Керамические блоки используются в броневых пластинах и обеспечивают баллистическую защиту личного состава, а также легкой и тяжелой подвижной техники и транспортных средств, против высокоскоростных бронебойных пуль или фрагментов.
В отношении защитных броневых панелей рассматривают четыре основных фактора. Первым фактором является вес. Известна защитная броня для тяжелой, но подвижной военной техники, такой как танки и крупные корабли. Такая броня обычно включает толстый слой стального сплава, который предназначен для обеспечения защиты от тяжелых и разрывных снарядов. Однако снижение веса брони, даже в тяжелой технике, является преимущественным, поскольку уменьшает нагрузку на все детали транспортного средства. Кроме того, такая броня совершенно непригодна для легких транспортных средств, таких как автомобили, джипы, легкие катера или самолет, эксплуатационные качества которых ухудшаются из-за стальных панелей, имеющих толщину более чем несколько миллиметров, поскольку каждый миллиметр стали увеличивает вес на величину, кратную 7,8 кг/м2.
Броню для легких транспортных средств рассчитывают на противодействие проникновению пуль любого типа, даже для соударения при скорости в диапазоне от 700 до 1000 метров в секунду. Однако вследствие весовых ограничений затруднительно защитить легкие транспортные средства от крупнокалиберных бронебойных пуль, например, 12,7 и 14,5 мм, поскольку вес стандартной брони, призванной противостоять такой пуле, оказывается таким, что ухудшает мобильность и работоспособность таких транспортных средств.
Второй фактор представляет собой стоимость. Чрезмерно сложные компоновки брони, в особенности такие, которые полностью сформированы синтетическими волокнами, могут составлять заметную долю в общей стоимости транспортного средства, и могут сделать его производство невыгодным.
Третьим фактором конструкции брони является компактность. Толстая броневая панель, включающая воздушные промежутки между различными ее слоями, увеличивает профиль транспортного средства как цели. В случае гражданских модернизированных автомобилей, которые оснащают внутренней броней, просто нет места для толстой панели во многих зонах, требующих зашиты.
Четвертый фактор имеет отношение к керамическим пластинам, используемым для бронезащиты личного состава и легких транспортных средств, причем было найдено, что такие пластины уязвимы для повреждения в результате механических ударов, нанесенных камнями, вызванных падениями и т.д.
В дополнение, для известных броневых панелей наибольшим ограничением является то, что такие панели не способны выдерживать множественные удары.
Таким образом, по-прежнему отсутствует легковесная броневая панель без вышеуказанных ограничений.
В одном варианте осуществления настоящее изобретение представляет способ получения композитной броневой панели, причем указанный способ включает стадии, на которых:
(а) подготавливают горизонтальную раму, которая может быть собрана как включающая по меньшей мере четыре стороны и ограничивающая заполняемую полость;
(b) размещают многочисленные керамические блоки, имеющие кривизну вершинной поверхности указанных блоков, внутри указанной горизонтальной рамы в указанной заполняемой полости;
(с) наносят отверждаемый при комнатной температуре связующий материал на указанную заполняемую полость так, что отверждаемый при комнатной температуре связующий материал по существу покрывает по меньшей мере часть наружной поверхности указанных керамических блоков;
(d) создают условия, при которых указанный отверждаемый при комнатной температуре связующий материал отверждается и тем самым формирует цельную композитную броневую пластину, содержащую керамические блоки; и
(е) необязательно, удаляют указанную горизонтальную раму с указанной цельной композитной панели, содержащей керамические брикеты.
Согласно этому аспекту, и в некоторых вариантах выполнения, способ дополнительно включает стадии, на которых:
(f) позиционируют высокоэффективный текстильный материал внутри заполняемой полости;
(g) размещают многочисленные керамические блоки, имеющие кривизну вершинной поверхности блоков, поверх высокоэффективного текстильного материала; и
(h) наносят отверждаемый при комнатной температуре связующий материал на заполняемую полость поверх высокоэффективного текстильного материала.
Согласно этому аспекту и в некоторых вариантах выполнения, высокоэффективный текстильный материал включает Kevlar®, Dyneema® или Spectra®.
В некоторых вариантах выполнения керамические блоки являются по существу цилиндрическими.
В некоторых вариантах выполнения термин «по существу» с конкретной ссылкой на геометрическую форму, такой как ссылка на сегмент керамического блока вдоль продольной оси такого блока, характеризуемого как по существу цилиндрического по форме, или как ссылка на сформованную в виде цельной детали по существу выпукло изогнутую удароприемную торцевую поверхность, такой термин «по существу» означает, что на 51%-100% упоминаемый элемент будет иметь приблизительную форму, согласующуюся с обозначенной геометрической формой. Таким образом, сегмент керамического блока вдоль продольной оси такого блока, который является «по существу цилиндрическим», будет характеризоваться тем, что более 51% общей формы сегмента керамического блока будет принимать цилиндрическую форму. Подобно этому, по существу выпукло изогнутая удароприемная торцевая поверхность будет обозначать, что от по меньшей мере 51% до около 95% линии контура наружной поверхности такой торцевой поверхности будет выпукло изогнутой. Согласно этому аспекту, термин «по существу» будет предусматривать геометрическую форму, которая не на 100% согласуется с указанной формой, поскольку, как здесь отмечено, наружный сегмент торцевой поверхности характеризуется конфигурацией, которая не является выпукло изогнутой. Поэтому термин «по существу» имеет отношение к элементу, который характеризуется тем, что в пределах между 51% и 100% принимает означенную геометрическую форму, если только такой элемент не исключает возможности быть охарактеризованным как на 100% имеющим такую форму, как здесь описываемую, в каковом случае термин «по существу» будет относиться к элементу, который характеризуется тем, что от 51% до 95% означенного элемента будут принимать упомянутую геометрическую форму.
В некоторых вариантах выполнения размещение керамических блоков на стадии (b) дополнительно характеризуется тем, что между соседними керамическими блоками по существу не оставляют промежутков таким образом, что по меньшей мере часть области контакта между соседними керамическими блоками лишена указанного отверждаемого при комнатной температуре связующего материала. В некоторых вариантах выполнения размещение указанных керамических блоков в стадии (b) дополнительно характеризуется тем, что между соседними керамическими блоками оставляют небольшой промежуток таким образом, что область контакта между соседними керамическими блоками включает по меньшей мере тонкий слой указанного отверждаемого при комнатной температуре связующего материала.
В некоторых вариантах выполнения керамические блоки размещают многочисленными смежными рядами и столбцами, причем основные оси указанных брикетов ориентированы по существу параллельно друг другу.
Согласно этому аспекту и в некоторых вариантах выполнения, столбцы размещены по существу перпендикулярно указанным рядам, и причем в каждом из указанных рядов керамические блоки каждого ряда смещены относительно друг друга, и в каждом из столбцов керамические блоки указанного каждого столбца смещены относительно друг друга так, что каждый из большинства указанных керамических блоков контактирует с двумя керамическими блоками в первом смежном ряду и двумя керамическими блоками во втором смежном ряду так, что каждый из большинства керамических блоков находится в контакте с четырьмя, и только с четырьмя соседними керамическими блоками, и причем в каждом ряду центры соседних керамических блоков в указанном каждом ряду смещены относительно друг друга по существу на первое расстояние, и в каждом столбце центры соседних керамических блоков в указанном каждом столбце смещены относительно друг друга по существу на второе расстояние, причем первое расстояние отличается от второго расстояния.
В еще одном аспекте, и представляющем еще один вариант осуществления изобретения, керамические блоки размещают многочисленными смежными рядами и столбцами, причем основные оси указанных керамических блоков ориентированы по существу параллельно друг другу, и причем каждый из большинства указанных керамических блоков находится в непосредственном контакте с шестью соседними керамическими блоками, с боковыми сторонами трех соседних блоков, образующими контактную впадину между ними
В некоторых вариантах выполнения способ дополнительно включает стадию, на которой на наружную поверхность указанных керамических блоков наносят грунтовочный материал.
В некоторых вариантах выполнения горизонтальная рама включает днище в дополнение по меньшей мере к четырем сторонам, причем днище и указанные по меньшей мере четыре стороны ограничивают заполняемую полость. В некоторых вариантах выполнения горизонтальная рама включает нелипкую открытую поверхность, причем поверхность ограничивает указанную заполняемую полость. В некоторых вариантах выполнения горизонтальная рама включает открытую поверхность, которая способствует сцеплению связующего материала с рамой.
В некоторых вариантах выполнения керамические блоки размещают внутри заполняемой полости в раме в один слой. В некоторых вариантах выполнения керамические блоки размещают внутри указанной заполняемой полости в указанной раме в два или более слоев.
В некоторых вариантах выполнения рама состоит из металла, древесины или пластмассы.
В некоторых вариантах выполнения отверждаемый при комнатной температуре связующий материал включает полиуретан, эпоксидную смолу, ненасыщенный сложный полиэфир, акриловый полимер или силикон.
В некоторых вариантах осуществления изобретение представляет способ ремонта композитной броневой панели, причем указанный способ включает стадии, на которых:
(а) заменяют по меньшей мере один из многочисленных керамических блоков, имеющих кривизну вершинной поверхности указанных брикетов, внутри композитной броневой панели, ремонт которой желателен;
(b) наносят отверждаемый при комнатной температуре связующий материал на область, ближайшую к той, в которой указанный по меньшей мере один из указанных многочисленных главным образом керамических блоков был заменен, таким образом, что указанный отверждаемый при комнатной температуре связующий материал главным образом покрывает указанный по меньшей мере один из многочисленных керамических блоков, необязательно оставляя непокрытой часть площади наружной поверхности указанной кривизны указанных керамических блоков; и
(d) создают условия, при которых указанный отверждаемый при комнатной температуре связующий материал отверждается и тем самым формирует цельную композитную броневую панель, содержащую керамические блоки.
Согласно этому аспекту, и в некоторых вариантах выполнения, способ дополнительно включает стадию, в которой помещают высокоэффективный текстильный продукт под областью и вблизи таковой, в которой указанный по меньшей мере один из многочисленных по существу керамических блоков, имеющий кривизну вершинной поверхности указанных брикетов, внутри композитной броневой панели, удаление которого желательно, размещен до указанного нанесения на стадии (b).
Согласно этому аспекту и в некоторых вариантах выполнения, способ дополнительно включает стадию, в которой наносят грунтовку на указанную область вблизи той, в которой указанный по меньшей мере один из указанных многочисленных по существу цилиндрических керамических брикетов был заменен до нанесения указанного отверждаемого при комнатной температуре связующего материала.
В некоторых вариантах осуществления изобретение представляет набор для подготовки или ремонта композитной панели, содержащей керамические блоки, причем указанный набор включает:
по меньшей мере один отверждаемый при комнатной температуре связующий материал;
многочисленные главным образом цилиндрические керамические блоки, имеющие кривизну вершинной поверхности указанных брикетов; и
инструкции для ремонта композитной панели, содержащей керамические брикеты.
Согласно этому аспекту, и в некоторых вариантах выполнения, набор может дополнительно включать инструменты для удаления поврежденных керамических брикетов внутри композитной брони, содержащей керамические брикеты; инструменты для нанесения указанного отверждаемого при комнатной температуре связующего материала, или их комбинацию.
Согласно этому аспекту, и в некоторых вариантах выполнения, набор может дополнительно включать горизонтальную раму, которая может быть собрана включающей по меньшей мере четыре стороны и ограничивающей заполняемую полость.
Должно быть понятно, что в способах согласно настоящему изобретению может быть предусмотрено применение наборов как здесь описано.
Различные варианты выполнения керамического блока описаны здесь с привлечением фигур, на которых:
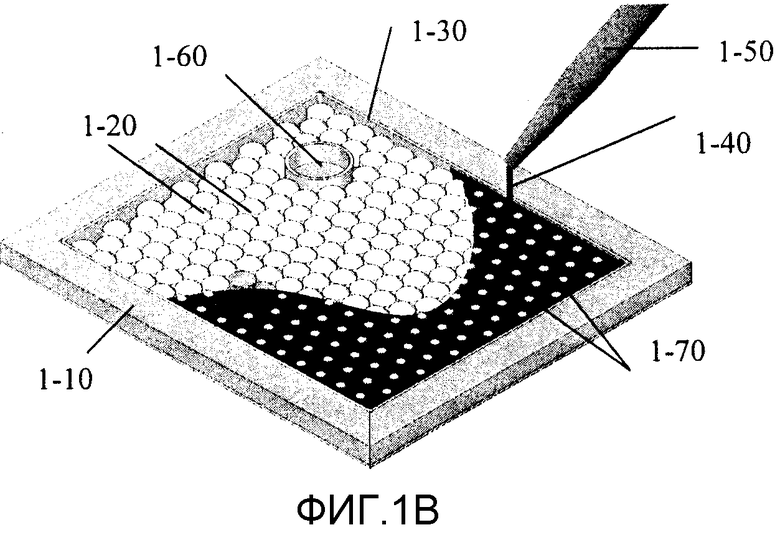
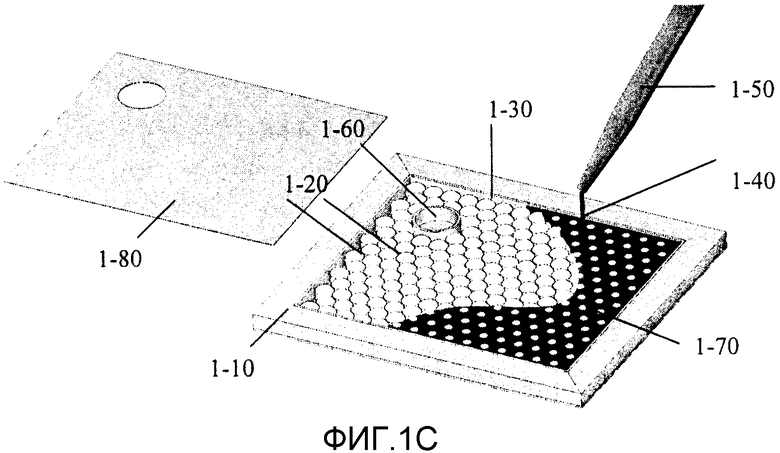
На фиг.1А схематически изображен вариант выполнения способа согласно настоящему изобретению, в которой показана прямоугольная рама 1-10, внутри которой многочисленные керамические блоки 1-20 размещены будучи полностью покрытыми отверждаемым при комнатной температуре связующим материалом. На фиг.1В изображен тот же способ, как на фиг.1А, однако после того, как выполнено нанесение отверждаемого при комнатной температуре связующего материала, в этом аспекте вершинные области 1-70 керамических блоков не покрыты связующим материалом. На верхние части вершинных областей керамических блоков может быть помещена крышка 1-80, тем самым покрывая панель и скрывая природу брони.
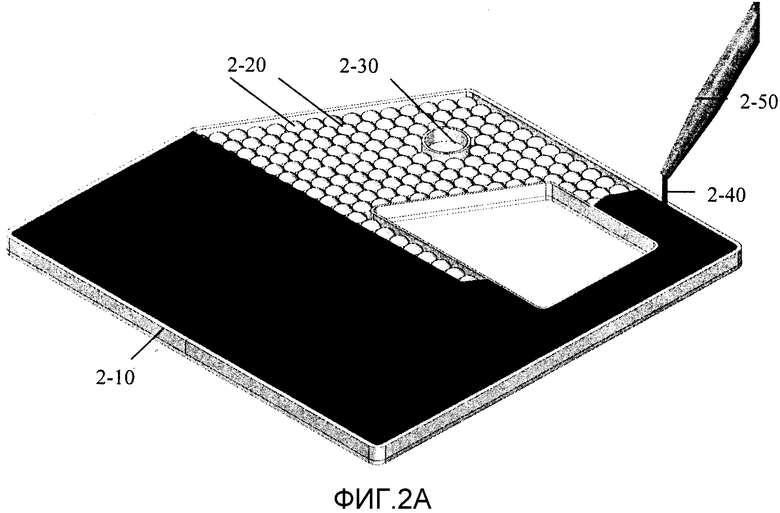
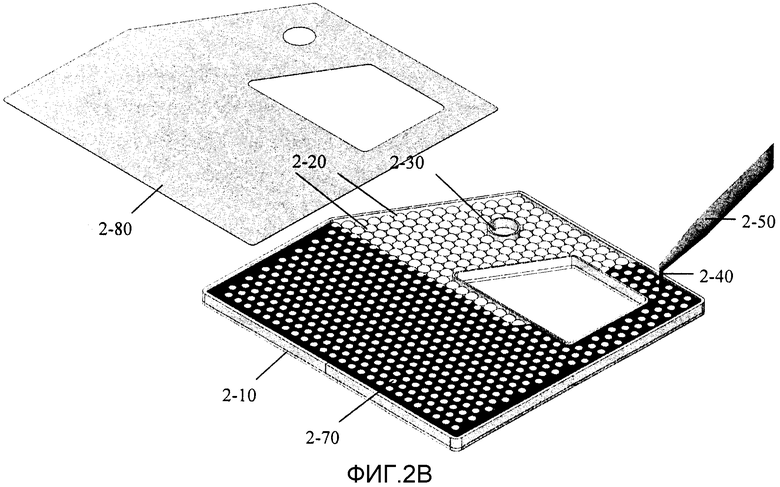
На фиг.2А изображен еще один вариант выполнения рамы 2-10, внутри которой размещены многочисленные керамические блоки 2-20. В этом варианте выполнения раме придают форму, приближенную к конструкции автомобильной двери или панели. На фиг.2В изображен такой же способ, как на фиг.2А, однако после того, как выполнено нанесение отверждаемого при комнатной температуре связующего материала, в этом аспекте вершинные области 2-70 керамических блоков не покрыты связующим материалом. На верхние части вершинных областей керамических блоков может быть помещена крышка 2-80, тем самым покрывая панель и скрывая природу брони.
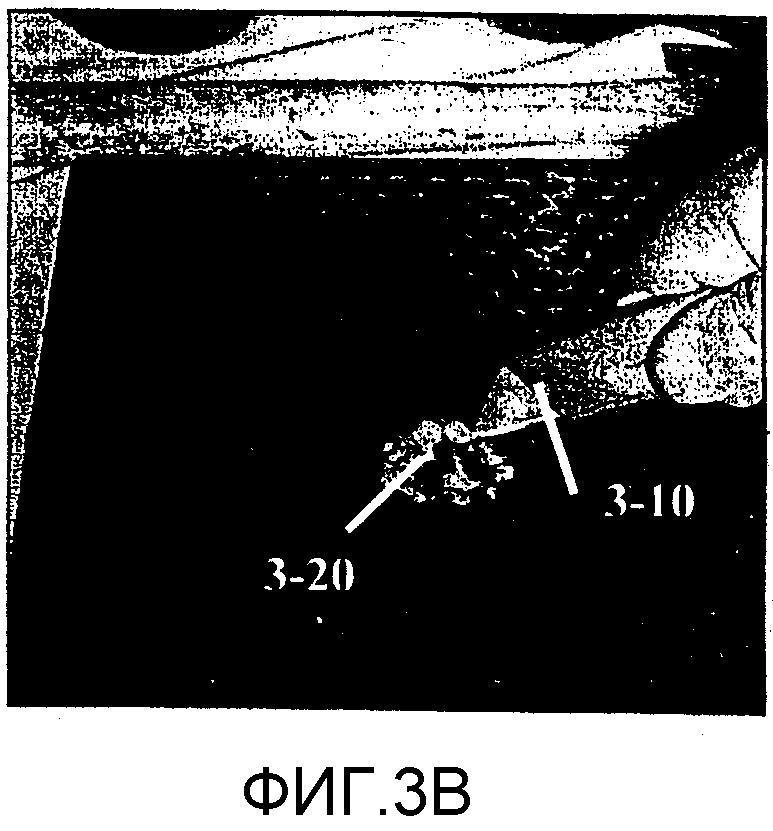
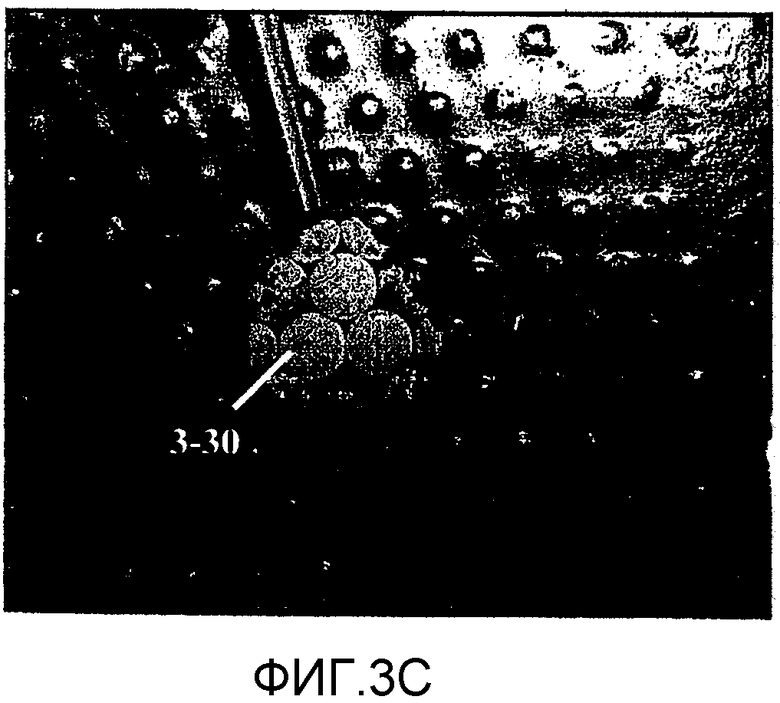
На фиг.3 схематически изображено реализованное применение способа ремонта согласно изобретению. Для обнажения и удаления поврежденных керамических блоков 3-20 и замены их целыми керамическими блоками 3-30 могут быть использованы любые средства или инструмент 3-10.
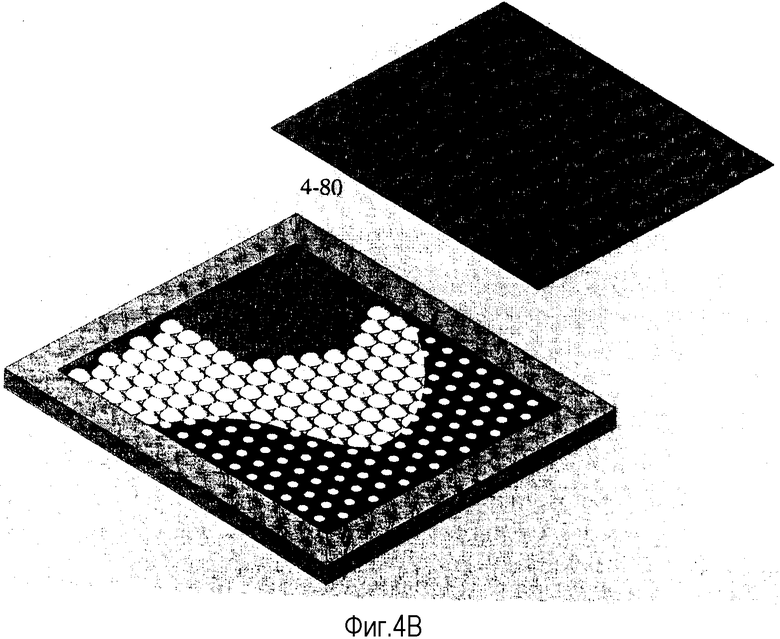
На фиг.4 схематически изображены дополнительные варианты выполнения панелей, полученных способами согласно настоящему изобретению. Согласно этому аспекту, на фиг.4А показана прямоугольная рама 4-10, внутри которой многочисленные керамические блоки 4-20 размещают на баллистическом текстильном материале 4-30, и затем раму заполняют отверждаемым при комнатной температуре связующим материалом 4-40. Когда нанесение отверждаемого при комнатной температуре связующего материала выполнено, в этом аспекте вершинные области 4-70 керамических блоков не покрыты связующим материалом. На фиг.4В изображен тот же способ, как на фиг.4А, однако показана крышка 4-80, которая может быть помещена на верхние части вершинных областей керамических блоков, тем самым покрывая панель и скрывая природу брони. На фиг.4С изображен еще один вариант выполнения способа, в котором внутри рамы может быть размещен баллистический текстильный материал 4-30, на котором размещают керамические блоки 4-20, и, после заполнения отверждаемым при комнатной температуре связующим материалом 4-40, затем поверх него может быть размещен дополнительный слой баллистического текстильного материала 4-80, служащий тем самым в качестве крышки.
Настоящее изобретение представляет, в некоторых вариантах осуществления, способы получения композитных панелей.
Способ заключается в размещении многочисленных керамических блоков, имеющих кривизну вершинной поверхности блоков, внутри заполняемой полости в горизонтальной раме.
Композитные броневые панели/пластины, которые включают керамические блоки, имеющие кривизну по меньшей мере одного своего открытого конца, хорошо известны в технологии (например, смотри патентные документы US 6203908 на имя Michael Cohen, US 6408734 на имя Michael Cohen, US 5763813 на имя Michael Cohen, US 6289781, US 5361678, US 3705558, US 3523057, US 5134725; полное содержание каждого из которых настоящим включено в качестве ссылки).
В некоторых вариантах выполнения керамические блоки, как здесь описано, состоят из любого подходящего материала, например подвергнутых спеканию огнеупорных материалов или керамических материалов, например оксида алюминия, или, в некоторых вариантах выполнения, керамических материалов, имеющих удельный вес ниже, чем у оксида алюминия, например карбида бора с плотностью 2,45, карбида кремния с плотностью 3,2, оксинитрида кремния-алюминия с плотностью около 3,2, и других, как будет понятно квалифицированному специалисту. В некоторых вариантах выполнения керамические блоки, как здесь описано, состоят из материала, например, описанного в патентном документе ЕР-А-0843149 на имя Michael Cohen, Европейской патентной заявке 98301769.0 на имя Michael Cohen, патентных документах WO-А-9815796 на имя Michael Cohen, WO 99/60327 на имя Michael Cohen, указания каждого из которых полностью включены здесь в качестве ссылки.
В некоторых вариантах выполнения керамические блоки будут состоять из такого материала, как подвергнутые спеканию оксиды, нитриды, карбиды и бориды магния, циркония, вольфрама, молибдена, титана, кремния и других
В некоторых вариантах выполнения керамические блоки будут составлены таким материалом, как оксид алюминия, карбид бора, стекло, нитрид бора, диборид титана, карбид кремния, нитрид кремния, оксид кремния, нитрид кремния, оксид магния, оксинитрид кремния-алюминия и их смеси. В некоторых вариантах выполнения керамические блоки будут состоять из подвергнутого спеканию, стабилизированного оксидом иттрия, упрочненного цирконием керамического продукта на основе оксида алюминия, такого, как описанный в патентном документе US20090163346А1 на имя Michael Cohen, полностью включенном здесь в качестве ссылки.
В некоторых вариантах выполнения керамические блоки будут составлены таким материалом, как стекло, подвергнутый спеканию огнеупорный материал и керамический материал, и имеют по меньшей мере одну ось длиной по меньшей мере 3 мм, и в некоторых вариантах выполнения каждый из таких керамических блоков может иметь по существу правильную геометрическую форму, и в некоторых вариантах выполнения такие керамические блоки дополнительно характеризуются тем, что в каждом из указанных брикетов предусмотрен канал.
В некоторых вариантах выполнения керамические блоки будут иметь по меньшей мере одну ось, имеющую длину в диапазоне от около 12 до 40 мм. В некоторых вариантах выполнения, когда включающая такие блоки броневая пластина собрана, такая пластина будет иметь вес, который не превышает 185 кг/м2.
В некоторых вариантах выполнения керамический блок имеет отношение D/R между диаметром D указанного керамического блока и радиусом R кривизны указанной выпукло изогнутой торцевой поверхности, причем отношение составляет по меньшей мере 0,64:1. В некоторых вариантах выполнения керамический блок имеет отношение D/R между диаметром D указанного керамического блока и радиусом R кривизны указанной выпукло изогнутой торцевой поверхности, причем отношение составляет по меньшей мере 0,85:1. В некоторых вариантах выполнения керамический блок имеет отношение D/R между диаметром D указанного керамического блока и радиусом R кривизны указанной выпукло изогнутой торцевой поверхности, причем отношение варьирует между по меньшей мере 0,85:1-1/28:1.
Согласно этому аспекту, и в некоторых вариантах выполнения, отношение D/R керамического блока в плане диаметра D керамического блока и радиуса R кривизны выпукло изогнутой торцевой поверхности таково, что такое значение R относится к внутреннему сегменту выпукло изогнутой торцевой поверхности, и описанные выше значения конкретно касаются такого внутреннего сегмента.
В некоторых вариантах выполнения относительные соотношения H/D/R высоты Н указанного цилиндрического блока, за исключением высоты указанной выпукло изогнутой торцевой поверхности, диаметра D указанного цилиндрического блока и радиуса R кривизны указанной выпукло изогнутой торцевой поверхности составляют между около 7,5:12,8:9 и 7,5:12,8:20.
В соответствии со способами согласно настоящему изобретению, керамические блоки предпочтительно размещают внутри заполняемой полости в горизонтальной раме.
В некоторых вариантах выполнения термин «горизонтальная рама» следует отличать от термина «вертикальная рама», когда собранные и содержащиеся в ней размещенные керамические блоки и связующий материал формируют конструкцию, определяемую как имеющую большее значение ширины конструкции, чем значение ее глубины или высоты.
В некоторых вариантах выполнения термин «горизонтальная рама» будет подразумевать способность к сборке с образованием конструкции, имеющей по меньшей мере четыре стороны, и, будучи размещенной на поверхности, формирующей границу вокруг заполняемой полости. В способах согласно настоящему изобретению могут быть использованы, в некоторых вариантах выполнения, отдельные планки или бруски, которые могут быть собраны в «рамную» конструкцию, которая, в свою очередь, образует границу вокруг заполняемой полости. В некоторых вариантах выполнения способов согласно настоящему изобретению могут быть применены планки в форме уголка, которые затем могут быть собраны в такую «рамную» конструкцию. В некоторых вариантах выполнения может быть использовано любое число элементов, которые, будучи собранными с образованием рамной конструкции, приводящей к формированию границы вокруг заполняемой полости, являются подходящими для монтажа и применения в соответствии со способами согласно настоящему изобретению. В некоторых вариантах выполнения такая рама может принимать любую геометрическую форму, когда ограничивает полость, например квадратную, прямоугольную, ромбическую, пятиугольную или любую желательную форму. В некоторых вариантах выполнения форма рамы будет приближена к желательной конфигурации панели, сборка которой желательна.
В некоторых вариантах выполнения рама состоит из металла, дерева, пластмассы или любого другого пригодного материала.
На фиг.1 изображена рама 1-10, внутри которой размещены многочисленные керамические блоки 1-20. В этом варианте выполнения рама имеет прямоугольную форму, и стенки рамы имеют явно выраженную толщину. На фиг.2 изображен еще один вариант выполнения рамы 2-10, внутри которой размещены многочисленные керамические блоки 2-20. В этом варианте выполнения рама имеет форму, приближенную к конструкции автомобильной дверцы или панели. Согласно этому аспекту, стенки рамы не имеют отчетливой толщины. На фиг.2В изображен такой же способ, как на фиг.2А, однако после того, как выполнено нанесение отверждаемого при комнатной температуре связующего материала, в этом аспекте вершинные области 2-70 керамических блоков не покрыты связующим материалом. На верхние части вершинных областей керамических блоков может быть помещена крышка 2-80, тем самым покрывая панель и скрывая природу брони.
В некоторых вариантах выполнения, в дополнение к наружной раме, в способах может быть использована вставка 1-30 внутри рамы, внутри каковой вставки размещают керамические блоки (фиг.1).
На фиг.1В изображен аспект способа согласно настоящему изобретению, в котором, когда выполнено нанесение отверждаемого при комнатной температуре связующего материала, в этом аспекте вершинные области 1-70 керамических блоков не покрыты связующим материалом. На верхние части вершинных областей керамических блоков может быть помещена крышка 1-80, тем самым покрывая панель и скрывая природу брони (фиг.1С).
На фиг.4 схематически изображены дополнительные варианты выполнения панелей, полученных способами согласно настоящему изобретению. Согласно этому аспекту, на фиг.4А показана прямоугольная рама 4-10, внутри которой многочисленные керамические блоки 4-20 размещают на баллистическом текстильном материале 4-30, и затем раму заполняют отверждаемым при комнатной температуре связующим материалом 4-40. Когда нанесение отверждаемого при комнатной температуре связующего материала выполнено, в этом аспекте вершинные области 4-70 керамических блоков не покрыты связующим материалом. На фиг.4В изображен тот же способ, как на фиг.4А, однако показана крышка 4-80, которая может быть помещена на верхние части вершинных областей керамических блоков, тем самым покрывая панель и скрывая природу брони. На фиг.4С изображен еще один вариант выполнения способа, в котором внутри рамы может быть размещен баллистический текстильный материал 4-30, на котором размещают керамические блоки 4-20, и, после заполнения отверждаемым при комнатной температуре связующим материалом 4-40, затем поверх него может быть размещен дополнительный слой баллистического текстильного материала 4-80, служащий тем самым в качестве крышки.
В некоторых вариантах выполнения горизонтальная рама включает нелипкую открытую поверхность, каковая поверхность ограничивает указанную заполняемую полость. В некоторых вариантах выполнения внутри рамы может быть помещена вставка, которая, в свою очередь, включает такую нелипкую открытую поверхность. Некоторыми примерами нелипких поверхностей являются пластические материалы, тефлон и другие, как будет понятно квалифицированному специалисту.
В некоторых вариантах выполнения горизонтальная рама включает открытую поверхность, которая способствует сцеплению нанесенного связующего материала с рамой. В некоторых вариантах выполнения внутри рамы может быть помещена вставка, которая, в свою очередь, включает открытую поверхность, которая способствует сцеплению нанесенного связующего материала со вставкой.
В некоторых вариантах выполнения термин «открытая поверхность, которая способствует сцеплению нанесенного связующего материала» с означенной конструкцией, может иметь отношение к сооружению указанной конструкции из материала, который охарактеризован таким образом, или, в некоторых вариантах выполнения, такие конструкции могут быть покрыты или обработаны для стимулирования указанного сцепления. В некоторых вариантах выполнения на указанную конструкцию может быть нанесена грунтовка для стимулирования такого сцепления. Таким образом, может быть применена любая пригодная грунтовка, известная в технологии, например, как будет понятно квалифицированному специалисту, грунтовка будет пригодной для конкретного используемого полимера. В еще одном варианте выполнения конструкция может быть обработана, например, методом напыления в вакууме или другим известным путем.
В некоторых вариантах выполнения способ может дополнительно включать стадии, на которых:
е) внутри указанной заполняемой полости размещают высокоэффективный текстильный материал;
f) размещают указанные многочисленные главным образом цилиндрические керамические брикеты, имеющие кривизну вершинной поверхности указанных брикетов, поверх указанного высокоэффективного текстильного материала; и
g) наносят указанный отверждаемый при комнатной температуре связующий материал на указанную заполняемую полость поверх указанного высокоэффективного текстильного материала.
В некоторых вариантах выполнения, такой высокоэффективный текстильный материал будет включать любой подходящий материал, известный квалифицированному специалисту, например, Kevlar®, Dyneema® или Spectra®.
В некоторых вариантах выполнения такой высокоэффективный текстильный материал будет упрочнять панель, и в некоторых вариантах выполнения такое упрочнение в особенности пригодно, когда подвергается экстремальным условиям окружающей среды, таким как чрезмерное нагревание или предельное охлаждение.
В соответствии со способами согласно настоящему изобретению, керамические блоки размещают внутри рамы. Как будет понятно квалифицированному специалисту, такое размещение будет выполнено внутри рамы, внутри вставки, установленной внутри рамы, внутри области, предназначенной для размещения керамических блоков. Такая область здесь называется как «заполняемая полость», причем внутри такой полости размещают керамические блоки, и затем наносят отверждаемый при комнатной температуре связующий материал, для создания композитных панелей, как здесь описываемых.
Размещение керамических блоков внутри рамы может быть проведено с любой компоновкой или структурой, и для этого могут быть использованы керамические блоки, варьирующие в плане их длины, диаметра, состава или их комбинации, которые будут пригодными для желательной цели, как будет понятно квалифицированному специалисту.
Например, и в некоторых вариантах выполнения, панели могут быть таким образом приспособлены для того, чтобы быть пригодными противостоять пулям с калибром между 5,56 и 9 мм, как будет понятно квалифицированному специалисту. Будет понятно, что панели также могут быть рассчитаны на пригодность к противостоянию более крупным летящим предметам.
В некоторых вариантах выполнения керамические блоки размещают многочисленными смежными рядами и столбцами, причем основные оси указанных брикетов ориентированы главным образом параллельно друг другу.
Согласно этому аспекту и в некоторых вариантах выполнения, столбцы главным образом перпендикулярны указанным рядам, и причем в каждом из указанных рядов керамические блоки указанного каждого ряда смещены относительно друг друга, и в каждом из указанных столбцов керамические блоки указанного каждого столбца смещены относительно друг друга так, что каждый из большинства указанных керамических блоков контактирует с двумя керамическими блоками в первом смежном ряду и двумя керамическими блоками во втором смежном ряду так, что каждый из большинства керамических блоков находится в контакте с четырьмя, и только с четырьмя соседними керамическими блоками, и причем в каждом ряду центры соседних керамических блоков в указанном каждом ряду смещены относительно друг друга главным образом на первое расстояние, и в каждом столбце центры соседних керамических блоков в указанном каждом столбце смещены относительно друг друга главным образом на второе расстояние, причем первое расстояние отличается от второго расстояния.
В еще одном аспекте, и представляющем еще один вариант осуществления изобретения, керамические блоки размещают многочисленными смежными рядами и столбцами, причем основные оси указанных керамических блоков ориентированы главным образом параллельно друг другу, и причем каждый из большинства указанных керамических блоков находится в непосредственном контакте с шестью соседними керамическими блоками, с боковыми сторонами трех соседних блоков, образующими контактную впадину между ними
В некоторых вариантах выполнения керамические блоки располагают внутри указанной заполняемой полости в указанной раме в один слой. В некоторых вариантах выполнения керамические блоки размещают внутри указанной заполняемой полости в указанной раме в два или более слоев.
В некоторых вариантах выполнения композитная броня согласно настоящему изобретению будет скомпонована так, чтобы создавать компактное расположение керамического блока в непосредственном контакте с 4 соседними керамическими блоками.
В некоторых вариантах выполнения композитная броня согласно настоящему изобретению будет скомпонована так, что каждый из большинства брикетов вдоль кромки пластины находится в непосредственном контакте с четырьмя соседними брикетами, тогда как внутренние брикеты в многочисленных рядах внутри пластины непосредственно контактируют с шестью соседними брикетами.
В некоторых вариантах выполнения композитная броня согласно настоящему изобретению будет скомпонована так, чтобы выглядеть как компактная решетка из керамических блоков в непосредственном контакте с 6 соседними керамическими блоками, благодаря чему такая броня имеет больший вес в расчете на квадратный фут или метр, чем матрица, в которой каждый брикет контактирует только с 4 соседними брикетами.
В некоторых вариантах выполнения композитная броня согласно настоящему изобретению будет скомпонована так, что керамические блоки размещены многочисленными смежными рядами и столбцами, причем основные оси указанных блоков ориентированы по существу параллельно друг другу, и в которой каждый из большинства указанных блоков находится в непосредственном контакте с шестью соседними блоками, причем боковые стороны трех смежных блоков формируют контактную впадину между ними.
В некоторых вариантах осуществления настоящего изобретения панели, собранные способами согласно настоящему изобретению, могут включать внутреннюю и наружную поверхность, причем указанная наружная поверхность обращена к стороне нанесения удара, и используемые керамические блоки размещены многочисленными смежными рядами, причем цилиндрические оси указанных блоков по существу параллельны между собой и перпендикулярны поверхностям панели, с изогнутыми удароприемными торцевыми поверхностями каждого из таких керамических блоков, направленными к наружной стороне, и указанная композитная броня дополнительно включает внутренний слой, смежный с указанной внутренней поверхностью указанной панели, причем указанный внутренний слой сформирован из многочисленных смежных слоев, причем каждый слой включает многочисленные однонаправленные уложенные в одной плоскости антибаллистические волокна, встроенные в отверждаемый при комнатной температуре связующий материал, причем в некоторых вариантах выполнения, волокна соседних слоев размещены под углом от около 45° до 90° относительно друг друга.
Согласно дополнительному аспекту изобретения, панели, собранные способами согласно настоящему изобретению, могут быть в форме многослойной композитной броневой панели, включающей наружный удароприемный слой, сформированный ударопоглощающей панелью, определенной выше; и внутренний слой, смежный с указанным наружным слоем и включающий баллистический материал для поглощения любой остаточной кинетической энергии от удара летящего предмета и его последствий. Будет понятно, что баллистический материал может быть любым материалом, пригодным для желательной цели, как будет известно квалифицированному специалисту, например выбор материала может быть обусловлен факторами стоимости и веса, а также желательными свойствами для предполагаемого наносящего удар летящего предмета. В некоторых вариантах выполнения материал может включать, но не ограничивается таковыми, Dyneema, Kevlar, алюминий, сталь, титан или S2, или их комбинации.
В других вариантах осуществления настоящего изобретения панели, собранные способами согласно настоящему изобретению, могут включать наружную удароприемную панель многослойной броневой панели, дополнительно включающую внутренний слой, смежный с указанной наружной пластиной, включающей вторую баллистическую панель, причем указанная наружная панель, помимо всего прочего, служит для деформирования и раздробления ударяющей высокоскоростной бронебойной пули, и указанная вторая баллистическая панель приспособлена для удержания любых остающихся фрагментов указанной пули и указанных блоков, и для поглощения остаточной энергии указанных фрагментов. Согласно этому аспекту, и в некоторых вариантах выполнения, вторая баллистическая панель может быть изготовлена из любого пригодного баллистического материала, включающего, но не ограничивающегося таковыми, алюминий, титан, Kevlar®, Dyneema®, S2, и их комбинации.
В некоторых вариантах выполнения панели, собранные способами согласно настоящему изобретению, могут включать единичный внутренний слой из используемых керамических блоков, которые связаны и удерживаются с образованием пластины с помощью отверждаемого при комнатной температуре связующего материала, главным образом внутри него, таким образом, что керамические блоки сведены в многочисленные смещенные относительно друг друга ряды и столбцы, и такие керамические блоки по существу полностью погружены в связующий материал так, что керамические блоки формируют внутренний слой, который характеризуется тем, что каждый из большинства таких керамических блоков находится в непосредственном контакте с четырьмя смежными по диагонали керамическими блоками в одном и том же слое, для создания совместного бокового фиксирования между ними, и удерживаются в смещенном состоянии относительно керамических блоков в том же ряду и керамических блоков в том же столбце упругим материалом.
Согласно еще одному аспекту осуществления изобретения, панели, собранные способами согласно настоящему изобретению, могут включать многочисленные керамические блоки и отверждаемый при комнатной температуре связующий материал, в который погружены керамические блоки, причем керамические блоки размещены слоем, состоящим из многочисленных параллельных рядов из керамических блоков и многочисленных параллельных столбцов из керамических блоков, причем столбцы главным образом перпендикулярны рядам, причем в каждом из указанных рядов керамические блоки указанного каждого ряда смещены относительно друг друга, и в каждом из указанных столбцов керамические блоки указанного каждого столбца смещены относительно друг друга, причем каждый из большинства керамических блоков контактирует с двумя керамическими блоками в первом смежном ряду и двумя керамическими блоками во втором смежном ряду так, что каждый из большинства керамических блоков находится в контакте с четырьмя, и только с четырьмя соседними керамическими блоками, и причем в каждом ряду центры соседних керамических блоков в указанном каждом ряду смещены относительно друг друга на первое расстояние, и в каждом столбце центры соседних керамических блоков в указанном каждом столбце смещены относительно друг друга на второе расстояние, причем первое расстояние отличается от второго расстояния.
На фиг.1 и 2 показано, что керамические блоки 1-20 в этих вариантах выполнения размещены многочисленными рядами и столбцами в один слой внутри рамы/вставки. Не каждое доступное пространство внутри полости обязательно упаковывают керамическими блоками, и в некоторых аспектах внутри рамы/вставки реализуют другие конструкционные принципы, например элементы 1-30, чтобы упростить крепление собранной композитной брони на надлежащем транспортном средстве или для соответствующего варианта применения.
Затем отверждаемый при комнатной температуре связующий материал наносят в заполняемую полость так, что отверждаемый при комнатной температуре связующий материал главным образом покрывает по меньшей мере часть наружной поверхности указанных керамических блоков.
На фиг.1 и 2, показано, что отверждаемый при комнатной температуре связующий материал 1-40 наносят с помощью любого подходящего устройства, в том числе непосредственным заливанием или заполнением через аппликатор 1-50, и т.д.
Отверждаемый при комнатной температуре связующий материал наносят так, что отверждаемый при комнатной температуре связующий материал главным образом покрывает указанные керамические брикеты, все же оставляя непокрытой часть площади наружной поверхности указанной кривизны указанных керамических брикетов.
В некоторых вариантах выполнения отверждаемый при комнатной температуре связующий материал представляет собой полиуретан, эпоксидную смолу, ненасыщенный сложный полиэфир, акриловый полимер или их комбинацию. В некоторых вариантах выполнения такие отверждаемые при комнатной температуре связующие материалы представляют собой жидкости или гели при первоначальном нанесении, и при воздействии созданных надлежащих условий отверждаются и образуют композитную броню, как здесь описываемую.
В некоторых вариантах выполнения таким надлежащим условием для отверждения связующего материала является обеспечение должной продолжительности отверждения. В некоторых вариантах выполнения такие надлежащие условия могут также включать добавление катализатора, облучение светом с конкретной длиной волны, приложение давления и другие средства, как известные в технологии для стимулирования отверждения связующего материала при комнатной температуре.
В некоторых вариантах выполнения способы согласно настоящему изобретению могут дополнительно включать необязательную стадию, в которой горизонтальную раму снимают с указанной цельной композитной панели, содержащей керамические брикеты.
В некоторых вариантах осуществления изобретение представляет способ ремонта композитной броневой панели, причем указанный способ включает стадии, на которых:
(а) заменяют по меньшей мере один из многочисленных главным образом цилиндрических керамических брикетов, имеющий кривизну вершинной поверхности указанных брикетов, внутри композитной броневой панели, ремонт которой желателен;
(b) наносят отверждаемый при комнатной температуре связующий материал на область, ближайшую к той, в которой указанный по меньшей мере один из указанных многочисленных по существу цилиндрических керамических брикетов был заменен, таким образом, что указанный отверждаемый при комнатной температуре связующий материал по существу покрывает указанный по меньшей мере один из многочисленных по существу цилиндрических керамических брикетов, необязательно оставляя непокрытой часть площади наружной поверхности указанной кривизны указанных керамических брикетов; и
(d) создают условия, при которых указанный отверждаемый при комнатной температуре связующий материал отверждается и тем самым формирует цельную композитную броневую панель, содержащую керамические брикеты.
В настоящее время замена отдельных керамических блоков в композитных броневых пластинах является непрактичной и по обстоятельствам невозможной, поскольку существующая методология обусловливает сборку таких пластин средствами, которые не позволяют проводить простой ремонт единичных поврежденных цилиндров.
Однако здесь описан способ подготовки композитной броневой панели, в котором используют отверждаемый при комнатной температуре связующий материал для внедрения керамических блоков внутрь композитной броневой панели, и поэтому, если единичный керамический блок или часть их в данной композитной панели повреждены, то могут быть без труда вставлены новые цилиндры, даже в сложившихся обстоятельствах воздействия в режиме реального времени, с помощью описываемых здесь способов.
На фиг.3А и 3В изображен вариант выполнения способа, как здесь описано. Для вскрытия и удаления поврежденных керамических блоков 3-20 и замены их целыми керамическими блоками 3-30 могут быть применены любое устройство или инструмент 3-10. Отверждаемый при комнатной температуре связующий материал наносят вблизи ремонтируемой зоны. В некоторых вариантах выполнения способ также может включать стадию, в которой часть отверждаемого при комнатной температуре связующего материала наносят на ремонтную зону до размещения неповрежденного керамического блока внутри такой зоны, и затем при последующем позиционировании неповрежденного керамического блока внутри такой зоны наносят остальное количество отверждаемого при комнатной температуре связующего материала.
В некоторых вариантах выполнения способ дополнительно включает стадию, в которой до нанесения отверждаемого при комнатной температуре связующего материала под ремонтной зоной и вблизи нее размещают высокоэффективный текстильный продукт. Такой высокоэффективный текстильный продукт может служить в качестве заплаты, и может дополнительно упрочнять или иным образом повышать цельность отремонтированной композитной броневой панели в зоне ремонта.
В некоторых вариантах выполнения такой высокоэффективный текстильный материал включает Kevlar®, Dyneema® или Spectra®, или любой другой подходящий подобный материал, известный в технологии.
В некоторых вариантах выполнения отверждаемый при комнатной температуре связующий материал может включать любой вариант выполнения, как описываемый здесь для этого.
В некоторых вариантах выполнения способ ремонта может дополнительно включать стадию, в которой на ремонтную зону перед нанесением отверждаемого при комнатной температуре связующего материала наносят грунтовку.
В некоторых вариантах осуществления настоящее изобретение представляет набор для подготовки или ремонта композитной панели, содержащей керамические брикеты, причем указанный набор включает:
по меньшей мере один отверждаемый при комнатной температуре связующий материал;
многочисленные керамические блоки, имеющие кривизну вершинной поверхности указанных брикетов; и
инструкции для ремонта композитной панели, содержащей керамические брикеты.
Согласно этому аспекту, и в некоторых вариантах выполнения, отверждаемый при комнатной температуре связующий материал и многочисленные керамические блоки как компоненты набора могут включать любой вариант выполнения таких материалов, как здесь описываемых.
В некоторых вариантах выполнения, набор необязательно может дополнительно включать инструменты для удаления поврежденных керамических брикетов внутри композитной брони, содержащей керамические брикеты; инструменты для нанесения указанного отверждаемого при комнатной температуре связующего материала; горизонтальную раму, которая может быть собрана так, чтобы включать по меньшей мере четыре стороны и ограничивающую заполняемую полость, или их комбинацию.
В некоторых вариантах выполнения наборы, как здесь описываемые, могут быть использованы для реализации способов согласно настоящему изобретению.
В некоторых вариантах выполнения керамический блок будет включать сформованную в виде цельной детали главным образом выпукло изогнутую удароприемную торцевую поверхность на таком первом конце.
В некоторых вариантах выполнения такие каналы могут быть просверлены в предварительно сформованных брикетах, или сами брикеты могут быть отпрессованы с таким каналом, уже созданным в них.
Таким образом, изобретение также представляет композитную броню, полученную посредством и/или с помощью наборов согласно настоящему изобретению. В некоторых вариантах выполнения керамические блоки и композитная броня, созданные в соответствии со способами согласно настоящему изобретению, могут быть приспособлены для соответствия известной композитной броне и вариантам применения брони, например, как описанным в Патентах США №№ 4665794, 4179979; 3705558; 4945814, 5763813, или патентных заявках США с серийными №№ 09/048628 и 08/944343, и представляют обсуждаемые варианты осуществления настоящего изобретения. Квалифицированному специалисту будет понятно, что можно также представить дополнительные относящиеся к делу варианты применения.
Изобретение обеспечивает преимущества в приготовлении и ремонте композитных броневых панелей перед известными и ранее описанными способами, и тем самым создает композитную броню, как будет понятно квалифицированному специалисту. Известно, что при изготовлении/приготовлении броневых панелей, включающих баллистические керамические блоки, должен быть идеально удовлетворен ряд требований, включающих высокую цельность броневых панелей в отношении попадающих летящих предметов и низкий вес, насколько это возможно, для простоты переноски и расширения возможностей применения в полевых условиях. Более того, явным преимуществом перед существующей методологией является возможность отремонтировать поврежденную панель в полевых условиях в режиме реального времени. Квалифицированному специалисту будет понятно, что вышеописанное усовершенствование представляет только одно потенциальное улучшение сравнительно с известными способами получения композитной броневой панели, и квалифицированный специалист будет принимать во внимание другие усовершенствования, и описанные здесь способы и наборы не ограничены тем, что демонстрируют такое улучшение или демонстрируют только такое улучшение.
Должно быть понятно, что повторяющееся применение кодовых номеров позиций в настоящем описании и чертежах предполагает представление одних и тех же или аналогичных признаков изобретения.
Квалифицированным специалистам в этой области технологии будет понятно, что разнообразные изменения по форме и деталям могут быть сделаны в них без выхода за пределы смысла и области изобретения, как изложенного в прилагаемой патентной формуле. Квалифицированные специалисты в этой области технологии будут принимать во внимание, или они будут в состоянии выяснить с использованием не более чем рутинных экспериментов, многие эквиваленты конкретных вариантов осуществления описанного здесь изобретения. Такие эквиваленты предполагаются входящими в пределы области пунктов формулы изобретения.
В пунктах формулы изобретения такие артикли, как “a”, “an” и “the”, означают один объект или более чем один объект, если только не оговорено противное, или иное не очевидно из контекста. Пункты формулы изобретения или описания, которые включают «или» или «и/или» между членами группы, рассматриваются как исполненные, если один, более чем один или все из членов группы присутствуют в данном продукте или процессе, используются в нем или иным образом имеют отношение к нему, если только не оговорено противное или иное не следует из контекста. Изобретение включает варианты осуществления, в которых в данном продукте или процессе присутствует, используется в нем или имеет к нему отношение исключительно один член группы. Изобретение также включает варианты осуществления, в которых в данном продукте или процессе присутствуют, используются в нем или имеют к нему отношение более чем один или все члены группы. Кроме того, должно быть понятно, что изобретение в различных вариантах осуществления представляет все вариации, комбинации и перестановки, в которых одно или более из ограничений, элементов, условий, описательных терминов и т.д. из одного или более из перечисленных пунктов патентной формулы вводят в еще один пункт формулы изобретения, зависимый от того же независимого пункта патентной формулы, если только не оговорено иное, или если бы специалисту с обычной квалификацией в этой области технологии не было бы очевидным возникновение противоречия или несообразности. Там, где элементы представлены в виде перечислений, например, в формате группы Маркуша или тому подобном, должно быть понятно, что каждая подгруппа элементов также является раскрытой, и любой(-бые) элемент(-ты) может(-гут) быть удален(-ны) из группы. Следует понимать, что, в общем, где изобретение или аспекты изобретения упоминается(-ются) как включающее(-щие) конкретные элементы, признаки и т.д., определенные варианты осуществления изобретения или аспекты изобретения состоят, или состоят главным образом, из таких элементов, признаков и т.д. Для целей простоты эти варианты осуществления не в каждом случае были специально изложены здесь в буквальном выражении.
Изобретение включает ссылку на узлы в сборе, включающие цитированный список элементов, однако в отношении цитированных и заявленных узлов в сборе должно быть понятно, что, в то время как в сборные узлы согласно настоящему изобретению могут быть введены дополнительные элементы, термин «включающий» следует толковать как «состоящий» только из этих элементов. В некоторых вариантах осуществления изобретения упоминание термина «включающий» в отношении цитированного списка элементов заявленных сборных узлов согласно настоящему изобретению должно включать сборный узел, «состоящий по существу из» таких элементов, где термин «состоящий по существу из» такого элемента имеет отношение к тому факту, что минимальные элементы, необходимые для надлежащего функционирования сборного узла, представляют собой цитированные элементы его, однако дополнительные элементы, которые обеспечивают улучшенное функционирование заявленного сборного узла, которые придают характеристики, не относящиеся к защите, создаваемой сборным узлом от энергии, связанной со взрывной волной, но тем не менее сообщающие желательные характеристики сборному узлу, являются включенными в пределы такого определения.
| название | год | авторы | номер документа |
|---|---|---|---|
| ВЫСОКОПЛОТНЫЕ КЕРАМИЧЕСКИЕ БЛОКИ И ВКЛЮЧАЮЩАЯ ИХ КОМПОЗИТНАЯ БРОНЯ | 2010 |
|
RU2462682C2 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРУКТУРИРОВАННОЙ КЕРАМИЧЕСКОЙ БРОНИ И БРОНЯ, ПОЛУЧЕННАЯ ТАКИМ СПОСОБОМ | 2011 |
|
RU2461789C1 |
| КЕРАМИЧЕСКИЙ БРОНЕЭЛЕМЕНТ И КОМПОЗИТНАЯ БРОНЯ НА ЕГО ОСНОВЕ | 2011 |
|
RU2459174C1 |
| КОМПОЗИТНАЯ БРОНЯ | 2015 |
|
RU2580603C1 |
| КОМПОЗИТНЫЕ ИЗДЕЛИЯ И СПОСОБ ИХ ИЗГОТОВЛЕНИЯ (ВАРИАНТЫ) | 2008 |
|
RU2494869C2 |
| ПАКЕТ КОМПОЗИТНОЙ БРОНИ НА ОСНОВЕ КЕРАМИКИ (ПКБК) | 2011 |
|
RU2484412C1 |
| Композитная броня | 2023 |
|
RU2820712C1 |
| СПОСОБ ОБЕСПЕЧЕНИЯ ВЛАГОСТОЙКОСТИ СТЕНОВЫХ КОНСТРУКЦИЙ (ВАРИАНТЫ) И СТЕНОВАЯ КОНСТРУКЦИЯ, ПОЛУЧЕННАЯ ЭТИМИ СПОСОБАМИ (ВАРИАНТЫ) | 2005 |
|
RU2387758C2 |
| СЛОИСТЫЕ ВОЛОКНИСТЫЕ КОМПОЗИТЫ ДЛЯ РЕШЕНИЯ БАЛЛИСТИЧЕСКИХ ЗАДАЧ | 2011 |
|
RU2593770C2 |
| Устройство теплового контроля качества композитных броневых преград | 2015 |
|
RU2608491C1 |




Группа изобретений относится к броневым пластинам, обеспечивающим баллистическую защиту личного состава, легкой и тяжелой подвижной техники и транспортных средств, а именно к способу получения композитной броневой панели, набору для приготовления или ремонта композитной панели и способу ремонта композитной броневой панели. Способ получения композитной броневой панели заключается в подготовке горизонтальной рамы, размещении керамических блоков, нанесении отверждаемого связующего материала на заполняемую плоскость, создании условий для отверждения связующего материала и удалении горизонтальной рамы. Набор содержит по меньшей мере один отверждаемый связующий материал, цилиндрические керамические блоки. Способ ремонта заключается в замене по меньшей мере одного из керамических блоков, нанесении отверждаемого связующего материала и создании условий для отверждения связующего материала. Достигается повышение ремонтопригодности и облегчение конструкции. 3 н. и 27 з.п. ф-лы, 12 ил.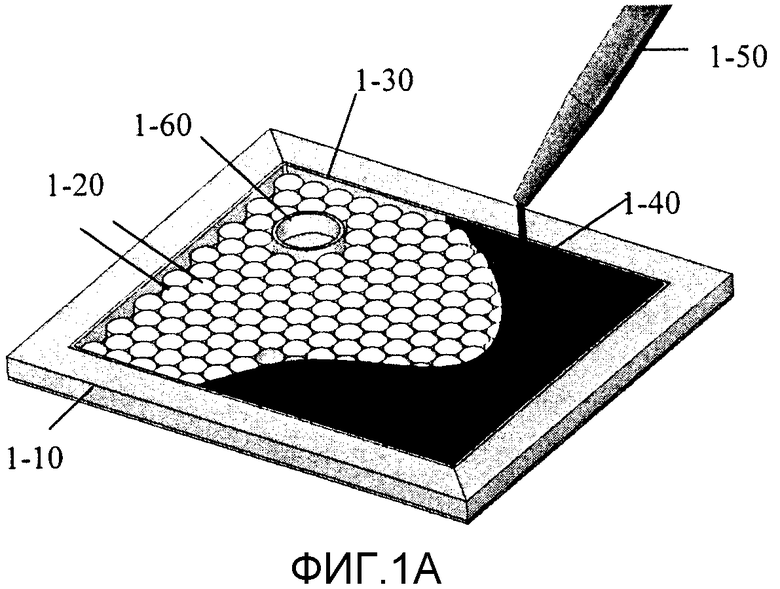
1. Способ получения композитной броневой панели, включающий стадии, на которых:
(a) подготавливают горизонтальную раму, которая может быть собрана как включающая по меньшей мере четыре стороны и ограничивающая заполняемую полость;
(b) размещают многочисленные керамические блоки, имеющие кривизну вершинной поверхности указанных блоков, внутри горизонтальной рамы в заполняемой полости;
(c) наносят отверждаемый при комнатной температуре связующий материал на заполняемую полость так, что отверждаемый при комнатной температуре связующий материал по существу покрывает по меньшей мере часть наружной поверхности керамических блоков;
(d) создают условия, при которых отверждаемый при комнатной температуре связующий материал отверждается и тем самым формирует цельную композитную броневую пластину, содержащую керамические блоки; и
(e) необязательно, удаляют горизонтальную раму с цельной композитной панели, содержащей керамические блоки.
2. Способ по п.1, дополнительно включающий стадии, на которых:
a) позиционируют высокоэффективный текстильный материал внутри заполняемой полости;
b) размещают многочисленные керамические блоки, имеющие кривизну вершинной поверхности блоков, поверх высокоэффективного текстильного материала; и
c) наносят отверждаемый при комнатной температуре связующий материал на заполняемую полость поверх высокоэффективного текстильного материала.
3. Способ по п.2, в котором указанный высокоэффективный текстильный материал включает Kevlar®, Dyneema® или Spectra®.
4. Способ по п.1, в котором керамические блоки являются по существу цилиндрическими.
5. Способ по п.1, в котором размещение керамических блоков на стадии (b) дополнительно характеризуется тем, что соседние керамические блоки по существу размещают без промежутков таким образом, что по меньшей мере часть области контакта между соседними керамическими блоками лишена отверждаемого при комнатной температуре связующего материала.
6. Способ по п.1, в котором размещение керамических блоков на стадии (b) дополнительно характеризуется тем, что между соседними керамическими блоками оставляют небольшой промежуток таким образом, что область контакта между соседними керамическими блоками включает по меньшей мере тонкий слой отверждаемого при комнатной температуре связующего материала.
7. Способ по п.1, в котором керамические блоки размещают многочисленными смежными рядами и столбцами, причем основные оси указанных блоков ориентированы по существу параллельно друг другу.
8. Способ по п.7, в котором указанные столбцы размещают по существу перпендикулярно указанным рядам, причем в каждом из указанных рядов керамические блоки каждого ряда смещают относительно друг друга, и в каждом из столбцов керамические блоки каждого столбца смещают относительно друг друга так, что каждый из большинства керамических блоков контактирует с двумя керамическими блоками в первом смежном ряду и двумя керамическими блоками во втором смежном ряду так, что каждый из большинства керамических блоков находится в контакте с четырьмя, и только с четырьмя соседними керамическими блоками, при этом в каждом ряду центры соседних керамических блоков в указанном каждом ряду смещают относительно друг друга по существу на первое расстояние, и в каждом столбце центры соседних керамических блоков в указанном каждом столбце смещают относительно друг друга по существу на второе расстояние, причем первое расстояние отличается от второго расстояния.
9. Способ по п.7, в котором керамические блоки размещают многочисленными смежными рядами и столбцами, причем основные оси керамических блоков ориентируют по существу параллельно друг другу, при этом каждый из большинства керамических блоков находится в непосредственном контакте с шестью соседними керамическими блоками, с боковыми сторонами трех соседних блоков, образующими контактную впадину между ними.
10. Способ по п.1, дополнительно включающий стадию, на которой на наружную поверхность керамических блоков наносят грунтовочный материал.
11. Способ по п.1, в котором горизонтальная рама включает днище в дополнение по меньшей мере к четырем сторонам, причем днище и по меньшей мере четыре стороны ограничивают заполняемую полость.
12. Способ по п.1, в котором горизонтальная рама включает нелипкую открытую поверхность, причем поверхность ограничивает заполняемую полость.
13. Способ по п.1, в котором горизонтальная рама включает открытую поверхность, которая способствует сцеплению связующего материала с рамой.
14. Способ по п.1, в котором керамические блоки размещают внутри заполняемой полости в раме в один слой.
15. Способ по п.1, в котором керамические блоки размещают внутри заполняемой полости в раме в два или более слоев.
16. Способ по п.1, в котором рама состоит из металла, древесины или пластмассы.
17. Способ по п.1, в котором отверждаемый при комнатной температуре связующий материал включает полиуретан, эпоксидную смолу, ненасыщенный сложный полиэфир, акриловый полимер или силикон.
18. Способ по п.1, в котором керамические блоки имеют содержание Al2O3 по меньшей мере 85% по весу и удельный вес по меньшей мере 2,5 г/см3.
19. Способ по п.1, в котором керамические блоки имеют содержание Al2O3 по меньшей мере 90% по весу и удельный вес по меньшей мере 3 г/см3.
20. Способ по п.1, в котором керамические блоки состоят из карбида бора, дибромида титана, карбида кремния, оксида магния, оксинитрида кремния-алюминия, оксида алюминия или их смесей.
21. Набор для приготовления или ремонта композитной панели, содержащей керамические блоки, содержащий: по меньшей мере один отверждаемый при комнатной температуре связующий материал; многочисленные по существу цилиндрические керамические блоки, имеющие кривизну вершинной поверхности указанных блоков; и, при необходимости, инструкции для ремонта композитной панели, содержащей керамические блоки.
22. Набор по п.21, дополнительно включающий инструменты для удаления поврежденных керамических блоков внутри композитной брони, содержащей керамические блоки, инструменты для нанесения указанного отверждаемого при комнатной температуре связующего материала или их комбинацию.
23. Набор по п.21, дополнительно включающий горизонтальную раму, которая может быть собрана как включающая по меньшей мере четыре стороны и ограничивающая заполняемую полость.
24. Набор по п.21, в котором указанный отверждаемый при комнатной температуре связующий материал включает полиуретан, эпоксидную смолу, ненасыщенный сложный полиэфир, акриловый полимер или силикон.
25. Способ ремонта композитной броневой панели, включающий стадии, на которых:
(a) заменяют по меньшей мере один из многочисленных керамических блоков, имеющий кривизну вершинной поверхности блоков, внутри композитной броневой панели, ремонт которой желателен;
(b) наносят отверждаемый при комнатной температуре связующий материал на область, ближайшую к той, в которой указанный по меньшей мере один из указанных многочисленных по существу керамических блоков был заменен таким образом, что отверждаемый при комнатной температуре связующий материал по существу покрывает по меньшей мере один из многочисленных керамических блоков, необязательно оставляя непокрытой часть площади наружной поверхности указанной кривизны керамических блоков; и
(d) создают условия, при которых отверждаемый при комнатной температуре связующий материал отверждается и тем самым формирует цельную композитную броневую панель, содержащую керамические блоки.
26. Способ по п.25, дополнительно включающий стадию, на которой помещают высокоэффективный текстильный продукт под областью и вблизи таковой, в которой указанный по меньшей мере один из многочисленных по существу керамических блоков, имеющий кривизну вершинной поверхности указанных блоков, внутри композитной броневой панели, удаление которого желательно, размещен до нанесения на стадии (b).
27. Способ по п.26, в котором указанный высокоэффективный текстильный материал включает Kevlar®, Dyneeraa® или Spectra®.
28. Способ по п.25, в котором указанный отверждаемый при комнатной температуре связующий материал включает полиуретан, эпоксидную смолу, ненасыщенный сложный полиэфир, акриловый полимер или силикон.
29. Способ по п.25, дополнительно включающий стадию, на которой наносят грунтовку на указанную область вблизи той, где по меньшей мере один из указанных многочисленных по существу цилиндрических керамических блоков был заменен, до нанесения отверждаемого при комнатной температуре связующего материала.
30. Способ по п.25, в котором в указанном способе для указанного ремонта используют набор по п.21.
| EP 1980813 A2, 15.10.2008 | |||
| US 2007034074 A1, 15.02.2007 | |||
| СПОСОБ РЕМОНТА КОМБИНИРОВАННОЙ БРОНИ | 2000 |
|
RU2181651C2 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2239534C1 |
| Коррекционное устройство | 1939 |
|
SU68674A1 |
| МНОГОСЛОЙНАЯ БРОНЕПРЕГРАДА | 2003 |
|
RU2239148C1 |
| US 6203908 B1, 20.03.2001 | |||
| БРОНЕВОЙ ЭЛЕМЕНТ | 2006 |
|
RU2315257C1 |

