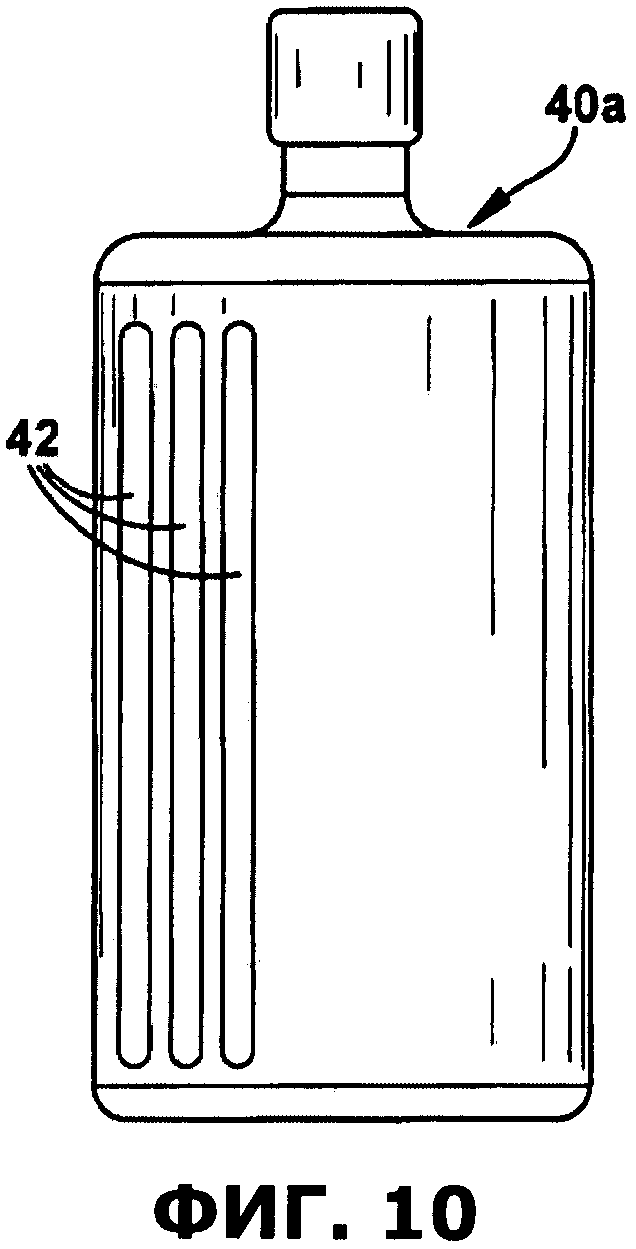
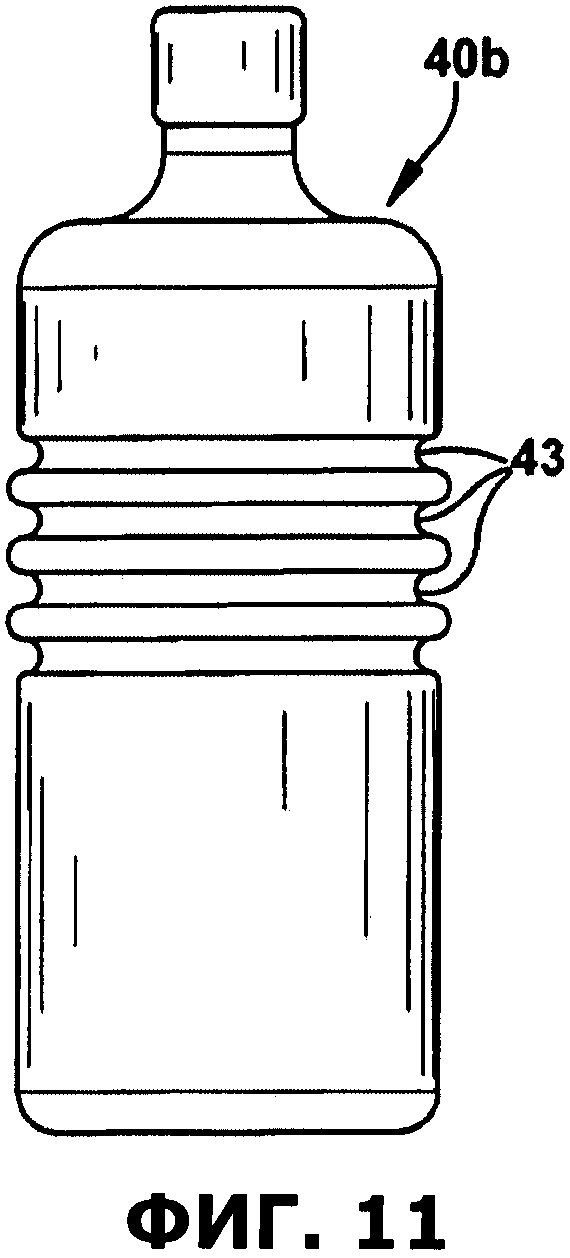
На Фиг.10 и 11 приведены виды спереди вариантов выполнения контейнеров неправильной формы.
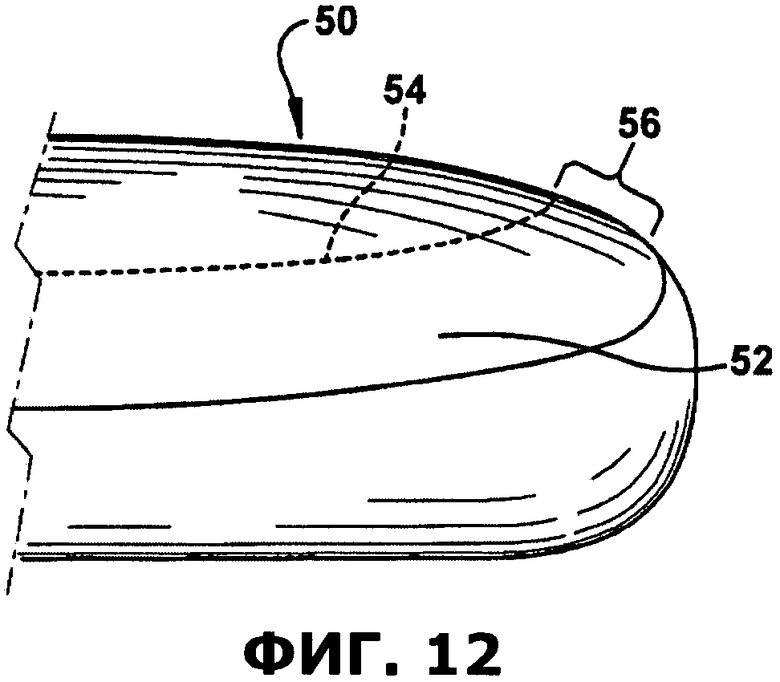
На Фиг.12 приведено объемное изображение части изделия с этикеткой, имеющего сложную кривизну.
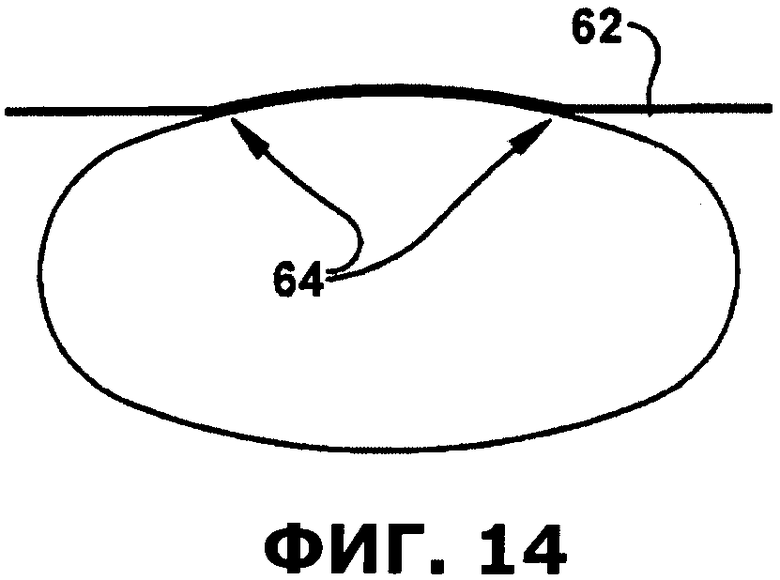
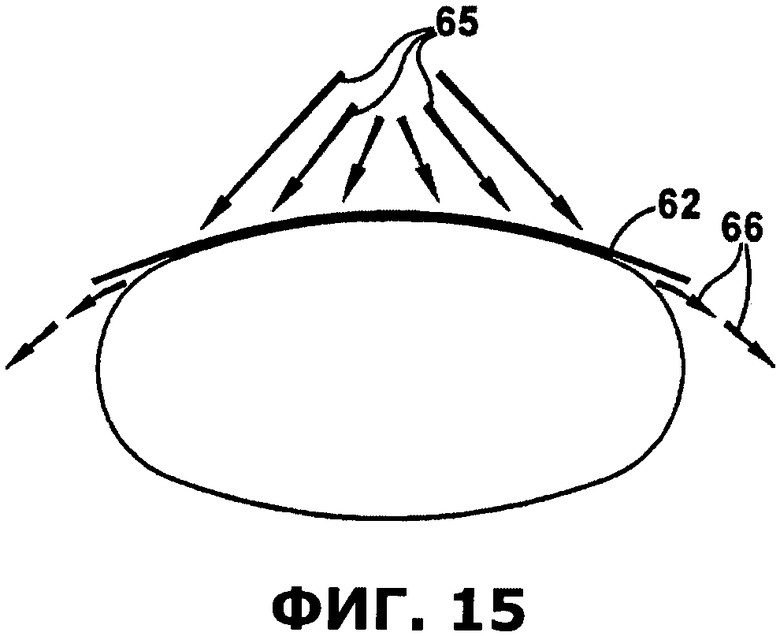
На Фиг.13-16 приведена схематическая иллюстрация процесса нанесения этикетки на изделие со сложной кривизной.
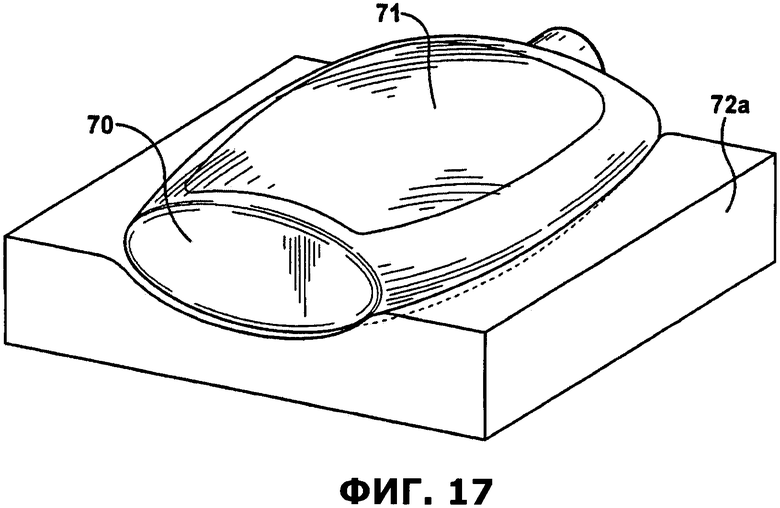
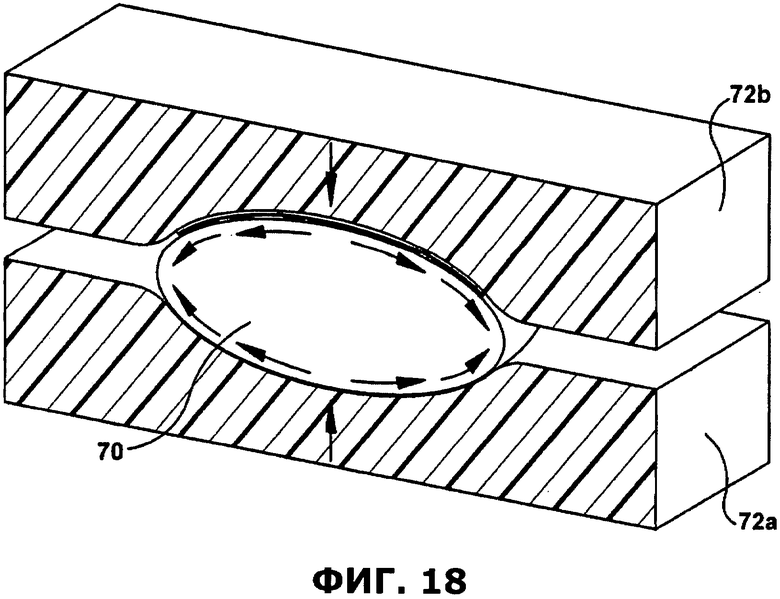
На Фиг.17 и 18 приведена схематическая иллюстрация процесса нанесения этикетки на изделие с использованием подвижной поперечины.
Осуществление изобретения
Представлены самоклеящиеся этикетки, использование которых позволяет улучшить внешний вид контейнеров и изделий с этикетками, благодаря хорошему прилеганию к поверхности контейнера или изделия, и увеличенной площади изображения. В настоящее время, конечные пользователи и разработчики изделий должны вносить изменения в конструкции изделий для адаптации их к ограничениям, накладываемым существующими технологиями оформления продукта. Этикетки, предложенные в настоящем изобретении, предоставляют разработчикам больше свободы в создании конструкции изделий, обладающих привлекательным товарным видом и несущих больше информации.
Контейнеры и изделия со сложной кривизной обычно необходимо полностью обернуть в усадочную пленку для нанесения этикетки или оформления продукта. Предложенные в настоящем изобретении этикетки дают возможность покрыть этикеткой поверхность сложной кривизны (с сопряженными участками разного радиуса) без необходимости оборачивать изделие целиком. Такое частичное покрытие изделия влияет на стоимость продукта, а также на его внешний вид. Обычные самоклеящиеся этикетки не могут быть нанесены на контейнеры и изделия без появления на этикетке нежелательных складок и морщин. Под "складками" понимается поднятие материала этикетки над поверхностью изделия, на которое она нанесена, из-за накопления излишка материала. Предложенные в настоящем изобретении этикетки обеспечивают существенные преимущества при изготовлении по сравнению с обычными усадочными этикетками. Например, самоклеящиеся усадочные этикетки, предложенные в настоящем изобретении, допускают использование традиционных технологий полиграфии и вторичной обработки, например, тиснение фольгой и горячее тиснение. В то время как изготовление обычных усадочных этикеток предусматривает глубокую печать, предложенные в настоящем изобретении этикетки могут изготавливаться с рельефной печатью по поверхности, что обеспечивает качество цвета, четкость и текстуру напечатанного изображения. Печать пленки этикетки может выполняться методами водной флексографии, УФ-флексографии, УФ высокой печати, УФ трафаретной печати, гравировки в растворе и горячей штамповки на фольге.
Самоклеящиеся этикетки включают: (а) термоусаживаемую полимерную пленку, имеющую внутреннюю поверхность и наружную поверхность, и продольное направление и поперечное направление; и (b) слой контактного клея на внутренней стороне термоусаживаемой пленки. Усадочная пленка обладает однородной усадкой как в машинном, так и в поперечном направлениях. Предельная усадка (S) пленки по крайней мере в одном направлении составляет по крайней мере 10% при 90°С, а предельная усадка пленки в другом направлении составляет S±20%. Примером однородной усадки может служить усадка в машинном направлении 40% при 105°C с соответствующей усадкой в поперечном направлении 40%+20%, или в пределах от 20% до 60% при 105°C. В одном варианте выполнения, предельная усадка (S) составляет по крайней мере 10% при 90°C, а в другом направлении усадка составляет S±10%. В настоящем описании, термином "предельная усадка" обозначается максимальная усадка, которую может обеспечить пленка при конкретной температуре усадки, измеренная по методике D 1204 Американского общества по испытаниям материалов (ASTM).
В настоящем изобретении, этикетки не подготавливаются в виде манжеты или трубки из усадочного материала, которая обволакивает изделие целиком, или в виде этикетки, получаемой обвертыванием усадочной пленкой вокруг изделия с образованием шва в местах соединения концов этикетки. Предложенные в изобретении этикетки могут быть самых разнообразных форм в соответствии с требованиями контейнера или изделия, на которые они наносятся, что предоставляет конструктору контейнера большую свободу в выборе конфигурации контейнера и дизайна этикетки, по сравнению с существующими самоклеящимися этикетками, или с этикетками на основе манжеты из усадочного материала, или полученными обвертыванием усадочным материалом. Этикетки могут быть нарезаны нужной формы любыми известными способами, включая, например, высечку и лазерную резку. В одном варианте выполнения, получаемая высечкой этикетка имеет такую конфигурацию, при которой обеспечивается учет усадки этикетки и формы изделия, на которое она наносится.
Поскольку этикетка плотно прилегает, область надписи или графики на контейнере с этикеткой может быть раздвинута дальше к краям контейнера и по поверхности контейнера со сложной кривизной. Размер этикетки может быть на 10-30% больше, чем размер стандартной PSA этикетки. В настоящем описании, термин "сложная кривизна" означает поверхность, на которой нет направления, вдоль которого отсутствовала бы кривизна. Например, поверхность сферы или поверхность эллипсоида имеет кривизну в каждом направлении и, поэтому, обладает сложной кривизной. Цилиндр, напротив, имеет поверхность, на которой имеется по крайней мере одно направление, вдоль которого отсутствует кривизна. Таким образом, простой цилиндр не имеет сложной кривизны.
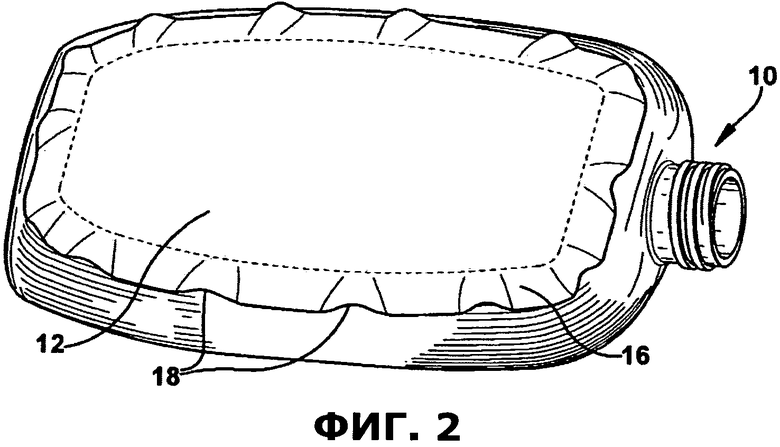
На Фиг.1 показана расширенная область изображения самоклеящейся усадочной этикетки в соответствии с настоящим изобретением. На бутыль 10 приклеена самоклеящаяся усадочная этикетка 12. Пунктирными линиями 14 показаны внешние границы стандартных самоклеящихся этикеток. Стандартная (т.е., безусадочная) самоклеящаяся этикетка не может выйти на области бутыли, имеющие сложную кривизну 16 (область между внутренней пунктирной линией и внешней сплошной линией). Когда этикетка 12 первоначально нанесена на бутыль 10, по периметру этикетки в областях бутыли, имеющих сложную кривизну 16, могут образовываться складки и морщины.
Когда самоклеящаяся этикетка нанесена на контейнер, по необходимости производится воздействие теплом для устранения каких-либо дефектов нанесения этикетки, например складок, поднятия краев и морщин. В одном варианте выполнения, вдобавок к воздействию теплом для устранения дефектов может быть использовано давление и(или) разглаживание.
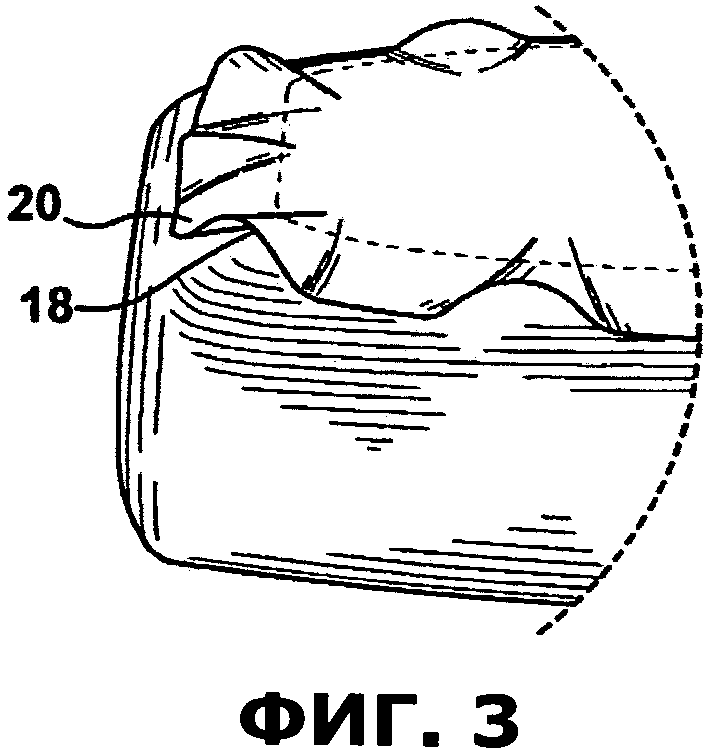
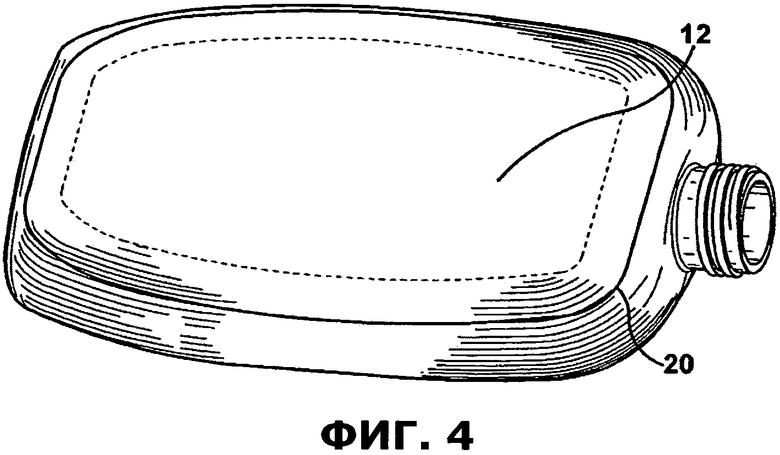
На Фиг.2-5 иллюстрируются представленные этикетка и способ ее нанесения. На Фиг.2 и 3, этикетка 12, включающая усадочную пленку с нанесенным на нее сплошным слоем контактного клея, нанесена на контейнер 10, имеющий сложную кривизну по окружности контейнера, и затем разглажена. Воздействия на этикетку теплом нет. Этикетка 12 выходит на области со сложной кривизной 16, где по периметру 20 этикетки образуются складки 18. На Фиг.4 и 5 показан контейнер с этикеткой, изображенный на Фиг.2 и 3, после воздействия на этикетку теплом. Складки 18 удалены, и этикетка 12 прилегает к поверхности контейнера 10 сложной кривизны вблизи его периметра 20 без каких-либо дефектов.
Изделие или контейнер, на которые нанесена этикетка, могут иметь различные очертания и формы. В качестве подходящих примеров, не ограничивающих изобретение, можно привести контейнеры с крышками и без них, канцелярские ящики, крышки, игрушки, электроприборы и пр. Изделие или контейнер может быть изготовлено из любого обычного полимера, стекла или металла, например алюминия. Примеры подходящих полимерных материалов включают полиэтилен высокой плотности (HDPE - от англ. high density polyethylene), полиэтилен низкой плотности (LDPE - от англ. low density polyethylene), полиэтилентерефталат (PET - от англ. polyethylene terephtalate), полипропилен (РР - polypropylene), поливинилхлорид, поликарбонат, нейлон, фторированный этилен-пропилен, полистирол, и др. Изделие или контейнер могут быть изготовлены посредством различных известных технологических процессов, например, выдувным формованием, инжекционным формованием, термоформованием, центробежным литьем и др.
Примеры полезных контейнеров включают, например, бутыль с крышкой в верхней части бутыли, перевернутую бутыль с крышкой в дне бутыли, бутыль с клапаном пульверизатора насосного типа или дозатор пены и полутубу с крышкой.
Контейнер или изделие могут быть прозрачными. В одном варианте, контейнер может быть просвечивающим. Просвечивающий вид может быть получен путем обработки прозрачного контейнера или изделия, введением ингредиентов, например, красок и перламутровых добавок в базовый полимер, использованием полипропилена и(или) полиэтилена, смешанных с просветляющими добавками. Обработка включает, например, обработку поверхности в пресс-форме.
Контейнер или изделие могут включать элементы эстетики, включая, например, текстуру, тиснение, цвет, голограммы, эффект изморози или матовый и пр. Поверхность контейнера или изделия может быть обработана до нанесения этикетки. Например, поверхность контейнера или изделия может быть подвергнута обработке пламенем или покрыта грунтовкой.
На каждой из Фиг.6, 7 и 8 изображен контейнер, имеющий сложную форму и сложную кривизну. На Фиг.6 приведен вид спереди контейнера 30а, имеющего симметричную, сферическую форму, такую, что контейнер имеет суживающуюся вогнутую область 32 сверху и более широкую выпуклую область 33 в нижней части. Обычно для нанесения на такой контейнер нужной этикетки использовалась манжета из усадочного материала. Посредством настоящего изобретения, самоклеящаяся усадочная этикетка 31 может быть гладко нанесена на контейнер 30а без видимых дефектов этикетки. На Фиг.3В представлен вид спереди контейнера 30b, имеющего несимметричную форму, где одна сторона контейнера имеет как вогнутую область 34, так и выпуклую область 35, а противолежащие стороны искривлены сходным образом по длине контейнера. При нанесении этикетки на контейнер 30b известным способом, на контейнер надевается манжета из усадочного материала, обеспечивающая прилегание этикетки к поверхности сложной формы контейнера. Самоклеящаяся усадочная этикетка 31 может быть нанесена на контейнер 30b для создания достаточной площади изображения при значительно меньших затратах материала этикетки. На Фиг.8 представлен вид спереди контейнера 30с, представляющий собой перевернутую бутыль с крышкой 36 на дне и этикеткой 31, прикрепленной к лицевой поверхности. На Фиг.9 представлен вид сбоку контейнера 30с. Области 37 внутри пунктирных линий показывают внешние границы стандартных самоклеящихся этикеток, которые могут быть прикреплены к контейнеру. Для оформления этого контейнера, имеющего сложную форму, требуется две отдельные стандартные самоклеящиеся этикетки, поскольку нанесение одной стандартной единой самоклеящейся этикетки приведет к образованию дефектов типа складок и морщин. Самоклеящаяся усадочная этикетка 31 может покрыть значительно большую площадь, что предоставляет больше возможностей для конструктора продукта.
На каждой из Фиг.10 и 11 представлен контейнер, имеющий сложную конфигурацию поверхности. На Фиг.10 представлен вид спереди контейнера 40а, имеющего выпуклые ребра 42 с одной стороны контейнера. С противоположной стороны контейнер имеет гладкую поверхность. На Фиг.11 представлен вид спереди контейнера 40b, имеющего кольцевые пазы 43, размещенные по длине контейнера. Следует отметить, что изделия цилиндрической формы, имеющие области сложной кривизны, например, контейнеры 40а и 40b, не исключены из изделий, попадающих в область притязаний настоящей заявки.
На Фиг.12 приведено схематическое объемное изображение части контейнера, на который наносилась этикетка. У контейнера 50 имеется поверхность со сложной кривизной. Этикетка 52 наносится на контейнер и покрывает часть области со сложной кривизной. Линия 54 показывает внешнюю границу, до которой могут быть нанесены обычные самоклеящиеся этикетки без образования дефектов на этикетке. Область 56 показывает расширенную область изображения, которая может быть получена при использовании предложенных этикеток, без образования дефектов, например, морщин, поднятия краев или складок.
Усадочная пленка
Полимерные пленки, пригодные для создания этикеток, предложенных в настоящем изобретении, обладают свойством равномерной усадки. Свойство равномерной усадки дает возможность подтягивать складки и морщины, первоначально образующиеся на этикетке, когда этикетка наносится на криволинейные поверхности, и позволяет разглаживать складки и морщины с минимальными искажениями графики на этикетке. Пленки, имеющие неравномерную усадку, то есть, пленки, у которых усадка велика в одном направлении и мала или умеренна в другом направлении, не очень пригодны, поскольку при удалении складок в одном направлении, в другом направлении образование складок может увеличиться. Пригодные для использования пленки с равномерной усадкой допускают использование этикеток с большим разнообразием форм для нанесения на контейнеры, отличающиеся большим разнообразием форм.
В одном варианте выполнения, полимерная пленка обладает предельной усадкой (S), измеренной по методике ASTM D1204, по крайней мере в одном направлении равной по крайней мере 10% при 90°С, а в другом направлении равной S±20%. В другом варианте выполнения, пленка обладает предельной усадкой (S) по крайней мере в одном направлении, составляющей примерно от 10% до 50% при 70°С, а в другом направлении усадка составляет S±20%. В одном варианте выполнения, предельная усадка (S) составляет по крайней мере 10% при 90°С, а в другом направлении, усадка составляет S±10%. Температура начала усадки пленки, в одном варианте выполнения, составляет, примерно, от 60°C до 80°С.
Усадочная пленка должна обладать усадкой при воздействии нагрева и, при этом, иметь достаточную жесткость для ее подачи с использованием обычного оборудования и процессов для нанесения этикеток, включая печать, резку и перенос этикетки. Необходимая жесткость пленки зависит от размера этикетки, скорости нанесения, и используемого оборудования для наклеивания этикеток. В одном варианте, усадочная пленка имеет жесткость в машинном направлении (MD - от англ. machine direction), составляющую по крайней мере 5 мН, измеренную по методике измерения сопротивления изгибу по длине и ширине (L&W Bending Resistance Test). В одном варианте, усадочная пленка обладает жесткостью, равной по крайней мере 10 мН, или по крайней мере 20 мН.
В одном варианте, усадочная пленка имеет 2-процентный секущий модуль упругости в машинном направлении (MD), измеренный по методике ASTM D882, составляющий примерно от 140 до 2810 мПа, и примерно от 140 до 2810 мПа в поперечном направлении (TD - от англ. trans direction). В другом варианте выполнения, двухпроцентный секущий модуль упругости пленки составляет примерно от 211 до 2110 мПа в машинном направлении и примерно от 211 до 2110 мПа в поперечном направлении. Пленка может иметь модуль в поперечном направлении меньше, чем в машинном направлении с тем, чтобы не возникало проблем с машинной подачей этикетки при сохранении достаточно низкого модуля в TD для обеспечения хорошей прилегаемости и(или) вдавливаемости.
Полимерная пленка может быть изготовлена обычным технологическим процессом. Например, пленка может быть изготовлена с использованием технологии "двойного раздува" (double bubble process), ширильно-сушильного процесса, или включать пленку, полученную экструзией с раздувкой.
Усадочная пленка, пригодная для изготовления этикеток, может представлять собой однослойную конструкцию или многослойную конструкцию. Слой или слои усадочной пленки могут быть выполнены из полимера, выбранного из группы, включающей полиэфир, полиолефин, поливинилхлорид, полистирол, полимер молочной кислоты, их сополимеры и смеси.
Полиолефины включают гомополимеры или сополимеры олефинов, являющиеся алифатическими углеводородами, имеющими одну или более двойную связь углерод-углерод. Олефины включают алкены, содержащие 1-алкены, также известные как альфа-олефины, например 1-бутен, и внутренние алкены, имеющие двойные связи углерод-углерод на нетерминальных атомах углерода углеродной цепочки, например 2-бутен, циклические олефины, имеющие одну или более двойную связь углерод-углерод, например циклогексан и норборнадиен, и циклические полиены, представляющие собой нециклические алифатические углеводороды, имеющие две или более двойных связи углерод-углерод, например 1,4-бутадиен и изопрен. Полиолефины содержат гомополимеры алкенов из одного мономера алкена, например, гомополимер полипропилена, сополимеры алкена из по крайней мере единого мономера алкена, и один или более дополнительных мономеров олефина, где первый по порядку алкен является главной составной частью сополимера, например, сополимера пропилена-этилена и сополимера пропилена-этилена-бутадиена, гомополимеры циклических олефинов из единого мономера циклического олефина, и сополимеры циклических олефинов из по крайней мере одного мономера циклического олефина, и один или более дополнительных мономеров олефина, где первый из перечисленных циклический олефин является главной составной частью сополимера, а также смеси любых из перечисленных выше полимеров олефина.
В одном варианте выполнения, усадочная пленка представляет собой многослойную пленку, включающую внутренний слой и по крайней мере один наружный слой. Наружный слой может представлять собой наружный слой, воспринимающий типографскую печать. В одном варианте, многослойная усадочная пленка включает внутренний слой и два наружных слоя, где по крайней мере один наружный слой воспринимает печать. Многослойная усадочная пленка может быть соэкструзионной пленкой.
Толщина пленки может быть в интервале 0,0125-0,5 мм, или 0,0125-0,3 мм, или 0,0125-0,02 мм, или 0,025-0,075 мм (или 1-3 мил) (1 мил=10-3 дюйма=0,025 мм). Слои пленки могут отличаться компонентами термопластического сополимера, добавками, ориентацией, толщиной/ или комбинацией этих параметров. Толщина внутреннего слоя может составлять 50-95%, или 60-95%, или 70-90% от толщины пленки. Толщина наружного слоя или совокупности двух наружных слоев может составлять 5-50%, или 5-40%, или 10-30% от толщины пленки.
Пленка также может быть подвергнута обработке на одной поверхности или обеих, верхней и нижней поверхностях, для улучшения качества ее работы в отношении восприятия типографской печати, или сцепления с клеем. Обработка может включать нанесение поверхностного покрытия, например, лака, воздействие разрядом высокой энергии для обработки поверхности коронным разрядом, обработка поверхности пламенем, или комбинацию любых из перечисленных видов обработки. В варианте выполнения изобретения, пленка обрабатывается с обеих сторон, а в другом варианте выполнения, пленка обрабатывается с одной поверхности коронным разрядом, а с другой поверхности пламенем.
Слои усадочной пленки могут содержать пигменты, наполнители, стабилизаторы, светозащитные средства, или иные подходящие модифицирующие средства, при необходимости. Пленка также может содержать антиблокирующие средства, добавки, улучшающие скольжение и антистатические средства. Пригодные к использованию антиблокирующие средства включают неорганические частицы, например глина, тальк, карбонат кальция и стекло. К добавкам, улучшающим скольжение, пригодным для использования в настоящем изобретении, относятся полисилоксаны, воски, жирные амиды, жирные кислоты, металлическое мыло, и частицы, например окиси кремния, синтетической аморфной окиси кремния и порошка политетрафторэтилена. К антистатическим средствам, пригодным для использования в настоящем изобретении, относятся сульфонаты щелочных металлов, полидиорганосилоксаны, модифицированные полиэфиром, полиалкилфенилсилоксаны и третичные амины.
В одном варианте, усадочная пленка имеет микроперфорацию, обеспечивающую выход воздушных пузырей от границы раздела между этикеткой и изделием, к которому она прикрепляется. В другом варианте выполнения/ усадочная пленка обладает проницаемостью, обеспечивающей выход текучей среды из клеящего средства или с поверхности изделия. В одном варианте выполнения, в усадочной пленке сделаны дренажные отверстия или щели.
Клеящие средства
Описание подходящих клеящих средств, склеивающихся при надавливании (контактных клеев), может быть найдено в Научно-технической Энциклопедии Полимеров (Encyclopedia of Polymer Science and Engineering, vol. 13, Wiley-Interscience Publishers, N.Y., 1988). Дополнительное описание пригодных контактных клеев может быть найдено в "Наука и Технология Полимеров" (Polymer Science and Technology, vol. 1, Interscience Publishers, N.Y., 1964). Обычно используемые контактные клеи включают контактные клеи на основе акрила/ резины и силикона. В контактном клее может использоваться растворитель, либо это может быть водный клей. Также могут использоваться термоклеи. В одном варианте, контактный клей содержит клеящее средство на основе акриловой эмульсии.
Клеящее средство и сторона пленки, на которую это клеящее средство нанесено, обладают достаточной совместимостью, чтобы обеспечить хорошее сцепление. В одном варианте, клеящее средство выбирается так, чтобы этикетки могли быть легко сняты с контейнера из полиэтилентерефталата (ПЭТФ) в течение 24 часов после нанесения. Также компоненты клеящего средства не должны мигрировать в пленку.
В одном варианте выполнения, клеящее средство может быть сформировано на основе акрилового полимера. Предполагается, что любой полимер на основе акрила, способный образовать клеящий слой с достаточным сцеплением с подложкой, может быть использован в настоящем изобретении. В некоторых вариантах выполнения, акриловые полимеры для слоев контактного клея включают соединения, полученные путем полимеризации по крайней мере одного мономера алкилакрилата, содержащего примерно от 4 до 12 атомов углерода в алкильных группах, и составляющего примерно 35-95 масс.% полимера или сополимера, как это описано в патенте US 5264532. Как вариант, контактный клей на основе акрила может быть сформирован из полимеров одного типа.
Температура стеклования слоя контактного клея, содержащего акриловые полимеры, может быть изменена путем регулирования количества полярных или "твердых мономеров", в сополимере, как это показано в патенте US 5264532, введенном в настоящее описание посредством ссылки. Чем больше процентное весовое содержание твердых мономеров в акриловом сополимере, тем выше температура стеклования. Предполагаемые для использования в настоящем изобретении твердые мономеры включают виниловые эфиры, карбоксильные кислоты и метакрилаты, весовая концентрация которых может составлять примерно от нуля до 35% веса полимера.
Контактный клей может иметь акриловую основу, например, как описанный в патентах US 5164444 (акриловая эмульсия), US 5623011 (акриловая эмульсия с повышенной клейкостью) и US 6 306 982. Клеящее средство также может быть на основе резины, например, как описанное в патенте US 5705551 (термоклей на основе резины). Клеящее средство может также представлять собой смесь мономеров с катализаторами и другими ингредиентами, отверждающуюся при облучении, например, как описанная в US 5232958 (отверждаемый УФ-облучением акриловый клей) и US 5232958 (отверждается воздействием пучка электронов). Раскрытия этих патентов, относящихся к акриловым клеящим средствам, включены в настоящее описание посредством ссылки.
В изобретении могут использоваться имеющиеся на рынке контактные клеи. В качестве примера таких клеящих средств можно привести контактные термоклеи, поставляемые фирмой Н.В. Fuller Company из Св. Павла, Миннесота, например НМ-1597, HL-2207-X, Н1-2115-Х, HL-2193-X. К другим, имеющимся на рынке контактным клеям, которые могут быть использованы в изобретении, относятся клеящие средства, поставляемые фирмой Century Adhesives Corporation, Колумбус, Огайо. Другой пригодный для применения акриловый контактный клей содержит смесь частиц эмульсионного полимера с диспергированными частицами усилителя клейкости, описанную в общих чертах в Примере 2 патента US 6306982. Полимер получен эмульсионной полимеризацией 2-этилгексил акрилата, винил ацетата, диоктил малеата и метакриловых сомономеров, как это описано в патенте US 5164444, с размером полученных в результате частиц латекса примерно 0,2 мкм по средневесовому диаметру, и содержанием геля примерно 60%.
Примером имеющегося на рынке термоклея может служить Н2187-01, выпускаемый фирмой Ato Findley, Inc. из Вауватуза, Висконсин. Кроме того, в качестве клеящего компонента в настоящем изобретении также могут быть использованы контактные клеи из блочного сополимера на основе резины, описанные в патенте US 3239478, который включен в настоящее описание посредством ссылки, поскольку в нем раскрыты подобные термоклеи, подробное описание которых приводится ниже.
В другом варианте выполнения, контактный клей содержит эластомерные материалы на основе резины, включающие пригодные для применения линейные, разветвленные и радиальные блочные сополимеры, представленные диблочными структурами А-В, триблочными структурами А-В-А, радиальными или связанными структурами (А-В)n, и их комбинациями, в которых А представляет фазу твердого термопластика или блок, который при комнатной температуре обладает свойствами не резины, а скорее стекла или кристалла, но становится жидким при более высокой температуре, а В представляет мягкий блок, имеющий свойства резины или эластомера при рабочей или комнатной температуре. Эти термопластичные эластомеры могут включать примерно от 75 масс.% до 95 масс.% резиновых сегментов и примерно от 5 масс.% до 25 масс.% нерезиновых сегментов.
Нерезиновые сегменты или твердые блоки содержат полимеры моно- и полициклических ароматических углеводородов, и, в частности, винилзамещенные ароматические углеводороды, которые могут быть по своей природе моноциклическими или бициклическими. Резиновые материалы, например, полиизопрен, полибутадиен и сополимер бутадиена и стирола могут быть использованы в качестве резинового блока или сегмента. Особенно пригодны для применения резиновые сегменты, включающие полидиеновые резины и резины на основе насыщенных олефинов из сополимеров этилен-бутадиена или этилен-пропилена. Эти последние резины могут быть получены из соответствующих ненасыщенных полиалкиленовых соединений, например полиутадиена и полиизопрена, их гидрированием.
Среди блочных сополимеров виниловых ароматических углеводородов и диенов с сопряженными двойными связями, могут быть использованы любые, обладающие эластомерными свойствами. Блочные сополимеры могут быть диблочными, триблочными, многоблочными, звездообразными блок-сополимерами, полиблочными или графт-блочными сополимерами. В настоящем описании, термины диблочный, триблочный, многоблочный, полиблочный, графт- или графт-блочный в отношении структурных особенностей блочных сополимеров должны пониматься в соответствии с их обычным значением, определяемым в литературе, например, в Научно-технической Энциклопедии Полимеров (Encyclopedia of Polymer Science and Engineering, vol. 2, (1985), John Wiley & Sons, Inc., N.Y., pp.325-326) и в книге "Блочные Сополимеры. Теоретические Основы Технологии" (J.E. McGrath in Block Copolymers, Science Technology, Dale J. Meier, Ed. Harwood Academic Publishers, 1979, pp.1-5).
Такие блочные сополимеры могут иметь различные соотношения диенов с сопряженными двойными связями и винил-ароматических углеводородов, включая содержащие примерно до 40 масс.% виниловых ароматических углеводородов. Соответственно, могут быть использованы многоблочные сополимеры, имеющие линейную или радиально симметричную или ассиметричную структуру, которая представляется формулой А-В, А-В-А, А-В-А-В, В-А-В, (AB)0,1,2… и т.д., где А представляет полимерный блок винил-ароматического углеводорода или усеченный сополимерный блок из ароматического углеводорода винила и диена с сопряженными двойными связями, а В представляет собой эластичный полимерный блок диенов с сопряженными двойными связями.
Блочные сополимеры могут быть получены любым из хорошо известных способов блочной полимеризации или сополимеризации, включая последовательное сложение мономеров, пошаговое сложение мономеров, или способы соединения, описанные, например, в патентах US 3251905; 3390 207; 35988874 и 219627. Как хорошо известно, усеченные блоки сополимеров могут быть введены в многоблочные сополимеры сополимеризацией смеси диенов с сопряженными двойными связями и мономеров винил-ароматических углеводородов, используя различия в скорости реакции их сополимеризации. Получение многоблочных сополимеров, содержащих усеченные блоки сополимера, описано в патентах US 3251905; 3639521 и 4208356, раскрытия которых включены в настоящее описание посредством ссылки.
Диены с сопряженными двойными связями, которые могут быть использованы для получения полимеров и сополимеров, содержат от 4 до, примерно, 10 атомов углерода или от 4 до 6 атомов углерода. В качестве примера можно привести 1,3-бутадиен, 2-метил-1,3-бутадиен (изопрен), 2,3-диметил-1,3-бутадиен, хлоропрен, 1,3-пентадиен, 1,3-гексадиен и пр. Также могут быть использованы смеси этих диенов с сопряженными двойными связями.
Примеры винил-ароматических углеводородов, которые могут быть использованы для приготовления сополимеров, включают стирол и различные замещенные стиролы, например, о-метилстирол, р-метилстирол, паратрет-бутилстирол, 1,3-диметилстирол, альфа-метилстирол, бета-метил стирол, р-изопропилстирол, 2,3-диметилстирол, о-хлоростирол, р-хлоростирол, о-бромостирол, 2-хлор-4-метилстирол и т.д. Многие из перечисленных выше сополимеров диенов с сопряженными двойными связями и винил-ароматических соединений имеются на рынке. Среднечисленный молекулярный вес блочных сополимеров до гидрирования составляет примерно от 20000 до 500000, или примерно от 40000 до 300000.
Среднечисленные молекулярные веса отдельных блоков внутри сополимеров могут меняться в определенных пределах. В большинстве случаев, винил-ароматический блок будет иметь среднечисленный молекулярный вес примерно от 2000 до 125000, или примерно от 4000 до 60000. Блоки диенов с сопряженными двойными связями либо до, либо после гидрирования, будут иметь Среднечисленные молекулярные веса примерно от 10000 до 450000, или примерно от 35000 до 150000. Кроме того, перед гидрированием, содержание винила в диеновой части с сопряженными двойными связями обычно составляет примерно от 10% до 80%, или примерно от 25% до 65%, или даже от 35% до 55%, когда требуется, чтобы модифицированный блочный сополимер обладал эластичностью резины. Содержание винила в блочном сополимере может быть измерено средствами ядерного магнитного резонанса.
Конкретные примеры диблочных сополимеров включают стирол-бутадиен (SB), стирол-изопрен (SI), и его гидрированные производные. Примеры триблочных полимеров включают стирол-бутадиен-стирол (SBS), стирол-изопрен-стирол (SIS), альфа-метилстирол-бутадиен-альфа-метилстирол и альфа- метилстирол-изопрен-альфа-метилстирол. К сополимерам, пригодным для использования в настоящем изобретении, относятся и выпускаемые фирмой Kraton Polymers LLC под торговой маркой KRATON.
При гидрировании SBS сополимеров, содержащих резиновый сегмент из смеси 1,4 и 1,2-изомеров, получается блочный сополимер стирол-этилен-бутилен стирол (SEBS). Аналогично, гидрированием SIS полимера получают блочный сополимер стирол-этилен пропилен-стирол (SEPS).
Выборочное гидрирование блочных сополимеров может выполняться посредством различных известных процессов, включая гидрирование в присутствии таких катализаторов, как скелетный никелевый катализатор гидрирования, благородные металлы, например, платина, палладий и др., и растворимые катализаторы из переходных металлов. В подходящих процессах гидрирования, которые могут быть использованы в изобретении, полимер или сополимер, содержащий диен, растворен в инертном углеводородном растворителе, например, циклогексане, и гидрируется реакцией с водородом в присутствии растворимого катализатора гидрирования. Такие процедуры описаны в патентах US 3113986 и 4226952, раскрытие которых введено в настоящее описание посредством ссылки. Такое гидрирование блочных сополимеров, выполняется так, чтобы получить избирательно гидрированные сополимеры, имеющие остаточное ненасыщенное содержание в блоке полидиена примерно от 0,5% до 20% от исходного ненасыщенного содержания перед гидрированием.
В одном варианте, диен с сопряженными двойными связями составляет от блочного сополимера часть, насыщенную по крайней мере на 90%, а чаще, по крайней мере на 95%, в то время как часть ароматического винила существенно не гидрирована. Особенно пригодными гидрированными блочными сополимерами являются гидрированные продукты блочных сополимеров стирол-изопрен-стирола, например, блочный полимер стирол-(этилен/пропилен)-стирола. Когда происходит гидрирование блочного сополимера полистирол-полибутадиен-полистирола, желательно, чтобы соотношение в полимере между 1,2-полибутадиеном и 1,4-полибутадиеном составляло примерно от 30:70 до 70:30. Когда происходит гидрирование такого блочного сополимера, получающийся продукт напоминает регулярный блок сополимера этилена и 1-бутена (ЕВ). Как отмечалось выше, когда диен с сопряженными двойными связями используется как изопрен, результирующий продукт гидрирования напоминает регулярный блок сополимера этилена и пропилена (ЕР).
Ряд избирательно гидрированных блочных сополимеров производится фирмой Kraton Polymers под общей торговым названием "Kraton G". Примером может служить Kraton G1652, представляющий собой гидрированный SBS триблок, содержащий примерно 30 масс.% концевых блоков стирола, и средний блок, являющийся сополимером этилена и 1-бутена (ЕВ). Имеется версия G1652 с более низким молекулярным весом под названием Kraton G1650. Другим блочным SEBS сополимером является Kraton G1651, содержащий примерно 33 масс.% стирола. Kraton G1657 является диблочным SEBS сополимером, содержащим примерно 13 масс.% стирола. Это содержание стирола ниже, чем содержание стирола в Kraton G1650 и Kraton G1652.
В другом варианте выполнения, избирательно гидрированный блочный сополимер представлен формулой:
Bn(АВ)oAp,
где n=0 или 1, о составляет от 1 до 100, р составляет 0 или 1;
каждый В перед гидрированием представляет собой преимущественно полимеризованный блок диена углеводорода с сопряженными двойными связями, у которого среднечисленный молекулярный вес составляет примерно от 20000 до 450000; каждый А является преимущественно полимеризованным блоком винил-ароматического углеводорода, у которого среднечисленный молекулярный вес составляет примерно от 2000 до 115000; блоки А содержат примерно от 5 масс.% до 95 масс.% сополимера; и ненасыщенность блока В составляет менее примерно 10% от исходного насыщения. В других вариантах выполнения, ненасыщенность блока В уменьшается при гидрировании до менее, чем 5% от ее исходной величины, а средняя ненасыщенность гидрированного блочного сополимера сокращена до менее, чем 20% от ее исходной величины.
Блочные сополимеры также могут включать функционализированные полимеры, например такие, которые получаются в реакции альфа-, бета-олефино ненасыщенного одноосновного или двухосновного реагента карбоновой кислоты с избирательно гидрированными блочными сополимерами винил-ароматических углеводородов и диенами с сопряженными двойными связями, как это было описано ранее. Реакция реагента карбоновой кислоты с графт-блочном сополимером может быть осуществлена в растворах или в расплаве в присутствии инициирующего свободного радикала.
Подготовка различных избирательно гидрированных блочных сополимеров диенов с сопряженными двойными связями и винил-ароматических углеводородов, привитых при сополимеризации реагентом карбоновой кислоты, описана в ряде патентов, включая US 4578429; 4657970 и 4795782, и раскрытия этих патентов, относящиеся к привитым избирательно гидрированным блочным сополимерам диенов с сопряженными двойными связями и винил-ароматическими соединениями, а также получение таких соединений, введено в настоящее описание посредством ссылки. В патенте US 4795782 описано и проиллюстрировано примерами получение привитых блочных сополимеров в растворе и в расплаве. Патент US 4578429 содержит пример прививки полимера Kraton G1652 (SEBS) малеиновым ангидридом с 2,5-диметил-2,5-ди(т-бутилперокси)гексан путем реакции в расплаве в двухшнековом экструдере.
Примерами имеющихся на рынке малеинированных избирательно гидрированных сополимеров стирола и бутадиена могут служить продукты Kraton FG1901X, FG1921X и FG1924X, часто называемые малеинированными избирательно гидрированными SEBS сополимерами. Соединение FG1901X содержит примерно 1,7 масс.% функционально ориентированных веществ, например, янтарный ангидрид, и примерно 28 масс.% стирола. FG1921X содержит примерно 1 масс.% функционально ориентированного вещества, например, янтарного ангидрида, и 29 масс.% стирола. FG1924X содержит примерно 13% стирола и примерно 1% функционально ориентированного вещества, например, янтарного ангидрида.
Пригодные для использования сополимеры также выпускаются фирмой Nippon Zeon Co., 2-1 Маруночи, Чийода-ку, Токио, Япония. Например, Nippon Zeon выпускает Quintac 3530, который, как представляется, является линейным блочным стирол-изопрен-стирольным сополимером.
Ненасыщенные эластомерные полимеры и другие полимеры и сополимеры, не являющиеся клейкими по своей природе, могут быть сделаны клейкими при введении в них усилителя клейкости. Усилители клейкости, обычно представляющие собой углеводородные смолы, древесные смолы, канифоли, производные канифолей и т.п., в концентрациях примерно от 40 масс.% до 90 масс.% от общего веса композиции клеящего средства, или примерно от 45 масс.% до 85 масс.% придают свойства контактной адгезии клеящему составу эластомерного полимера. Композиции, в которых содержание добавки усилителя клейкости составляет менее 40 масс.%, обычно не обладают свойством "мгновенного прилипания" или изначальной клейкости, позволяющим использовать их в качестве контактного клея, и поэтому не являются исходно клейкими. С другой стороны, композиции, у которых содержание усилителя клейкости слишком велико, обычно обладают слишком низкой силой сцепления для того, чтобы использоваться в большинстве приложений, согласно настоящему изобретению.
Предполагается, что в варианте выполнения настоящего изобретения может быть использован любой известный специалистам усилитель клейкости, совместимый с эластомерными полимерными композициями. Одним из таких пригодных усилителей клейкости является Wingtak 10, синтетическая политерпеновая смола, жидкая при комнатной температуре, которая производится компанией Goodyear Tire and Rubber Company из Акрона, Огайо. Также Goodyear производит синтетическую смолу - усилитель клейкости Wingtak 95, содержащую, в основном, полимер, являющийся производным пиперилена и изопрена. К другим пригодным для использования усилителям клейкости можно отнести алифатические углеводородные смолы Escorez 1310 и Escorez 2596, представляющие собой С5-С9 (ароматическая модифицированная алифатическая) смолу, которые производятся компанией Еххоn из Ирвинга, Техас. Конечно, специалистам должно быть понятно, что в настоящем изобретении могут быть использованы разнообразные добавки, повышающие клейкость.
Кроме усилителей клейкости, в контактные клеи могут быть внесены и другие добавки для придания им необходимых свойств. Например, могут быть добавлены пластификаторы, которые, как известно, снижают температуру стеклования клеящего состава, содержащего эластомерные полимеры. Примером пластификатора, который может быть использован в изобретении, может служить Shellflex 371, нафтеновое масло, производимое фирмой Shell Lubricants из Техаса. Также в клеящие композиции могут быть внесены антиоксиданты. Подходящие антиоксиданты включают Irgafos 168 и Irganox 565, поставляемые фирмой Ciba-Geigy, Хауторн, Нью Йорк. Также в клеящее вещество могут быть введены истирающие материалы, например, воски и поверхностно-активные присадки.
Нанесение контактного клея может производиться из раствора, эмульсией или суспензией, либо в виде расплава. Клеящий состав может быть нанесен на внутреннюю поверхность усадочной пленки любым известным способом. Например, клеящий состав может быть нанесен накаткой, наливом, набрызгиванием, окунанием, гравированным цилиндром или флексографией. Клеящий состав может быть нанесен на усадочную пленку сплошным слоем, прерывистым слоем либо по трафарету. Клеящий состав, нанесенный по трафарету, закрывает по существу всю внутреннюю поверхность пленки. В настоящем описании, термин "закрывает по существу" подразумевает, что трафарет сплошь покрывает поверхность пленки, и не включает случаи, когда клеящий состав нанесен только на полосу вдоль передней и задней кромок пленки либо "точечным швом" по пленке.
В одном варианте выполнения, на участки клеящего слоя наносится ослабитель клейкости для обеспечения приклеивания этикетки к изделиям сложной формы. В одном варианте выполнения, на по крайней мере часть клеящей поверхности наносится неадгезивный материал, например, точки или микрокапли типографской краски с тем, чтобы дать возможность клеящему слою скользить по поверхности изделия при нанесении этикетки и(или) обеспечить выход воздуха, попавшего между этикеткой и изделием.
Может использоваться один единственный слой клеящего состава или несколько слоев. В зависимости от используемой усадочной пленки, и изделия или контейнера, на который наносится этикетка, может оказаться желательным первым клеящим слоем сделать слой, прилегающий к усадочной пленке, а второй клеящий слой, имеющий отличный от первого слоя состав, наносить на изделие или контейнер для обеспечения достаточного прилипания, прочности на отрыв и прочности на сдвиг.
В одном варианте выполнения, контактный клей обладает достаточной прочностью на сдвиг или прочностью сцепления для предотвращения чрезмерной усадки этикетки, прикрепленной к изделию, при воздействии тепла после нанесения пленки на этикетку, достаточной прочностью на отрыв для предотвращения отслоения пленки от изделия и достаточной липкостью или схватывающей силой для обеспечения нужной силы прикрепления этикетки к изделию при ее нанесении. В одном варианте выполнения, клеящий слой перемещается вместе с этикеткой по мере усадки пленки при воздействии тепла. В другом варианте выполнения, клеящий состав удерживает этикетку так, что при усадке пленки этикетка не смещается.
Термоусаживаемая пленка может включать и другие слои, в дополнение к однослойной или многослойной термоусаживаемой полимерной пленке.
В одном варианте выполнения, на поверхность полимерной пленки наносится металлизация в виде тонкой металлической пленки. Термоусаживаемая пленка также может включать слой печати на полимерной пленке. Слой печати может быть помещен между термоусаживаемым слоем и клеящим слоем, либо слой печати может находиться на наружной стороне усадочного слоя. В одном варианте выполнения, используется реверсивная печать рисунка, изображения или текста так, что сторона печати пленки соприкасается с контейнером, на который нанесена пленка. В этом случае пленка прозрачна.
Предложенные в настоящем изобретении этикетки могут также включать слой восприимчивого к краске состава, для улучшения печатных свойств полимерного усадочного слоя, или металлического слоя при его наличии, и качества полученного в результате слоя печати. Известно несколько таких составов, которые, как правило, включают связующий материал и пигмент, например, окись кремния или тальк, распределенный в связующем материале. Благодаря наличию пигмента, сокращается время высыхания некоторых красок. Подобные восприимчивые к краске композиции описаны в патенте US 6 153 288 (Ших и др.), и раскрытие этого патента включено в настоящее описание посредством ссылки.
Слой печати может представлять собой слой типографской краски или графический слой, а слой типографской краски может быть монохромным или многоцветным слоем печати, в зависимости от содержания печати и(или) предполагаемого дизайна этикетки. Сюда относятся различные впечатываемые данные, например, номер партии, штриховые коды, торговые марки и др. Толщина слоя печати обычно составляет примерно 0,5-10 мкм, в одном варианте выполнения, примерно от 1 до 5 мкм, в другом варианте выполнения примерно 3 мкм. Типографская краска, используемая в слое печати, включает имеющиеся на рынке краски на водной основе, краски с растворителями или фотоотверждаемые краски. В качестве примеров таких красок можно привести Sun Sheen (продукт фирмы Sun Chemical, представляющий собой растворимую в спирте полиамидную краску), Suntex MP (продукт Sun Chemical, представляющий краску с растворителем, предназначенную для поверхностной печати подложек с акриловым покрытием, подложек с покрытием поливинилденхлорида и полиолефиновых пленок), Х-Cel (продукт фирмы Water Ink Technologies, представляющий собой краску для пленки на водной основе, для печати на пленочных подложках), Uvilith AR-109 Rubine Red (продукт фирмы Daw Ink, представляющий собой УФ-краску) и CLA91598F (продукт фирмы Sun Chemical, представляющий многосвязную черную краску с растворителем).
В одном варианте выполнения, слой печати включает полиэфир/виниловую краску, полиамидную краску, акриловую краску и(или) полиэфирную краску. Слой печати может быть сформирован обычным способом, например, нанесен гравированным цилиндром, флексографией или УФ-флексографией, или подобным способом, при этом краска включает смолу, по типу описанной выше, подходящий пигмент или краситель и один или более подходящий летучий растворитель, на одной или более необходимых участках пленки. После нанесения состава краски, летучие компоненты растворителя, входящего в состав краски, испаряются, оставляя только нелетучие компоненты, которые и образуют слой печати.
Адгезия краски к поверхности полимерной усадочной пленки или металлического слоя (при его наличии) может быть улучшена, при необходимости, способами, хорошо известными специалистам. Например, как было описано выше, перед нанесением краски на металлический слой или слой полимерной пленки может быть нанесена грунтовка или иной состав, усиливающий адгезию краски. В альтернативном варианте, поверхность полимерной пленки может быть подвергнута обработке коронным разрядом или пламенем для улучшения адгезии краски к слою полимерной пленки.
Пригодные для использования грунтовки для краски могут быть прозрачными или непрозрачными, кроме того, грунтовки могут быть на основе растворителей или водными. В одном варианте, грунтовки отверждаются излучением (например, ультрафиолетовым светом). Грунтовка для краски может содержать лак или разбавитель. Лак может состоять из одного или более соединений из группы, включающей полиолефины, полиамиды, полиэфиры, сополимеры полиэфиров, полиуретаны, полисульфоны, поливинилидинхлорид, сополимеры стирол-малеинового ангидрида, сополимеры стирола-акрилонитрила, иономеры на основе солей натрия или цинка или этилен-метакриловой кислоты, полиметилметакрилаты, акриловые полимеры и сополимеры, и смеси двух или более перечисленных соединений. Примеры разбавителей, которые могут быть использованы, включают спирты, например, этиловый, изопропиловый и бутиловый; эфиры, например, этил ацетат, пропил ацетат и бутил ацетат; ароматические углеводороды, например, толуол и ксилол; кетоны, например, ацетон и метил-этил кетон; алифатические углеводороды, например, гептан; и их смеси. Соотношение лака и разбавителя зависит от вязкости, необходимой для нанесения грунтовки для краски, и принципы выбора этой вязкости известны специалистам. Слой грунтовки для краски может иметь толщину примерно от 1 до 4 мкм, или примерно от 1,5 до 3 мкм.
В этикетке, предложенной в изобретении, может использоваться прозрачный защитный или закрывающий слой полимера. Защитный слой может обеспечивать этикетке требуемые свойства до того и после того, как этикетка прикреплена к подложке, например, контейнеру. Наличие прозрачного защитного или закрывающего слоя поверх слоя печати может, в некоторых вариантах выполнения, придавать дополнительные свойства, например, антистатические свойства, жесткость и(или) устойчивость к атмосферным воздействиям. Защитный слой может защищать слой печати от, например, погодных воздействий, солнечного излучения, истирания, влаги, воды и др. Прозрачный защитный слой может улучшить свойства лежащего под ним слоя печати, придавая блеск и насыщенность изображению. Защитный прозрачный слой также может быть сделан устойчивым к истиранию, к воздействию излучения (например, ультрафиолетового), химически устойчивым, термоустойчивым, защищая тем самым этикетку и, в частности, слой печати, от деградации от этих воздействий. Защитный слой также может содержать антистатические добавки, или антиадгезивные добавки, упрощающие работу с этикетками при их нанесении на контейнер с большой скоростью. Защитный слой может наноситься на слой печати с использованием известных специалистам технологий. Полимерная пленка может наноситься из раствора, как заранее отформованная пленка (ламинированная к слою печати) и др.
Прозрачный защитный или закрывающий слой, при его наличии, может представлять однослойную или многослойную структуру. Толщина защитного слоя обычно составляет примерно от 12,5 до 125 мкм, и в одном варианте выполнения, примерно от 25 до 75 мкм. Примеры закрывающих слоев приведены в патенте US 6106982, введенном в настоящее описание посредством ссылки.
Защитный слой может содержать полиолефины, термопластические полимеры этилена и пропилена, полиэфиры, полиуретаны, полиакрилы, полиметакрилы, эпоксидные смолы, гомополимеры винил-ацетата, сополимеры или тройные полимеры, иономеры и их смеси.
Прозрачный защитный слой может содержать поглотители ультрафиолетового света и(или) другие светостабилизаторы. К поглотителям ультрафиолета, которые могут быть использованы, относятся стерически затрудненные амины, производимые фирмой Ciba Specialty Chemical под торговой маркой Tinuvin. Светостабилизаторы, которые могут быть использованы, включают светостабилизаторы на основе стерически затрудненных аминов, производимые фирмой Ciba Specialty Chemical под торговой маркой Tinuvin 111, Tinuvin 123 (бис-(1-октилокси-2/2,6,6-тетраметил-4-пиперидинил) себацинат; Tinuvin 622 (полимер диметил сукцината с 4-гидрокси-2,2,6,6-тетраметил-4-пиперидниэтанол); Tinuvin 770 (бис-(2,2,6,6-тетраметил-4-пиперидинил); и Tinuvin 783. Дополнительные светостабилизаторы включают светостабилизаторы на основе стерически затрудненных аминов, производимые фирмой Ciba Specialty Chemical под торговой маркой Chemassorb, в частности Chemassorb 119 и Chemassorb 944. Концентрация поглотителя УФ-света и(или) светостабилизатора составляет примерно до 2,5 масс.%, и в одном варианте выполнения примерно от 0,05 до 1 масс.%.
Прозрачный защитный слой может содержать антиоксидант. Может быть использован любой антиоксидант, пригодный для изготовления термопластический пленок. Сюда относятся стерически затрудненные фенолы и органофосфиты. В качестве примера можно взять продукты, производимые фирмой Ciba Specialty Chemical под торговой маркой Irganox 1010, Irganox 1076 или Irgafos 168. Концентрация антиоксиданта в композиции термопластической пленки может составлять до примерно 2,5 масс.%, и в одном варианте выполнения примерно от 0,05 масс.% до 1 масс.%.
К клеящему слою может быть прикреплена отделяемая прокладка для защиты клеящего слоя во время транспортировки, хранения и любых манипуляций до нанесения этикетки на подложку. Отделяемая прокладка может иметь тисненую поверхность и(или) может быть выполнена из неадгезивного материала, например микрокапли, или точки краски, нанесенные на поверхность прокладки.
Процесс
Процесс нанесения этикеток на изделия или контейнеры включает нетрадиционные операции и оборудование. Процесс начинается в обычном раздаточном оборудовании, в котором производится отделение этикетки от отделяемой прокладки посредством отслаивающей пластины или наконечника, после чего этикетка обращена обнаженным клеящим слоем к контейнеру или изделию для нанесения. Как показано на Фиг.13-16, этикетка 62, имеющая центральную часть 61 и периферийную часть 63, окружающую центральную часть, внешняя граница которой образована краями этикетки, вводится в соприкосновение с контейнером 60, сначала приложением давления на этикетку в центральной части. Благодаря тому, что начальная точка(-ки) 64 прилипания расположены скорее в центральной части этикетки, нежели на передней кромке или периферийной части этикетки, обеспечивается более равномерное распределение всех появляющихся складок и морщин, образующихся между передней и задней кромками нанесенной этикетки. Этим, в свою очередь, упрощается удаление складок и морщин посредством теплового воздействия.
В случае изделий, имеющих как поверхности со сложной кривизной, так и относительно плоские области, этикетка сначала прикладывается к контейнеру не на поверхность со сложной кривизной, а ближе к относительно плоской области поверхности контейнера, или в пределах этой области.
Давление на перенесенную этикетку прикладывается рядом щеток, валиков, отжимных роликов, резиновых скребков, пневматических валиков, или подвижной поперечиной в центре наружу, как это показано стрелками 65, для обеспечения плотного прилегания между этикеткой и контейнером или изделием. Этот процесс здесь называется "отжимом" этикетки. Разглаживающее движение от центра к краю вытесняет любой воздух, попавший под этикетку, к внешним краям, как это показано стрелками 66, и создает более мелкие и более равномерно распределенные складки по краям этикетки. Поскольку этикетка закрывает поверхности изделия со сложной кривизной, излишки материала этикетки накапливаются в виде складок, морщин, каналов и пузырей и других дефектов нанесения, в основном в периферийной части этикетки. На по крайней мере часть этикетки воздействует тепло для обеспечения полного и гладкого приклеивания этикетки к контейнеру, как показано на Фиг.16.
В одном варианте выполнения, приложение давления к этикетке осуществляется посредством системы с подвижной поперечиной, оснащенной поролоновым валиком, или поперечиной, покрытой поролоном. Поролоновый валик, или поперечина, воздействует направленным вниз давлением в продольном направлении к центральной части этикетки, после чего движется к внешним краям этикетки, направляя оставшийся под этикеткой воздух и складки, морщины и(или) другие дефекты к внешним краям этикетки. Этот вариант выполнения иллюстрируется на Фиг.17-18, где контейнер 70с прикрепленной к нему этикеткой 71 показан помещенным на нижний поролоновый блок 72а подвижной поперечины. Верхний поролоновый блок 72b прикладывает направленное вниз давление на этикетку 71 на контейнере 70 для выталкивания воздуха из-под центральной части этикетки в периферии этикетки, по мере сдавливания этикетки и контейнера между поролоновыми блоками подвижной поперечины.
После того, как этикетка прикреплена и первоначальное разглаживание закончено, складки избытка материала и дефекты устраняются нагреванием по крайне мере части этикетки для усадки складок и(или) морщин. Этикетка может быть нагрета пропусканием ее сквозь горячий тоннель, обдувом потоком воздуха, в тоннеле с паром, непосредственным контактом с нагретыми накладками или формами. В одном варианте выполнения, этикетка нагревается до температуры по крайней мере 40°C. В одном варианте выполнения, этикетка нагревается до по крайней мере 60°C, или по крайней мере 70°С, или по крайней мере 80°С.
Затем может выполняться разглаживание этикетки для устранения любых оставшихся складок или морщин на этикетке. К этикетке снова прикладывается давление от центра к периферии этикетки. Второе разглаживание может быть выполнено рядом валиков, отжимных роликов, резиновых скребков, щеток, пневматических валиков, или подвижной поперечиной. Затем может быть проведено новое разглаживание с воздействие на этикетку тепла, либо вслед за воздействием тепла.
Предложенное в настоящем изобретении изделие с нанесенной этикеткой может быть использовано в различных применениях, включая средства личной гигиены, продукты бытовой химии, продукты питания и напитки, игрушки, приборы электроники, фармацевтические изделия, продукты ухода за здоровьем, промышленные товары и бытовые приборы.
Примеры
Приведенные примеры предназначены только для иллюстрации предложенных в изобретении способов и вариантов выполнения, и не должны восприниматься как ограничивающие формулу изобретения.
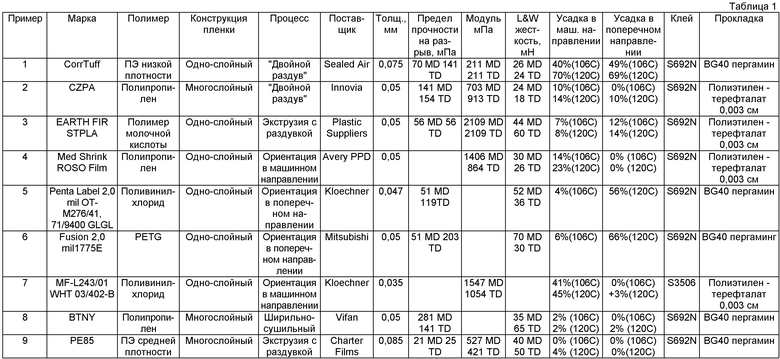
Пример 1:
Самоклеящаяся усадочная этикетка сформирована из многослойной усадочной пленки из полиэтилена низкого давления толщиной 0,0075 см, под названием Corr Tuff из фирмы Sealed Air. Пленка покрыта акриловым эмульсионным клеящим составом S692N фирмы Avery Dennison. Клеящий состав нанесен на бумажную отделяемую прокладку Glassline BG-40 с силиконовым покрытием. Этикетка имеет увеличенные размеры, примерно 12,5×8,75 см, что на 20% больше чем стандартный рекомендуемый в промышленности размер этикетки для бутыли, на которую этикетка наносится.
Бутыль Johnson & Johnson Baby Lotion емкостью 1,3 литра с поверхностью сложной кривизны заполняется водой, закрывается и подвергается обработке на этикетировочной машине типа Label-Aire 9000 с производительностью 100 бутылей в минуту (б./мин). Этикетировочная машина имеет двойную винтовую подачу с согласованной скоростью верхнего и нижнего конвейера, с головками для наклеивания этикеток типа Label Aire 2115 - с приводом на шаговом двигателе с высоким моментом. Этикетки прижимаются разглаживающим устройством с подвижной поперечиной, обеспечивающим воздействие сил, направленных от центра наружу, для отведения воздуха, попавшего под этикетку, и соответствующих дефектов типа складки/морщины, к краю этикетки. Этикетка увеличенного размера, при нанесении на бутыль сначала имеет недопустимые дефекты в виде мелких складок и морщин по периметру этикетки. Далее бутыль с этикеткой подвергается обработке в конвейерной разглаживающей системе типа Leister с продувкой горячим воздухом с производительностью 100 б./мин. Горячий воздух при температуре 260°C, нагнетаемый с высокой скоростью, нагревает бутыль и этикетку до 50°C, вызывая усадку и растягивание излишков материала этикетки в виде складок и морщин на поверхности бутыли. Этикетка разглаживается подвижной поперечиной для обеспечения хорошего прилегания этикетки. Происходит усадка складок, и они легко разглаживаются после воздействия тепла.
Законченная бутыль с этикеткой, с увеличенной площадью этикетки и расширенным содержанием графики, хорошо разглажена без складок, волн и морщин и других дефектов, имеющихся в обычных самоклеящихся этикетках увеличенного размера. Складки не образуются вновь при старении этикетки. В приведенной далее Таблице 1 указаны свойства компонентов этикетки.
Пример 2:
В соответствии с процессом, описанном в Примере 1, самоклеящаяся усадочная этикетка, сформированная из многослойной полипропиленовой усадочной пленки толщиной 0,005 см, имеющей обозначение CZPA 200, производства фирмы Innovia, наносится на бутыль, имеющую поверхность со сложной кривизной. После первоначального разглаживания, образуются складки среднего размера.
Горячий воздух, нагнетаемый с большой скоростью, нагревает бутыль и этикетку до 100°С. Складки усаживаются и легко разглаживаются вровень с бутылью после воздействия теплом. После выдержки складки не появляются вновь.
Пример 3:
В соответствии с процессом, описанным в Примере 1, самоклеящаяся усадочная этикетка, сформированная из однослойной усадочной пленки из полимера молочной кислоты, под названием EARTHFIRST PLA, фирмы Plastic Suppliers, наносится на бутыль, имеющую поверхность со сложной кривизной. После первоначального разглаживания, образуются складки среднего размера. Горячий воздух, нагнетаемый с большой скоростью, нагревает бутыль и этикетку до 70°С. Складки усаживаются и легко разглаживаются после воздействия теплом, становясь гладкими. После выдержки складки не появляются вновь.
Сравнительный Пример 4:
В соответствии с процессом, описанным в Примере 1, самоклеящаяся усадочная пленка, сформированная из ориентированной в машинном направлении полипропиленовой однослойной усадочной пленки фирмы Avery Dennison, толщиной 0,005 см, накатываемой в горячем состоянии, наносится на бутыль, имеющую поверхность со сложной кривизной. Горячий воздух, нагнетаемый с большой скоростью, нагревает бутыль и этикетку до 70°С. Складки, образующиеся в верхней и нижней частях этикетки, усаживаются при воздействии тепла и легко разглаживаются, в то время как складки, образующиеся на передней и задней кромках, остаются. Удаленные складки не появляются вновь при старении этикетки.
Сравнительный Пример 5:
В соответствии с процессом, описанном в Примере 1, самоклеящаяся усадочная этикетка, сформированная из ориентированной в поперечном направлении поливинилхлоридной полипропиленовой однослойной пленки толщиной 0,00475 см под названием Penta Label, фирмы Kloeckner, наносится на бутыль с поверхностью сложной кривизны. Горячий воздух, нагнетаемый с большой скоростью, нагревает бутыль и этикетку до 60°С. Складки, образующиеся на передней и задней кромках этикетки, усаживаются при воздействии тепла и легко разглаживаются, в то время как складки, образующиеся на верхней и нижней частях этикетки, остаются. Удаленные складки не появляются вновь при старении этикетки.
Сравнительный Пример 6:
В соответствии с процессом, описанном в Примере 1, самоклеящаяся усадочная этикетка, сформированная из ориентированной в поперечном направлении однослойной пленки из полиэтилентерефталата, модифицированного гликолем (PETG), толщиной 0,005 см имеющей обозначение Fusion 1775E, фирмы Mitsubishi, наносится на бутыль с поверхностью сложной кривизны. Горячий воздух, нагнетаемый с большой скоростью, нагревает бутыль и этикетку до 50°С. Складки, образующиеся на передней и задней кромках этикетки, усаживаются при воздействии тепла и легко разглаживаются, в то время как складки, образующиеся на верхней и нижней частях этикетки, остаются. Удаленные складки не появляются вновь при старении этикетки.
Сравнительный Пример 7:
В соответствии с процессом, описанном в Примере 1, самоклеящаяся усадочная этикетка, сформированная из ориентированной в машинном направлении поливинилхлоридной однослойной пленки, обозначенной MF-L243/01, фирмы Kloechner, наносится на бутыль с поверхностью сложной кривизны. Горячий воздух, нагнетаемый с большой скоростью, нагревает бутыль и этикетку до 60°С. Пленка не прилегает плотно к контейнеру. Первоначальное разглаживание дает плохие результаты, и во всех направлениях образуется множество складок. Складки и ребра остаются после воздействия тепла и второго разглаживания. Происходит существенное повторное коробление пленки.
Сравнительный Пример 8:
В соответствии с процессом, описанном в Примере 1, самоклеящаяся усадочная этикетка, сформированная из многослойной полипропиленовой пленки толщиной 0,005 см имеющей обозначение BTNY, производства фирмы Vifan, наносится на бутыль, имеющую поверхность со сложной кривизной. Горячий воздух, нагнетаемый с большой скоростью, нагревает бутыль и этикетку до 100°С. Образующиеся складки полностью не усаживаются при высокой температуре и полностью не разглаживаются вровень с поверхностью. В процессе старения этикетки складки возвращаются.
Сравнительный Пример 9:
В соответствии с процессом, описанном в Примере 1, самоклеящаяся усадочная этикетка, сформированная из многослойной пленки толщиной 0,0085 см из полиэтилена средней плотности (MDPE), имеющей обозначение РЕ 85, производства фирмы Charter Films, наносится на бутыль, имеющую поверхность со сложной кривизной. Горячий воздух, нагнетаемый с большой скоростью, нагревает бутыль и этикетку до 100°С. Образующиеся складки полностью не усаживаются при высокой температуре и полностью не разглаживаются вровень с поверхностью. В процессе старения этикетки складки возвращаются.
В то время как изобретение было представлено на примере его предпочтительных вариантов выполнения, специалистам при ознакомлении с ним будут очевидны его различные модификации. Поэтому следует понимать, что раскрытое здесь изобретение предполагает охватывать все эти модификации, как попадающие в область притязаний приложенной формулы.
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОКЛЕЯЩАЯСЯ УСАДОЧНАЯ ЭТИКЕТКА И ИЗДЕЛИЕ С ЭТИКЕТКОЙ | 2008 |
|
RU2505573C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2009 |
|
RU2512867C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ И СИСТЕМА ЭТИКЕТИРОВАНИЯ ИЗДЕЛИЯ | 2009 |
|
RU2507133C2 |
| СМЫВАЕМАЯ САМОКЛЕЯЩАЯСЯ ЭТИКЕТКА | 2008 |
|
RU2490723C2 |
| ОДНОНАПРАВЛЕННАЯ ОРИЕНТИРОВАННАЯ ТЕРМОУСАЖИВАЮЩАЯ ПОЛИМЕРНАЯ ЭТИКЕТКА НА ОСНОВЕ ПОЛИЭТИЛЕНА | 2012 |
|
RU2621598C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601926C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601937C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2010 |
|
RU2551070C2 |
| ТЕРМОУСАДОЧНАЯ УПАКОВОЧНАЯ СИСТЕМА И СПОСОБ | 2011 |
|
RU2550491C2 |
| УКАЗЫВАЮЩИЙ НА МАНИПУЛЯЦИИ ЗАЩИТНЫЙ ЭЛЕМЕНТ | 1996 |
|
RU2142165C1 |



В изобретении предложен способ нанесения этикетки на поверхность, имеющую по крайней мере одну сложную кривизну. Этикетка имеет термоусаживаемую пленку с внутренней и наружной поверхностями и слой контактного клея на внутренней поверхности термоусаживаемой пленки, причем этикетка имеет первый край и контактную область. Способ включает приведение в контакт с изделием слоя клея в контактной области этикетки и одновременный нагрев и прикладывание давления к этикетке в направлении от контактной области к первому краю так, что обеспечено приклеивание первого края этикетки к изделию и усадка этикетки для соответствия сложной кривизне изделия, причем обеспечено приклеивание этикетки менее, чем к половине периметра изделия по заданному поперечному сечению. 13 з.п. ф-лы, 18 ил., 1 табл., 9 пр.
1. Способ нанесения этикетки на изделие, включающий:
обеспечение изделия, имеющего периметр и поверхность, имеющую по меньшей мере одну сложную кривизну,
обеспечение этикетки, имеющей (i) термоусаживаемую пленку с внутренней и наружной поверхностями и (ii) слой контактного клея на внутренней поверхности термоусаживаемой пленки, причем этикетка имеет первый край и контактную область,
приведение в контакт с изделием слоя клея в контактной области этикетки, и
одновременный нагрев и прикладывание давления к этикетке в направлении от контактной области к первому краю так, что обеспечено приклеивание первого края этикетки к изделию и усадка этикетки для соответствия сложной кривизне изделия,
причем обеспечено приклеивание этикетки менее, чем к половине периметра изделия по заданному поперечному сечению.
2. Способ по п. 1, в котором этикетку приклеивают с неполным охватом изделия.
3. Способ по п. 1, в котором этикетку снабжают отделяемой прокладкой, приклеенной к слою клея, и отделяют отделяемую прокладку от этикетки перед контактом этикетки с изделием.
4. Способ по п. 1, в котором нагревают этикетку по меньшей мере до 40°С.
5. Способ по п. 1, в котором прикладывают давление к этикетке посредством подвижной поперечины.
6. Способ по п. 1, в котором применяют термоусаживаемую пленку, выбранную из группы, включающей полиэфир, полиолефин, поливинилхлорид, полистирол, полимер молочной кислоты, их сополимеры и смеси.
7. Способ по п. 1, в котором применяют термоусаживаемую пленку, которая выполнена многослойной с внутренним и по меньшей мере одним наружным слоями.
8. Способ по п. 1, в котором применяют указанную пленку с жесткостью в машинном направлении по меньшей мере 5 мН.
9. Способ по п. 1, в котором применяют этикетку, дополнительно содержащую слой печати между термоусаживаемой пленкой и слоем клея, при этом указанная пленка выполнена прозрачной.
10. Способ по п. 1, в котором применяют этикетку, дополнительно включающую слой печати на наружной поверхности термоусаживаемой пленки.
11. Способ по п. 1, в котором используют этикетку, дополнительно включающую защитный слой, закрывающий слой печати.
12. Способ по п. 1, в котором используют слой клея, содержащий эмульсионный клей, клей-расплав или клей на основе растворителя.
13. Способ по п. 1, в котором выполняют слой контактного клея непрерывным с формированием сплошного рельефа, который существенно покрывает внутреннюю поверхность указанной пленки.
14. Способ по п. 1, в котором используют термоусаживаемую пленку с машинным и поперечным направлениями, при этом пленка выполнена с предельной усадкой S, измеренной по методике ASTM D1204, в по меньшей мере одном направлении по меньшей мере 10% при 90°С, а в другом направлении в пределах S±20%.
| US 5879496 A, 09.03.1999 | |||
| US 2002098303 A1, 25.07.2002 | |||
| WO 2006051884 A1, 18.05.2006 |

