Область техники, к которой относится изобретение
Настоящее изобретение относится к самоклеющимся термоусадочным этикеткам. Более конкретно, изобретение относится к самоклеющимся этикеткам, которые обладают превосходной прилегаемостью к изделиям со сложной кривизной, системам этикетирования таких изделий и к способам нанесения подобных этикеток.
Уровень техники
Для предоставления определенной информации, например о поставщике емкости или ее содержимом, обычно на емкости или бутыли наносят соответствующие этикетки. Емкости или бутыли могут быть выполнены в различных формах и иметь различные размеры, подходящие для хранения разнообразных материалов, например моющих средств, химикатов, средств личной гигиены, моторного масла, напитков и т.д.
Описаны полимерные пленочные материалы и пленочные рабочие поверхности, которые используются в качестве этикеток в различных областях. Полимерные пленки все в большей мере становятся необходимы во многих областях, и в особенности пользуются спросом прозрачные полимерные пленки, поскольку они позволяют видеть декорированные стекла и пластиковые емкости, не заслоняя обзор. Бумажные этикетки не дают возможности визуального обзора емкости и/или ее содержимого. Прозрачные полимерные этикетки улучшают визуальное восприятие емкости и, тем самым, содержащегося в ней продукта, и на рынке художественного оформления тароупаковочных материалов спрос на них растет намного быстрее, чем на бумажные этикетки, поскольку компании по производству потребительских товаров постоянно пытаются улучшить внешний вид своей продукции. Полимерные пленочные этикетки также обладают превосходными механическими свойствами, такими как прочность на растяжение и стойкость к истиранию.
Традиционные самоклеющиеся этикетки зачастую трудно приклеить на емкости с неплоской поверхностью и/или со сложной формой так, чтобы на кривой поверхности не возникало сморщивания, складок или вспучивания. Размер обычных самоклеющихся (СК) этикеток не должен превышать 1/4 дюйма (6,35 мм) от края (начала) изгиба емкости или изделия. На многослойных контейнерах такого типа обычно используются термоусадочные этикетки. Процедура нанесения этикетки осуществляется с помощью процессов и способов, в которых требуется образование чулка или оболочки термоусадочной пленки, которая помещается на контейнер и нагревается для стягивания пленки в соответствии с размером и формой емкости. Либо емкость полностью обматывают усадочной пленкой по способу, в котором ее наносят прямо со сплошного рулонного или пленочного материала, а затем воздействуют нагревом для подгонки обернутой этикетки под форму емкости. Однако при осуществлении способа наклеивания этикетки на бутыли с простой или составной формой могут возникать дефекты либо в ходе процесса нанесения этикетки, либо после нанесения. Такое неправильное нанесение этикетки может приводить к отбраковке изделия или необходимости проведения дополнительной переработки, которые являются дорогостоящими.
Настоящее изобретение описывает самоклеющиеся этикетки, которые можно наносить на емкости и изделия со сложной формой и сложной кривой при меньшем количестве требуемого материала и меньшей стоимости по сравнению с термоусадочными этикетками и термоусадочными пленочными этикетками. Кроме того, этикетки настоящего изобретения дают возможность пользователю расширить рекламную или графическую область на традиционных самоклеющихся этикетках, наносимых на емкости или изделия со сложной формой и/или сложной кривой.
Раскрытие изобретения
Настоящее изобретение описывает способ нанесения этикетки на изделие, включающий использование изделия с поверхностью, имеющей по меньшей мере одну сложную кривизну, использование этикетки, имеющей первый край, зону контакта, термоусаживаемую пленку с внутренней и наружной поверхностями и слой контактного клея на внутренней поверхности пленки, приведение в контакт с изделием слоя контактного клея в зоне контакта, одновременное воздействие нагревом и давлением на этикетку в направлении от зоны контакта к первому краю для приклеивания его к изделию и подвергание этикетки усадке для принятия ею кривизны изделия посредством подогреваемой деформируемой полосы. Также в способе могут воздействовать нагревом и давлением посредством подвижной поперечины, содержащей подогреваемую камеру. В способе могут воздействовать нагревом и давлением посредством подвижной поперечины, содержащей подогреваемую камеру, форма которой соответствует форме изделия, на которое наносят этикетку. Также могут воздействовать нагревом и давлением посредством подвижной поперечины, содержащей гибкую подогреваемую полосу, установленную между по меньшей мере двумя поперечинами рамы. Кроме того, могут воздействовать нагревом и давлением посредством подвижной поперечины, содержащей гибкую подогреваемую полосу, установленную на прямоугольной раме. В способе могут воздействовать нагревом и давлением посредством подвижной поперечины, содержащей гибкую подогреваемую полосу, установленную на раме, форма которой соответствует форме изделия, на которое наносят этикетку. В способе могут также воздействовать нагревом и давлением посредством подвижной поперечины, которая содержит гибкую пористую сетку, установленную по меньшей мере между двумя элементами рамы. В способе могут дополнительно воздействовать нагревом и давлением посредством гибкой расширяемой подогреваемой полосы. Также возможно использовать этикетку, снабженную отделяемой прокладкой, приклеенной к слою клея, и отделять прокладку от этикетки перед приведением в контакт этикетки с изделием. Этикетку могут нагревать по меньшей мере до 40°С. Дополнительно могут использовать пленку из полиэфира, полиолефина, поливинилхлорида, полистирола, полимолочной кислоты, их сополимеров и смесей. Также могут использовать пленку, представляющую собой полиолефин. Возможно использовать пленку, которая выполнена многослойной с внутренним и по меньшей мере одним наружным слоями. Возможно использовать пленку, имеющую машинное направление и жесткость в нем по меньшей мере 5 мН. Возможно использовать этикетку, содержащую слой печати между пленкой и слоем клея, при этом пленка выполнена прозрачной. Возможно использовать этикетку, дополнительно содержащую слой печати на наружной поверхности пленки. Возможно использовать этикетку, дополнительно содержащую защитный слой, закрывающий слой печати. Также возможно использовать клеевой слой, содержащий эмульсионный клеящий состав. Кроме того, возможно использовать клеевой слой, содержащий термоклей. Возможно использовать клеевой слой, содержащий клей на основе растворителя. Возможно выполнять слой контактного клея сплошным. Также возможно выполнять слой контактного клея по трафарету, по существу покрывающему внутреннюю поверхность пленки. Дополнительно возможно использовать пленку с машинным и поперечным направлениями, при этом пленка выполнена с предельной усадкой S в по меньшей мере одном направлении по меньшей мере 10% при 90°С и усадкой в другом направлении S±20%. Также возможно использовать этикетку, имеющую центр и второй край, с противоположной стороны от первого края, и зону контакта, расположенную около центра этикетки или в центре этикетки. Кроме того, возможно использовать этикетку, имеющую второй край, с противоположной стороны от первого края, и зону контакта, расположенную около второго края этикетки.
Также изобретение описывает систему этикетирования изделия, включающую термоусадочную пленку, имеющую внутреннюю и внешнюю поверхности, слой клея, расположенный на внутренней поверхности пленки, и устройство получения этикетки посредством обработки указанной пленки, содержащее деформируемую полосу, выполненную с возможностью контакта с этикеткой, снабженной указанной пленкой, и приклеивания слоя клея к изделию. Пленка дополнительно может быть снабжена отделяемой прокладкой, приклеенной к слою клея. Пленка может представляет собой пленку, выбранную из группы, включающей полиэфир, полиолефин, поливинилхлорид, полистирол, полимолочную кислоту, их сополимеры или смеси. Пленка может содержать полиолефин. Также клей может представлять собой контактный клей. Жесткость пленки в машинном направлении может быть равна по меньшей мере 5 мН. Этикетка дополнительно может содержать слой печати между пленкой и клеевым слоем, при этом пленка может быть выполнена прозрачной. Этикетка дополнительно может содержать слой печати на внешней поверхности пленки. Этикетка дополнительно может содержать защитный слой, закрывающий слой печати. Клеевой слой также может содержать эмульсионный клей. Клеевой слой может содержать термоклей. Клеевой слой дополнительно может содержать клей на основе растворителя. Клеевой слой может быть выполнен сплошным. Клеевой слой также может быть нанесен по трафарету, по существу покрывающему внутреннюю поверхность пленки. Термоусадочная пленка может иметь продольное и поперечное направления и быть выполнена с предельной усадкой S пленки по меньшей мере в одном направлении по меньшей мере 10% при 90°С, а в другом направлении S±20%. Деформируемая полоса может содержать камеру. Деформируемая полоса может быть выполнена с возможностью нагрева. Система также может содержать подвижную поперечину, а деформируемая полоса являться ее частью. Подвижная поперечина может содержать нагреваемую камеру, форма которой соответствует форме этикетируемого изделия. Подвижная поперечина может содержать гибкую полосу, установленную по меньшей мере между двумя элементами рамы. Подвижная поперечина может содержать гибкую полосу, установленную на прямоугольной раме. Подвижная поперечина может также содержать гибкую полосу, установленную на раме, форма которой соответствует форме этикетируемого изделия. Подвижная поперечина может дополнительно содержать гибкую сетку, установленную между по меньшей мере двумя поперечинами рамы. Деформируемая полоса может представлять собой камеру. Камера может быть частью подвижной поперечины.
Краткое описание чертежей
На фиг.1 показан вид спереди емкости, на которую нанесена заявленная этикетка в сравнении с самоклеющимися этикетками предшествующего уровня техники.
Фиг.2-5 - маркированная емкость до и после воздействия нагревом на этикетку.
Фиг.6-9 - варианты осуществления емкостей со сложной формой и сложной кривизной, на которые наносится этикетка настоящего изобретения.
Фиг.10,11 - вид спереди вариантов осуществления емкостей с неровной поверхностью.
Фиг.12 - общий вид части этикетированного изделия со сложной кривизной.
Фиг.13-16 - способ нанесения этикетки на изделие со сложной кривизной.
Фиг.17 и 18 - вариант осуществления способа нанесения этикетки на изделие, в котором используется подвижная поперечина.
Фиг.19 - вид сверху подвижной поперечины с подогреваемой камерой.
Фиг.20 и 21 - схематическое изображение ограничительной коробки подвижной поперечины с подогреваемой камерой.
Фиг.22 - схематический вид подвижной поперечины с задрапированной подогреваемой полосой.
Фиг.23 и 24 - схематический вид прямоугольной рамной ограничительной камеры подвижной поперечины с подогреваемой полосой.
Фиг.25 и 26 - схематический вид рамной ограничительной коробки подвижной поперечины с подогреваемой полосой, при этом форма рамы соответствует форме маркируемого изделия.
Фиг.27 - схематический вид подвижной поперечины с пористой полосой.
Фиг.28 и 29 - виды сбоку ограничительной коробки подвижной поперечины с расширяемой камерой.
Осуществление изобретения
Обеспечиваются самоклеющиеся этикетки, которые способны улучшать внешний вид маркируемых емкостей и изделий за счет плотного прилегания по контурам емкости или изделия и за счет увеличения площади рекламной области. В настоящее время конечным пользователям и разработчикам изделий приходится видоизменять их конструкцию под ограничения традиционных способов художественного оформления изделий. Этикетки настоящего изобретения дают разработчикам больше свободы в плане проектирования изделий, позволяя создавать более привлекательный вид и помещать больше информации на этикетку.
При маркировании или художественном оформлении продукции емкости и изделия со сложными кривыми обычно приходится полностью обворачивать усадочной пленкой. Этикетки настоящего изобретения способны расширяться по сложным кривым без необходимости в полном обертывании изделия. Такое частичное покрытие этикеткой влияет на стоимость изделия, а также на его внешний вид. Обычные самоклеющиеся этикетки невозможно нанести на емкость или изделие без складок и сморщивания этикетки, что является нежелательным. "Сметывание" определяется как накопление избыточного маркировочного материала, который выступает от изделия, на которое наносится этикетка.
Этикетки настоящего изобретения имеют существенные технологические преимущества по сравнению с традиционными усадочными этикетками. Например, самоклеющиеся усадочные этикетки настоящего изобретения допускают возможность традиционной печати и проведения вторичных процедур, таких как тиснение фольгой и горячее тиснение. В тех случаях, где обычные усадочные пленки должны подвергаться процессу глубокой печати, для этикеток настоящего изобретения можно использовать плоскую печать, что улучшает качество воспроизведения цвета, контрастность и текстуру печатаемого изображения. На этикеточной пленке можно осуществлять печатание посредством водной флексографии, УФ флексографии, УФ высокой печати, УФ трафаретной печати, глубокой печати с использованием растворителя и посредством горячего тиснения фольгой.
Контактные клеи содержат (а) термоусадочную полимерную пленку с внутренней и внешней поверхностями, которая имеет продольное и поперечное направления, и (b) слой контактного клея на внутренней поверхности термоусадочной пленки. Усадка термоусадочной полимерной пленки уравновешивается в продольном и поперечном направлениях. По меньшей мере, в одном направлении предельная усадка (S) составляет не менее 10% при температуре 90°С, а усадка в другом направлении равна S±20%. В качестве иллюстрации уравновешенной усадки приведем такой пример, если усадка в продольном направлении составляет 40% при 105°С, то усадка в поперечном направлении составляет 40%±20% или находится в диапазоне от 20 до 60% при 105°С. В одном варианте осуществления предельная усадка (S) в одном направлении составляет не менее 10% при температуре 90°С, а усадка в другом направлении равна S±10%. Используемый в этом документе термин "предельная усадка" обозначает максимальную усадку, которая может давать пленка при определенной температуре усадки, что измеряется по способу Американского общества специалистов по испытанию материалов ASTM Method D 1204.
Этикетки не обеспечиваются в виде усадочных оболочек или трубок, которые заключают в себе все изделие, или в виде этикеток с термоусадочной пленкой, которая обволакивает изделие и образует шов на краях этикетки. Изобретенные этикетки могут быть выполнены в различных формах, подходящих под изделие или емкость, на которые они наносятся, что дает разработчику емкости больше возможностей при разработке конфигурации емкости и дизайна этикетки, чем в случае с традиционными самоклеющимися этикетками, термоусадочными пленками или колеретками. Этикетки можно вырезать в любой желаемой форме любым существующим способом, например высеканием штампом или лазерной резкой. В одном варианте осуществления этикетку высекают штампом, получая особую конфигурацию, которая восполняет усадку этикетки и форму изделия, на которое она наносится.
Поскольку этикетка прилегает плотно, то рекламная или графическая область маркируемой емкости может быть дополнительно расширена до краев и сложных кривых емкости. Этикетка может быть на 10-30% больше стандартной СК этикетки. Используемый в этом документе термин "сложная кривая" обозначает поверхность, у которой нет ни одного направления, где бы ни было изгибов. Например, поверхность сферы или эллипсоида имеет изгиб в каждом направлении и поэтому имеет сложные кривые. В то же время, цилиндр имеет поверхность, по меньшей мере, в одном из направлений которой отсутствуют изгибы. Таким образом, простой цилиндр не имеет сложных кривых.
На фиг.1 показана расширенная рекламная область самоклеющейся усадочной этикетки настоящего изобретения. На бутыле 10 имеется самоклеющаяся усадочная этикетка 12, приклеенная к нему. Пунктирной линией 14 показана внешняя граница стандартных самоклеющихся этикеток. Стандартная (т.е. неусадочная) самоклеющаяся этикетка не может быть растянута до участков бутыля, имеющих сложные кривые 16 (область между внутренней пунктирной линией и сплошной внешней линией). При первоначальном нанесении этикетки 12 на бутыль 10 возможно образование морщин и складок возле периметра этикетки на участках бутыля со сложными кривыми 16.
После нанесения самоклеющейся этикетки на емкость воздействуют нагревом, что необходимо для устранения любых дефектов, возникающих при наклеивании этикетки, таких как морщины, поднятие краев и складки. В одном варианте осуществления, помимо подвода тепла, для устранения каких-либо дефектов можно прикладывать давление и/или производить протирание. Касательно фиг.2-5, на них показаны изобретенная этикетка и способ ее наклеивания. На фиг.2 и 6 этикетка 12, содержащая усадочную пленку с непрерывным слоем контактного клея, приклеенного к ней, наносится на емкость 10 со сложными кривыми вокруг периметра емкости и затем протирается. К этикетке не подводят тепло. Этикетка 12 растягивается по сложным кривым 16, при этом вблизи периметра 20 этикетки образуются сметки (вздутия) 18. На фиг.2-6 показана маркированная емкость после подвода тепла к этикетке. Сметки 18 уже устранены и этикетка 12 прилегает к сложным кривым емкости 10 вблизи периметра 20 без каких-либо дефектов. Изделие или емкость, на которую наклеивают этикетку, может обеспечиваться в различных формах и конфигурациях. К неограниченным примерам подходящих изделий относятся емкости с запорными элементами или без них, поддоны, крышки, игрушки, бытовая техника и т.д. Изделие или емкость может быть изготовлено из любого обычного полимера, стекла или металла, например алюминия. К примерам подходящих полимерных материалов относятся полиэтилен высокой плотности (низкого давления) (ПЭВП), полиэтилен низкой плотности (ПЭНП), полиэтилентерефталат (ПЭТ), полипропилен (ПП), поливинилхлорид, поликарбонат, нейлон, фторированный этилен-пропиленовый сополимер, полистирол и т.д. Изделие или емкость могут быть изготовлены по любому из множества способов, известных в данной области техники, таких как выдувное формование, литьевое формование, горячее формование, центробежное литье и т.п.
К пригодным емкостям относятся, например, бутыль с крышкой в верхней части, перевернутый бутыль с крышкой в нижней части бутыля, бутыль с клапаном-распылителем насосного типа или пенообразующим диспергатором, трубка с заглушкой и флейта с заслонкой. Емкость или изделие могут быть прозрачными. В одном варианте осуществления емкость или изделие могут иметь полупрозрачный внешний вид. Полупрозрачность может быть достигнута, например, путем обработки прозрачной емкости или изделия, добавления ингредиентов, таких как красители и перламутровые добавки, к базовым полимерам, использования полипропилена и/или полиэтилена, которые смешивают с осветляющими веществами. Обработка включает, например, нанесение покрытия распылением, пескоструйную обработку и обработку оформляющей поверхности.
Емкость или изделие могут обладать эстетическими свойствами, например, иметь текстуру, рельефное изображение, ступенчатые линзы, определенный цвет, голограмму, перламутровую или матовую окраску и т.д. Поверхность емкости или изделия можно обрабатывать до наклеивания этикетки. Например, поверхность емкости или изделия можно подвергать газопламенной обработке или покрывать грунтовочным слоем.
На каждой из фиг.6, 7 и 8 показана емкость со сложной формой и сложными кривыми. Фиг.6 - это вид спереди емкости 30, имеющей симметричную сферическую форму, при этом у емкости имеется конусная вогнутая область 32 наверху и более широкая выпуклая область 33 под нижней частью. Для обеспечения данной емкости функциональной этикеткой обычно могла бы использоваться усадочная оболочка. В настоящем изобретении самоклеющуюся усадочную этикетку 31 можно ровно наносить на емкость 30 без возникновения каких-либо дефектов на этикетке. Фиг.7 - это вид спереди емкости 30b, имеющей асимметричную форму, при этом одна сторона емкости имеет как вогнутую область 34, так и выпуклую область 35, а противоположная сторона изгибается по существу схожим образом по длине емкости. Для нанесения термоусадочной колоретки на емкость 30b, так чтобы она плотно прилегала по сложной форме емкости, можно было бы воспользоваться традиционным способом нанесения этикеток. Самоклеющуюся усадочную этикетку 31 можно наносить на емкость 30b для обеспечения достаточной рекламной области при значительно меньшем расходе маркировочного материала. Фиг.8 - это вид спереди емкости 30с, которая представляет собой перевернутый бутыль с крышкой 36 в нижней части и этикеткой 31, нанесенной на лицевую поверхность. Фиг.9 - это вид сбоку емкости 30с. Областями 37 в пределах пунктирных линий показаны внешние границы стандартных самоклеющихся этикеток, которые можно наклеивать на емкость. Вследствие сложной формы данной емкости для ее художественного оформления требуется две отдельные стандартные самоклеющиеся этикетки, поскольку наклеивание односплошной стандартной самоклеющейся этикетки может привести к образованию сметок и складок. Самоклеющаяся усадочная этикетка 31 может покрывать значительно большую площадь, что дает больше конструкционных возможностей разработчику изделия.
На каждой из фиг.10 и 11 показана емкость с неровной поверхностью. Фиг.10 - это вид спереди емкости 40а с волнистыми выступами 42 вдоль одной из сторон емкости. Противоположная сторона емкости имеет ровную поверхность. Фиг.11 - это вид спереди емкости 40b с углубленными кольцами 43, расположенными на одной окружности по длине емкости. Следует отметить, что изделия с цилиндрической формой, имеющие области со сложными кривыми, например емкости 40а и 40b, не исключаются из изделий, заявленных в данном документе.
Фиг.12 - это схематический трехмерный вид части емкости, на которую наносится этикетка. Емкость 50 имеет поверхность со сложной кривой. Этикетку 52 наносят на емкость и покрывают часть участка со сложной кривой. Линией 54 показана внешняя граница области, на которую может быть нанесена обычная самоклеющаяся этикетка без образования дефектов. Область 56 обозначает расширенную рекламную область, которая достигается при использовании изобретенных этикеток без образования дефектов, таких как складки, приподнятые края или сметки.
Усадочная пленка
Полимерные пленки, используемые в этикеточных конструкциях настоящего изобретения, обладают уравновешенными усадочными свойствами. Уравновешенные усадочные свойства позволяют пленке сжимать сметки и складки, первоначально образующиеся на этикетке при наклеивании ее на искривленную поверхность, а также подтирать сметки и складки с минимальным искажением графического изображения этикетки. Пленки с неуравновешенной усадкой, т.е. пленки с высокой степенью усадки в одном направлении и низкой - средней степенью усадки в другом направлении, особенно неудобны, поскольку при удалении сметок в одном направлении усиливаются сметки в другом направлении. Пригодные пленки с уравновешенной усадкой дают возможность наносить различные этикетки на емкости с разнообразными формами.
В одном варианте осуществления предельная усадка (S) полимерной пленки, измеренная по методике ASTM D1204, по меньшей мере, в одном направлении составляет, как минимум, 10% при температуре 90°С, а усадка в другом направлении равна S±20%. В другом варианте осуществления предельная усадка (S) пленки, по меньшей мере, в одном направлении составляет, как минимум, 10-50% при температуре 70°С, а усадка в другом направлении равна S±20%. В одном варианте осуществления предельная усадка (S) в одном направлении составляет не менее 10% при температуре 90°С, а усадка в другом направлении равна S±10%. Температура начала усадки пленки в одном варианте осуществления находится в диапазоне от 60°С до 80°С.
Усадочная пленка должна термически стягиваться и, кроме того, обладать достаточной упругостью, чтобы ее можно было распределять при помощи обычного оборудования и способов нанесения этикеток, включая печатание, высекание штампом и перенос этикетки. Упругость пленки зависит от размера этикетки, скорости наклеивания и используемого оборудования для наклеивания этикетки. В одном варианте осуществления упругость усадочной пленки в продольном направлении (ПрН) составляет, по меньшей мере, 5 мН, что измеряется путем испытания прочности на изгиб в тесте L&W Bending Resistance Test. В одном варианте осуществления упругость усадочной пленки составляет, по меньшей мере, 10 мН или 20 мН. Упругость усадочной пленки имеет важное значение для надлежащего распределения этикетки по очищенному покрытию при более высокой производительности технологической линии. В одном варианте осуществления этикетка фасонной формы наклеивается на изделие или емкость в автоматизированном отработанном процессе наклеивания при производительности линии, по меньшей мере, 100 единиц в минуту или, по меньшей мере, 250 единиц в минуту, или, по меньшей мере, 500 единиц в минуту.
В одном варианте осуществления модуль упругости усадочной пленки при 2% сдвиге, измеренный по способу ASTM D882, составляет от 20000 до 400000 фунтов/кв. дюйм (от 14 МПа до 280 МПа) в продольном направлении (ПрН) и от 20000 до 400000 фунтов/кв. дюйм (от 14 МПа до 280 МПа) в поперечном направлении (ПоН). В другом варианте осуществления модуль упругости пленки при 2% сдвиге составляет от 30000 до 300000 фунтов/кв. дюйм (от 21 МПа до 210 МПа) в продольном направлении и от 30000 до 300000 в поперечном направлении. Пленка может иметь более низкий модуль упругости в поперечном направлении, чем в продольном направлении, так что этикетка легко распределяется в ПрН при сохранении достаточно низкого модуля упругости в ПоН, что необходимо для плотного прилегания и/или более легкого сжимания.
Полимерная пленка может быть изготовлена любым обычным способом. Например, пленку можно получить посредством двойного раздува, растяжения или экструзией с раздувом.
Усадочная пленка, используемая в этикетке, может представлять собой однослойную или многослойную конструкцию. Слой или слои усадочной пленки могут быть образованы из полимера, выбранного из полиэфира, полиолефина, поливинилхлорида, полистирола, полимолочной кислоты, их сополимеров и смесей. Полиолефины включают гомополимеры или сополимеры олефинов, которыми являются алифатические углеводороды с одной или несколькими двойными связями углерод-углерод. К олефинам относятся алкены, которые включают 1-алкены, известные также под названием альфа-олефины, такие как бутен-1, и интернальные алкены с внутренними двойными связями углерод-углерод на неконцевых атомах углеродной цепи, например бутен-2, циклические олефины с одной или несколькими двойными связями углерод-углерод, такие как циклогексен и норборнадиен, и циклические полиены, которые представляют собой нециклические алифатические углеводороды с двумя или более двойными связями углерод-углерод, например бутадиен-1,4 и изопрен. Полиолефины включают алкеновые гомополимеры, полученные из одного алкенового мономера, например полипропиленовый гомополимер, алкеновые сополимеры, по меньшей мере, из одного алкенового мономера и одного или нескольких дополнительных олефиновых мономеров, где первый из перечисленных алкенов является основным компонентом сополимера, например пропилен-этиленового сополимера и пропилен-этилен-бутадиенового сополимера, циклические олефиновые сополимеры из одного циклического олефинового мономера и циклические олефиновые сополимеры, по меньшей мере, из одного циклического олефинового мономера и одного или нескольких дополнительных олефиновых мономеров, где первый из перечисленных циклических олефинов является основным компонентом сополимера, а также смеси любых из вышеперечисленных олефиновых полимеров.
В одном варианте осуществления усадочная пленка представляет собой многослойную пленку, содержащую внутренний слой и, по меньшей мере, один поверхностный слой. Поверхностный слой может быть пригоден для печатания. В одном варианте осуществления многослойная усадочная пленка содержит внутренний слой и два поверхностных слоя, при этом, по меньшей мере, один поверхностный слой пригоден для печатания. Многослойная усадочная пленка может представлять собой соэкструзионную пленку.
Толщина пленки может варьироваться в диапазоне 0,5-20, 0,5-12, 0,5-8 или 1-3 мил (10-3 дюйма, 0.0254 мм). Слои пленки могут отличаться по термопластичным полимерным компонентам, добавочным компонентам, направлению, толщине или по нескольким из перечисленным параметров. Толщина внутреннего слоя может составлять 50-95%, 60-95% или 70-90% от толщины пленки. Толщина поверхностного слоя или комбинации двух поверхностных слоев может составлять 5-50%, 5-40% или 10-30% от толщины пленки.
Пленка может, кроме того, обрабатываться на одной поверхности или как по верхней, так и по нижней поверхности с целью улучшения ее характеристик в отношении пригодности для печатания или адгезии к клею. Процедура обработки может включать нанесение защитного покрытия, например лака, приложение к поверхности высокого электрического разряда вплоть до коронного разряда, проведение газопламенной обработки поверхности или любое сочетание вышеперечисленных способов обработки. В одном варианте осуществления изобретения пленку обрабатывают по обоим поверхностям, а в другом варианте осуществления пленку обрабатывают по одной поверхности коронным разрядом, а другую поверхность подвергают газопламенной обработке.
Слои усадочной пленки могут содержать пигменты, наполнители, стабилизаторы, светозащитные вещества или, при желании, другие пригодные модификаторы. Пленка может также содержать антиадгезивы, добавки, улучшающие скольжение, и вещества, снижающие статический заряд. К подходящим антиадгезивам относятся неорганические частицы, например глина, тальк, карбонат кальция и стекло. К добавкам, улучшающим скольжение и пригодным для использования в настоящем изобретении, относятся полисилоксаны, воски, амиды жирного ряда, жирные кислоты, металлические мыла и зернистые материалы, такие как, например, диоксид кремния, синтетический аморфный кварцевый и политетрафторэтиленовый порошок. К антистатикам, используемым в настоящем изобретении, относятся сульфонаты щелочных металлов, полидиорганосилоксаны, модифицированные полиэфиром, полиалкилфенилсилоксаны и третичные амины.
В одном варианте осуществления в усадочной пленке проделывают микроотверстия для высвобождения захваченного воздуха из границы раздела между этикеткой и изделием, на которое она наклеивается. В другом варианте осуществления усадочная пленка является проницаемой, позволяя жидкости выходить из клея или поверхности изделия. В одном варианте осуществления в усадочной пленке проделывают вентиляционные отверстия или щели.
Клеящие средства
Описание пригодных контактных клеев можно найти в Encyclopedia of Polymer Science and Engineering, Vol.13, Wiley-lnterscience Publishers (New York, 1988). Дополнительное описание пригодных контактных клеев можно найти в Polymer Science and Technology, Vol.1, Interscience Publishers (New York, 1964). Пригодными также являются традиционные контактные клеи (КК), включая КК на акриловой основе, на основе каучука и кремнийорганических полимеров. КК могут содержать растворитель или применяться в виде водных растворов. Можно также использовать термоплавкие безрастворные клеи. В одном варианте осуществления КК представляет собой акриловый эмульсионный клей.
Клей и та сторона пленки, на которую наносится клей, обладают достаточной совместимостью, обеспечивая хорошее клеевое крепление. В одном варианте осуществления клей выбирают так, чтобы этикетки можно было чисто снять с ПЭТ емкости в течение 24 часов после их нанесения. Клей также выбирают таким образом, чтобы компоненты клея не переходили в пленку.
В одном варианте осуществления клей может быть составлен из акрилового полимера. Предполагается, что любой акриловый полимер, который способен образовывать клеевой слой с липкостью, достаточной для приклеивания к субстрату, может быть использован в настоящем изобретении. В некоторых вариантах осуществления к акриловым полимерам для слоя контактного клея относятся полимеры, образующиеся при полимеризации, по меньшей мере, одного алкилакрилатного мономера, содержащего от 4 до 12 атомов углерода в алкильной группе, и содержащиеся в количестве 35-95% от массы полимера или сополимера, что раскрывается в патенте США №5264532. Необязательно, контактный клей на акриловой основе может быть составлен из одиночных полимерных частиц.
Температура стеклования КК слоя, содержащего акриловые полимеры, может быть изменена путем регулирования количества полярных или "жестких мономеров" в сополимере, что поясняется в патенте США №5264532, включенном в данный документ по ссылке. Чем больше процентное содержание (по массе) жестких мономеров в акриловом сополимере, тем выше температура стеклования. К жестким мономерам, которые, как предполагается, пригодны для настоящего изобретения, относятся сложные виниловые эфиры, карбоновые кислоты, метакрилаты в концентрации (по массе) от 0 до 35% от массы полимера.
КК может представлять собой акриловый клей, о котором сообщается в патенте США №5164444 (акриловая эмульсия), патенте США №5623011 (липкая акриловая эмульсия) и патенте США №6306982. Клей может быть также составлен на основе каучука, например тот клей, о котором сообщается в патенте США №5705551 (каучуковый термоклей). Он может также представлять собой радиационно-отверждаемую смесь мономеров с инициаторами и другими ингредиентами, например теми, что сообщаются в патенте США №5232958 (УФ отверждаемый акриловый клей) и патенте США №5232958 (электронно-лучевое отверждение). Раскрытия этих патентов в той части, что касается акриловых клеев, включаются в данный документ по ссылке. В данном изобретении используются коммерчески доступные КК. К примерам таких клеев относятся термоплавкие КК, доступные от Н.В.Fuller Company, St. Paul, Minn, под торговой маркой НМ-1597, HL-2207-X, HL-2115-X, HL-2193-X. К другим пригодным коммерчески доступным КК относятся клеи, доступные от Century Adhesives Corporation, Columbus, Ohio. Другой пригодный акриловый КК содержит смесь частиц эмульсионного полимера с частицами вещества, придающего липкость дисперсии, которые в общем описываются в Примере 2 патента США №6306982. Полимер получают эмульсионной полимеризацией 2-этилгексилакрилата, винилацетата, диоктилмалеата, акриловых и метакриловых сомономеров, как описывается в патенте США №5164444, которая приводит к образованию латексного клея с усредненным диаметром частиц около 0,2 микрон и содержанием геля около 60%.
Коммерческим примером термоклея является Н2187-01, продаваемый корпорацией Ato Findley, Inc., Wauwatusa, Wis. Кроме того, в клеевых составах настоящего изобретения можно использовать блок-сополимерные КК на основе каучука, описанные в патенте США №3239478, данный патент включен по ссылке в настоящий документ в той его части, касающейся раскрытия подобных термоклеев, которые описываются ниже более подробно.
В другом варианте осуществления контактный клей содержит эластомерные материалы на основе каучука, которые включают линейные, разветвленные, привитые или радиальные блок-сополимеры, представленные диблочной структурой А-В, триблочной структурой А-В-А, радиальной или парной структурой (А-В)n и их комбинациями, где А представляет собой твердую термопластичную фазу или блок, который при комнатной температуре является некаучукоподобным, стеклообразным или кристаллическим, но при более высоких температурах представляет собой жидкость, а В представляет собой мягкий блок, который при рабочей или комнатной температуре является каучукоподобным или эластомерным. Такие термопластичные эластомеры могут содержать от 75 до 95% (по массе) эластичных сегментов и от 5 до 25% (по массе) неэластичных сегментов.
Некаучукоподобные сегменты или твердые блоки содержат полимеры моно- и полициклических ароматических углеводородов, а более конкретно винилзамещенных ароматических углеводородов, которые по своей природе могут быть моно- или бициклическими. Для составления каучукоподобного блока или сегмента можно использовать такие каучукоподобные материалы, как полиизопреновый, полибутадиеновый и бутадиенстирольный каучуки. К особенно пригодным каучукоподобным сегментам относятся полидиены и насыщенные олефиновые каучуки на основе этилен-бутенового или этилен-пропиленовых сополимеров. Последние могут быть получены из соответствующих ненасыщенных полиалкеновых соединений, таких как полибутадиен и полиизопрен, путем их гидрирования.
К возможно используемым блок-сополимерам винилзамещенных ароматических углеводородов и сопряженных диенов относятся любые сополимеры, которые обладают эластомерными свойствами. Блок-сополимеры могут быть диблочными, триблочными, мультиблочными, звездоблочными, полиблочными и привитоблочными. На протяжении данного описания термины "диблок, триблок, мультиблок, полиблок, графт- или привитой блок" в отношении структурных особенностей блок-сополимеров имеют свое обычное значение, указанное в литературе, например в Polymer Science and Engineering, Vol.2, (1985) John Wiley & Sons, Inc., New York, pp.325-326, и как указывается J.E.McGrath в Block Copolymers, Science Technology, Dale J. Meier, Ed., Harwood Academic Publishers, 1979, pp.1-5.
Такие блок-сополимеры могут содержать сопряженные диены и винилзамещенные ароматические углеводороды в различных соотношениях, в том числе до 40% (по массе) винилзамещенных ароматических углеводородов. Соответственно, можно использовать мультиблочные сополимеры, которые являются линейными или радиальными, симметричными или асимметричными и обладают структурой, представленной формулой А--В, А--В--А, А-В--А--В, В--А--В, (АВ)0,1,2… ВА и т.д., где А - это полимерный блок из винилзамещенного ароматического углеводорода или суженный сополимерный блок из сопряженного диена и винилзамещенного ароматического углеводорода, а В - это каучукоподобный полимерный блок из сопряженного диена.
Блок-сополимеры могут быть получены по любой общеизвестной методике блок-полимеризации или сополимеризации, в том числе путем последовательного добавления мономера, пошагового добавления мономера (с постепенным увеличением добавляемого количества) или по методике пришивки, описанной, например, в патентах США №№3251905, 3390207, 3598887 и 4219627. Как известно, конусные сополимерные блоки могут быть внедрены в мультиблочные сополимеры путем сополимеризации смеси мономеров сопряженного диена и винилзамещенного ароматического углеводорода за счет различия в скорости их сополимеризации. В различных патентах описывается приготовление мультиблочных сополимеров, содержащих конусные сополимерные блоки, в том числе в патентах США №№3251905, 3639521 и 4208356, раскрытия которых включаются в данный документ по ссылке.
Сопряженными диенами, которые могут использоваться для получения полимеров и сополимеров, являются диены, содержащие от 4 до 10 атомов углерода, а более конкретно от 4 до 6 атомов углерода. К их примерам относятся 1,3-бутадиен, 2-метил-1,3-бутадиен (изопрен), 2,3-диметил-1,3-бутадиен, хлоропрен, 1,3-пентадиен, 1,3-гексадиен и т.д. Можно также использовать смеси этих сопряженных диенов.
К примерам винилзамещенных ароматических углеводородов, которые могут использоваться для получения сополимеров, относятся стирол и различные замещенные стиролы, такие как о-метилстирол, п-метилстирол, п-трет-бутилстирол, 1,3-диметилстирол, альфа-метилстирол, бета-метилстирол, п-изопропилстирол, 2,3-диметилстирол, о-хлорстирол, п-хлорстирол, о-бромстирол, 2-хлор-4-метилстирол и т.д.
Многие из вышеописанных сополимеров сопряженных диенов и винилзамещенных ароматических соединений доступны в продаже. Среднечисловая молекулярная масса блок-сополимеров до гидрирования составляет от 20000 до 500000 или от 40000 до 300000.
Средняя молекулярная масса отдельных блоков в сополимере может варьироваться в определенных пределах. В большинстве случаев блок из винилзамещенного ароматического углеводорода будет иметь среднечисловую молекулярную массу порядка 2000-125000 или от 4000 до 60000. Среднечисловая молекулярная масса блоков из сопряженных диенов либо до, либо после гидрирования будет составлять около 10000-450000 или от 35000 до 150000.
Кроме того, до гидрирования содержание винильных групп в сопряженной диеновой части обычно составляет от 10 до 80% или от 25 до 65%, в частности от 35 до 55%, когда необходимо, чтобы модифицированный блок-сополимер обладал каучукоподобной эластичностью. Содержание винильных групп в блок-сополимере может быть измерено методом ядерного магнитного резонанса.
К особым примерам диблок-сополимеров относятся стирол-бутадиеновый (СБ), стирол-изопреновый (СИ) сополимеры и их гидрированные производные. К примерам триблок-сополимеров относятся стирол-бутадиен-стирольный (СБС), стирол-изопрен-стирольный (СИС), альфа-метилстирол-бутадиен-альфа-метилстирольный и альфа-метилстирол-изопрен-альфа-метилстирольный сополимеры. К примерам доступных в продаже блок-сополимеров, используемых в качестве клеев в настоящем изобретении, относятся сополимеры, доступные от Kraton Polymers LLC под торговым названием KRATON.
При гидрировании СБС сополимеров, содержащих каучукоподобный сегмент из смеси 1,4- и 1,2-изомеров, получается стирол-этилен-бутен-стирольный (СЭБС) блок-сополимер. Подобным же образом, гидрирование СИС полимера дает стирол-этилен-пропилен-стирольный (СЭПС) блок-сополимер.
Селективное гидрирование блок-сополимеров может быть осуществлено различными общеизвестными способами, включая гидрирование в присутствии таких катализаторов, как никель Ренея, благородных металлов, таких как платина, палладий и т.д., и растворимых катализаторов на основе переходных металлов. Способом гидрирования, подходящим для использования, является способ, в котором полимер или сополимер диена растворяют в инертном углеводородном растворителе, таком как циклогексан, и гидрируют водородом в присутствии растворимого катализатора гидрирования. Такие процедуры описаны в патентах США №№3113986 и 4226952, раскрытия которых включаются в данный документ по ссылке. Гидрирование блок-сополимеров, которое осуществляют таким способом и до такой степени, что позволяло бы селективно получать гидрированные сополимеры с содержанием остаточных непредельных звеньев в полидиеновом блоке на уровне от 0,5 до 20% от первоначального (до гидрирования) содержания ненасыщенных звеньев. В одном варианте осуществления сопряженная диеновая часть блок-сополимера насыщается, по меньшей мере, на 90% и чаще всего, как минимум, на 95%, в то время как винилзамещенная ароматическая часть по существу не гидрируется. Особенно пригодными гидрированными блок-сополимерами являются продукты гидрирования стирол-изопрен-стирольных блок-сополимеров, например стирол-(этилен/пропилен)-стирольный блок-сополимер. При гидрировании полистирол-полибутадиен-полистирольного блок-сополимера желательно, чтобы соотношение 1,2-полибутадиена к 1,4-полибутадиену в полимере составляло от 30:70 до 70:30. При гидрировании такого блок-сополимера получающийся в результате продукт схож с регулярным сополимерным блоком этилена и 1-бутена (ЭБ). Как отмечено выше, при использовании такого сопряженного диена, как изопрен, получающийся в результате продукт гидрирования схож с регулярным сополимерным блоком этилена и пропилена (ЭП).
Несколько селективно гидрированных блок-сополимеров доступны в продаже от компании Kraton Polymers под общим торговым обозначением "Kraton G". Одним из таких примеров является Kraton G 1652, который представляет собой гидрированный СБС триблок, содержащий около 30% (по массе) стирольных концевых блоков и средний блок, являющийся сополимером этилена и 1-бутена (ЭБ). Вариант с более низкой молекулярной массой G1652 доступен под названием Kraton G1650. Kraton G1651 - это другой СЭБС блок-сополимер, который содержит около 33% (по массе) стирола. Kraton G1657 - это СЭБС диблок-сополимер, который содержит около 13% (по массе) стирола. Содержание стирола в этом блок-сополимере ниже, чем в Kraton G1650 и Kraton G1652.
В другом варианте осуществления селективно гидрированный блок-сополимер представлен формулой:
Bn(АВ)оАр,
где n=0 или 1; о=1-100; р=0 или 1; каждый блок В до гидрирования представляет собой преимущественно блок из полимеризованного сопряженного диенового углеводорода со среднечисловой молекулярной массой от 20000 до 450000; каждый блок А преимущественно представляет собой блок из винилзамещенного ароматического углеводорода со среднечисловой молекулярной массой от 2000 до 115000; при этом блоки А составляют от 5 до 95% от массы сополимера, а ненасыщенность блока В составляет менее 10% от первоначального количества ненасыщенных звеньев. В других вариантах осуществления степень ненасыщенности блока В снижается при гидрировании до уровня ниже 5% от его первоначального значения, а средняя степень ненасыщенности гидрированного блок-сополимера снижена до уровня ниже 20% от его первоначального значения.
Блок-сополимеры могут также включать функционализованные полимеры, например полимеры, которые могут быть получены при взаимодействии α,β-ненасыщенных моно- или дикарбоновых кислот с селективно гидрированными блок-сополимерами винилзамещенных ароматических углеводородов и сопряженных диенов, описанными выше. Реакция карбокислотного реагента в привитом блок-сополимере может быть проведена в растворе или расплаве в присутствии инициатора свободнорадикальной полимеризации.
Получение различных селективно гидрированных блок-сополимеров сопряженных диенов и винилзамещенных ароматических углеводородов с привитыми карбокислотными группами описано в ряде патентов, в том числе в патентах США №№4578429, 4657970 и 4795782, раскрытия данных патентов в части, касающейся привитых селективно гидрированных сополимеров сопряженных диенов и винилзамещенных ароматических соединений, а также получения данных соединений, включены в данный документ по ссылке. В патенте США №4795782 описываются и даются примеры получения привитых блок-сополимеров по способам, осуществляемым в среде растворителя или расплаве. В патенте США №4578429 представлен пример получения привитого полимера из полимера Kraton G1652 (СЭБС) и малеинового ангидрида в присутствии 2,5-диметил-2,5-ди(трет-бутилперокси) гексана путем проведения реакции в расплаве в двухшнековом экструдере.
К примерам доступных в продаже малеинированных селективно гидрированных сополимеров стирола и бутадиена относятся Kraton FG1901X, FG1921X и FG1924X, часто именуемые малеинированными селективно гидрированными СЭБС сополимерами. FG1901X содержит около 1,7 масс.% связанных функциональных групп, таких как янтарный ангидрид, и около 28 масс.% стирола. FG1921X содержит около 1 масс.% связанных функциональных групп, таких как янтарный ангидрид, и около 29 масс.% стирола. FG1924X содержит около 13 масс.% стирола и около 1 масс.% связанных функциональных групп, таких как янтарный ангидрид.
Пригодные блок-сополимеры также доступны от компании Nippon Zeon Co., 2-1, Marunochi, Chiyoda-ku, Tokyo, Japan. Например, Quintac 3530 доступен от Nippon Zeon и, как предполагается, является линейным стирол-изопрен-стирольным блок-сополимером.
Ненасыщенные эластомерные полимеры и другие полимеры и сополимеры, которые по своей природе являются липкими, могут оставаться таковыми при смешивании с дополнительным веществом, повышающим липкость. Веществами, повышающими липкость, как правило, являются углеводородные смолы, древесные смолы, канифоли, производные канифоли и т.п., которые при концентрации от 40 до 90 масс.% от общей массы клеевой композиции или от 45 до 85 масс.% оказывают влияние на способность клеевого состава на основе эластомерного полимера склеивать при надавливании. Композиции, содержащие менее 40% (по массе) добавки, повышающей клейкость, как правило, не проявляют достаточно "быстрой клейкости" или первоначального прилипания, чтобы использоваться в качестве контактного клея и поэтому не являются по своему существу липкими. С другой стороны, композиции с очень высокой концентрацией добавки, повышающей клейкость, обычно проявляют слишком низкую когезионную прочность, чтобы они могли функционировать в большинстве предполагаемых приложений конструкций, изготовленных в соответствии с настоящим изобретением.
Предполагается, что любое вещество для повышения клейкости, которое, как известно специалистам в данной области техники, совместимо с эластомерными полимерными композициями, можно использовать вместе с настоящим вариантом осуществления изобретения. Одним из таких пригодных веществ, повышающих клейкость, является Wingtak 10 - синтетичесая политерпеновая смола, которая при комнатной температуре является жидкой и продается компанией Goodyear Tire and Rubber Company, Akron, Ohio Wingtak 95 - это синтетическая смола, повышающая клейкость, которая также доступна от компании Goodyear и содержит полимер, полученный из пиперилена и изопрена. К другим пригодным добавкам, повышающим клейкость, могут относиться Escorez 1310, алифатическая углеводородная смола и Escorez 2596, C5-C9 смола (алифатическая, модифицированная ароматическими группами), обе смолы производятся компанией Exxon, Irving, Тех. Конечно, специалисты в данной области техники понимают, что для практического воплощения настоящего изобретения можно использовать различные добавки, повышающие клейкость.
Для улучшения желаемых свойств помимо добавок, повышающих клейкость, в КК можно добавлять и другие добавки. Например, можно добавлять пластификаторы, которые, как известно, понижают температуру стеклования клеевой композиции, содержащей эластомерные полимеры. Примером пригодного пластификатора является Shellflex 371, нафтеновая технологическая нефть, доступная от компании Shell Lubricants, Texas. В клеевую композицию можно также добавлять антиоксиданты. К подходящим антиоксидантам относятся Irgafos 168 и Irganox 565, доступные от компании Ciba-Geigy, Hawthorne, N.Y. В клеи можно также добавлять смазочно-охлаждающие средства, такие как воски, и поверхностно-активные вещества.
Контактные клеи можно наносить из растворителя, эмульсии или суспензии или в виде расплава. Клей можно наносить на внутреннюю поверхность усадочной пленки любым известным способом. Например, клей можно наносить посредством нанесения покрытия сухим наливом, распылением, погружением, вальцеванием, способом глубокой или флексографской печати. Клей можно наносить на усадочную пленку в виде непрерывного слоя, прерывистого слоя или по трафарету. Клеевой слой, нанесенный по трафарету, по существу покрывает всю внутреннюю поверхность пленки. Под используемым в данном документе выражением "по существу покрывает" подразумевается трафарет, располагаемый на поверхности пленки с прерываниями, а не клей, наносимый только на полоску вдоль передней или задней кромки пленки или в виде "точечного шва" на пленке.
В одном варианте осуществления на клеевой слой наносится частями клееизолирующий материал для обеспечения склеивания этикетки с изделиями со сложной формой. В одном варианте осуществления неадгезивный материал, например чернильные точки или микробусины, наносят, по меньшей мере, на часть клеевой поверхности, чтобы клеевой слой мог скользить по поверхности изделия по мере нанесения этикетки или чтобы захваченный воздух на границе раздела между этикеткой и изделием мог выйти.
Можно наносить клей одним или несколькими слоями. В зависимости от типа используемой усадочной пленки и типа изделия или емкости, на которую наклеивается этикетка, может возникнуть необходимость в использовании первого клеевого слоя, прилегающего к усадочной пленке, и второго клеевого слоя с отличным составом на поверхности, наносимого на изделие или емкость, с целью обеспечения достаточной липкости, прочности на отдир или на сдвиг.
В одном варианте осуществления контактный клей обладает достаточной прочностью на сдвиг или когезионной прочностью для предотвращения избыточной противоусадки этикетки в тех случаях, когда ее наклеивают на изделие путем нагрева после размещение этикетки на изделии, достаточной прочностью на отдир для предотвращения отслаивания пленки от изделия и достаточной липкостью или схватыванием для обеспечения надлежащего прикрепления этикетки к изделию во время процедуры ее наклеивания. В одном варианте осуществления клей движется вместе с этикеткой по мере сжатия усадочной пленки при подводе тепла. В другом варианте осуществления клей удерживает этикетку в одном положении, так что по мере стягивания усадочной пленки этикетка не сдвигается.
Термоусадочная пленка может содержать другие слои, помимо одного или нескольких слоев термоусадочной полимерной пленки. В одном варианте осуществления металлизированное покрытие тонкой металлической пленки наносят на поверхность полимерной пленки. Термоусадочная пленка может содержать печатный слой на полимерной пленке. Печатный слой может располагаться между термоусадочным слоем и клеевым слоем или на внешней поверхности усадочного слоя. В одном варианте осуществления на оборотную сторону пленки печатают какой-либо эскиз, изображение или текст, так что печатная сторона пленки находится в прямом соприкосновении с емкостью, на которую наносится пленка. В данном варианте осуществления пленка является прозрачной.
Этикетки настоящего изобретения могут также содержать слой композиции, впитывающей краску, который улучшает печатные свойства полимерного усадочного слоя или металлического слоя, если таковой имеется, и качество получаемого таким образом печатного слоя. В данной области техники известные различные композиции такого рода и такие композиции, как правило, содержат связывающее вещество и пигмент, такой как диоксид кремния или тальк, диспергированный в связывающем веществе. Наличие пигмента снижает время высушивания некоторых красок. Такие композиции, впитывающие краску, описаны в патенте США №6153288 (Shih и соавт.), раскрытие которого включено в данный документ по ссылке.
Печатный слой может представлять собой чернильный или графический слой и может быть окрашен в один или несколько цветов в зависимости от типа печатаемой надписи и/или предполагаемой иллюстративной модели. Сюда относятся различные впечатываемые данные, такие как серийные номера, штрихкоды, торговые марки и т.д. Толщина печатного слоя обычно находится в диапазоне от 0,5 до 10 микрон и в одном варианте осуществления составляет от 1 до 5 микрон, а в другом варианте осуществления - около 3 микрон. Краски, используемые в печатном слое, включают доступные в продаже краски на водной основе, краски, содержащие растворитель, и радиационно-отверждаемые краски. К примерам таких красок относятся Sun Sheen (продукт фирмы Sun Chemical, идентифицируемый как спирторастворимая полиамидная краска), Suntex MP (продукт фирмы Sun Chemical для печати с передачей давления по плоскости, идентифицируемый как краска, содержащая растворитель и составленная для печати субстратов с акриловым покрытием, ПВДХ покрытием и полиолефиновых пленок), X-Cel (продукт фирмы Water Ink Technologies, идентифицированный как краска на водной основе для печати на пленочных субстратах), UvilithAR-109 Rubine Red (продукт фирмы Daw Ink, идентифицированный как краска, закрепляющаяся под действием УФ излучения) и CLA91598F (продукт фирмы Sun Chemical, идентифицированный как мультисвязная черная краска, содержащая растворитель).
В одном варианте осуществления печатный слой содержит полиэфир-винильную краску, полиамидную краску, акриловую краску и/или полиэфирную краску. Печатный слой может быть получен традиционным способом, например, посредством глубокой, флексографской или УФ флексографской печати и т.п. на одном или нескольких желаемых участках пленки, при этом состав краски содержит смолу вышеописанного типа, подходящий пигмент или краситель и один или несколько летучих растворителей. После нанесения состава краски летучий(е) растворитель(и), содержащий(е)ся в краске, испаряет(ют)ся, оставляя только нелетучие компоненты краски с образованием печатного слоя.
Адгезия краски к поверхности полимерной усадочной пленки или металлического слоя, если таковой имеется, может быть при необходимости улучшена по способам, хорошо известным специалистам в данной области техники. Например, как упомянуто выше, на металлический слой или полимерный пленочный слой можно наносить грунтовочную краску или какой-либо другой усилитель адгезии краски перед ее нанесением. Либо поверхность полимерной пленки можно обработать коронным разрядом или пламенем с целью улучшения адгезии краски к слою полимерной пленки.
Пригодное грунтовочное покрытие для краски может быть прозрачным или непрозрачным и может содержать растворитель или воду. В одном варианте осуществления грунтовочные покрытия отверждаются при облучении (например, УФ-облучении). Грунтовочное покрытие для краски может содержать лак или разбавитель. Лак может состоять из одного или нескольких веществ, выбранных из полиолефинов, полиамидов, полиэфиров, полиэфирных сополимеров, полиуретанов, полисульфонов, поливинилиденхлорида, сополимеров стирола и малеинового ангидрида, стирола и акрилонитрила, иономеров на основе солей натрия или цинка или этиленметакриловой кислоты, полиметилметакрилатов, акриловых полимеров или сополимеров, поликарбонатов, полиакрилонитрилов, сополимеров этилена и винилацетата и смесей двух или более перечисленных соединений. К примерам возможно используемых разбавителей относятся спирты, такие как этанол, изопропанол и бутанол, сложные эфиры, такие как этилацетат, пропилацетат и бутилацетат, ароматические углеводороды, такие как толуол и ксилол, кетоны, такие как ацетон и метилэтилкетон, алифатические углеводороды, такие как гептан, и их смеси. Соотношение лака к разбавителю зависит от вязкости, необходимой для нанесения грунтовочного покрытия для краски, при этом выбор величины вязкости находится в компетенции специалиста в данной области техники. Слой грунтовочного покрытия для краски имеет толщину от 1 до 4 микрон или от 1,5 до 3 микрон.
На этикетках изобретения может также иметься прозрачный защитный верхний или поверхностный слой. Защитный верхний или поверхностный слой придает этикетке необходимые свойства до или после ее прикрепления к субстрату, например, емкости. Наличие прозрачного верхнего слоя на печатном слое может в некоторых вариантах осуществления обеспечивать дополнительные свойства, например антистатические свойства, жесткость и/или устойчивость к атмосферным воздействиям, а также верхнее покрытие может защищать печатный слой, например, от погодных воздействий, солнца, истирания, влаги, воды и т.д. Прозрачный верхний слой может улучшать свойства нижележащего печатного слоя, обеспечивая более глянцевый или богатый вид. Прозрачный защитный слой может быть предназначен для улучшения стойкости к истиранию, облучению (например, УФ-облучению), химической стойкости, термостойкости, защищая тем самым этикетку и, в частности, печатный слой от разрушения под действием указанных факторов. Защитный верхний слой может также содержать антистатические средства или антиадгезивы для обеспечения более удобного обращения с этикетками при их наклеивании на емкости с большой скоростью. Защитный слой можно наносить на печатный слой по способам, известным специалистам в данной области техники.
Полимерную пленку можно высаживать из раствора, наносить в виде предварительно отформованной пленки (наслоенной на печатный слой) и т.д.
При наличии прозрачного верхнего или поверхностного слоя, он может иметь однослойную или многослойную структуру. Толщина защитного слоя обычно находится в диапазоне от 12,5 до 125 микрон, и в одном варианте осуществления составляет от 25 до 75 микрон. Примеры верхних слоев описаны в патенте США №6106982, который включен в данный документ по ссылке.
Защитный слой может содержать полиолефины, термопластичные полимеры этилена и пропилена, полиэфиры, полиуретаны, полиакрилы, полиметакрилы, гомополимеры, со- или терполимеры эпоксидов, винилацетата и их смеси.
Прозрачный защитный слой может содержать поглотители УФ-лучей и/или другие светостабилизаторы. Среди пригодных поглотителей УФ-лучей находятся поглотители из стерически затрудненных аминов, доступные от Ciba Specialty Chemical под торговым названием "Tinuvin". К возможно используемым светостабилизаторам относятся светостабилизаторы из стерически затрудненных аминов от компании Ciba Specialty Chemical под торговыми названиями Tinuvin 111, Tinuvin 123 (бис-(1-октиокси-2,2,6,6-тетраметил-4-пиперидинил) себацинат), Tinuvin 622 (полимер диметилсукцината с 4-гидрокси-2,2,6,6-тетраметил-1-пиперидинэтанолом), Tinuvin 770 (бис-(2,2,6,6-тетраметил-4-пиперидинил)-себацинат) и Tinuvin 783. К дополнительным светостабилизаторам относятся светостабилизаторы из стерически затруденных аминов, доступные от компании Ciba Specialty Chemical под торговым названием "Chemassorb", в частности Chemassorb 119 и Chemassorb 944. Концентрация поглотители УФ-лучей и/или светостабилизаторы составляет до 2,5 масс.% и в одном варианте осуществления находится в диапазоне от 0,05 до 1 масс.%.
Прозрачный защитный слой может содержать антиоксидант. Можно использовать любой антиоксидант, используемый при изготовлении термопластичных пленок. К ним относятся пространственно затрудненные фенолы и органические фосфиты. К их примерам относятся соединения от компании Ciba Specialty Chemical, известные под торговыми названиями Irganox 1010, Irganox 1076 или Irgafos 168. Концентрация антиоксиданта в составе термопластичной пленки может составлять до 2,5 масс.% и в одном варианте осуществления находится в диапазоне от 0,05 до 1 масс.%.
Для защиты слоя клея при транспортировке, хранении и обращении до наклеивания этикетки на субстрат к нему (клеевому слою) можно приклеить отделяемую прокладку. Прокладка позволяет эффективно обращаться с рядом отдельных этикеток после их высекания и после снятия основы со слоя лицевого материала и до момента, когда отдельные этикетки распределяют последовательно по линии наклеивания. Отделяемая прокладка может иметь выпуклую поверхность и/или содержать неадгезивный материал, нанесенный на поверхность прокладки, например микробусинки или напечатанные чернильные пятна.
Процесс
Способ наклеивания этикеток на изделия или емкости включает нетрадиционные операции и оборудование. Способ начинается с распределения традиционным сливоналивным устройством, которое отделяет этикетку от отделяемой прокладки посредством зачищающей пластины или насадки, которая переносит этикетку с незащищенным клеевым слоем на декорируемую емкость или изделие. Касательно фиг.13-16, этикетка 62, у которой имеется средняя часть 61 и крайняя часть 63, окружающая среднюю часть и имеющая внешнюю границу, определяемую краями этикетки, соприкасается с емкостью 60 первоначально за счет приложения давления на среднюю часть этикетки. Наличие первоначальных точек склеивания 64, расположенных в самой центральной части этикетки, а не на передней кромке или крайней части этикетки, способствует более равномерному распределению любых сметок или складок, образующихся между передней и задней кромки наклеиваемой этикетки. Это, в свою очередь, способствует удалению сметок или складок при подводе тепла.
Для тех изделий, у которых имеются как сложные кривые, так и относительно плоские участки, этикетку можно вначале вводить в контакт с емкостью не по сложной кривой, а вблизи или в пределах относительно плоского участка на поверхности емкости.
В одном варианте осуществления этикетку предварительно нагревают для смягчения усадочной пленки и/или активации клеевого слоя.
На переносимую этикетку прикладывают давление путем использования нескольких щеток, валиков, тряпок, резиновых валиков, пневматических катков или подвижной поперечины по направлению от центра, как указано стрелками 65, достигая тесного контакта между этикеткой и емкостью или изделием. В данном документе данный способ именуется "протиранием" этикетки. Протирание от центра к краям выталкивает любые воздушные пузыри, расположенные под этикеткой, к внешним краям, как показано стрелками 66, и создает более мелкие равномерно распределенные сметки на концах этикетки. По мере покрытия этикеткой сложных изгибов изделия избыточный материал этикетки собирается в виде сметок, складок, выемок, пузырей и других дефектов нанесения, образующихся, как правило, на крайнем участке этикетки. Для более полного и ровного приклеивания этикетки к емкости, по меньшей мере, к части этикетки подводят тепло, как показано на Фиг.16.
В одном варианте осуществления к этикетке прикладывают давление с использованием подвижной поперечины, снабженной пенопластовым валиком или балкой с пенопластовым покрытием. Пенопластовый валик или балка создают давление прижима в продольном направлении на среднюю часть этикетки, а затем переходят к внешним краям этикетки, направляя любой захваченный воздух под этикеткой, складками, неровностями и/или другими дефектами к внешним краям этикетки. Данный вариант осуществления показан на Фиг.17 и 18, где емкость 70 с наклеенной на нее этикеткой 71 располагается на нижнем пенопластовом блоке 72а подвижной поперечины. Верхний пенопластовый блок 72b создает давление прижима на этикетку 71 на емкости 70, выжимая воздух под средней частью этикетки к ее краям по мере сжатия этикетки и емкости между пенопластовыми блоками подвижной поперечины. После нанесения этикетки и завершения первоначального протирания сметки и дефекты от избыточного материала этикетки устраняют путем нагрева, по меньшей мере, части этикетки посредством усадки сметок и/или складок. Этикетку можно нагреть пропусканием ее через нагревательный канал, продувочный воздух, камеры для пропаривания, контактные нагревательные подушки или формы. В одном варианте осуществления этикетку нагревают до температуры не менее 40°С. В одном варианте осуществления этикетку нагревают до температуры не менее 60°С, 70°С или 80°С.
Далее можно проводить протирание этикетки для устранения любых оставшихся сметок или складок. Снова этикетку прижимают в направлении от центра этикетки. Второе протирание можно проводить, используя несколько вальцов, тряпок, резиновых валиков, щеток, пневматических катков или подвижные поперечины. Последующее протирание можно проводить одновременно с подводом тепла к этикетке или после нагрева.
При наложении этикетки на изделие или емкость ее можно сначала прилепить к изделию прижатием в зоне контакта этикетки, а затем прикладывая давление к этикетке по направлению к первому ее краю. Зона контакта может находиться в центре этикетки или рядом со вторым краем этикетки напротив первого края. Например, первоначальный контакт можно произвести в центре этикетки, а затем приложить давление по направлению к краям или периметру этикетки. Либо первоначальный контакт можно произвести возле одного края этикетки, а затем прижать этикетку по направлению к противоположному ее краю. При наложении этикетки на изделие или емкость желательно сдвинуть избыточный материал этикетки, т.е. сметки или складки, по меньшей мере, к одному ее краю. Избыточный материал обычно сдвигают по направлению к сложной(ым) кривой(ым), где тепло, подводимое к этикетке, будет стягивать ее, обеспечивая плотное прилегание этикетки к сложной кривой и устранение любых возникающих сметок или складок. Подвод тепла и приложение давления к этикетке можно осуществлять одновременно.
В одном варианте осуществления изобретения способ нанесения этикетки на изделие включает в себя стадии: обеспечения изделия, на поверхности которого содержится, по меньшей мере, одна сложная кривая; обеспечения этикетки, содержащей (i) термоусадочную пленку с внутренней и внешней поверхностями и (ii) слой контактного клея на внутренней поверхности термоусадочной пленки, при этом у этикетки имеется первый край и зона контакта; соприкосновения клеевого слоя в зоне контакта с изделием; одновременного подвода тепла и приложения давления на этикетку по направлению от зоны контакта к первому краю, так что первый край этикетки приклеивается к изделию, а этикетка стягивается, приспосабливаясь под сложную кривую изделия, при этом подвод тепла и приложение давления осуществляются посредством подогреваемой деформируемой прилегающей полосы. Зона контакта может располагаться в центре этикетки или вблизи него. Либо зона контакта может находиться рядом со вторым краем этикетки напротив первого края.
В одном варианте осуществления подогреваемую полосу можно прижимать к этикетке на изделии или емкости посредством подвижной поперечины с подогреваемой надувной камерой. Касательно Фиг.19, подвижная поперечина 80 содержит ограничительную коробку 82а, 82b на каждом из ее продольных элементов 81а, 81b, при этом у ограничительной коробки имеется гибкая и деформируемая прилегающая полоса 83а, 83b на внутренней поверхности, создающая камеру 87а, 87b. Подогреваемая полоса 83a, 83b помещается на проходящую маркированную емкость 85 посредством механизма подвижной поперечины, при этом емкость 85 находится в горизонтальном или вертикальном положении. Мембрана может быть изготовлена из деформируемого прилегающего, теплостойкого, непористого быстроудаляемого материала. Камеру 87а, 87b заполняют нагретой жидкостью или газом для того, чтобы нагреть полосу 83а, 83b. Тепло от полосы 83а, 83b переносится к этикетке 86 на емкости 85. Этикетку можно наносить на одну или обе стороны емкости. Ради простоты этикетку можно наносить только на одну поверхность емкости, указанной на Фиг.19.
В данном способе этикетка 86 вначале наносится на центральную часть емкости 85 стандартным способом распределения наслаивающей насадкой (не показана), при котором передняя и задняя кромки не прикрепляются. Маркированная емкость 85 движется в балансирную позицию 80 посредством конвейера 84 и подвижная поперечина зажимает одну или несколько емкостей 85. Давление нагретой, расширенной камеры 87 прикладывается к этикетке 86 на емкости 85 в первоначальной контактной точке в центре этикетки по направлению от ее краев, выдавливая любой воздух, имеющийся под этикеткой, от центра к внешним краям этикетки. Камеру предварительно нагревают до нужной температуры в зависимости от скорости линии и типа используемого материала этикетки. Тепло от камерной полосы 83а, 83b умягчает этикетку 86 и сжимает ее. Одновременный подвод тепла и приложение давления от полосы 83а камеры к этикетке вынуждает этикетку плотно прилегать к поверхности емкости 85, в том числе к сложной(ым) кривой(ым) емкости. Для дополнительного сжатия пленки может быть использована необязательная стадия последующего нагрева. Преимущество данного способа заключается в том, что этикетки можно наносить на емкости с разнообразной формой без необходимости в замене оборудования. Кроме того, возможно проведение обработки с высокой скоростью благодаря непрерывной рекуперации тепла камеры.
На Фиг.20 и 21 показан другой вариант осуществления изобретения, в котором для нанесения этикетки на изделие или емкость используется подвижная поперечина с подогреваемой камерой. С целью иллюстрации показана только одна сторона конвейера шагающего типа. Ограничительная коробка 90 подвижной поперечины содержит бутылковидную камеру 91 с внутренним обогревом. Форма камеры 91 сконструирована для соответствия емкости или изделию 92, на которое наносится этикетка 93. Камеру предварительно нагревают до нужной температуры в зависимости от скорости линии и типа используемого материала этикетки. Нагретую камеру располагают на переходной маркированной емкости посредством конвейера шагового типа. Подвижная поперечина может содержать одну или несколько камер для подвода тепла и приложения давления на одну или несколько емкостей. Маркированная поверхность емкости 92 обращена к внутренней стороне камеры 91. Внутренняя сторона камеры 91 может располагаться на одной линии с деформируемым прилегающим мягким материалом, таким как лист кремнийорганического каучука с внедренными проводами электронагревателя, вулканизированными на месте. Тепло и давление от камеры 91 умягчают этикетку 93 и сжимают ее. Давление, создаваемое мягкой камерой, выталкивает воздух из-под этикетки к ее краям, устраняя пузыри. Одновременный подвод тепла и приложение давления от подогреваемой камеры к этикетке 91 вынуждают этикетку плотно прилегать к поверхности емкости, в том числе к сложной(ым) кривой(ым) емкости. Избыток материала этикетки, т.е. сметки и складки, устраняется за счет усадки этикетки. Для дополнительного сжатия пленки может быть использована необязательная стадия последующего нагрева. Преимущество данного способа заключается в том, что точная форма камеры обеспечивает соприкосновение со всей емкостью, что, в свою очередь, обеспечивает быстрый перенос тепла и давления и заставляет воздух выходить из-под этикетки.
На Фиг.22 показан другой вариант осуществления изобретения для нанесения этикеток на емкость со сложными кривыми. В данном варианте осуществления ограничительная коробка 100 подвижной поперечины содержит мягкую гибкую подушку 101 с внутренним обогревом, подвешенную, по меньшей мере, между двумя элементами 102 рамы и выполняющую роль контактной поверхности. С целью иллюстрации показана только одна сторона конвейера шагающего типа. Нагретую подушку 101 располагают на проходящих маркированных емкостях посредством конвейера шагового типа либо в вертикальном, либо в горизонтальном направлениях. Этикетка 104 вначале наносится на контактную поверхность емкости стандартным способом распределения наслаивающей насадкой (не показана), при котором передняя и задняя кромки этикетки не прикрепляются. Емкость 103 с приклеенной к ней этикеткой движется в балансирную позицию посредством конвейера, а подвижная поперечина движется вовнутрь, окружая емкость. Нагретая гибкая подушка 101 располагается так, что прижимает этикетку 104 к емкости, удаляя воздух из-под этикетки. Подушку 101 предварительно нагревают до нужной температуры в зависимости от скорости линии и типа используемого материала этикетки. Подогреваемая подушка может быть пористой или непористой. Одновременный подвод тепла и приложение давления от подогреваемой подушки 101 к этикетке 104 вынуждает этикетку плотно прилегать к поверхности емкости, в том числе к сложной(ым) кривой(ым) емкости. Источником тепла может являться электрокамин, ИК-излучение, поток горячего воздуха и омический нагрев, интегрированный с нагреваемой подушкой. Для дополнительного сжатия пленки может быть использована необязательная стадия последующего нагрева. Преимущество данного способа заключается в том, что этикетки можно наносить на емкости с разнообразной формой без необходимости в замене оборудования. На Фиг.23 и 24 показан другой вариант осуществления изобретения, в котором конвейер шагающего типа содержит прямоугольную ограничительную коробку 110 с гибкой подогреваемой полосой, установленной на прямоугольную раму. В данном варианте осуществления расширяемая полоса 111 с внутренним обогревом, например лист кремнийорганического каучука, устанавливается на открытую прямоугольную раму 112 вдоль каждой стороны конвейера шагающего типа. С целью иллюстрации показана только одна сторона конвейера шагающего типа. Этикетку можно наносить на одну или обе стороны емкости 113. Этикетка 114 вначале наносится на контактную поверхность емкости стандартным способом распределения наслаивающей насадкой (не показана), при котором передняя и задняя кромки этикетки не прикрепляются. Мембрана 111 устанавливается так, чтобы создавалось натяжение по всей полосе. Периметр прямоугольной рамы 111 больше суммарного профиля емкости 113, на которую наносится этикетка. В одном варианте осуществления толщина рамы больше половины толщины маркируемой емкости, что позволяет емкости входить в плоскость полосы. Движения по открытию-закрытию подвижной поперечины обеспечивают достаточное усилие для удержания емкости 113 между поддерживающей полосой 111 на каждой стороне подвижной поперечины или на одной ее стороне для вталкивания емкости 113 в раму 112 при плотном прилегании подогреваемой полосы 111 к поверхности емкости 113. Мембрану предварительно нагревают до нужной температуры в зависимости от скорости линии и типа используемого материала этикетки. Время пребывания подвижной поперечины в закрытом состоянии можно отрегулировать посредством балансирной станции за счет формы замочной системы. Подвижная поперечина может содержать группу прямоугольных рамок для нанесения этикеток на группу емкостей. По мере открытия и возвратно-поступательных движений подвижной поперечины маркируемую емкость можно необязательно окружить полосами подвижной поперечины второй раз для повторного подвода тепла и приложения давления. Одновременный подвод тепла и приложение давления от полосы 111 к этикетке 114 вынуждают этикетку плотно прилегать к поверхности емкости 113, в том числе к сложной(ым) кривой(ым) емкости. Для дополнительного сжатия этикетки 114 может быть использована необязательная стадия последующего нагрева. Преимущество данного варианта осуществления заключается в том, что характерная форма прямоугольной рамы позволяет маркировать емкости различной формы без необходимости в обеспечении уникальных рам.
На Фиг.25 и 26 показан вариант осуществления, который схож с вариантом осуществления, показанным на Фиг.23 и 24. В данном варианте осуществления расширяемая полоса 121 с внутренним обогревом, например лист кремнийорганического каучука, устанавливается на открытую раму 122 вдоль каждой стороны конвейера шагающего типа. С целью иллюстрации показана только одна сторона конвейера шагающего типа. Размер рамы 121 спроектирован так, что соответствует общему профилю маркируемой емкости 123 и слегка превышает его размер с целью обеспечения пространства для полосы, необходимого для ее вталкивания в раму 122. Мембрана 121 устанавливается так, чтобы создавалось натяжение по всей полосе. В одном варианте осуществления толщина рамы больше половины толщины маркируемой емкости, что позволяет емкости входить в плоскость полосы. Движения по открытию-закрытию подвижной поперечины обеспечивают достаточное усилие для удержания емкости 123 между поддерживающей полосой 121 на каждой стороне подвижной поперечины или на одной ее стороне для вталкивания емкости 123 в раму 122 при плотном прилегании подогреваемой полосы 121 к поверхности емкости 123. Мембрану предварительно нагревают до нужной температуры в зависимости от скорости линии и типа используемого материала этикетки. Время пребывания подвижной поперечины в закрытом состоянии можно отрегулировать посредством подвижной поперечины станции за счет формы замочной системы.
Подвижная поперечина может содержать группу рамок определенной формы для нанесения этикеток на группу емкостей со схожей формой. По мере открытия и возвратно-поступательных движений подвижной поперечины маркируемую емкость можно необязательно окружить полосами подвижных поперечин второй раз для повторного подвода тепла и приложения давления. Одновременный подвод тепла и приложение давления от полосы 121 к этикетке 124 вынуждают этикетку плотно прилегать к поверхности емкости 123, в том числе к сложной(ым) кривой(ым) емкости. Для дополнительного сжатия пленки может быть использована необязательная стадия последующего нагрева. Преимущество данного варианта осуществления заключается в том, что рама определенной формы обеспечивает более лучшее прилегание к контурам вокруг верхней и нижней частей емкости.
На Фиг.27 показан вариант осуществления изобретения, в котором подвижная поперечина содержит гибкую пористую сетку с наружным обогревом под действием горячего воздуха. В данном варианте осуществления ограничительная коробка 130 подвижной поперечины содержит мягкую сетку или ткань 131 с наружным обогревом, подвешенную, по меньшей мере, между двумя элементами 132 рамы и выполняющую роль контактной поверхности. С целью иллюстрации показана только одна сторона конвейера шагающего типа. Нагретую сетку располагают на проходящей маркированной емкости посредством конвейера шагового типа в горизонтальном направлении. Этикетка 136 вначале наносится на точку или зону контакта емкости стандартным способом распределения наслаивающей насадкой (не показана), при котором передняя и задняя кромки этикетки не прикрепляются. Емкость 135 с приклеенной к ней этикеткой движется в балансирную позицию посредством конвейера, а подвижная поперечина движется вовнутрь, окружая емкость. Нагретая гибкая сетка 131 располагается так, что прижимает этикетку 136 к емкости, удаляя воздух из-под этикетки. Сетку 131 предварительно нагревают до нужной температуры источником 134 горячего воздуха в зависимости от скорости линии и типа выбранного материала этикетки. Горячий воздуха от источника 134 горячего воздуха продувают через поры 133 сетки для нагрева этикетки на емкости 135. Сетка может быть изготовлена, например, из сита, нетканого полотна или тонкого пористого пенопластового листа. Одновременный подвод тепла и приложение давления от подогреваемой сетки к этикетке вынуждают этикетку плотно прилегать к поверхности емкости, в том числе к сложной(ым) кривой(ым) емкости. Для дополнительного сжатия этикетки 136 может быть использована необязательная стадия последующего нагрева. Преимуществами данного способа являются отличное соприкосновение с емкостью и перенос тепла от нагретого воздуха к маркируемой емкости. Данный способ обеспечивает очень хорошую рекуперацию тепла и восстановление формы сетки. Данный вариант осуществления может быть использован на емкостях разнообразной формы и позволяет достигать более высоких температур за счет термической устойчивости материала сетки. На Фиг.28 и 29 показан вариант осуществления изобретения, в котором подвижная поперечина 140 содержит одну или несколько ограничительных коробок, в каждой из которых имеется расширяемая полоса 142 в качестве ее контактной поверхности для создания расширяемой камеры 143. С целью иллюстрации показана только одна сторона конвейера шагающего типа. Подогреваемая полоса 143 помещается на проходящую маркированную емкость 145 посредством механизма подвижной поперечины, при этом емкость 145 находится в горизонтальном или вертикальном положении. Мембрана может быть изготовлена из деформируемого, теплостойкого, непористого быстроудаляемого материала. Камеру 143 заполняют нагретой жидкостью или газом для того, чтобы нагреть полосу 142. Тепло от полосы 142 переносится к этикетке 146 на емкости 145.
Этикетку можно наносить на одну или обе стороны емкости.
В данном способе этикетка 146 вначале наносится на центральную часть емкости 145 стандартным способом распределения наслаивающей насадкой (не показана), при котором передняя и задняя кромки не прикрепляются. Маркированная емкость 145 движется в балансирную позицию 140 посредством конвейера, а подвижная поперечина зажимает одну или несколько емкостей 145. Давление от нагретой, расширенной камеры 143 прикладывается к этикетке 146 на емкости 145 в первоначальной контактной точке в центре этикетки по направлению от ее краев, выдавливая любой воздух из-под этикетки от центра к внешним краям этикетки.
Расширяемую камеру предварительно нагревают до нужной температуры в зависимости от скорости линии и типа используемого материала этикетки. Тепло от камерной полосы 142 умягчает этикетку 146 и сжимает ее. Одновременный подвод тепла и приложение давления от полосы 142 камеры к этикетке вынуждают этикетку плотно прилегать к поверхности емкости, в том числе к сложной(ым) кривой(ым) емкости. Для дополнительного сжатия пленки может быть использована необязательная стадия последующего нагрева. Преимущество данного способа заключается в возможности нанесения этикеток на емкости с разнообразной формой без необходимости в замене оборудования. Кроме того, возможно проведение обработки с высокой скоростью благодаря непрерывной рекуперации тепла камеры. Другое преимущество состоит в том, что подвод тепла и приложение давления по направлению от центра этикетки как в вертикальном, так и горизонтальном направлениях обеспечивают надлежащее наклеивание этикетки без возникновения дефектов. Более того, благодаря ограниченному количеству подвижных механических деталей оборудование требует небольшого технического обслуживания.
Маркируемое изделие настоящего изобретения может использоваться в различных приложениях, включая в качестве неограниченных примеров средства личной гигиены, продукты бытовой химии, пищевые продукты и напитки, игрушки, электронные устройства, фармацевтические товары, продукты ухода за здоровьем, промышленные продукты и электрические бытовые приборы.
Примеры
Следующие примеры предназначены только для иллюстрации способов и вариантов осуществления в соответствии с данным изобретением, и не следует толковать их как наложение ограничений на формулу изобретения.
Пример 1
Самоклеющуюся усадочную этикетку изготавливают из многослойной усадочной пленки полиэтилена низкой плотности толщиной 3 мил под названием CorrTuff, выпускаемой компанией Sealed Air. Пленку покрывают акриловым эмульсионным клеем S692N от компании Avery Dennison. Клей наносят на отделяемую пергаминовую прокладку BG-40 с силиконовым покрытием. Клей заливают большим объемом на участок размером 5×3,5 дюймов (127 мм × 88,9 мм), который на 20% больше размера этикетки, рекомендуемого согласно промышленному стандарту для бутыля, на который наносится этикетка.
Бутыль для детского лосьона Johnson & Johnson массой 15 унций (420 г), имеющий сложные кривые, заполняют водой, закрывают и пропускают через последовательную этикетировочную машину Label-Aire 9000 со скоростью 100 бутылок в минуту (бут./мин). Этикетировочная машина имеет двухподающий шнек с верхним и нижним ремнями, приводимыми в движение с согласованной скоростью вместе с головками устройства Label-Aire 2115-CD посредством высокомоментного дискретного электропривода. Этикетки прижимают притирочным аппаратом типа подвижной поперечины, который создает прямые усилия по направлению от центра, направляющие захваченный воздух под этикеткой и возникающие в результате сметки, складки к краю этикетки. При первоначальном нанесении этикетки большого размера на бутыль появляются неприемлемые малые сметки и складки по периметру этикетки. Маркированный бутыль затем подвергают обработке в конвейерной протирающей системе Leister с принудительным потоком горячего воздуха со скоростью 180 бут./мин. Высокоскоростной поток горячего воздуха (260°С) нагревает бутыль и этикетку до 50°С, устраняя сметки и складки от избыточного материала этикетки и стягивая его по поверхности бутыля. Этикетку протирают вместе с балансиром для обеспечения хорошего контакта. Сметки стягиваются и легко притираются к поверхности после подвода тепла.
Конечный маркированный бутыль с большей площадью этикетки и большим изображением гладко притирается без всяких сметок, складок, неровностей или морщин, которые обычно присутствуют на обычных самоклеющихся этикетках большого размера. Со временем (при старении) не происходит обратное появление сметок. В таблице 1 показаны свойства компонентов этикетки.
Пример 2
В соответствии со способом, описанным в Примере 1, самоклеющуюся усадочную этикетку, изготовленную из полипропиленовой многослойной усадочной пленки толщиной 2 мил под названием CZPA 200, доступной от компании Innovia, наносят на бутыль со сложными кривыми. После первоначального протирания остаются сметки среднего размера. Высокоскоростной поток горячего воздуха нагревает бутыль и этикетку до 100°С. Сметки стягиваются и легко притираются к поверхности после подвода тепла. Со временем (при старении этикетки) не происходит обратное появление сметок.
Пример 3
В соответствии со способом, описанным в Примере 1, самоклеющуюся усадочную этикетку, изготовленную из однослойной усадочной пленки полимолочной кислоты толщиной 2 мил под названием EARTHFIRST PLA, доступной от компании Plastic Suppliers, наносят на бутыль со сложными кривыми. После первоначального протирания остаются сметки среднего размера. Высокоскоростной поток горячего воздуха нагревает бутыль и этикетку до 70°С. Сметки стягиваются и легко притираются к поверхности после подвода тепла. Со временем (при старении) не происходит обратное появление сметок.
Сравнительный пример 4
В соответствии со способом, описанным в Примере 1, самоклеющуюся усадочную этикетку, изготовленную из однослойной полипропиленовой закатываемой усадочной пленки толщиной 2 мил, ориентированной в продольном направлении и доступной от компании Avery Dennison, наносят на бутыль со сложными кривыми. Высокоскоростной поток горячего воздуха нагревает бутыль и этикетку до 70°С. Сметки, образующиеся в верхней и нижней частях этикетки, стягиваются при подводе тепла и легко протираются, при этом остаются сметки, образованные у передней и задней кромок. Со временем (при старении этикетки) не происходит обратное появление устраненных сметок.
Сравнительный пример 5
В соответствии со способом, описанным в Примере 1, самоклеющуюся усадочную этикетку, изготовленную из однослойной усадочной пленки поливинилхлорида, ориентированной в поперечном направлении, с толщиной 1.9 мил под названием Penta Label, которая доступна от компании Kloeckner, наносят на бутыль со сложными кривыми. Высокоскоростной поток горячего воздуха нагревает бутыль и этикетку до 60°С. Сметки, образующиеся у передней и задней кромок этикетки, стягиваются при подводе тепла и легко протираются, при этом остаются сметки, образованные в верхней и нижней частях этикетки. Со временем (при старении) не происходит обратное появление устраненных сметок.
Сравнительный пример 6
В соответствии со способом, описанным в Примере 1, самоклеющуюся усадочную этикетку, изготовленную из однослойной усадочной пленки этиленгликольмодифицированного полиэтилентерефталата (ПЭТГ), ориентированной в поперечном направлении, с толщиной 2 мил под названием Fusion 1775E, которая доступна от компании Mitsubishi, наносят на бутыль со сложными кривыми.
Высокоскоростной поток горячего воздуха нагревает бутыль и этикетку до 50°С. Сметки, образующиеся у передней и задней кромок этикетки, стягиваются при подводе тепла и легко протираются, при этом остаются сметки, образованные в верхней и нижней частях этикетки. Со временем (при старении) не происходит обратное появление устраненных сметок.
Сравнительный пример 7
В соответствии со способом, описанным в Примере 1, самоклеющуюся усадочную этикетку, изготовленную из однослойной усадочной пленки поливинилхлорида, ориентированной в продольном направлении, с толщиной 1.4 мил под названием MF-L243/01, которая доступна от компании Kloeckner, наносят на бутыль со сложными кривыми. Высокоскоростной поток горячего воздуха нагревает бутыль и этикетку до 60°С. Пленка не прилегает плотно к емкости. Первоначальное протирание оказывается недостаточным, при этом возникает много сметок во всех направлениях. Сметки и неровности остаются после подвода тепла и повторного протирания. Пленка характеризуется чрезмерной противоусадкой.
Сравнительный пример 8
В соответствии со способом, описанным в Примере 1, самоклеющуюся усадочную этикетку, изготовленную из полипропиленовой многослойной пленки толщиной 2,0 мил под названием BTNY, доступной от компании Vifan, наносят на бутыль со сложными кривыми. Высокоскоростной поток горячего воздуха нагревает бутыль и этикетку до 100°С. Образующиеся сметки не стягиваются полностью даже при высокой температуре и не удаляются полностью при протирании. Со временем (при старении) происходит обратное появление сметок.
Сравнительный пример 9
В соответствии со способом, описанным в Примере 1, самоклеющуюся усадочную этикетку, изготовленную из многослойной пленки полиэтилена средней плотности (ПЭСП) толщиной 3,4 мил под названием РЕ 85, доступной от компании Charter Films, наносят на бутыль со сложными кривыми. Высокоскоростной поток горячего воздуха нагревает бутыль и этикетку до 100°С. Образующиеся сметки не стягиваются полностью даже при высокой температуре и не удаляются полностью при протирании. Со временем (при старении) происходит обратное появление сметок.
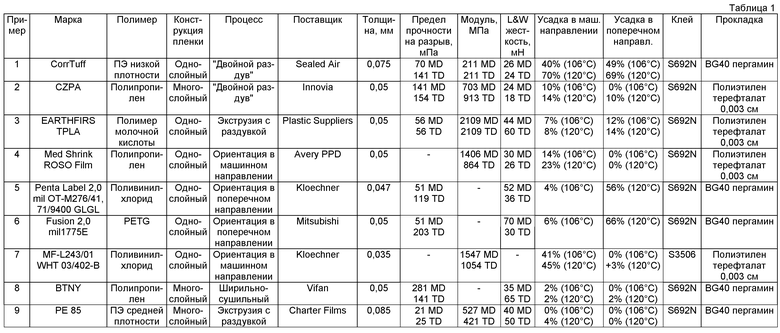
| название | год | авторы | номер документа |
|---|---|---|---|
| САМОКЛЕЯЩАЯСЯ УСАДОЧНАЯ ЭТИКЕТКА И ИЗДЕЛИЕ С ЭТИКЕТКОЙ | 2008 |
|
RU2505573C2 |
| СПОСОБ НАНЕСЕНИЯ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2009 |
|
RU2512867C2 |
| СПОСОБ НАНЕСЕНИЯ САМОКЛЕЯЩЕЙСЯ УСАДОЧНОЙ ЭТИКЕТКИ НА ИЗДЕЛИЕ | 2012 |
|
RU2561900C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601926C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2014 |
|
RU2601937C2 |
| СИСТЕМЫ И СПОСОБЫ НАНЕСЕНИЯ УСАДОЧНЫХ ЭТИКЕТОК | 2010 |
|
RU2551070C2 |
| ЭТИКЕТКА И СПОСОБ ПРИКРЕПЛЕНИЯ ЭТИКЕТКИ К ПРЕДМЕТУ | 2009 |
|
RU2494133C2 |
| ФИКСАЦИЯ ОБЕРТЫВАЮЩИХ ЭТИКЕТОК С ПОМОЩЬЮ АДГЕЗИВОВ, ОТВЕРЖДАЕМЫХ СВЕТОИЗЛУЧАЮЩИМИ ДИОДАМИ (СИД) | 2017 |
|
RU2750622C2 |
| СИСТЕМЫ И ПРОЦЕССЫ НАНЕСЕНИЯ ТЕРМОТРАНСФЕРНЫХ ЭТИКЕТОК | 2010 |
|
RU2546490C2 |
| ЛЕНТОЧНАЯ СИСТЕМА НАНЕСЕНИЯ ЭТИКЕТОК | 2011 |
|
RU2553960C2 |
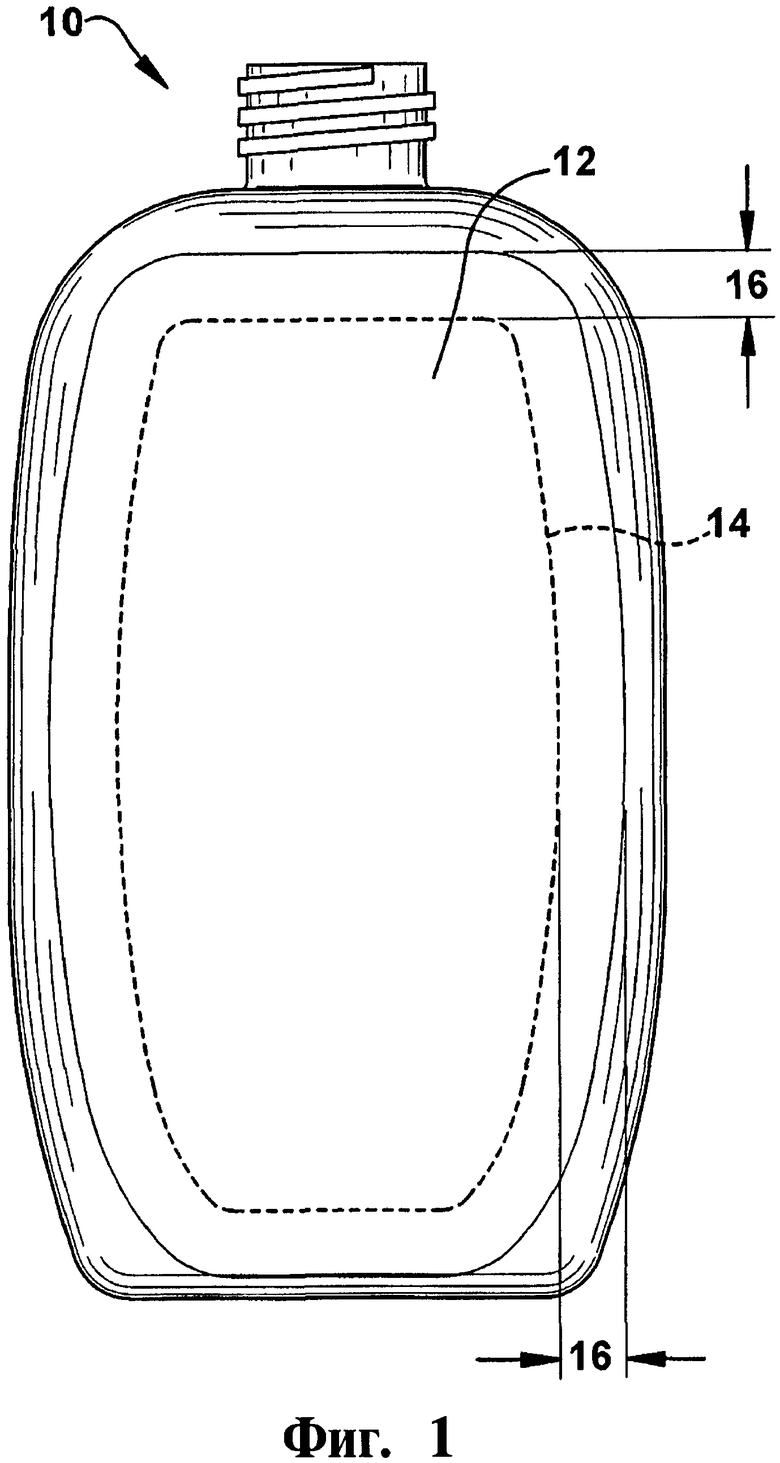
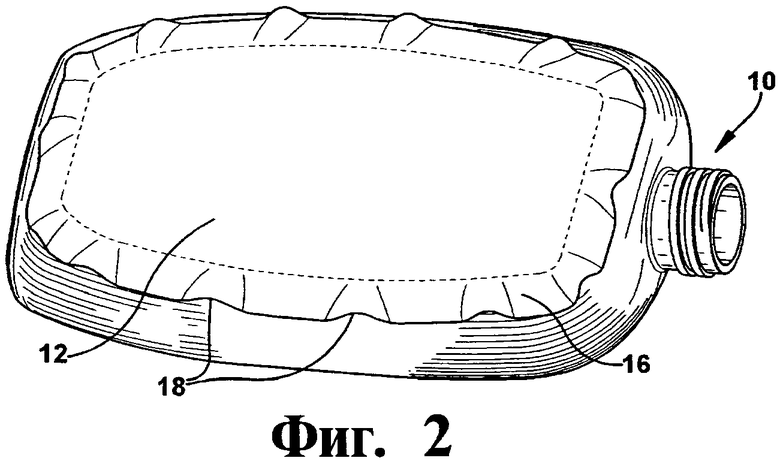
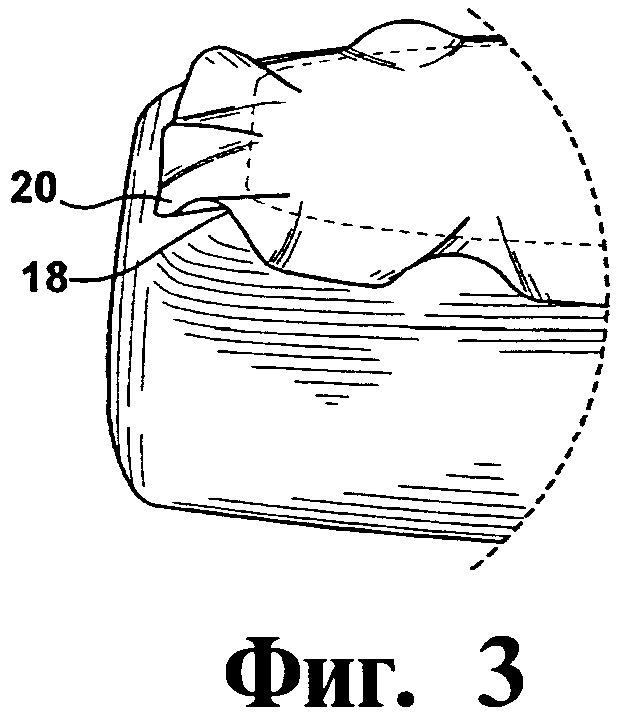
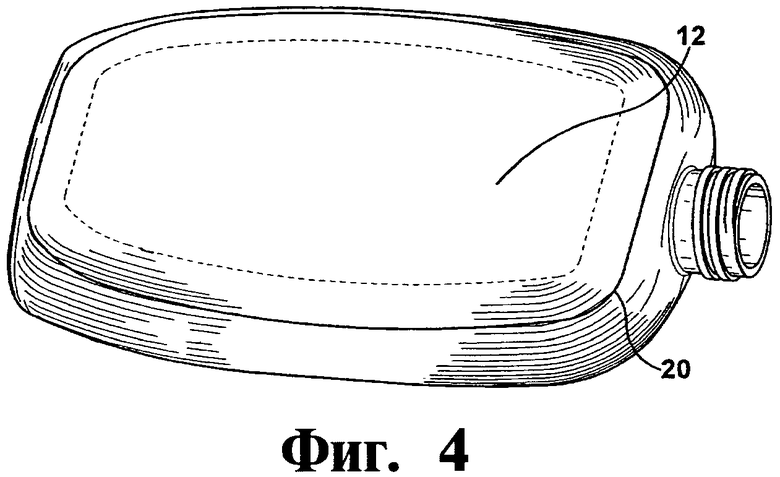
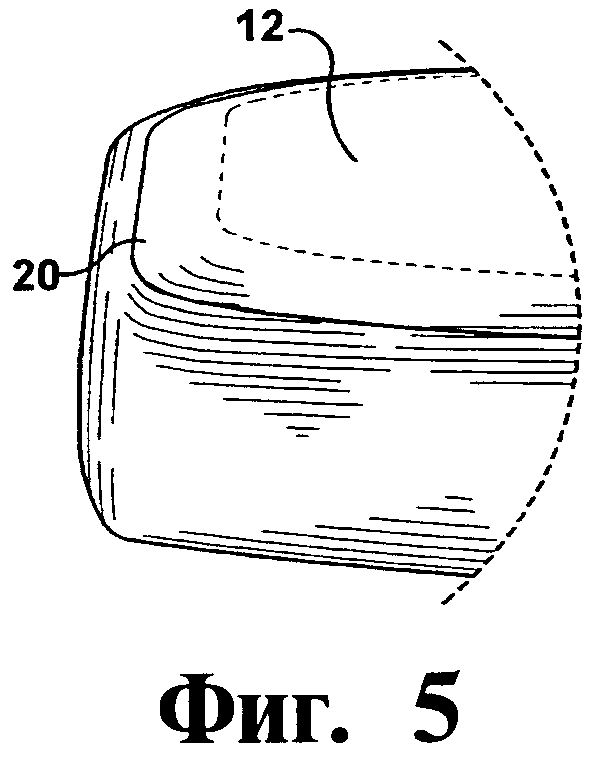
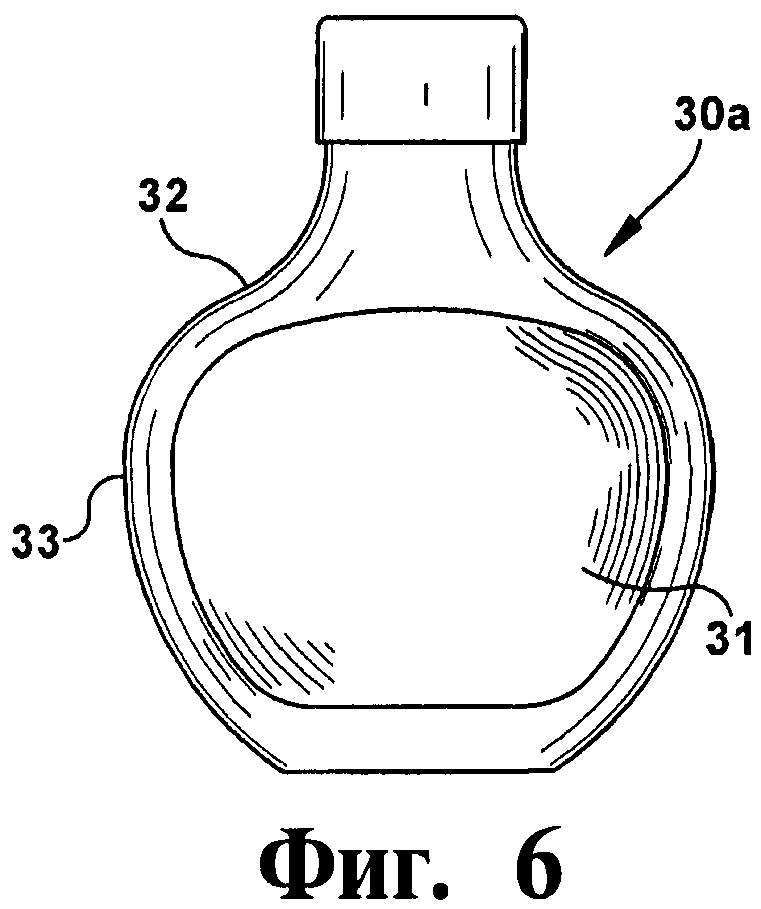
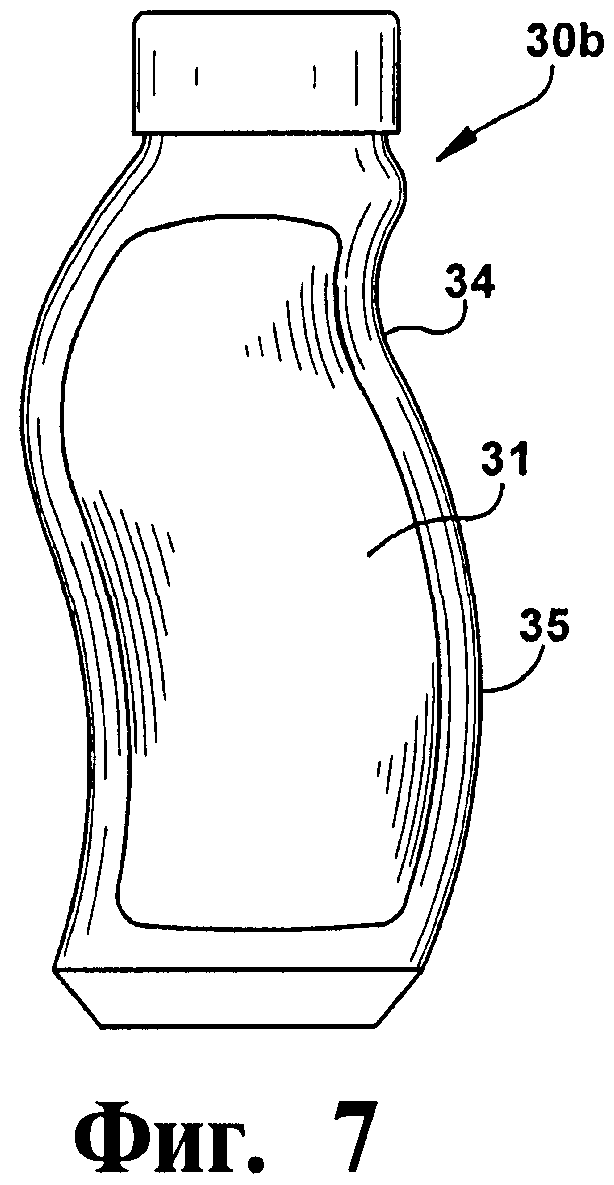
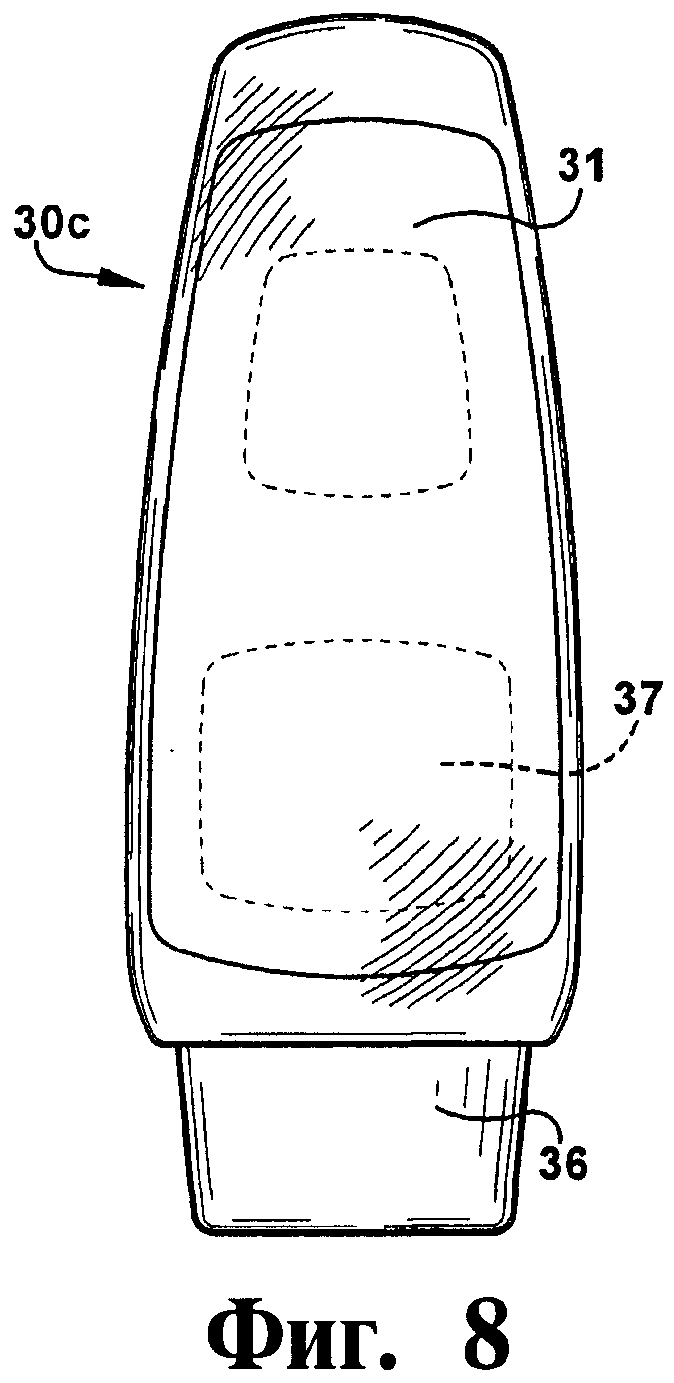
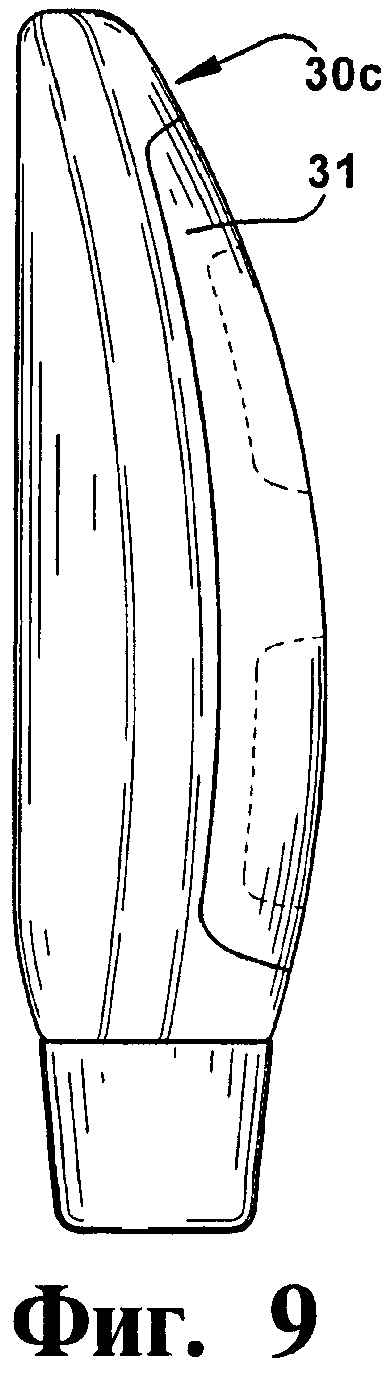
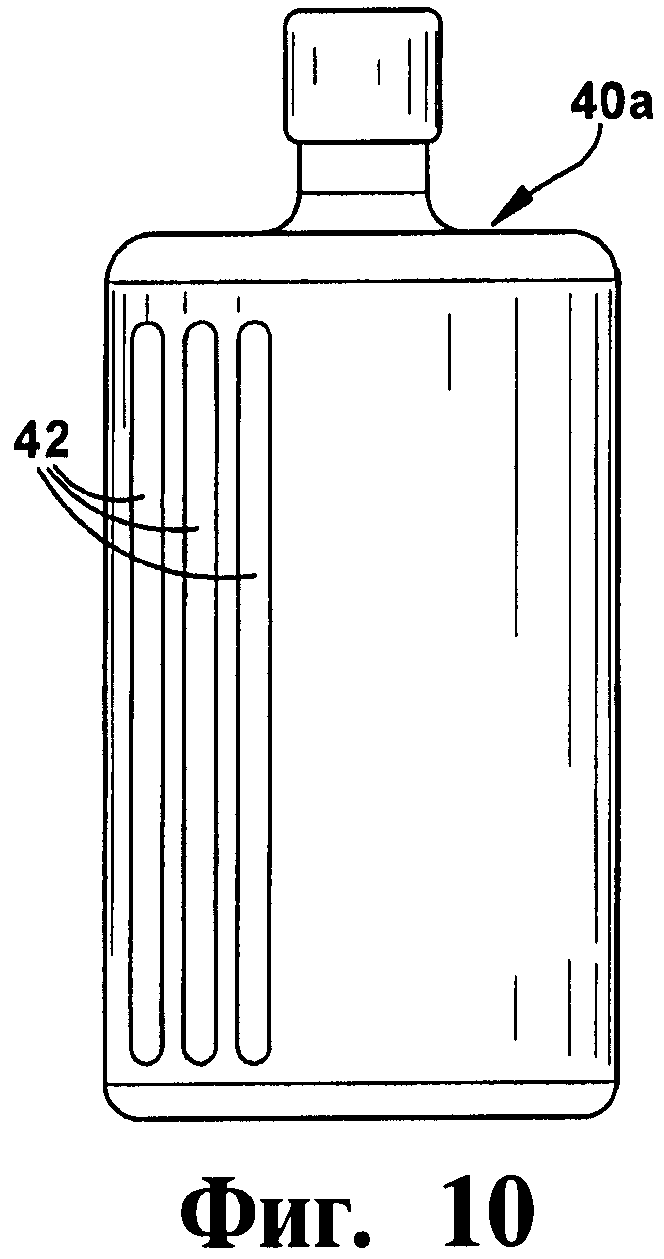
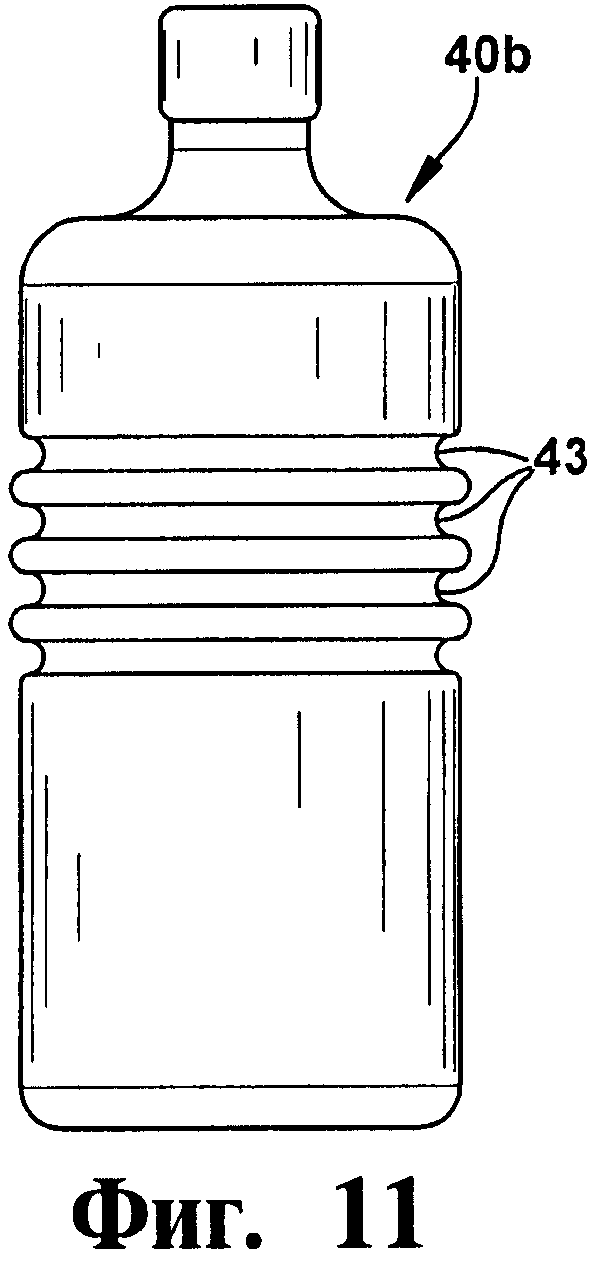
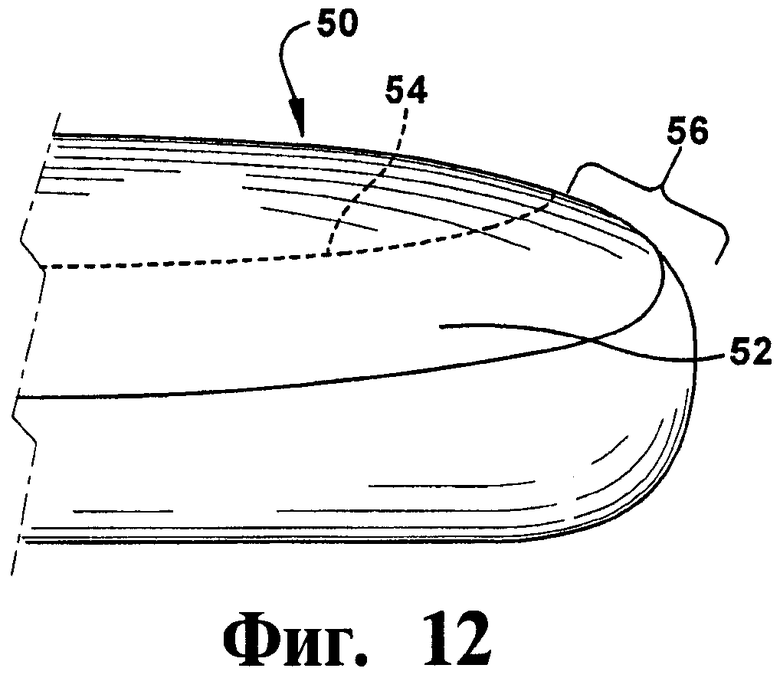
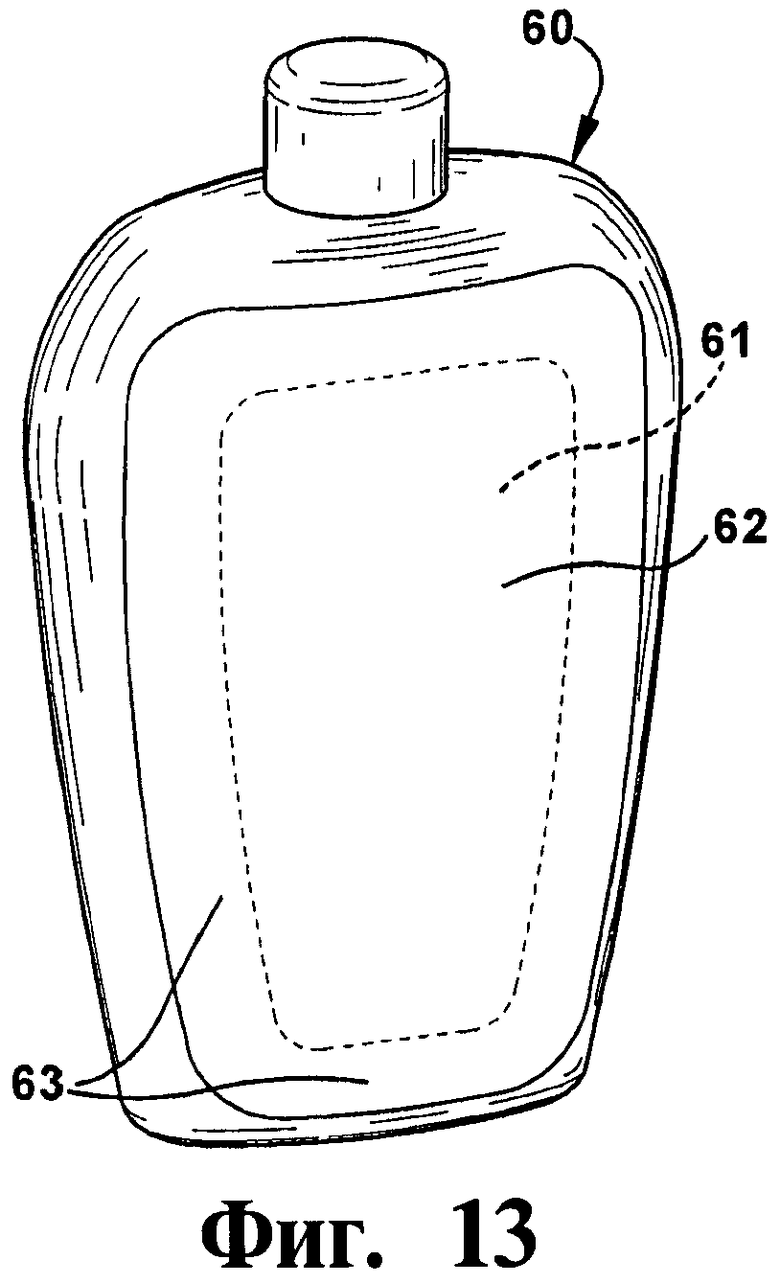
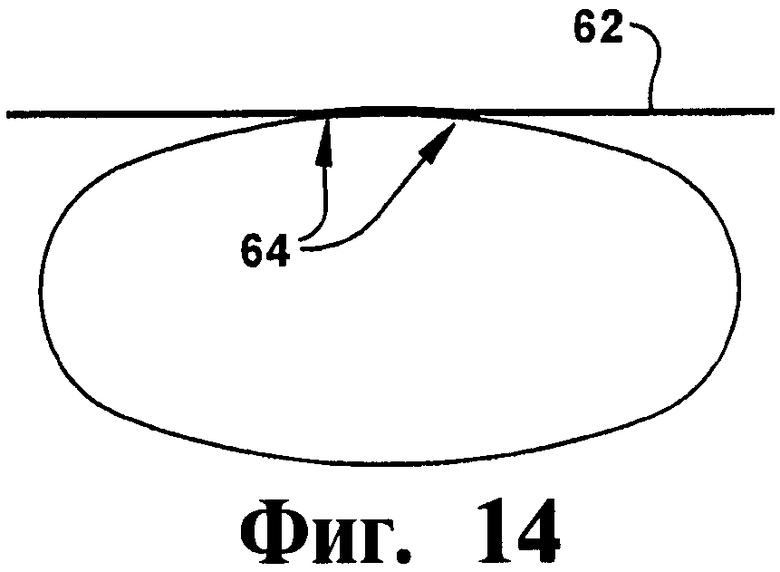
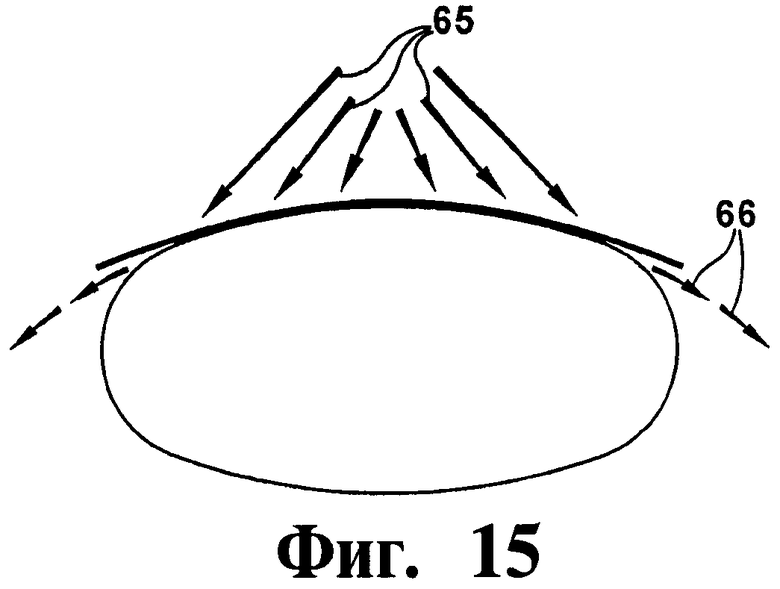
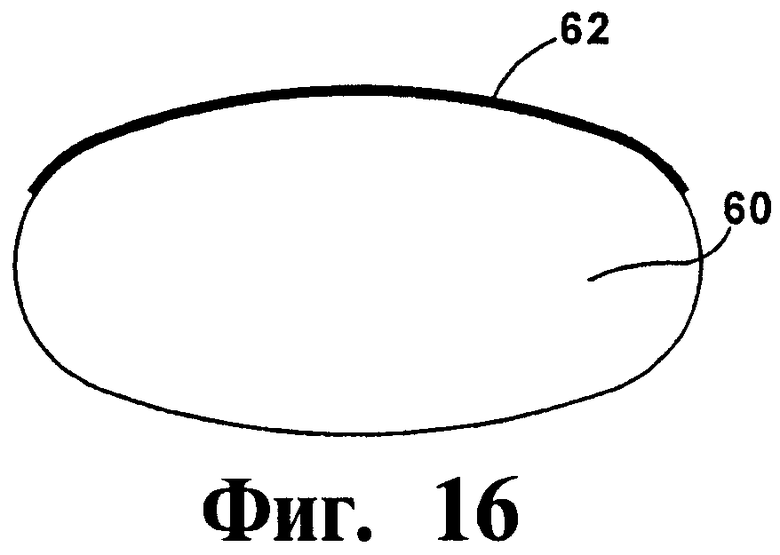
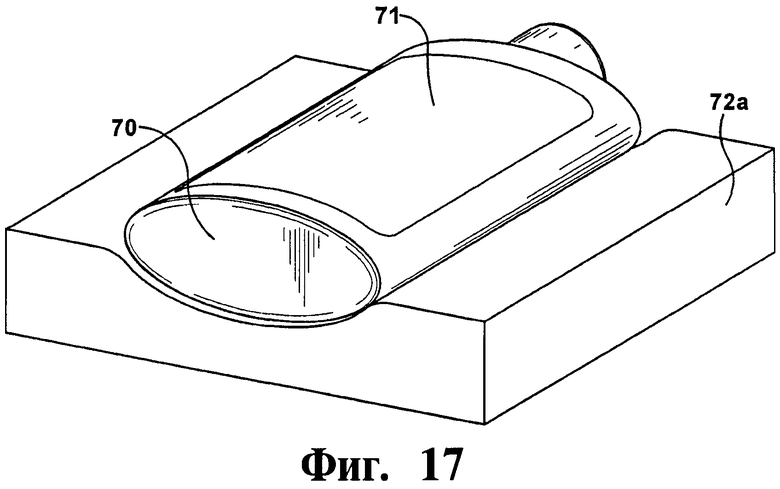
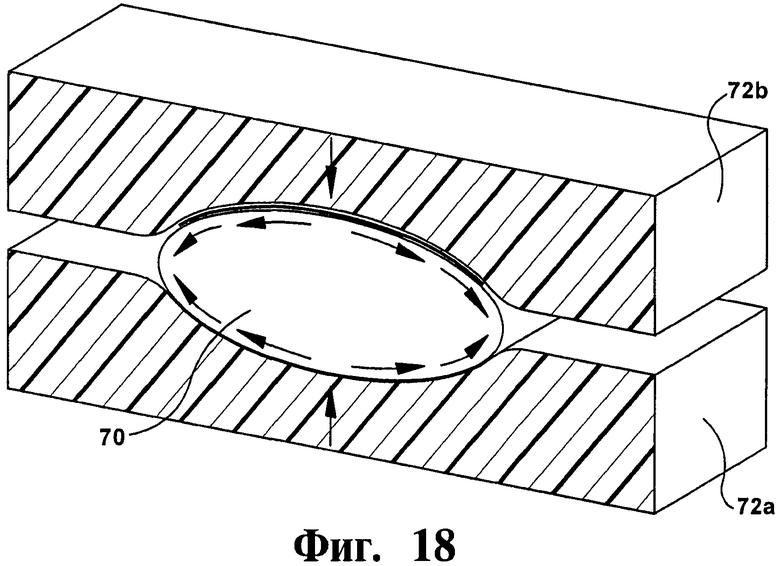
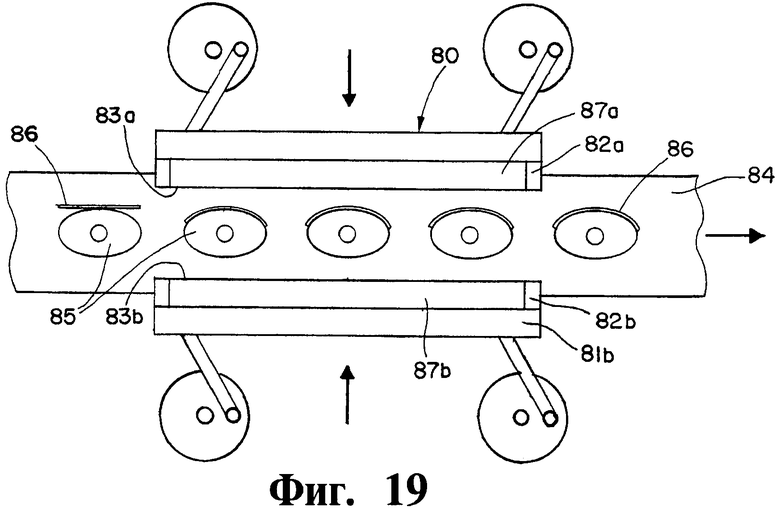
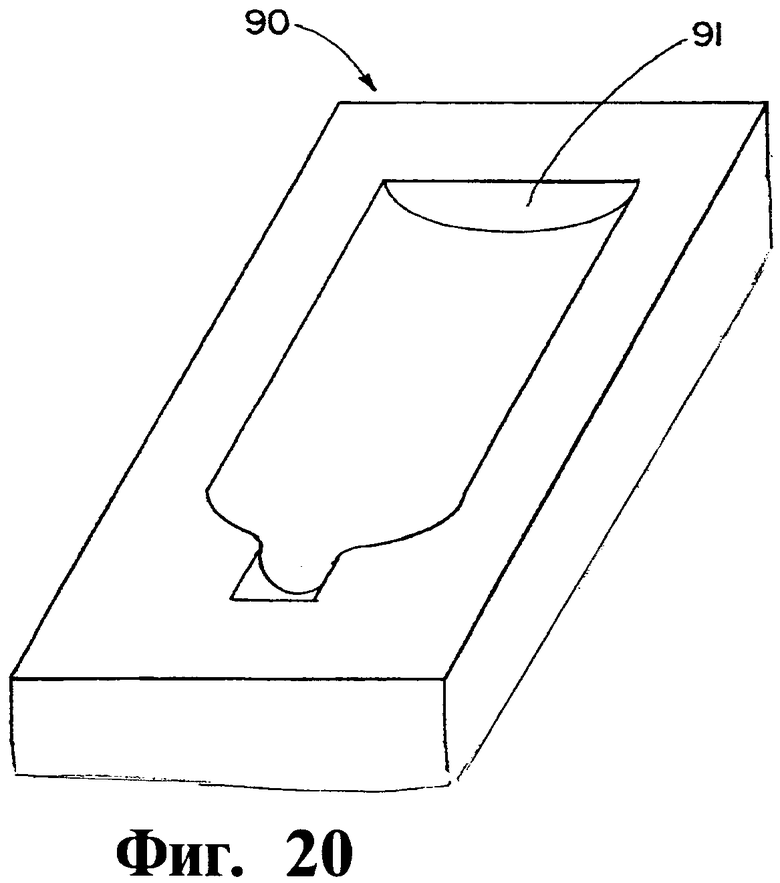
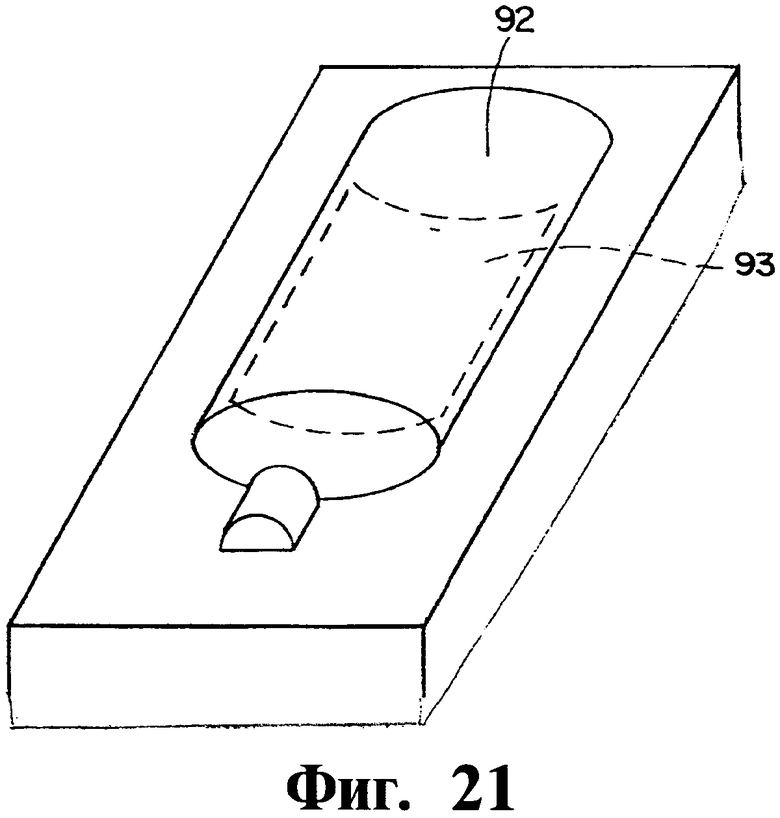
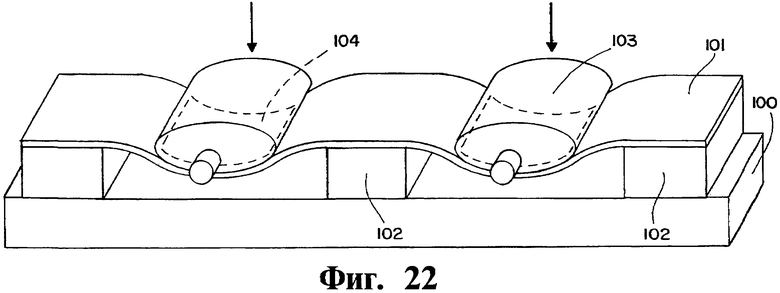
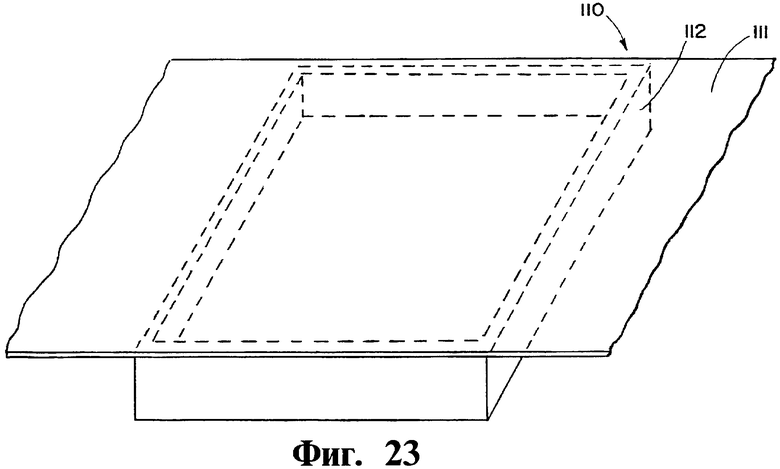
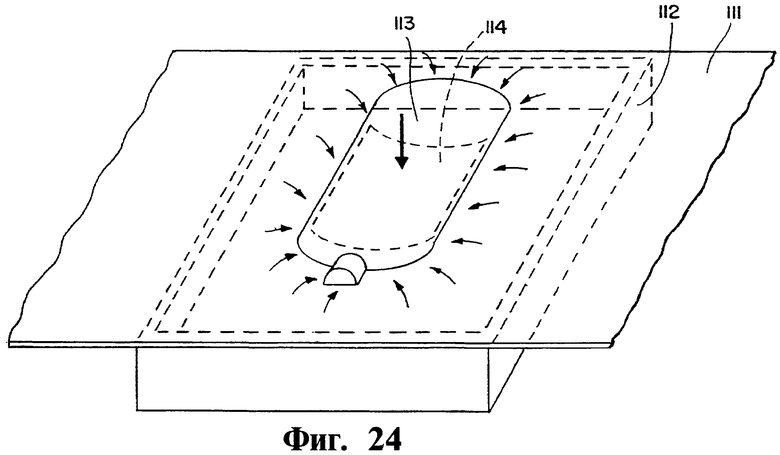
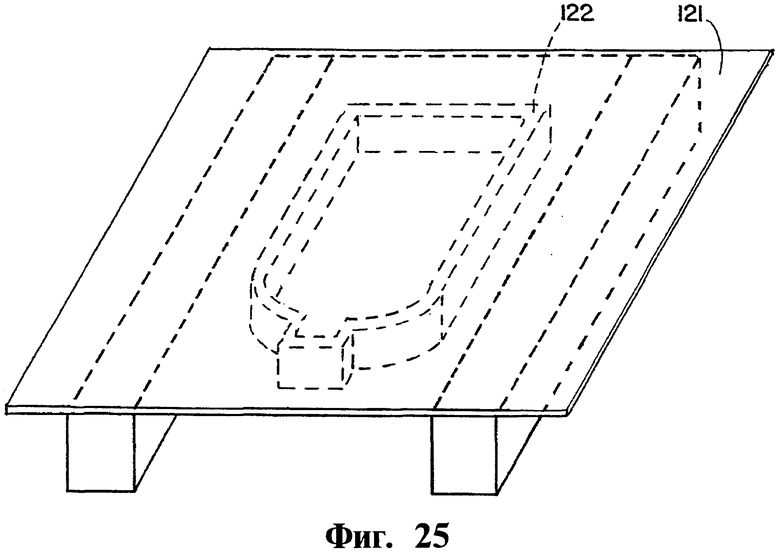
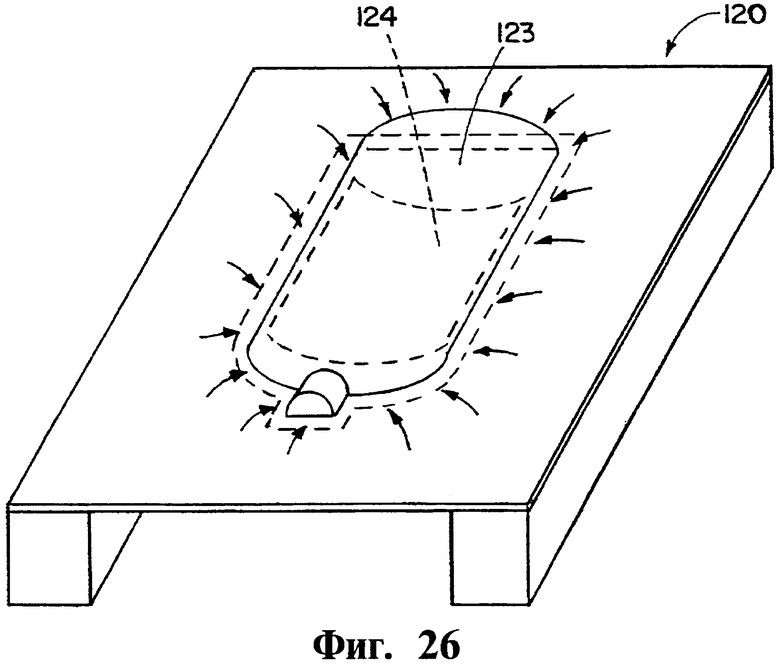
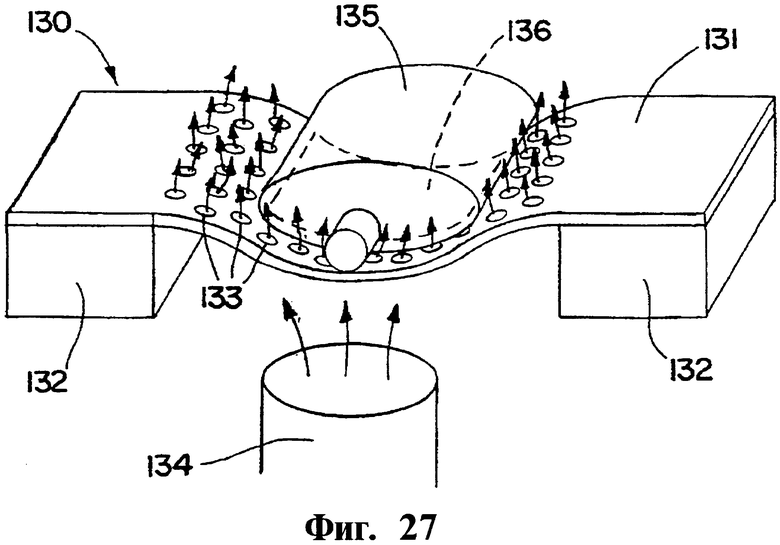
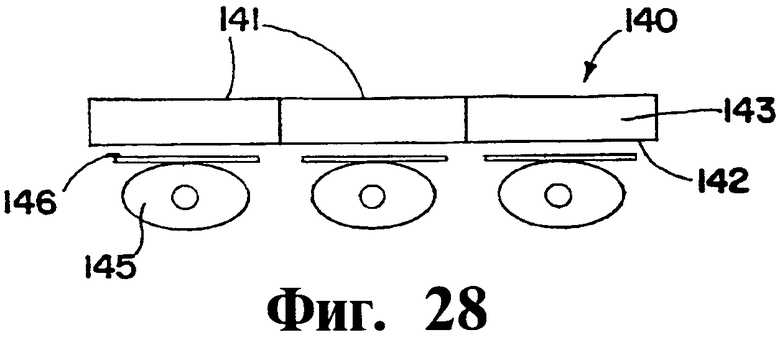
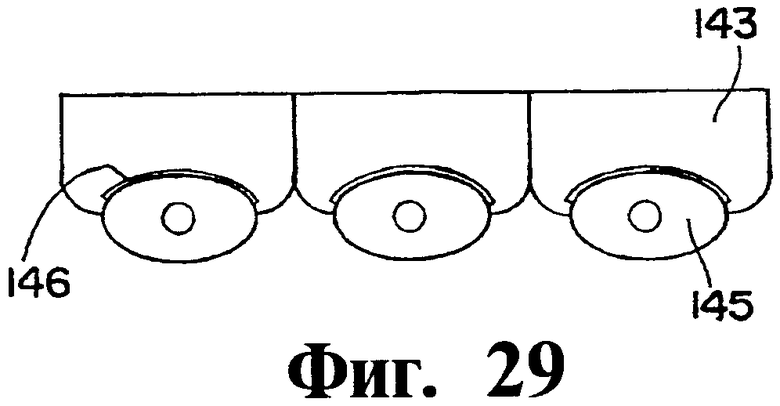
Изобретение относится к самоклеющимся термоусадочным этикеткам. Способ нанесения этикетки на изделие включает использование изделия с поверхностью, имеющей по меньшей мере одну сложную кривизну. Использование этикетки, имеющей первый край, зону контакта, термоусаживаемую пленку с внутренней и наружной поверхностями и слой контактного клея на внутренней поверхности пленки. Приведение в контакт с изделием слоя контактного клея в зоне контакта. Одновременное воздействие нагревом и давлением на этикетку в направлении от зоны контакта к первому краю для приклеивания его к изделию и подвергание этикетки усадке для принятия ею кривизны изделия посредством подогреваемой деформируемой полосы. Предложенное изобретение обеспечивает плотное прилегание этикетки к изделию сложной формы. 2 н. и 48 з.п. ф-лы, 29 ил., 9 пр., 1 табл.
1. Способ нанесения этикетки на изделие, включающий использование изделия с поверхностью, имеющей по меньшей мере одну сложную кривизну, использование этикетки, имеющей первый край, зону контакта, термоусаживаемую пленку с внутренней и наружной поверхностями и слой контактного клея на внутренней поверхности пленки, приведение в контакт с изделием слоя контактного клея в зоне контакта, одновременное воздействие нагревом и давлением на этикетку в направлении от зоны контакта к первому краю для приклеивания его к изделию и подвергание этикетки усадке для принятия ею кривизны изделия посредством подогреваемой деформируемой полосы.
2. Способ по п.1, в котором нагрев и давление осуществляют посредством подвижной поперечины, содержащей подогреваемую камеру.
3. Способ по п.1 или 2, в котором нагрев и давление осуществляют посредством подвижной поперечины, содержащей подогреваемую камеру, форма которой соответствует форме изделия, на которое наносят этикетку.
4. Способ по п.1 или 2, в котором нагрев и давление осуществляют посредством подвижной поперечины, содержащей гибкую подогреваемую полосу, установленную между по меньшей мере двумя поперечинами рамы.
5. Способ по п.1 или 2, в котором нагрев и давление осуществляют посредством подвижной поперечины, содержащей гибкую подогреваемую полосу, установленную на прямоугольной раме.
6. Способ по п.1 или 2, в котором нагрев и давление осуществляют посредством подвижной поперечины, содержащей гибкую подогреваемую полосу, установленную на раме, форма которой соответствует форме изделия, на которое наносят этикетку.
7. Способ по п.1 или 2, в котором нагрев и давление осуществляют посредством подвижной поперечины, которая содержит гибкую пористую сетку, установленную по меньшей мере между двумя элементами рамы.
8. Способ по п.1, в котором нагрев и давление осуществляют посредством гибкой расширяемой подогреваемой полосы.
9. Способ по п.1 или 2, в котором используют этикетку, снабженную отделяемой прокладкой, приклеенной к слою клея, и отделяют прокладку от этикетки перед приведением в контакт этикетки с изделием.
10. Способ по п.1 или 2, в котором нагревают этикетку по меньшей мере до 40°С.
11. Способ по п.1 или 2, в котором используют пленку из полиэфира, полиолефина, поливинилхлорида, полистирола, полимолочной кислоты, их сополимеров и смесей.
12. Способ по п.1 или 2, в котором используют пленку, представляющую собой полиолефин.
13. Способ по п.1 или 2, в котором используют пленку, которая выполнена многослойной с внутренним и по меньшей мере одним наружным слоями.
14. Способ по п.1 или 2, в котором используют пленку, имеющую машинное направление и жесткость в нем по меньшей мере 5 мН.
15. Способ по п.1 или 2, в котором используют этикетку, содержащую слой печати между пленкой и слоем клея, при этом пленка выполнена прозрачной.
16. Способ по п.1 или 2, в котором используют этикетку, дополнительно содержащую слой печати на наружной поверхности пленки.
17. Способ по п.16, в котором используют этикетку, дополнительно содержащую защитный слой, закрывающий слой печати.
18. Способ по п.1 или 2, в котором используют клеевой слой, содержащий эмульсионный клеящий состав.
19. Способ по п.1 или 2, в котором используют клеевой слой, содержащий термоклей.
20. Способ по п.1 или 2, в котором используют клеевой слой, содержащий клей на основе растворителя.
21. Способ по п.1 или 2, в котором выполняют слой контактного клея сплошным.
22. Способ по п.1 или 2, в котором выполняют слой контактного клея по трафарету, по существу покрывающему внутреннюю поверхность пленки.
23. Способ по п.1 или 2, в котором используют пленку с машинным и поперечным направлениями, при этом пленка выполнена с предельной усадкой S по меньшей мере в одном направлении по меньшей мере 10% при 90°С и усадкой в другом направлении S±20%.
24. Способ по п.1, в котором используют этикетку, имеющую центр и второй край, с противоположной стороны от первого края, и зону контакта, расположенную около центра этикетки или в центре этикетки.
25. Способ по п.1, в котором используют этикетку, имеющую второй край, с противоположной стороны от первого края, и зону контакта, расположенную около второго края этикетки.
26. Система этикетирования изделия, включающая термоусадочную пленку, имеющую внутреннюю и внешнюю поверхности, слой клея, расположенный на внутренней поверхности пленки, и устройство получения этикетки посредством обработки указанной пленки, содержащее деформируемую полосу, выполненную с возможностью контакта с этикеткой, снабженной указанной пленкой, и приклеивания слоя клея к изделию.
27. Система по п.26, в которой пленка дополнительно снабжена отделяемой прокладкой, приклеенной к слою клея.
28. Система по п.26 или 27, в которой пленка представляет собой пленку, выбранную из группы, включающей полиэфир, полиолефин, поливинилхлорид, полистирол, полимолочную кислоту, их сополимеры или смеси.
29. Система по п.26 или 27, в которой пленка содержит полиолефин.
30. Система по п.26 или 27, в которой клей представляет собой контактный клей.
31. Система по п.26 или 27, в которой жесткость пленки в машинном направлении равна по меньшей мере 5 мН.
32. Система по п.26 или 27, в которой этикетка дополнительно содержит слой печати между пленкой и клеевым слоем, при этом пленка выполнена прозрачной.
33. Система по п.26 или 27, в которой этикетка дополнительно содержит слой печати на внешней поверхности пленки.
34. Система по п.33, в которой этикетка дополнительно содержит защитный слой, закрывающий слой печати.
35. Система по п.26 или 27, в которой клеевой слой содержит эмульсионный клей.
36. Система по п.26 или 27, в которой клеевой слой содержит термоклей.
37. Система по п.26 или 27, в которой клеевой слой содержит клей на основе растворителя.
38. Система по п.26 или 27, в которой клеевой слой выполнен сплошным.
39. Система по п.26 или 27, в которой клеевой слой нанесен по трафарету, по существу покрывающему внутреннюю поверхность пленки.
40. Система по п.26 или 27, в которой термоусадочная пленка имеет продольное и поперечное направления и выполнена с предельной усадкой S пленки по меньшей мере в одном направлении по меньшей мере 10% при 90°С, а в другом направлении S±20%.
41. Система по п.26 или 27, в которой деформируемая полоса содержит камеру.
42. Система по п.26 или 27, в которой деформируемая полоса выполнена с возможностью нагрева.
43. Система по п.26 или 27, которая содержит подвижную поперечину, а деформируемая полоса является ее частью.
44. Система по п.43, в которой подвижная поперечина содержит нагреваемую камеру, форма которой соответствует форме этикетируемого изделия.
45. Система по п.43, в которой подвижная поперечина содержит гибкую полосу, установленную по меньшей мере между двумя элементами рамы.
46. Система по п.43, в которой подвижная поперечина содержит гибкую полосу, установленную на прямоугольной раме.
47. Система по п.43, в которой подвижная поперечина содержит гибкую полосу, установленную на раме, форма которой соответствует форме этикетируемого изделия.
48. Система по п.43, в которой подвижная поперечина содержит гибкую сетку, установленную между по меньшей мере двумя поперечинами рамы.
49. Система по п.42, в которой деформируемая полоса представляет собой камеру.
50. Система по п.49, в которой камера является частью подвижной поперечины.
| US 5879496 A, 09.03.1999 | |||
| US 4976798 A, 11.12.1990 | |||
| US 4704173 A, 03.11.1987 | |||
| US 4923557 A, 08.05.1990 | |||
| ПАТЕИТВО-ТЕХИйНЕ-КАЙБИБЛИОТЕКА | 0 |
|
SU342854A1 |

