Способ относится к машиностроению, а именно к обработке материалов резанием, и может быть использован на машиностроительных предприятиях для эффективной чистовой обработки заготовок из различных металлов, предрасположенных к дефектообразованию.
Известен способ для очистки поверхностей от продуктов коррозии, окалины и т.д. с помощью устройства, содержащего приводной диск с поочередно размещенными по его окружности пучками ворса и установленными в сквозных отверстиях диска абразивными цилиндрами [1].
Недостатками известного способа являются узкая специализация, которая ограничивает применения его для обработки тел вращения, при этом свободное вращение абразивных цилиндров только за счет сил трения не позволяет интенсифицировать процесс обработки, кроме того, по мере износа абразива цилиндры будут с меньшим усилием прижиматься к обрабатываемой поверхности из-за свойств прижимных пружин, причем способ и устройство не позволяют полностью использовать режущие свойства абразива, который требует очень большой скорости вращения (порядка нескольких тысяч оборотов при таких малых диаметрах цилиндров) диска, что трудно осуществить по динамическим соображениям, тем самым будет снижаться производительность и качество обработки.
Задача изобретения - повышение производительности, качества обработки и долговечности инструмента.
Это достигается способом комбинированной иглоабразивной обработки поверхностей вращения, включающим сообщение вращательных движений и движения подачи заготовке и комбинированной инструментальной головке с расположенными в ней шлифовальным кругом и втулкой с закрепленными на ней упругими резцовыми элементами в виде игл, причем используют комбинированную инструментальную головку с корпусом-втулкой, на которой размещены шлифовальный круг, имеющий аксиально смещенный рабочий слой в направлении продольной подачи и выполненный в виде корпуса с базовым отверстием и с эксцентричной базовой периферийной поверхностью, несущей разновысокие абразивные сегменты, установленные на держателях с возможностью смещения по окружности, а также втулка с иглами, расположенными параллельными рядами, и с прокладками в виде колец, размещенными между иглами, в которых выполнены сквозные отверстия, имеющие равные диаметры в иглах одного ряда и увеличивающиеся - в иглах соседнего ряда в направлении от торца втулки со стороны шлифовального круга к противоположному ее торцу, при этом шлифовальный круг на корпусе-втулке установлен с возможностью поворота относительно нее с угловым смещением абразивных сегментов вокруг оси, перпендикулярной оси вращения головки.
При этом используют шлифовальный круг, базовая периферийная поверхность корпуса которого выполнена в виде цилиндрического ломаного пояска с плоскостью симметрии, расположенной под углом к оси круга, а каждый из держателей разновысоких абразивных сегментов выполнен в виде цилиндра и установлен в контакте с цилиндрическим пояском с возможностью поворота относительно своей оси.
Кроме того, осуществляют черновую и чистовую обработки, при этом для черновой обработки шлифовальный круг иглы втулки устанавливают с большим аксиальным смещением рабочих слоев, для чистовой обработки - с минимальным аксиальным смещением или равным нулю.
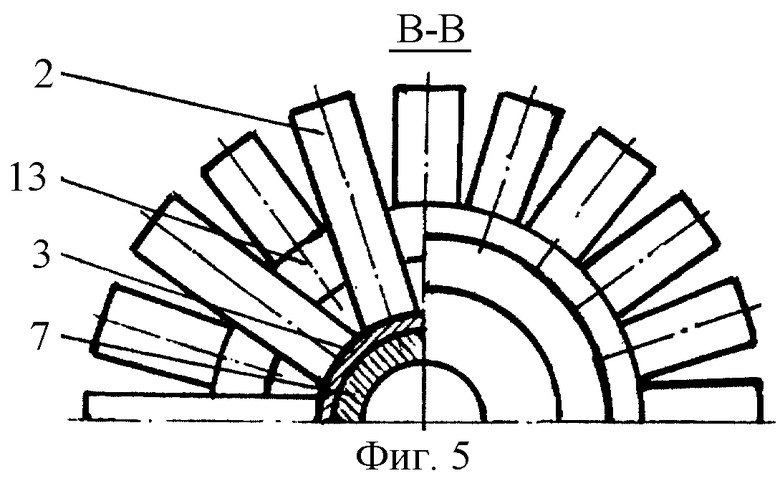
Сущность изобретения поясняется чертежами. На фиг.1 схематично показан инструмент для реализации предлагаемого способа комбинированной иглоабразивной обработки, настроенный на максимальный угол наклона аксиально-смещенного абразивного режущего слоя и резцовых элементов в виде игл; на фиг.2 - инструмент для реализации предлагаемого способа комбинированной иглоабразивной обработки, настроенный на минимальный (нулевой) угол наклона аксиально-смещенного режущего слоя; на фиг.3 - сечение по А-А на фиг.1; на фиг.4 - элемент Б на фиг.1, вариант 2 - торцы резцовых элементов в виде игл не правлены, на фиг.5 - сечение по В-В на фиг.2; на фиг.6 - сечение Г-Г на фиг.2; на фиг.7 - сечение по Д-Д на фиг.2; на фиг.8 - развертка следа комбинированного инструмента на обрабатываемой поверхности.
Предлагаемый способ комбинированной иглоабразивной обработки предназначен для чистовой и отделочной обработки поверхностей вращения как валов, так и отверстий, при которых заготовке и комбинированной инструментальной головке сообщают вращательные движения и движение подачи вдоль обрабатываемой поверхности. Способ может быть применен и для обработки плоскостей периферией комбинированной инструментальной головки.
В состав комбинированной инструментальной головки входят: абразивный круг 1 и иглоинструмент 2, состоящий из втулки 3 с рабочими режущими элементами 4 в виде игл. Абразивный круг 1 берут с аксиальным смещением в направлении продольной подачи рабочего слоя. Круг 1 выполнен в виде корпуса 5 с базовым отверстием и с эксцентричной базовой периферийной поверхностью, несущей разновысокие абразивные сегменты 6, установленные на держателях с возможностью смещения по окружности.
Комбинированная головка снабжена корпусом-втулкой 7, на котором установлен круг 1 с возможностью поворота относительно корпуса-втулки 7 с угловым смещением абразивных элементов 6 относительно оси, перпендикулярной оси вращения круга [2].
Базовая периферийная поверхность корпуса 5 выполнена в виде цилиндрического ломаного пояска, плоскость симметрии которого расположена под углом к оси круга, а каждый из держателей разновысоких абразивных сегментов 6 выполнен в виде цилиндра и установлен в контакте с цилиндрическим пояском с возможностью поворота относительно своей оси. Цилиндрическая поверхность сегментов 6 позволяет поворачивать их относительно собственной оси цилиндра при настройке угла наклона режущей части. Сегменты 6 установлены на ломаном цилиндрическом пояске корпуса 5, выполненного с эксцентриситетом относительно оси вращения круга, контактируют с ломаной цилиндрической поверхностью корпуса с одной стороны и зажимной планшайбой 8 - с другой стороны и образуют непрерывную поверхность круга. Планшайба поджата к торцу корпуса через прокладку и закреплена болтами 9 по одному болту на сегмент.
Кроме того, ломаный цилиндрический поясок с сегментами выполнен под острым углом α к оси отверстия корпуса. В корпусе 5 установлены балансировочные грузики 10.
Абразивные разновысокие сегменты состоят из металлической подложки и абразивного слоя, нанесенного на подложку. Металлическая подложка выполнена постоянной по высоте на всех абразивных элементах.
Корпус 5 устанавливается на корпусе-втулке 7, наружная цилиндрическая поверхность которой выполнена под углом α относительно отверстия, с возможностью взаимного поворота и крепится на корпусе-втулке через втулку 3 косой шайбой 11 и гайкой 12. Косой торец шайбы 11 параллелен торцу буртика корпуса-втулки, который выполнен перпендикулярным направляющей наружной цилиндрической поверхности.
Поворотом корпуса круга относительно корпуса-втулки плавно регулируется угол наклона режущей рабочей поверхности круга от 0 (фиг.2) до 2α (фиг.1).
Регулирование (восстановление) диаметра по мере износа круга и при изменении угла наклона режущей поверхности осуществляется следующим образом. Раскрепляют планшайбу 8, убирают сегменты с изношенным абразивным слоем, на их место передвигают соседние сегменты и т.д. На освободившееся место ставят новые сегменты, имеющие начальную высоту, восстанавливая таким образом первоначальный рабочий диаметр круга. Затем вновь закрепляют планшайбу 8, поджимают винты 9 и правят рабочую абразивную поверхность.
На корпусе-втулке 7 размещена втулка 3 с закрепленными на ней упругими резцовыми элементами 4 в виде игл, расположенными параллельными рядами, и прокладки 13 в виде колец, размещенных между резцовыми элементами 4 [3]. В резцовых элементах 4 в виде игл выполнены сквозные отверстия диаметром, равным в резцовых элементах одного ряда и увеличивающимся - в соседнем ряду в направлении от абразивного круга к противоположному торцу.
Сборка и работа иглоинструмента осуществляется следующим образом. На втулку 3 устанавливают резцовые элементы 4 в виде игл, которые приваривают к втулке 3. Резцовые элементы 4 в виде игл могут быть установлены как радиально, так и тангенциально, под углом не более 10-20°. Параллельные ряды резцовых элементов 4 могут быть перпендикулярными к оси инструмента или по спирали, угол наклона которой зависит от диаметра резцовых элементов 4, от диаметра втулки 3. Прокладки 13 могут быть кольцевыми или в виде части спирали. Между резцовыми элементами 4 размещают прокладки 13, устанавливают косую 11 или плоскую 14 (фиг.2) шайбу и закрепляют гайкой 12, обеспечивая взаимодействие поверхности резцовых элементов 4 и колец 13.
Перемещение инструмента вдоль обрабатываемого материала обеспечивают таким образом, что вначале поверхность обрабатывают элементы 4 в виде игл с большим внутренним диаметром отверстия, т.е. менее жесткие, затем менее упругие и окончательно - абразив (фиг.8). Таким образом, весь припуск, оставленный под иглоабразивную обработку, распределяется между менее упругими резцовыми элементами в виде игл, более жесткими элементами и абразивом, который окончательно калибрует и “выхаживает” обрабатываемую поверхность.
С целью интенсификации процесса черновую обработку ведут с большим углом наклона режущего слоя абразивного круга 1 и резцовых элементов 4 в виде игл к плоскости, перпендикулярной оси вращения. Благодаря наклону резцовых элементов 4 (фиг.4) появляется задний угол α между наклонным торцом режущего элемента и обрабатываемой поверхностью и передний отрицательный угол (-γ), образующие угол резания β и позволяющие увеличить скорость съема металла, т.е. производительность.
С целью улучшения качества обработки предпочтительно чистовую обработку вести с минимальным углом наклона круга и резцовых элементов в виде игл или равным нулю.
Частота колебательного движения аксиально-смещенного режущего абразивного слоя и резцовых элементов в виде игл будет равна частоте вращения шпинделя, на котором закреплена комбинированная иглоабразивная головка. Использование комбинированного инструмента, работающего по предлагаемому способу, позволяет вести обработку с использованием всей периферийной рабочей части инструмента с сохранением преимущества процесса прерывистого абразивной и иглообрабработки. Производительность такого способа чистовой комбинированной обработки можно повысить в 2...2,5 раза, а шероховатость поверхности - на 1-2 класса. При этом расход абразивного инструмента снижается на 25...35%.
Пример. На внутришлифовальном станке мод. 3К228В обрабатывали сквозное отверстие диаметром Д=60Н7(+0,03) и длиной 60 мм. Параметр шероховатости обрабатываемой поверхности Ra=0,63 мкм. Припуск на сторону 0,4 мм. Материал заготовки - сталь 45, закаленная, твердость HRC 45. Станок оснащен устройством для активного контроля обрабатываемых заготовок. Абразивный круг марки 24А25П25К8А диаметром 50 мм, иглоинструмент - наружный диаметр резцовых элементов в виде полых игл 2-4 мм, диаметры отверстий 1-2 мм при толщине стенки не менее 0,5 мм. Количество резцовых элементов 4 в ряду зависит от диаметра втулки 3, а количество рядов 4. Обработка проводилась при следующих режимах резания.
Частоту вращения круга принимали 13000 мин-1; частоту вращения заготовки - 200 мин-1. Продольная подача - 5390 мм/мин. Поперечная подача для обычных шлифовальных кругов рекомендуется 0,004 мм/дв. ход; для данного специального комбинированного инструмента принимали - 0,008 мм/дв. ход. Охлаждающая жидкость - эмульсия. Угол наклона - 10°, амплитуда А при этом составила 8 мм. Для обеспечения необходимого качества и размерной точности обработки потребовалось основного времени 0,6 мин, что в 2 раза быстрее, чем при обычной абразивной обработке.
Применение данного способа комбинированной иглоабразивной обработки позволяет исключить операцию чернового и получистового шлифования благодаря улучшению шероховатости поверхности на 1-2 класса. При этом расход абразивного инструмента снижается в среднем на ~ 30%.
Источники информации
1. А.с. СССР 1493248, МКИ А 46 В 7/08, В 24 В 45/00. Устройство для обработки поверхностей. Перепичка Е.В. и Скалько Н.С. Заявка №3984461/31-12, заявл. 04.12.85, опубл. 15.07.89. Бюл. №26 – прототип.
2. Патент РФ 2073598, МКИ В 24 D 5/06. Шлифовальный круг. Степанов Ю.С., Афанасьев Б.И. Заявка №95102414/08, заявл. 23.02.95, опубл. 20.02.97. Бюл. №5.
3. А.с. СССР 1511017, МКИ В 23 С 5/06, А 46 В 7/10. Инструмент для обработки поверхностей. Галяев А.Д., Штейнгарт Л.А. Заявка №4342476/25-08, заявл. 25.11.87, опубл. 30.09.89. Бюл. №36.
| название | год | авторы | номер документа |
|---|---|---|---|
| ИГЛО-АБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239543C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ИГЛО-АБРАЗИВНОЙ ОБРАБОТКИ | 2003 |
|
RU2230651C1 |
| КОМБИНИРОВАННЫЙ ИГЛОАБРАЗИВНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2237571C1 |
| ШЛИФОУПРОЧНЯЮЩИЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239544C1 |
| КОМБИНИРОВАННЫЙ СПОСОБ ШЛИФОВАНИЯ С ФРИКЦИОННЫМ ПОВЕРХНОСТНЫМ УПРОЧНЕНИЕМ | 2003 |
|
RU2241587C1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1995 |
|
RU2073598C1 |
| ИГЛО-АБРАЗИВНО-АЛМАЗНЫЙ КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2236934C1 |
| СПОСОБ КОМБИНИРОВАННОЙ ИГЛО-АБРАЗИВНО-АЛМАЗНОЙ ОБРАБОТКИ | 2003 |
|
RU2233737C1 |
| КОМБИНИРОВАННЫЙ ИГЛОШЛИФОВАЛЬНЫЙ ИНСТРУМЕНТ | 2003 |
|
RU2239547C1 |
| КОМБИНИРОВАННЫЙ ИНСТРУМЕНТ | 1996 |
|
RU2100177C1 |






Изобретение относится к области машиностроения и может быть использовано для эффективной отделочной чистовой обработки заготовок из различных материалов, предрасположенных к дефектообразованиям в виде прижогов и микротрещин. Для осуществления способа обработки используют комбинированную инструментальную головку, содержащую корпус-втулку, на которой размещены шлифовальный круг и втулка с закрепленными на ней упругими резцовыми элементами в виде игл. Шлифовальный круг имеет аксиально-смещенный рабочий слой в направлении продольной подачи и выполнен в виде корпуса с базовым отверстием и с эксцентричной базовой периферийной поверхностью, несущей разновысокие абразивные сегменты. Последние установлены на держателях с возможностью смещения по окружности. Между расположенными параллельными рядами иглами втулки размещены прокладки в виде колец, в которых выполнены сквозные отверстия, имеющие равные диаметры в иглах одного ряда и увеличивающиеся - в иглах соседнего ряда в направлении от торца втулки со стороны шлифовального круга к противоположному ее торцу. Шлифовальный круг на корпусе-втулке установлен с возможностью поворота относительно нее с угловым смещением абразивных сегментов вокруг оси, перпендикулярной оси вращения инструмента. В результате повышаются долговечность инструмента, качество и производительность обработки из-за возможности ее ведения на повышенных режимах резания. 2 з.п. ф-лы, 8 ил.

| Устройство для обработки поверхности | 1985 |
|
SU1493248A1 |
| ШЛИФОВАЛЬНЫЙ КРУГ | 1995 |
|
RU2073598C1 |
| Инструмент для обработки поверхностей | 1987 |
|
SU1511017A1 |
| Устройство перемещения тележки для обслуживания воздушной линии электропередачи по проводам | 1986 |
|
SU1457037A2 |

