Область техники, к которой относится изобретение
[0001] Настоящее изобретение относится к способу ротационной вытяжки для обработки цилиндрических деталей, таких как ротор электромотора, барабан муфты и подобное, и к валу ротора.
Уровень техники
[0002] В общем, цилиндрические детали, такие как ротор электромотора, барабан муфты и подобное изготавливаются согласно способу штамповки-резки. Кроме того, при изготовлении цилиндрических деталей посредством использования способа ротационной вытяжки, приспособлен способ расщепления с использованием одного элемента дискообразного листа в качестве рабочего материала, разделения периферийного края этого листа на две части в направлении толщины и расщепления этого разделенного материала (например, см. патентный документ 1).
Здесь, "ротационная вытяжка" относится к способу пластической обработки, который обеспечивает формование посредством сжатия листового материала (заготовки) во вращающейся пресс-форме (оправке/патроне) с использованием технологического ролика или лопатки.
Документы предшествующего уровня техники
Патентные документы
[0003] Патентный документ 1. Патент Японии номер 4123705
Сущность изобретения
Цель изобретения
[0004] Тем не менее, традиционный способ ротационной вытяжки представляет собой способ разнесения для разделения периферийного края листа на две части в направлении толщины и расщепления этого разделенного материала. Следовательно, возникает проблема в усложнении процесса при обработке цилиндрических деталей, которые имеют неуравновешенную толщину листа и массу.
[0005] Настоящее изобретение разработано с учетом проблемы, описанной выше, и одна задача заключается в том, чтобы предоставлять способ ротационной вытяжки, допускающий упрощение процесса даже для цилиндрических деталей, которые имеют неуравновешенную толщину листа и массу.
Средство решения задачи
[0006] Для решения задачи, описанной выше, настоящее изобретение предусматривает этап соединения материалов, этап разделения и деформации материала, а также этап формирования цилиндра для способа ротационной вытяжки для обработки цилиндрических деталей.
Этап соединения материалов предусматривает выравнивание и соединение поверхности листов, по меньшей мере, для двух листов металлических пластин.
Этап разделения и деформации материала предусматривает вращение металлической пластины посредством вращения вала, который является перпендикулярным поверхности листового материала, и разделение и деформацию посредством приложения силы в позиции соединения на периферии, по меньшей мере, двух листов металлических пластин, которые были соединены.
Этап формирования цилиндра обеспечивает приложение силы, по меньшей мере, к одному листу металлической пластины и формирует цилиндр вдоль упомянутого вращательного вала.
Преимущества изобретения
[0007] Следовательно, цилиндрические детали изготавливаются посредством этапов, включающих этап соединения материалов, этап разделения и деформации материала, этап формирования цилиндра.
А именно, цилиндрические детали изготавливаются согласно способу разделения и деформации, который предусматривает деформацию посредством приложения силы в позиции соединения на периферии, по меньшей мере, двух листов металлических пластин, которые соединены согласно способу ротационной вытяжки, вместо способа расщепления, который предусматривает разделение и разнесение периферийной кромки одного листа дискообразного листового материала на две части в направлении толщины.
Следовательно, распределение объема в форме готового продукта учитывается при определении толщины и формы листа, по меньшей мере, двух металлических пластин, которые являются рабочими материалами, и поверхности определяемых металлических пластин выравниваются и соединяются заранее. Следовательно, могут обрабатываться с помощью простого процесса даже цилиндрические детали, которые имеют неуравновешенную толщину листа и массу.
Как результат, процесс становится простым даже для цилиндрических деталей, которые имеют неуравновешенную толщину листа и массу.
Краткое описание чертежей
[0008] Фиг. 1 является видом в поперечном сечении, показывающим модуль электромотора и муфты гибридного транспортного средства, который использует вал ротора, изготовленный согласно способу ротационной вытяжки с ламинированием в первом варианте осуществления.
Фиг. 2 является видом в поперечном сечении, показывающим вал ротора, изготовленный согласно способу ротационной вытяжки с ламинированием в первом варианте осуществления.
Фиг. 3 является пояснительным изображением этапа, показывающим соединение материала (a) на этапе соединения материалов и форму конечного продукта (b) вала ротора в способе ротационной вытяжки с ламинированием в первом варианте осуществления.
Фиг. 4 является пояснительным изображением этапа, показывающим материал для разделения и деформации на этапе разделения и деформации материала в способе ротационной вытяжки с ламинированием в первом варианте осуществления.
Фиг. 5 является пояснительным изображением этапа, показывающим материал для формирования цилиндра на этапе формирования цилиндра в способе ротационной вытяжки с ламинированием в первом варианте осуществления.
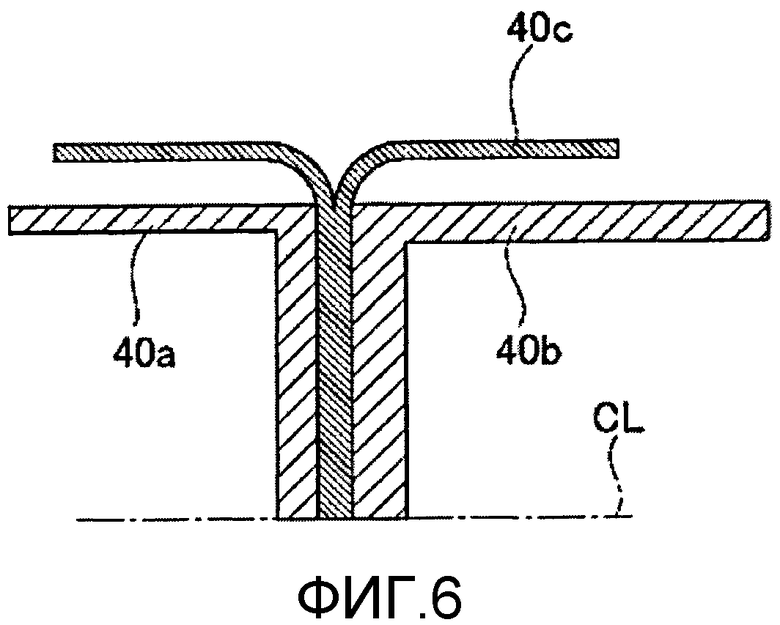
Фиг. 6 является пояснительным изображением этапа, показывающим материал для расщепления на этапе расщепления в способе ротационной вытяжки с ламинированием в первом варианте осуществления.
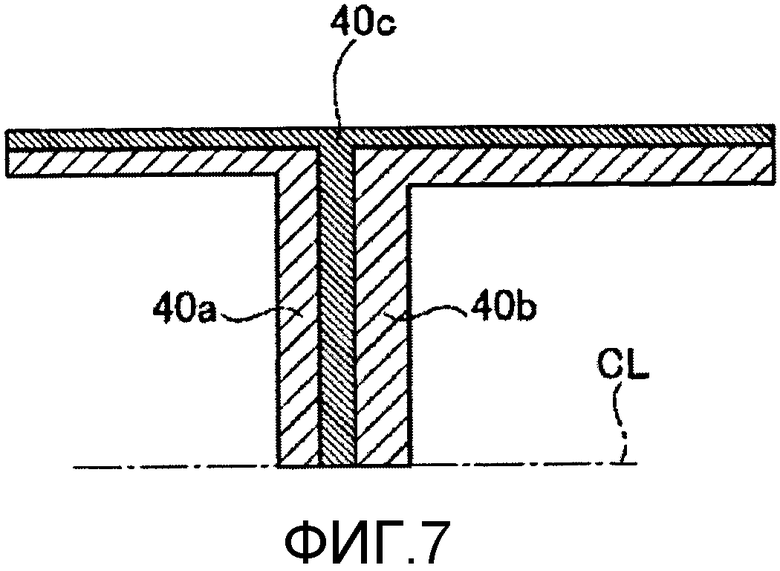
Фиг. 7 является изображением, показывающим материал для формирования алюминиевого слоя на этапе формирования алюминиевого слоя в способе ротационной вытяжки с ламинированием в первом варианте осуществления.
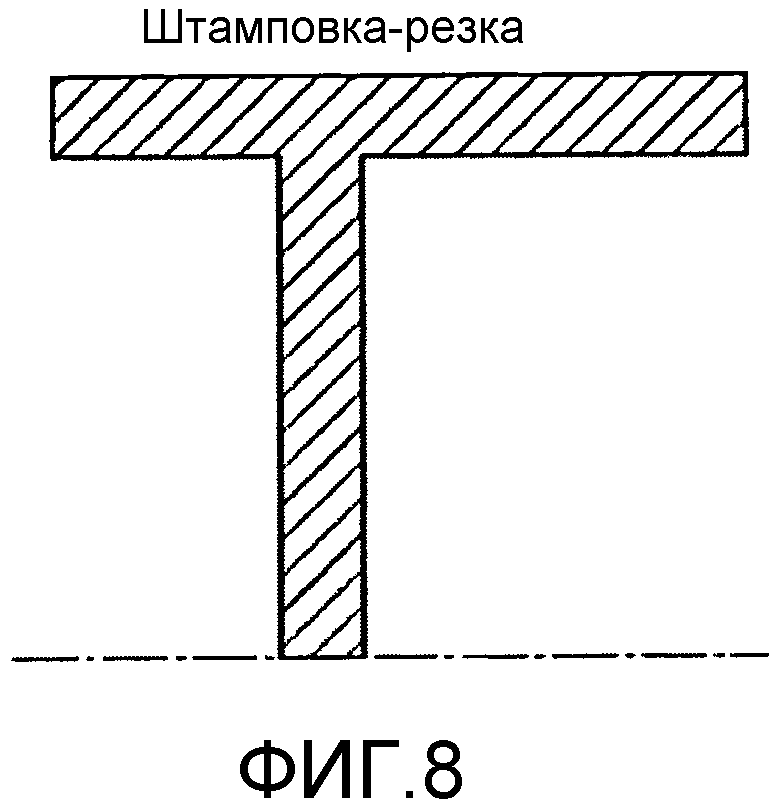
Фиг. 8 является схематичным видом в поперечном сечении, показывающим форму законченного продукта вала ротора, который обработан согласно способу штамповки-резки в сравнительном примере 1.
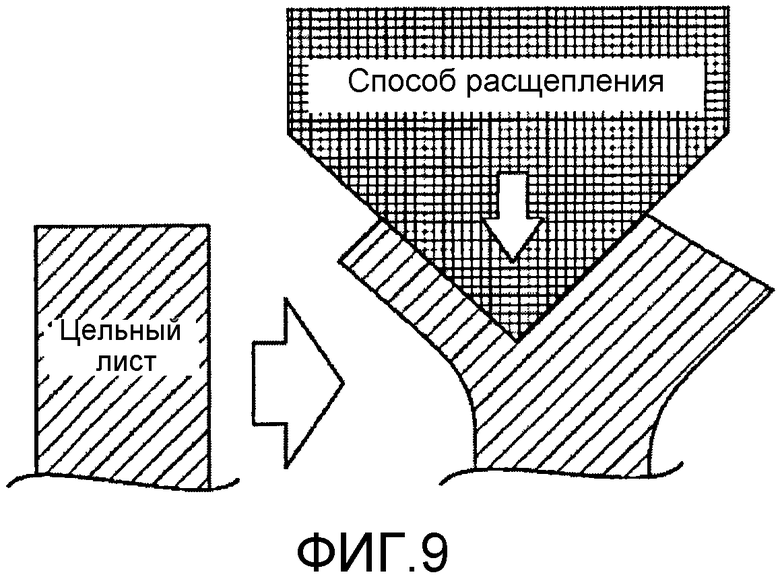
Фиг. 9 является пояснительным изображением, показывающим материал в расщепленном состоянии, полученный согласно способу расщепления в сравнительном примере 2.
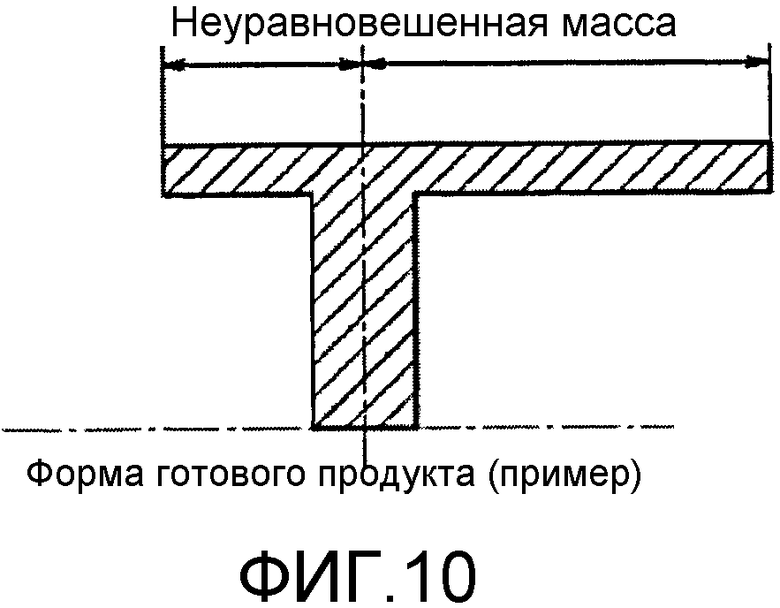
Фиг. 10 является чертежом, показывающим пример цилиндрических деталей, изготовленных согласно способу ротационной вытяжки в первом варианте осуществления, при этом форма законченного продукта имеет неуравновешенную массу.
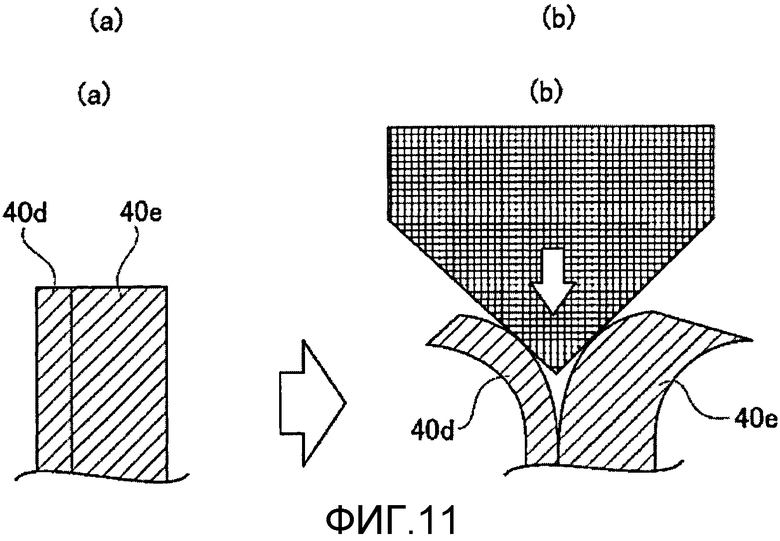
Фиг. 11 является пояснительным чертежом базового этапа, который показывает соединение материала (a) на этапе соединения материалов и разделение и деформацию (b) на этапе разделения и деформации материалов в способе ротационной вытяжки в первом варианте осуществления.
Предпочтительный вариант осуществления изобретения
[0009] Предпочтительный вариант для реализации способа ротационной вытяжки и вала ротора, согласно настоящему изобретению, поясняются ниже на основе первого варианта осуществления, показанного на фигурах.
Первый вариант осуществления
[0010] Способ ротационной вытяжки с ламинированием в первом варианте осуществления поясняется посредством разделения на пояснение "конфигурации модуля электромотора и муфты", "этапа в способе ротационной вытяжки с ламинированием", "проблем в способе согласно сравнительным примерам", "базового этапа и функций способа ротационной вытяжки с ламинированием", "функций согласно способу ротационной вытяжки с ламинированием", и "преимуществ способа ротационной вытяжки с ламинированием в первом варианте осуществления".
[0011] Конфигурация модуля электромотора и муфты
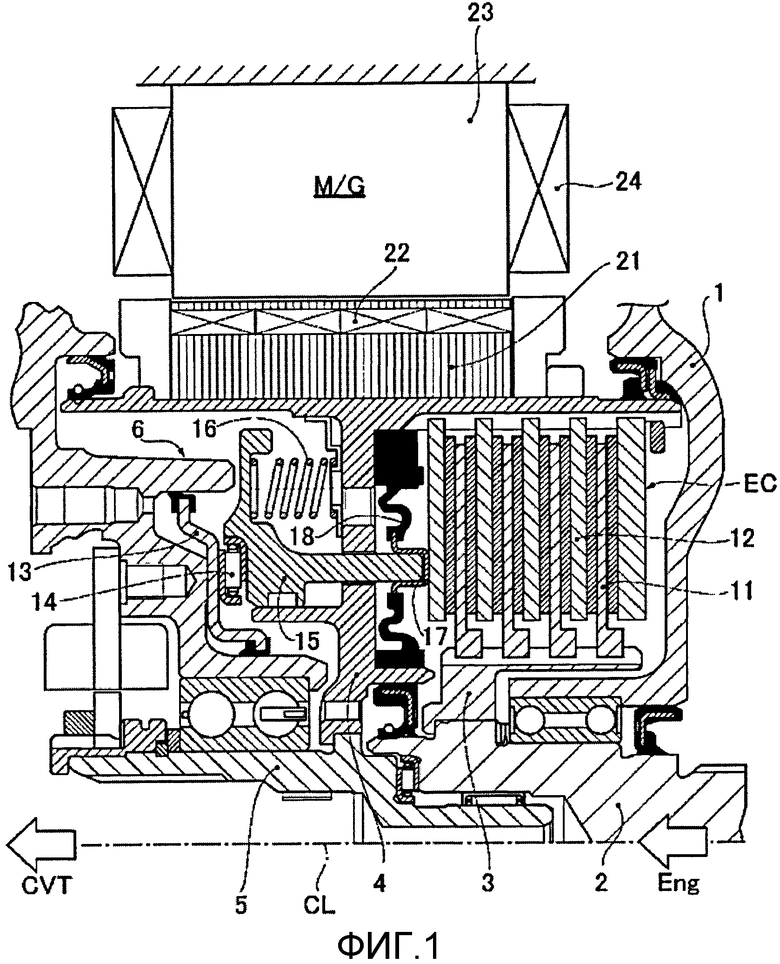
Фиг. 1 является видом в поперечном сечении, показывающим модуль электромотора и муфты гибридного транспортного средства, который использует вал ротора, изготовленный согласно способу ротационной вытяжки с ламинированием в первом варианте осуществления. Фиг. 2 является видом в поперечном сечении, показывающим вал ротора. Конфигурация модуля электромотора и муфты поясняется ниже на основе фиг. 1 и фиг. 2.
[0012] Модуль M&C/U электромотора и муфты гибридного транспортного средства содержит кожух 1 модуля, главный вал 2 двигателя, ступицу 3 муфты, многодисковую сухую муфту EC, вал 4 ротора (цилиндрические детали), трансмиссионный вал 5, электромотор/генератор M/G и силовой привод 6 муфты, как показано на фиг. 1.
[0013] Модуль M&C/U электромотора и муфты размещается между двигателем Eng, не показанным на чертеже, и бесступенчатой трансмиссией CVT, не показанной на чертеже; модуль электромотора и муфты является модулем гибридного привода со встроенной многодисковой сухой муфтой EC, которая размыкает соединение с двигателем Eng и электромотором-генератором M/G.
А именно, когда расцепляется многодисковая сухая муфта EC, электромотор-генератор M/G и трансмиссионный вал 5 соединяются через вал 4 ротора. При таком расцеплении муфты транспортное средство переходит в "режим приведения в движение как электромобиля", в котором только электромотор/генератор M/G выступает в качестве источника приведения в движение.
Затем, когда работает многодисковая сухая муфта EC, двигатель Eng и вал 4 ротора соединяются через главный вал 2 двигателя, ступицу 3 муфты и многодисковую сухую муфту EC. Это срабатывание муфты переводит транспортное средство в "режим приведения в движение как гибридного транспортного средства", в котором электромотор/генератор M/G и двигатель Eng выступают в качестве источника приведения в движение.
[0014] Многодисковая сухая муфта EC конфигурируется посредством поочередного размещения ведущего диска 11, который входит в ступицу 3 муфты, и ведомого диска 12, который входит в вал 4 ротора, как показано на фиг. 1. Эта многодисковая сухая муфта EC является нормально разомкнутой муфтой и работает за счет давления масла муфты, подаваемого в силовой привод 6 муфты. Силовой привод 6 муфты содержит поршень 13, игольчатый подшипник 14, рычаг 15 поршня, который проходит через вал 4 ротора во множестве точек, возвратную пружину 16, нажимной диск 17 рычага и мембранный упругий поддерживающий элемент 18.
[0015] Электромотор/генератор M/G является синхронным электромотором переменного тока и содержит ротор 21, который крепится к периферийной поверхности вала 4 ротора, и постоянный магнит 22, который встраивается в ротор 21, как показано на фиг. 1. Кроме того, электромотор/генератор имеет статор 23, который крепится к кожуху 1 модуля и размещается на роторе 21 посредством воздушного зазора, и обмотку 24 статора, которая наматывается на статор 23.
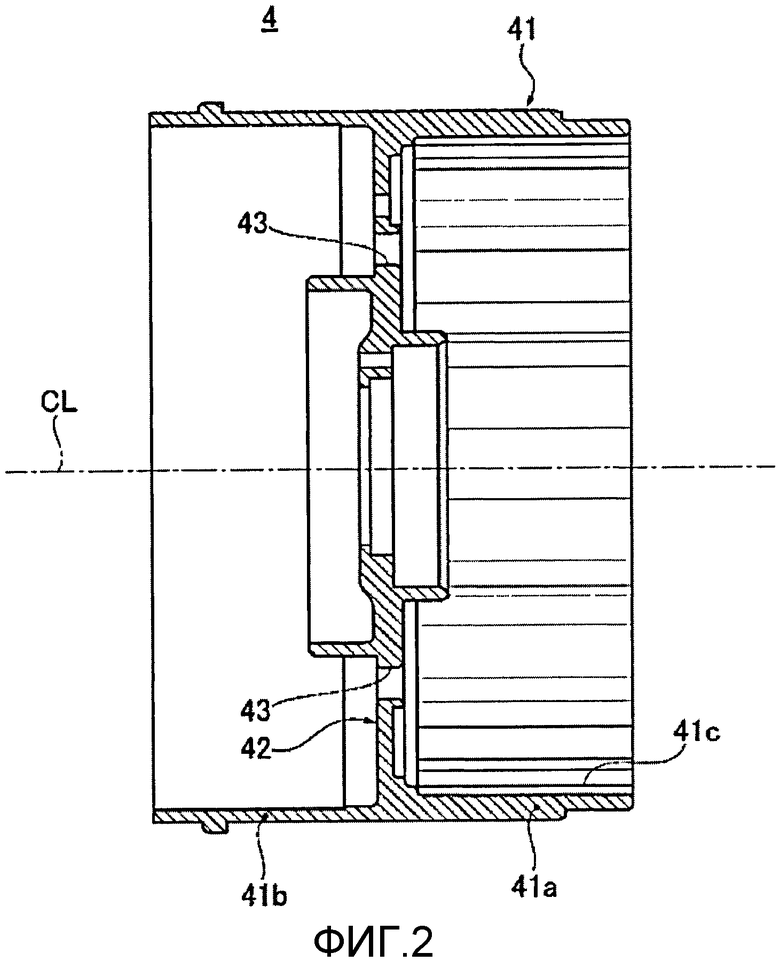
[0016] Вал 4 ротора содержит цилиндрический барабан 41, который располагается параллельно вдоль центрального вращательного вала CL, и разделительную перегородку 42, которая идет внутрь в радиальном направлении, которое является ортогональным к центральному вращательному валу CL от центральной позиции внутри цилиндрического барабана 41, как показано на фиг. 2. Цилиндрический барабан 41 разделяется на часть 41a муфты, которая компонуется с многодисковой сухой муфтой EC, и часть 41b силового привода, которая компонуется с силовым приводом 6 муфты, посредством размещения между ними разделительной перегородки 42. Таким образом, цилиндрический барабан 41 принимает неуравновешенную форму, в которой размеры, включающие в себя толщину и длину, части 41a муфты, сформированной внутри с помощью зубчатого шлица 41c, превышают размеры части 41b силового привода.
[0017] Ротор 21 электромотора/генератора M/G крепится к валу 4 ротора в области периферийной поверхности, которая идет в часть 41a муфты и часть 41b силового привода цилиндрического барабана 41 (выступает в качестве компонента ротора электромотора), как показано на фиг. 1. Затем, ведомый диск 12 входит в зубчатый шлиц 41c, который формируется внутри части 41a муфты цилиндрического барабана 41 (выступает в качестве компонента барабана муфты). Кроме того, сквозное отверстие 43 для рычага 15 поршня силового привода 6 муфты формируется в разделительной перегородке 42.
Кроме того, вал 4 ротора имеет функцию секционирования на три отсека, которые представляют собой мокрый отсек для размещения силового привода 6 муфты, первый сухой отсек для размещения многодисковой сухой муфты EC и второй сухой отсек для размещения электромотора/генератора M/G, как показано на фиг. 1.
[0018] Каждый этап в способе ротационной вытяжки с ламинированием
Фиг. 3-7 представляют собой чертежи, показывающие каждый из этапов в способе ротационной вытяжки с ламинированием в первом варианте осуществления. Ниже поясняется каждый этап в способе ротационной вытяжки с ламинированием для обработки вала 4 ротора в первом варианте осуществления на основе фиг. 3-7.
[0019] Этап соединения материалов
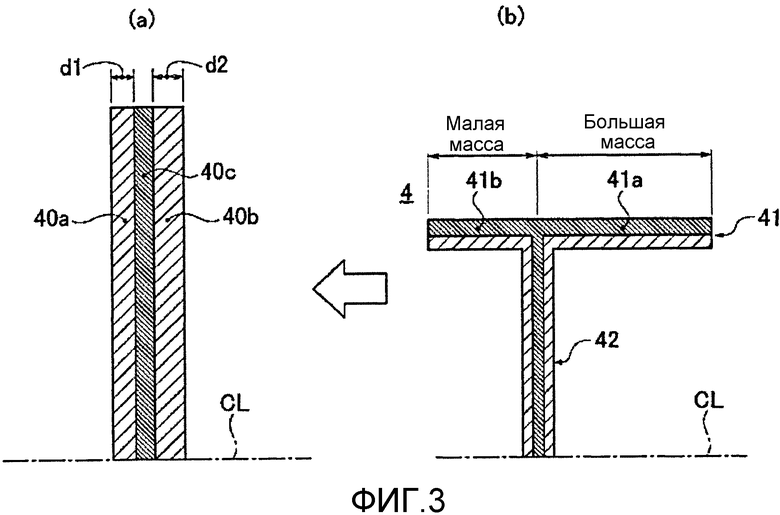
Этап соединения материалов является этапом расположения с выравниванием одного листа второй металлической пластины 40c, при этом исходный материал отличается от первой металлической пластины 40a, 40b, между двумя листами первых металлических пластин 40a, 40b, в которых варьируется толщина листа, и соединения их посредством сварки, как показано на фиг. 3(a). Первые металлические пластины 40a, 40b являются стальными листами, которые используют обычную конструкционную углеродистую сталь и подобное в качестве исходного материала. Вторая металлическая пластина 40c является алюминиевым листом, который использует алюминиевый сплав и подобное в качестве исходного материала.
Толщина и форма листа для двух листов первых металлических пластин 40a, 40b определяется с учетом распределения размеров, таких как толщина листа, форма и подобное готового изделия вала 4 ротора, показанного на фиг. 3(b). А именно, распределение размеров вала 4 ротора имеет взаимосвязь "часть 41a муфты (бо'льшие размеры) больше части 41b силового привода (небольшие размеры)". Следовательно, толщина d1 листа первой металлической пластины 40a задается небольшой, и толщина d2 листа (>d1) первой металлической пластины 40b задается превышающей толщину первой металлической пластины 40a таким образом, что они соответствуют распределению размеров. Структура готового изделия вала 4 ротора отличается от структуры готового изделия, полученного в способе штамповки-резкой, тем, что она имеет структуру, в которой алюминиевый слой накладывается на стальной листовой материал, который является первичной структурой, как показано на фиг. 3(b).
В качестве способа сварки для соединения второй металлической пластины 40c между первыми металлическими пластинами 40a, 40b используется сварка проплавлением согласно EBW (сокращение для электронно-лучевой сварки), лазерная сварка и подобное либо сварка сопротивлением согласно CDW (сокращение для сварки на основе разряда конденсатора), шовная роликовая сварка и подобное. Область центра вращения, которая не включает область для применения обработки разделением и деформацией (соединенную область в готовом продукте), соединяется согласно сварке проплавлением или сварке сопротивлением.
Центр вращения (секция, которая становится разделительной перегородкой 42) листовых материалов 40a, 40b и 40c, которые соединены, жестко поддерживается с помощью пресс-формы, чтобы передавать вращающую движущую силу во время процесса ротационной вытяжки с ламинированием. Следовательно, стыки листовых материалов 40a, 40b и 40c не становятся отделенными в процессе разделения и деформации стального листового материала или в процессе расщепления алюминиевого листового материала.
[0020] Этап разделения и деформации материалов
Этап разделения и деформации материалов прикладывает силы F, F к позициям соединения на периферии двух листов первых металлических пластин 40a, 40b, размещаемых с обеих сторон и соединенных со второй металлической пластиной 40c, как показано на фиг. 4. Следовательно, осуществляется этап разделения и деформации двух листов первых металлических пластин 40a, 40b, размещаемых с обеих сторон одного фрагмента второй металлической пластины 40c, размещаемой в центре.
А именно, этап разделения и деформации материала отличается от способа расщепления и является этапом разделения двух листов первых металлических пластин 40a, 40b от второй металлической пластины 40c, которая является одним фрагментом алюминиевого листового материала, размещаемым в центре, и простого изгиба первых металлических пластин 40a, 40b, которые являются стальным листовым материалом, наружу.
[0021] Этап формирования цилиндра
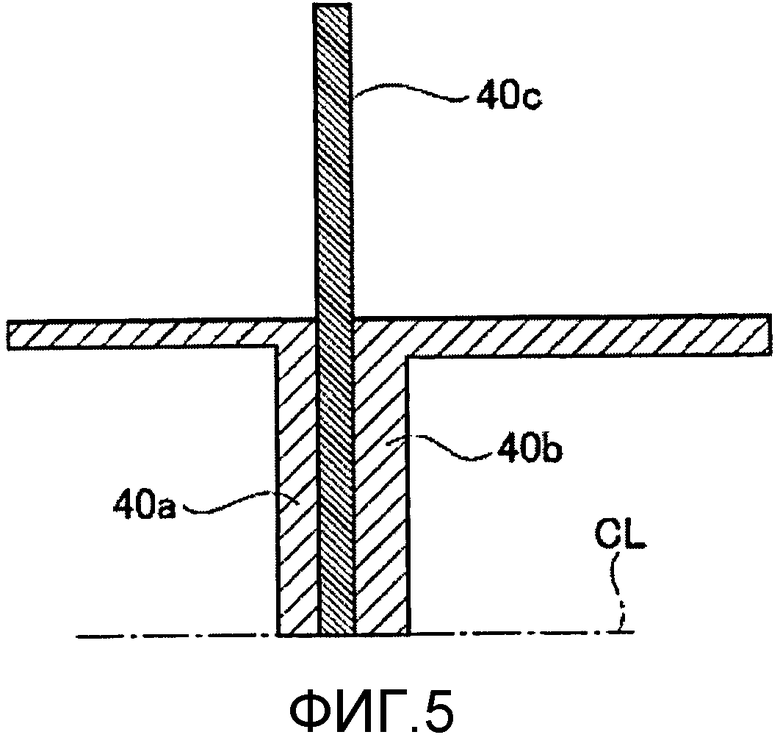
Этап формирования цилиндра является этапом, в котором прикладывают силу к двум листам первых металлических пластин 40a, 40b, размещаемых с обеих сторон, с помощью прижимного ролика, и формируют цилиндр вдоль вращательного вала CL, как показано на фиг. 5.
А именно, этап формирования цилиндра является этапом формирования первичной конструктивной детали вращательного вала 4 посредством формования деформированных первых металлических пластин 40a, 40b стального листового материала согласно процессу ротационной вытяжки.
[0022] Этап расщепления
Этап расщепления является этапом разделения периферийного края одного листа второй металлической пластины 40c, размещаемой в центре, напополам в направлении толщины после этапа формирования цилиндра, и расщепления алюминиевого материала, который разделен на два элемента, согласно способу расщепления, как показано на фиг. 6.
А именно, этап расщепления является этапом выполнения формования посредством применения "способа расщепления" к алюминиевому листовому материалу, в котором твердость меньше твердости стального листового материала и который легче формуется.
[0023] Этап формирования алюминиевого слоя (этап формирования второго металлического слоя)
Этап формирования алюминиевого слоя является этапом формирования алюминиевого слоя на цилиндрической поверхности стального листа вдоль вращательного вала CL посредством приложения силы ко второй металлической пластине 40c, которая расщеплена, с помощью прижимного ролика, как показано на фиг. 7.
А именно, этап формирования алюминиевого слоя является этапом формирования плоского алюминиевого слоя на внешней границе готового изделия.
[0024] Проблемы в способе согласно сравнительным примерам
В общем, цилиндрические детали, такие как ролик электромотора, барабан муфты и подобное изготавливаются согласно способу штамповки-резки (сравнительный пример 1), как показано на фиг. 8.
Тем не менее, в случае способа штамповки-резки в сравнительном примере 1, детали становятся толстыми, что неудобно с точки зрения веса. Кроме того, это требует множества человеко-часов и неудобно с точки зрения затрат. Помимо этого, применимый материал ограничивается только одним видом.
[0025] При этом, цилиндрические детали, такие как ротор электромотора, барабан муфты и подобное изготавливаются посредством использования процесса ротационной вытяжки, что является преимущественным с точки зрения веса и затрат по сравнению со способом штамповки-резки. При выполнении изготовления посредством использования этого процесса ротационной вытяжки используется способ расщепления (сравнительный пример 2), как показано на фиг. 9.
Тем не менее, способ расщепления является способом, который использует один фрагмент дискообразного листа в качестве рабочего материала, и предусматривает разделение периферийного край одного листа на две части в направлении толщины и расщепление материала, который разделен напополам. Следовательно, этап затрудняется при обработке цилиндрических деталей, которые имеют неуравновешенную толщину листа и массу. А именно, при обработке цилиндрических деталей, которые имеют неуравновешенную толщину листа и массу, позиция расщепления принимает позицию, смещенную в одну сторону от центральной позиции толщины листа для расщепления толщины листа напополам, и существует тенденция к возникновению повреждения и подобного вследствие образования трещин, концентрации механического напряжения и подобного в ходе этапа расщепления материала, который имеет небольшую толщину листа.
Кроме того, даже в случае способа расщепления, применимый материал ограничивается одним видом вследствие использования одного фрагмента листа в качестве рабочего материала.
[0026] Базовые этапы и функции в способе ротационной вытяжки с ламинированием
В способе ротационной вытяжки с ламинированием в первом варианте осуществления, показан пример для изготовления вала 4 ротора, в котором осуществляют ламинирование (накатку) алюминиевого слоя на стальной листовой материал, который является первичной структурой, посредством использования исходного материала с трехслойной структурой из стального листового материала - алюминиевого листового материала - стального листового материала. Здесь, поясняются базовые этапы и функции в способе ротационной вытяжки, исключая ламинирование алюминиевым слоем.
[0027] Способ ротационной вытяжки согласно базовому этапу служит для изготовления цилиндрических деталей посредством использования исходного материала, например, с двухслойной структурой из стального листового материала - стального листового материала и содержит этап соединения материалов, этап разделения и деформации материалов и этап формирования цилиндра.
На этапе соединения материалов выравниваются и соединяются поверхности листов двух листов металлических пластин 40d, 40e, как показано на фиг. 11(a). В это время, толщина и форма этих двух листов металлических пластин 40d, 40e определяется с учетом распределения массы, как то толщины листа, формы и подобного у готовых цилиндрических деталей, как показано на фиг. 10. Следовательно, толщина листа металлической пластины 40d задается небольшой, а толщина листа металлической пластины 40e задается большой таким образом, что они соответствуют распределению массы или размеров.
На этапе разделения и деформации материала металлические пластины 40d, 40e вращаются посредством вращательного вала, перпендикулярного поверхности листового материала, и разделение и деформация выполняются посредством приложения силы в позиции соединения на периферии двух листов металлических пластин 40d, 40e, которые соединены, как показано на фиг. 11(b).
Этап формирования цилиндра формирует цилиндр вдоль вращательного вала посредством приложения силы к двум листам металлических пластин 40d, 40e, которые разделены и деформированы, с помощью прижимного ролика.
[0028] Цилиндрические детали, показанные на фиг. 10, изготавливаются посредством этапов, включающих этап соединения материалов, этап разделения и деформации материала, этапа формирования цилиндра.
А именно, цилиндрические детали изготавливаются согласно способу разделения и деформации (фиг. 11(b)), который предусматривает выполнение деформации посредством приложения силы в позиции соединения на периферии двух листов металлических пластин 40d, 40e, которые соединены для способа ротационной вытяжки, вместо способа расщепления, который разделяет и расщепляет периферийный край одного фрагмента дискообразного листового материала на две части (фиг. 9).
[0029] Следовательно, распределение массы у формы готового изделия принимается во внимание для того, чтобы выбрать толщину и форму листа для двух листов металлических пластин 40d, 40e, которые являются рабочими материалами, и поверхности металлических пластин 40d, 40e выравниваются и соединяются заранее. Следовательно, процесс становится простым даже для цилиндрических деталей, которые имеют неравномерную толщину листа и массу, так как показано на фиг. 10. Кроме того, можно использовать два вида металлических материалов посредством варьирования вида материала, используемого для двух листов металлических пластин, которые являются обрабатываемыми материалами.
[0030] Функции согласно способу ротационной вытяжки с ламинированием
Поясняются функции согласно способу ротационной вытяжки с ламинированием в первом варианте осуществления для изготовления вала 4 ротора, в котором использует трехслойную структуру из стального листового материала - алюминиевого листового материала - стального листового материала и осуществляют ламинирование алюминиевым слоем стального листового материала, который является первичной структурой.
[0031] Способ ротационной вытяжки с ламинированием в первом варианте осуществления содержит этап соединения материалов (фиг. 3), этап разделения и деформации материалов (фиг. 4), этап формирования цилиндра (фиг. 5), этап расщепления (фиг. 6) и этап формирования алюминиевого слоя (фиг. 7).
[0032] Следовательно, вал 4 ротора, в котором алюминиевый слой накладывается на стальной листовой материал, который является первичной структурой, изготавливается, как показано на фиг. 7, посредством этапов, включающих этап соединения материалов, этап разделения и деформации материалов, этап формирования цилиндра, этап расщепления и этап формирования алюминиевого слоя.
[0033] Посредством формирования материала в трехслойную структуру из стального листового материала - алюминиевого листового материала - стального листового материала, как описано выше, структура изделия может принимать структуру, в которой алюминий накладывается в качестве слоя на структуру, сформированную из стального листового материала, и гладкость поверхности в изделии может легко достигаться посредством использования легко формующегося алюминиевого материала в качестве поверхностного слоя.
[0034] Кроме того, обеспечивается экранирование переменного поля, уменьшается утечка магнитного поля, и может повышаться эффективность электромотора при использовании в качестве вала 4 ротора электромотора-генератора M/G за счет формирования слоя алюминиевого материала на поверхности изделия.
[0035] Преимущества способа ротационной вытяжки с ламинированием и вала ротора в первом варианте осуществления
Следующие преимущества могут быть получены из способа ротационной вытяжки с ламинированием и вала ротора в первом варианте осуществления.
[0036] (1) Способ ротационной вытяжки для обработки цилиндрических деталей (вала 4 ротора) содержит:
- этап соединения материалов для выравнивания поверхностей листов и соединения, по меньшей мере, двух листов металлических пластин 40a, 40b, 40c (фиг. 3),
- этап разделения и деформации материала с вращением металлических пластин 40a, 40b, 40c посредством вращательного вала CL, который является перпендикулярным поверхности листового материала, и выполнения разделения и деформации посредством приложения силы в позиции соединения на периферии, по меньшей мере, двух листов металлических пластин 40a, 40b, 40c, которые соединены (фиг. 4), и
- этап формирования цилиндра с приложением силы, по меньшей мере, к одному фрагменту металлических пластин 40a, 40b и формированием цилиндра вдоль вращательного вала CL (фиг. 5).
Следовательно, процесс становится простым даже для цилиндрических деталей (вала 4 ротора), которые имеют неуравновешенную толщину листа и массу. Помимо этого, металлический материал цилиндрических деталей (вала 4 ротора) не ограничивается одним видом металлического материала, и могут применяться различные виды металлических материалов.
[0037] (2) Этап соединения материалов является этапом выравнивания и присоединения одного фрагмента второй металлической пластины 40c, при этом материал отличается от первых металлических пластин 40a, 40b, между двумя листами первых металлических пластин 40a, 40b,
- этап разделения и деформации материалов, который является этапом разделения и деформации двух листов первых металлических пластин 40a, 40b, размещаемых с обеих сторон одного фрагмента второй металлической пластины 40c, размещаемой в центре, посредством приложения силы в позиции соединения на периферии двух листов первых металлических пластин 40a, 40b, размещаемых с обеих сторон и соединенных со второй металлической пластиной 40c, и
- этап формирования цилиндра, который является этапом приложения силы к двум листам первых металлических пластин 40a, 40b, размещаемых с обеих сторон, и формирования цилиндра вдоль вращательного вала CL, и
- кроме того, после этапа формирования цилиндра, предусмотрены:
- этап расщепления (фиг. 6) для расщепления одного фрагмента второй металлической пластины 40c, размещаемой в центре, согласно способу расщепления, и
- этап формирования второго металлического листового слоя (этап формирования алюминиевого слоя: фиг. 7) для формирования второго металлического слоя на поверхности первого металлического цилиндра вдоль вращательного вала CL, посредством приложения силы ко второй металлической пластине 40c, которая расщеплена.
Следовательно, в дополнение к преимуществам по (1), можно изготавливать цилиндрические детали (вал 4 ротора), которые используют тройную структуру из первой металлической пластины 40a - второй металлической пластины 40c - первой металлической пластины 40b в качестве материала, причем обеспечивается ламинирование вторым металлическим слоем первой металлической пластины, которая является первичной структурой.
[0038] (3) Цилиндрические детали являются ротором электромотора (валом 4 ротора) для поддержки ротора 21 электромотора (электромотора/генератора M/G),
- два листа первых металлических пластин 40a, 40b являются стальным листовым материалом,
- один фрагмент второй металлической пластины 40c является алюминиевым листовым материалом, и
- этап формирования второго металлического слоя является этапом формирования алюминиевого слоя (фиг. 7) для формирования алюминиевого слоя на цилиндрической поверхности стального цилиндра, который сформирован согласно этапу формирования цилиндра.
Следовательно, в дополнение к преимуществам по (2), обеспечивается экранирование переменного поля, уменьшается утечка магнитного поля, и может повышаться эффективность электромотора, когда изготовленные цилиндрические детали используются в качестве вала 4 ротора электромотора (электромотора/генератора M/G).
[0039] (4) Этап соединения материалов является этапом выравнивания и соединения поверхностей двух листов металлических пластин (первых металлических пластин 40a, 40b), в которых варьируются толщины d1, d2 листов.
Следовательно, в дополнение к преимуществам по (1)-(3), цилиндрические детали (вал 4 ротора), которые имеют неуравновешенную толщину листа и массу, могут быть легко изготовлены только посредством выполнения разделения и деформации посредством приложения силы в позиции соединения на периферии двух листов металлических пластин (первых металлических пластин 40a, 40b).
[0040] (5) Этап соединения материалов является этапом выравнивания поверхностей нескольких металлических пластин (первых металлических пластин 40a, 40b, второй металлической пластины 40c) и их соединения посредством сварки детали, которая является центром вращения.
Следовательно, в дополнение к преимуществам по (1)-(4), множество материалов, которые формируют изготовленные цилиндрические детали (вал 4 ротора), могут быть жестко соединены при упрощении разделения и деформации нескольких металлических пластин (первых металлических пластин 40a, 40b, второй металлической пластины 40c) в ходе технологического процесса.
[0041] (6) Вал 4 ротора имеет цилиндрическую деталь (цилиндрический барабан 41) и разделительную перегородку 42, которая идет внутрь в радиальном направлении от внутренней части цилиндрической детали и поддерживает ротор 21 электромотора (электромотора/генератора M/G), и
- он дополнительно имеет:
- алюминиевый слой, который формирует периферийную поверхность цилиндрической детали (цилиндрического барабана 41), в которой поддерживается ротор 21 электромотора (электромотора-генератора M/G), и внутренний слой разделительной перегородки 42, и
- стальной листовой слой, который формирует внутреннюю периферийную поверхность цилиндрической детали (цилиндрического барабана 41) и внешний слой разделительной перегородки 42.
Следовательно, обеспечивается экранирование переменного поля, уменьшается утечка магнитного поля, и может повышаться эффективность электромотора при использовании в качестве вала 4 ротора вследствие формирования алюминиевого слоя на опорной поверхности ротора электромотора (электромотора/генератора M/G).
[0042] Способ ротационной вытяжки и вал ротора в настоящем изобретении пояснены выше на основе первого варианта осуществления. Тем не менее, конкретная конфигурация не ограничивается этим первым вариантом осуществления; модификации, добавления и подобное в конструктивном исполнении допускаются при условии, что они не отклоняются от сущности изобретения в формуле изобретения.
[0043] В первом варианте осуществления, пример выравнивания и соединения поверхностей листов трех листов металлических пластин 40a, 40b и 40c показан как этап соединения материалов. Тем не менее, можно выравнивать и соединять поверхности листов двух листов металлических пластин или выравнивать и соединять поверхности листов четырех листов металлических пластин на этапе соединения материалов. Вкратце, все, что необходимо, - это то, чтобы этап соединения материалов представлял собой этап, на котором выравнивают и соединяют поверхности листов, по меньшей мере, двух листов металлических пластин.
[0044] В первом варианте осуществления показан пример этапа разделения и деформации материалов для разделения и деформации двух листов первых металлических пластин 40a, 40b, размещаемых с обеих сторон одного листа второй металлической пластины 40c, размещаемой в центре, посредством приложения силы в позиции соединения на периферии двух листов первых металлических пластин 40a, 40b, которые соединены и размещены с обеих сторон второй металлической пластины 40c. Тем не менее, все, что необходимо, - это то, чтобы этап разделения и деформации материалов представлял собой этап, на котором вращают металлическую пластину посредством вращательного вала, который является перпендикулярным поверхности листового материала, и выполняют разделение и деформацию посредством приложения силы в позиции соединения на периферии, по меньшей мере, двух листов металлических пластин, которые соединены.
[0045] В первом варианте осуществления, пример формирования цилиндра вдоль вращательного вала CL посредством приложения силы к двум фрагментам первых металлических пластин 40a, 40b, которые размещаются с обеих сторон, показан как этап формирования цилиндра. Тем не менее, все, что необходимо, - это то, чтобы этап формирования цилиндра представлял собой этап, на котором формируют цилиндр вдоль вращательного вала посредством приложения силы, по меньшей мере, к одному листу металлической пластины.
[0046] В первом варианте осуществления показан пример способа ротационной вытяжки с ламинированием для изготовления вала 4 ротора, в котором используют трехслойную структуру из стального листового материала - алюминиевого листового материала - стального листового материала в качестве материала и осуществляют ламинирование алюминиевым слоем стального листового материала, который является первичной структурой. Тем не менее, пример может представлять собой способ ротационной вытяжки, который использует двухслойную структуру в качестве материала. В этом случае, этап расщепления и этап формирования второго металлического слоя, которые добавлены в способе ротационной вытяжки с ламинированием, не требуются.
[0047] В первом варианте осуществления показан пример изготовления вала 4 ротора, который выступает как в качестве опоры для ротора 21 электромотора/генератора M/G, так и в качестве барабана муфты. Тем не менее, при условии, что это цилиндрические детали, способ ротационной вытяжки в настоящем изобретении может применяться к различным цилиндрическим деталям, в которых форма продукта является цилиндрической, таким как ротор электромотора, выделяемый для поддержки ротора электромотора, барабан муфты автоматической трансмиссии и подобное.
Перекрестные ссылки на родственные заявки
[0048] Настоящая заявка притязает на право приоритета заявки на патент номер 2011-142586, которая подана в Патентное бюро (Япония) 28 июня 2011 года, и ее содержание полностью включено указанной ссылкой в описание настоящего изобретения.
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНОГО МАТЕРИАЛА | 2020 |
|
RU2792029C1 |
| УПЛОТНИТЕЛЬНАЯ СИСТЕМА И ТУРБОНАСОС, СОДЕРЖАЩИЙ ПОДОБНУЮ СИСТЕМУ | 2015 |
|
RU2684359C2 |
| Внутриколесный узел с двигателем | 2017 |
|
RU2667024C1 |
| УДАРОСТОЙКИЙ ПОДШИПНИК ДЛЯ ХРОНОМЕТРА | 2012 |
|
RU2603236C2 |
| УСТРОЙСТВО ДЛЯ ПЕЧАТИ НА БАНКАХ И СООТВЕТСТВУЮЩИЕ СПОСОБЫ | 2017 |
|
RU2742738C2 |
| СИСТЕМА И СПОСОБ ГЕНЕРАЦИИ ЭНЕРГИИ | 2016 |
|
RU2718672C2 |
| УСТРОЙСТВО УМЕНЬШЕНИЯ ВРАЩЕНИЯ КОЛЕСА И ФРИКЦИОННЫЙ ТОРМОЗ (ВАРИАНТЫ) | 2019 |
|
RU2724501C1 |
| БЛОК НАСОСА СО ВСТРОЕННЫМИ КЛАПАНАМИ | 2018 |
|
RU2781535C2 |
| УСТРОЙСТВО ПОДСВЕТКИ, УСТРОЙСТВО ОТОБРАЖЕНИЯ И ТЕЛЕВИЗИОННЫЙ ПРИЕМНИК | 2009 |
|
RU2473835C2 |
| ПОДВЕСКА И СПИРАЛЬНАЯ ПРУЖИНА СЖАТИЯ ДЛЯ ПОДВЕСКИ | 2013 |
|
RU2611279C2 |
Изобретение относится к изготовлению цилиндрических деталей. Соединяют по меньшей мере два листа металлических пластин с выравниванием поверхностей листов металлических пластин. Вращают металлические пластины с использованием вращательного вала, который размещается перпендикулярно поверхностям листов металлических пластин. Прикладывают силу в месте соединения на периферии по меньшей мере двух листов металлических пластин. Прикладывают силу по меньшей мере к одной из металлических пластин, чтобы формировать цилиндр вдоль вращательного вала. Расщепляют один фрагмент второй металлической пластины, размещаемой в центре. Формируют второй металлический слой на поверхности первого металлического цилиндра вдоль вращательного вала посредством приложения силы ко второй металлической пластине, которая расщеплена. В результате упрощается изготовление цилиндрических деталей, которые имеют изменяющуюся толщину листа и неуравновешенную массу. 2 н. и 4 з.п. ф-лы, 11 ил.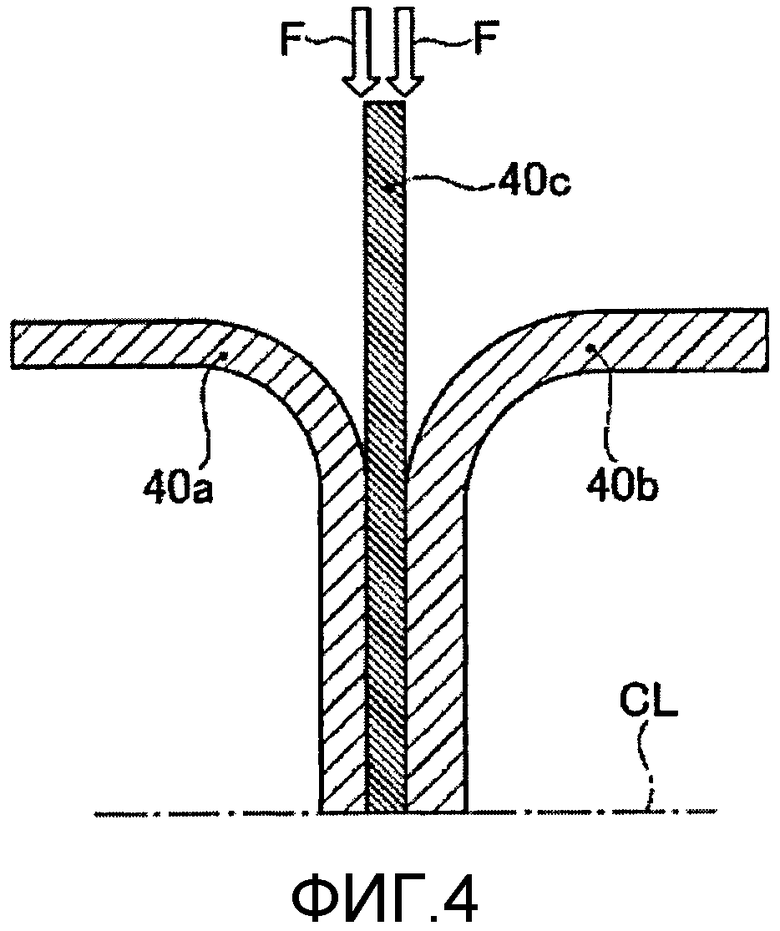
1. Способ изготовления цилиндрических деталей, включающий:
- этап соединения по меньшей мере двух листов металлических пластин, на котором соединяют по меньшей мере два листа металлических пластин с выравниванием поверхностей листов металлических пластин;
- этап разделения и деформации по меньшей мере двух листов металлических пластин, на котором
вращают металлические пластины с использованием вращательного вала, который размещают перпендикулярно поверхностям листов металлических пластин, и
прикладывают силу в месте соединения на периферии по меньшей мере двух листов металлических пластин, для отделения и деформирования металлических пластин, и
- этап формирования цилиндра, на котором прикладывают силу по меньшей мере к одной из металлических пластин для формирования цилиндра вдоль вращательного вала, при этом после этапа формирования цилиндра дополнительно осуществляют
- этап расщепления, на котором расщепляют один фрагмент второй металлической пластины, размещаемой в центре, согласно способу расщепления, и
- этап формирования второго металлического листового слоя, на котором формируют второй металлический слой на поверхности первого металлического цилиндра вдоль вращательного вала, посредством приложения силы ко второй металлической пластине, которая расщеплена.
2. Способ по п.1, в котором:
- на этапе соединения по меньшей мере двух листов металлических пластин выравнивают и соединяют один лист второй металлической пластины, материал которой отличается от материала первой металлической пластины, между двумя листами первых металлических пластин, причем
- на этапе разделения и деформации по меньшей мере двух листов металлических пластин разделяют и деформируют два листа первых металлических пластин, размещаемых с обеих сторон одного листа второй металлической пластины, размещаемой в центре, посредством приложения силы в позиции соединения на периферии двух листов первых металлических пластин, размещаемых с обеих сторон и соединенных со второй металлической пластиной, и
- на этапе формирования цилиндра прикладывают силу к двум листам первых металлических пластин, размещаемых с обеих сторон, и формируют цилиндр вдоль вращательного вала.
3. Способ по п.2, в котором:
- цилиндр является ротором электромотора для поддержки ротора электромотора,
- два листа первых металлических пластин являются стальным листовым материалом,
- один лист второй металлической пластины является алюминиевым листовым материалом, при этом
на этапе формирования второго металлического слоя формируют алюминиевый слой на цилиндрической поверхности стального цилиндра, который сформирован на этапе формирования цилиндра.
4. Способ по любому из пп.1-3, в котором
на этапе соединения по меньшей мере двух листов металлических пластин выравнивают и соединяют поверхности двух листов металлических пластин таким образом, что толщины листов варьируются.
5. Способ по п.1, в котором
на этапе соединения по меньшей мере двух листов металлических пластин выравнивают поверхности множества металлических пластин и соединяют их посредством сварки с получением детали, которая является центром вращения.
6. Вал ротора, содержащий:
- цилиндрическую деталь, полученную способом по п.1, и разделительную перегородку, которая идет внутрь в радиальном направлении от внутренней части цилиндрической детали, причем вал ротора предназначен для поддержания ротора электромотора, при этом вал ротора, включает в себя:
- алюминиевый слой, формирующий периферийную поверхность цилиндрической детали, на которой поддерживается ротор электромотора, и внутренний слой разделительной перегородки, и
- стальной листовой слой, формирующий внутреннюю периферийную поверхность цилиндрической детали и внешний слой разделительной перегородки.
| JPH 04123705 A, 23.04.1992 | |||
| ЗАГОТОВКА ДЛЯ ИЗДЕЛИЯ С ПОДНУТРЕНИЕМ, СПОСОБ И ИНСТРУМЕНТ ДЛЯ ЕГО ИЗГОТОВЛЕНИЯ | 1992 |
|
RU2043181C1 |
| JP 2001212641 A, 07.08.2001 | |||

