Изобретение относится к обработке давлением и может быть использовано в промышленности для изготовления поднутрений произвольной формы. Особенно целесообразно изобретение для изготовления поднутрений в труднодоступных местах перегибов изделия типа ободьев для колес.
Известен способ изготовления поднутрений в виде сферы давлением пуансоном до промежуточной формы и последующей гидравлической вытяжкой [1]
Способ непроизводителен и пригоден только для тонкостенных деталей.
Известен способ изготовления ободьев колес легковых автомобилей, имеющих поднутрения, при котором листовую заготовку с центральным отверстием подвергают ротационной вытяжке на формообразующей оправке роликом [2] Способ также непроизводителен, непригоден для толстого листа, требует сложного инструмента.
За прототип принят способ изготовления обода колеса, в котором пробитый в центре лист раскатывают на цилиндрической оправке (опоре), затем цилиндрическую оправку заменяют на фасонную по профилю поперечного сечения обода и выполняют раскатку узким роликом, разгоняя металл в стороны до заполнения калибра в оправке и получения нужной толщины. Способ пригоден как для тонких, так и для толстых листов, однако он включает много операций, которые затянуты во времени, требует сложной конструкции механизма управления роликом. Для осуществления способа необходимы разборная конструкция оправки и особенность технологии ее сборки-разборки. Способ непроизводителен.
Известен инструмент для изготовления поднутрений в изделии, а именно для изготовления ободьев колес [4] Инструмент содержит фигурную оправку с прижимом заготовки, обкатный ролик с механизмом управления. Оправка сборная по схеме, позволяющей разбирать ее для снятия изделия. Инструмент пригоден для изготовления поднутрений любой формы и в труднодоступных местах заготовки, однако он сложен и предопределяет длительность изготовления изделия.
За прототип принят штамп [5] который содержит матрицу с выемкой по форме поднутрения изделия и оправку (опору) с выступами соответственно выемкам. По краям матрицы установлена втулка с режущей кромкой для обрезки изделия. Поднутрение в изделии получается изгибом при сближении выступов пуансона и выемок матрицы. Режущие кромки обрезают изделие по заданной форме.
Конструкция осложнена подшипниковыми узлами. На штампе невозможно изготовить поднутрение в труднодоступных местах изделия в углах на сгибах поверхностей.
Известны заготовки из пластичного материала для изготовления изделий с поднутрениями как на плоской поверхности, так и в углах на изгибах поверхностей в виде листового металла с ровной поверхностью с толщиной, большей, чем изделие [3]
За прототип принята заготовка из пластичного материала в виде листа с ровной поверхностью и центральным отверстием. Из такой заготовки можно получить поднутрение методом обкатки на профильной оправке, штамповкой с профилированием поднутрения оправкой и матрицей. Первый способ непроизводителен и сложен. Второй способ непригоден для получения поднутрений в трудно доступных угловых местах.
Изобретение решает задачу снижения количества операций, сокращения временных затрат на способ, упрощения конструкции инструмента для осуществления способа, а также решается задача создания универсального способа для изделий как тонкостенных, так и толстостенных, с поднутрениями как на плоских поверхностях, так и в угловых труднодоступных местах, а также на изделиях с любой формой поверхности вокруг поднутрения.
Для этого в известном способе изготовления поднутрения в пластичной заготовке приложением к ней давления давление прикладывают на сконцентрированный избыток металла на смежном с местом для поднутрения участке поперечно его поверхности и со стороны образования выпуклости, при этом фиксируют заготовку по границам места для поднутрения до участка приложения давления от деформации вдоль поперечного изгиба поднутрения и по толщине заготовки со стороны образования выпуклости, оставляя свободными для пластического течения металла с этой же стороны место заготовки для поднутрения.
Как частный случай, при необходимости получить точную форму поднутрения место для поднутрения блокирует со стороны приложения давления в форме поднутрения изделия.
Давление на сконцентрированный избыток металла на смежном с местом для поднутрения участке, а не на металл по всей окружающей место для поднутрения поверхности существенно, так как за один прием давления получается поднутрение любой формы, в изделии любой толщины, размера, в полом изделии, при любой форме поверхности вокруг поднутрения, на плоской поверхности и в труднодоступных углах изделий, причем с помощью универсального инструмента. Это обеспечено за счет того, что давление возможно и удобно без деформации окружающей поднутрение площади, а также за счет того, что давление осуществляется не непосредственно на месте поднутрения, а рядом с ним, иначе появились бы осложнения, связанные с необходимостью создания сопротивления приложению давления, что особенно затруднительно в углах полых изделий. Приложение давления со стороны образования выгнутой поверхности поднутрения обеспечивает возможность изготовления одним действием давления поднутрений в углах полых изделий.
За счет того, что способ осуществляется за один прием в течение нескольких секунд, повышается его производительность.
Фиксация поверхности по границам поднутрения со стороны выгнутой поверхности поднутрения не существенна, так как металл течет противоположно направлению приложения давления, т. е. в сторону образования выпуклости поднутрения.
Решается задача осуществления предлагаемого способа упрощения инструментом, а также возможность осуществления способа для изготовления поднутрений в углах полых деталей.
Эта задача решена следующим образом. В инструменте для изготовления поднутрений в пластичной заготовке, содержащем матрицу с глухой выемкой, опору, выполнены следующие преобразователи. Выемка альтернативно глухому исполнению выполнена сквозной. Альтернативность исполнения обусловлена тем, что наличие дна выемки и его форма с точки зрения возможности получения поднутрения инструментом несущественна. Выемка в инструменте выполняет функцию обеспечения свободного состояния для течения металла в месте заготовки под поднутрение.
Матрица имеет разъемную часть, которая выполнена с возможностью перемещения из разъема в направлении от опоры и в разъем к опоре, что необходимо для осуществления давления разъемной частью при сближении с опорой.
Разъемная часть имеет со стороны выемки замкнуто ограниченную поверхность выемкой под поднутрение или последовательно выемкой под поднутрение и выступающей преградой для течения металла в виде направляющей для разъемной части.
Ограниченная поверхность в разъемной части выполняет функцию давления на избыток металла. Ограничение поверхности замкнуто только выемкой для получения поднутрения по замкнутой линии типа окружности, эллипса и т.д. Ограничение последовательно выемкой и выступающей преградой для течения металла для получения поднутрения с незамкнутой продольной кривизной, чтобы металл из утолщения перетекал в место поднутрения. Преграда для течения металла выполнена в виде направляющей для разъемной части для того, чтобы был плотный контакт разъемной части с остальной частью матрицы для исключения подтекания металла при одновременной возможности перемещения разъемной части.
Выемка свободна от оправки в сборе инструмента для того, чтобы оправка не находилась в полости выемки и не мешала произвольному течению металла, кроме того опора в зоне выемки в формообразовании поднутрения не участвует.
В частных случаях исполнения предложено следующее. Преграда для течения металла выполнена в виде стенок матрицы вне разъемной части.
Преграда для течения металла может быть выполнена также в виде подпружиненного ограждения, вложенного в глухую прорезь, выполненную в разъемной части матрицы со стороны ограниченной поверхности.
Матрица выполнена в виде обечайки с дном, по кромке которого изнутри выполнена выемка под поднутрение, а граница разъемной части проходит по максимальной глубине выемки. Матрица предназначена для изготовления частного случая изделий типа ободьев для колес. Граница разъема по максимальной глубине выемки нужна для исключения подтекания металла и образования облоя.
Предлагаемой заготовкой для изделия с поднутрением решается задача изготовления поднутрения универсальным способом с помощью универсального инструмента и в любых изделиях как на ровном месте, так и в углах полых изделий, а также в тонкостенных и толстостенных, причем производительно. Эта задача решается тем, что в заготовке для изделия с поднутрением, выполненной в виде пластичного тела с частью под поднутрение, на смежном участке с местом для поднутрения имеется технологическое цельное с заготовкой сконцентрированное утолщение с объемом металла под прирост участка поднутрения.
Частные случаи исполнения следующие.
Вертикальное сечение технологического утолщения выполнено переменным с уменьшением к месту под поднутрение, что способствует благоприятному течению металла при осуществлении способа.
Для изделий типа ободьев для колес заготовка имеет форму обечайки с дном с местом под поднутрение по кромке дна, снаружи которого имеется утолщение. За счет того, что заготовка имеет сконцентрированное технологическое утолщение, предопределяется возможность получения поднутрений одним приемом простого давления, что повышает производительность изготовления изделий из таких заготовок и универсально для любых изделий, тонкостенных, толстостенных, плоской формы, полых с углами и т.д.
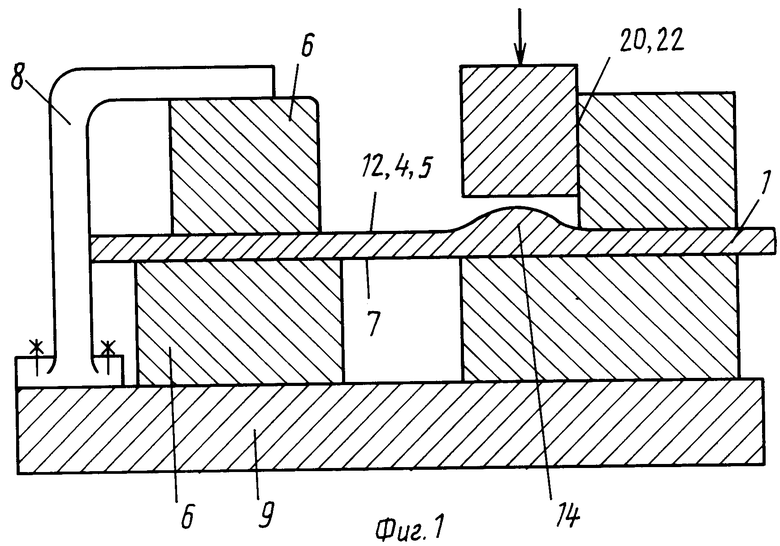
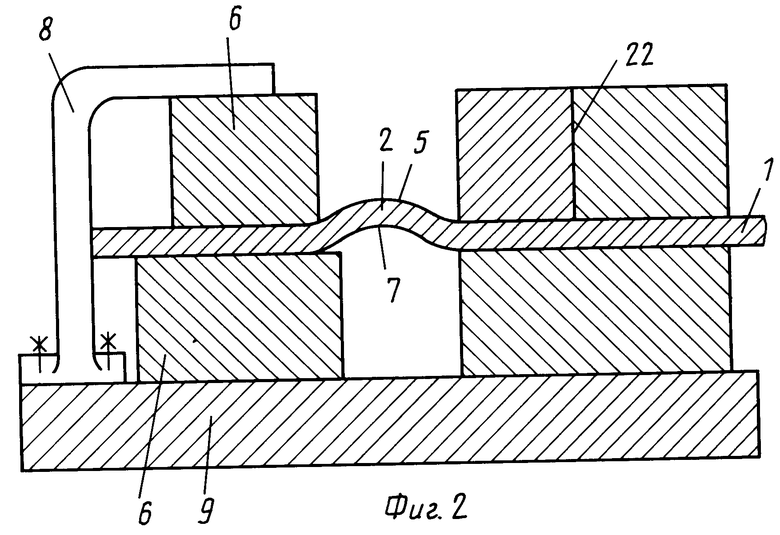
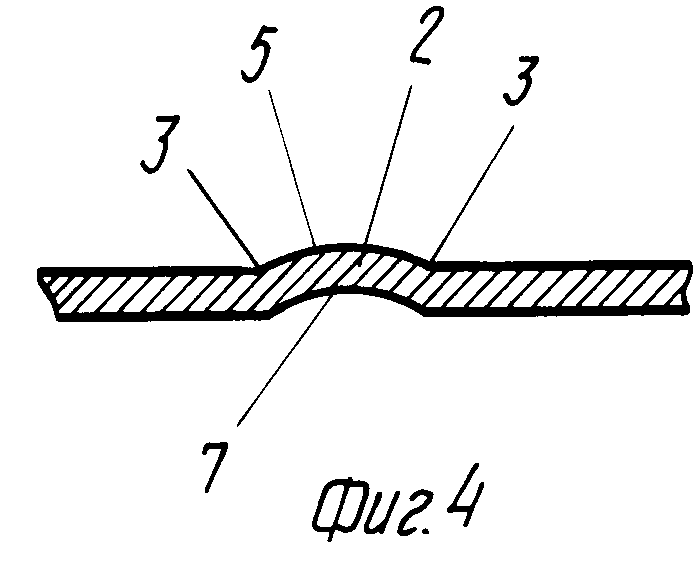
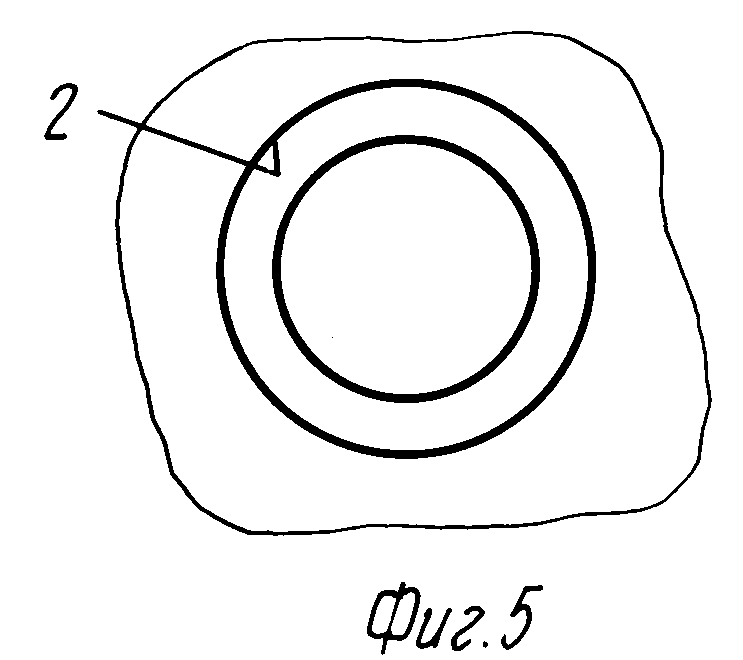
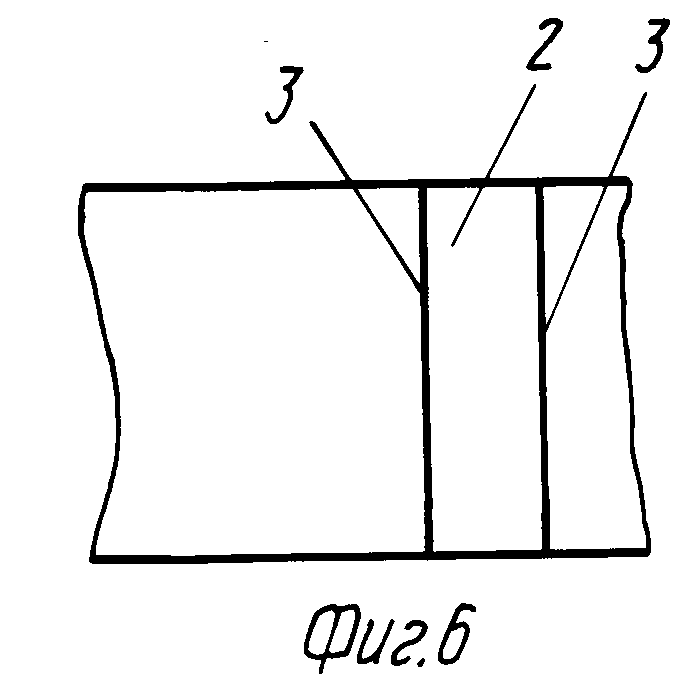
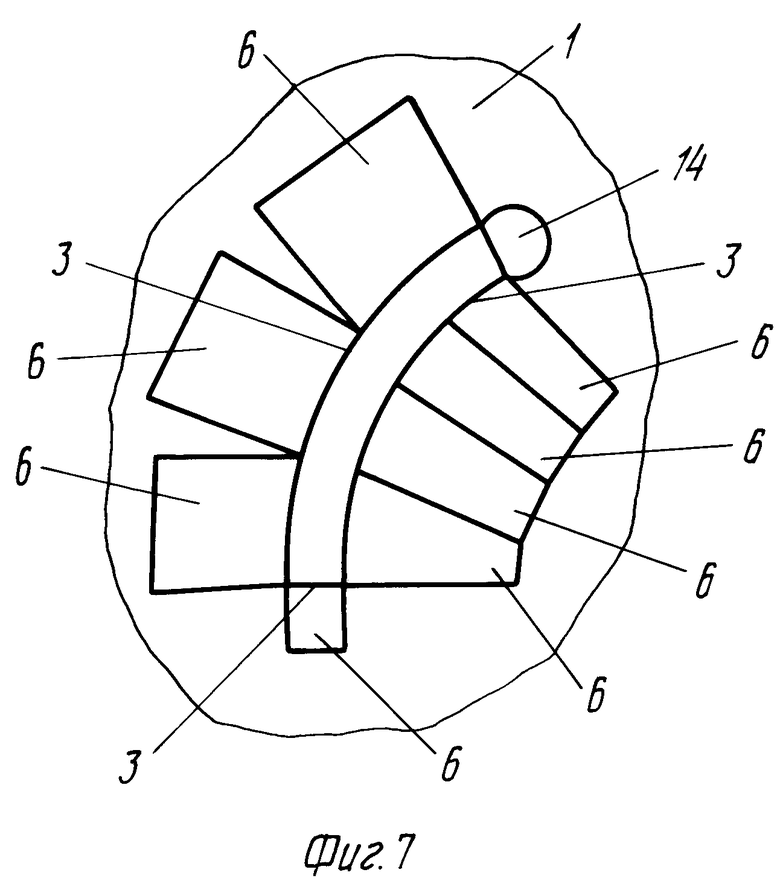
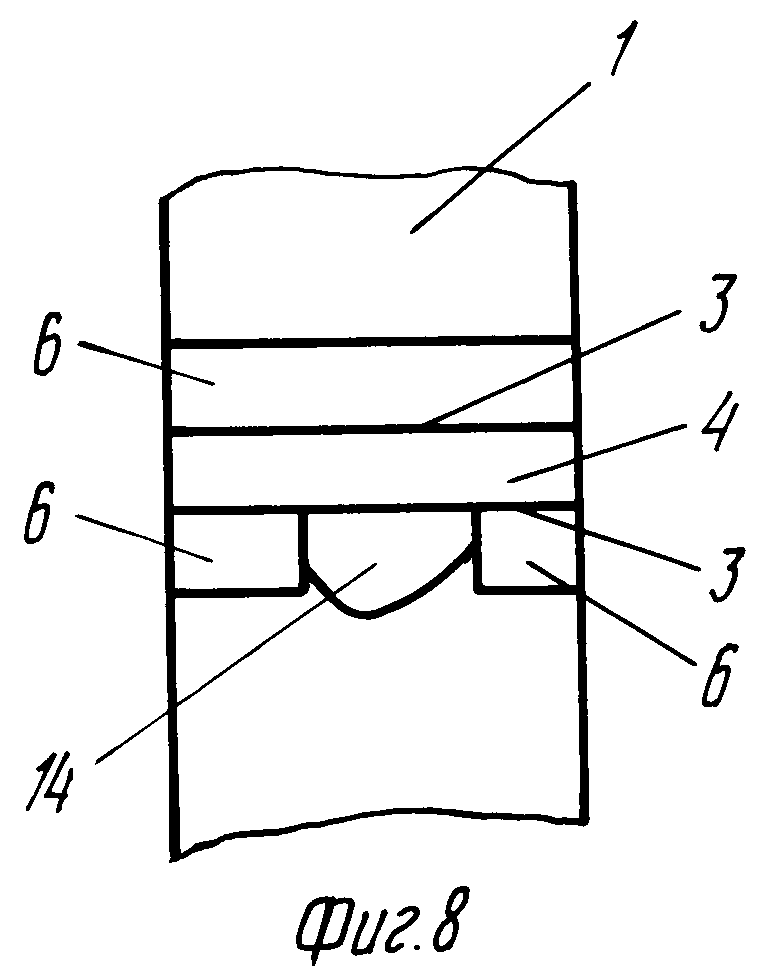
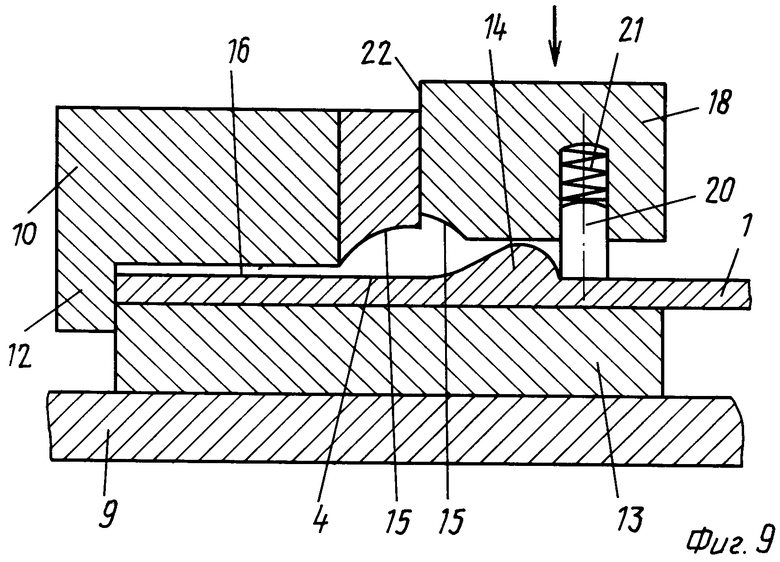
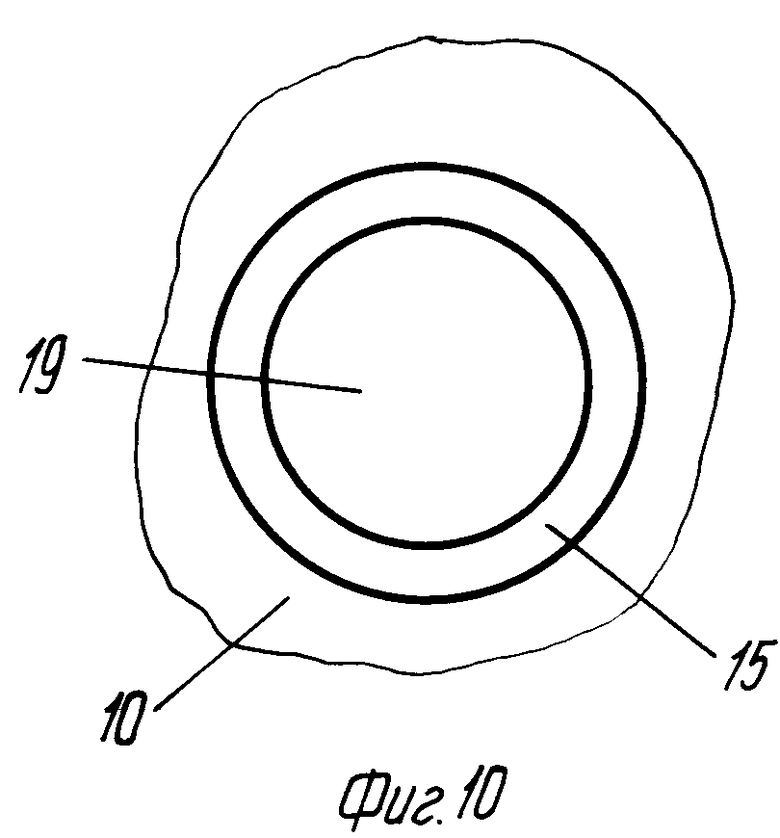
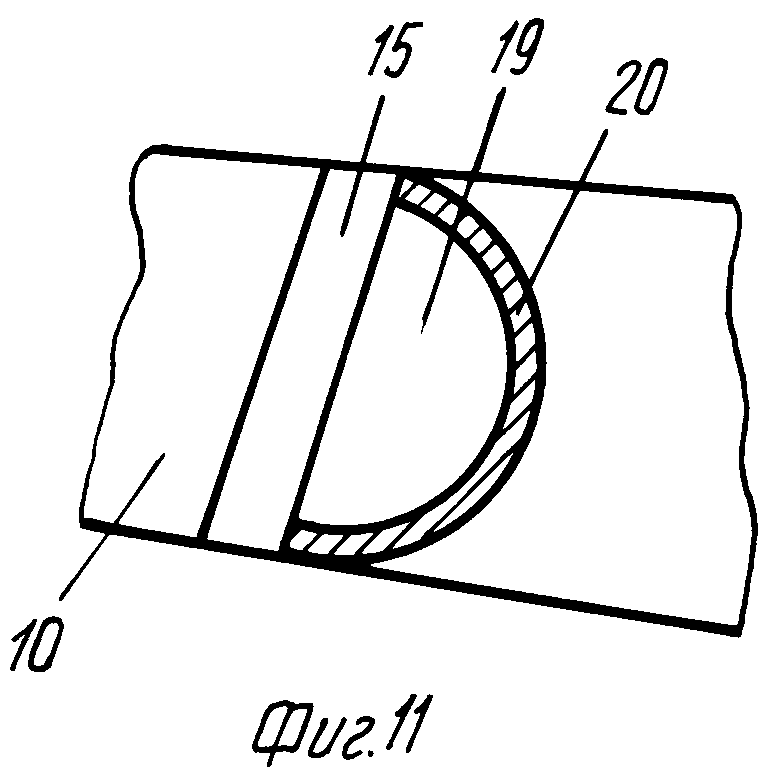
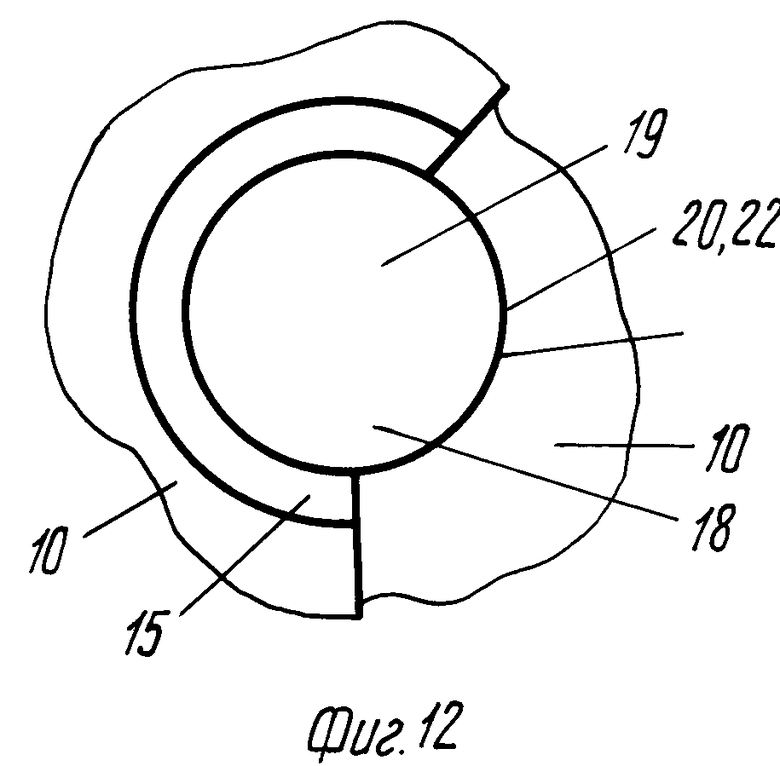
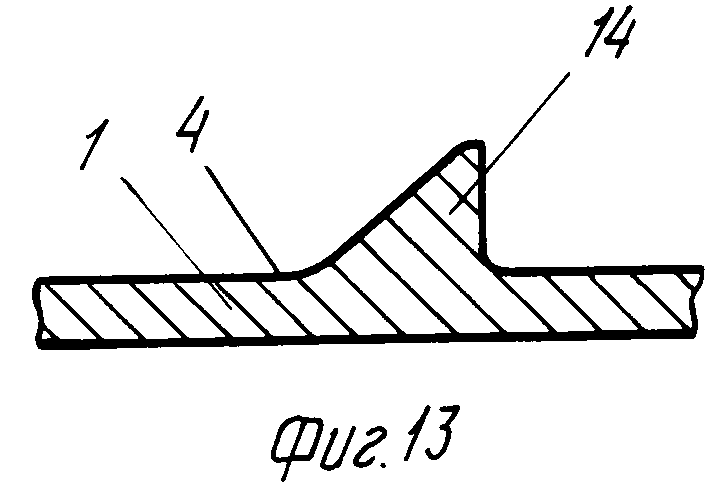
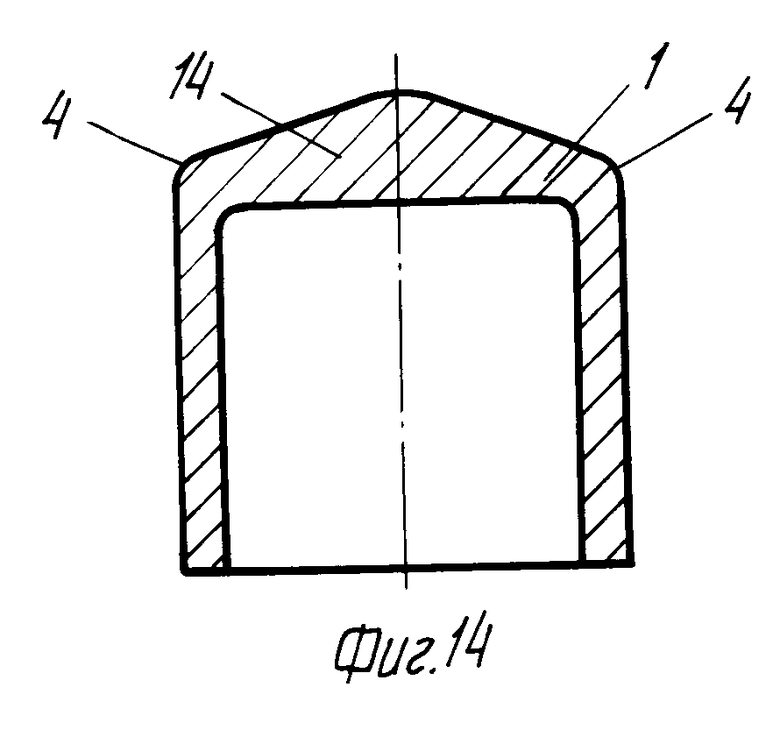
На фиг. 1 изображена схема закрепления заготовки перед осуществлением способа; на фиг.2 то же, после осуществления способа; на фиг.3 слева заготовка в матрице перед осуществлением способа, справа заготовка в матрице после осуществления способа; на фиг.4 изделие, вид с торца; на фиг.5 изделие с замкнутым по окружности поднутрением, вид сверху; на фиг.6 изделие с прямолинейным поднутрением; на фиг.7 заготовка, закрепленная пластинами по месту для поднутрения, вид сверху; на фиг.8 заготовка, закрепленная пластинами по месту для поднутрения, вид сверху; на фиг.9 заготовка в матрице перед осуществлением способа; на фиг.10 вид на матрицу со стороны выемки с круговым исполнением выемки; на фиг.11 вид на матрицу со стороны выемки с прямолинейным исполнением выемки, которая смыкается с преградой для течения металла (преграда показана в сечении); на фиг.12 вид на матрицу со стороны выемки в виде полукольца, которая смыкается с преградой для течения металла в виде стенки матрицы; на фиг.13 заготовка; на фиг.14 то же.
Для осуществления способа берут пластичную заготовку 1 в виде пластины, ленты, полого цилиндра с дном и без дна, полой призмы и т.п. Поднутрение 2 (фиг. 2) изготовляют любой формы вдоль его поперечного изгиба: произвольной, полусферы, переменной кривизны и т.д. а также любой формы по длине поднутрения: в виде замкнутого круга (фиг.5), прямолинейной волны (фиг.6), криволинейной волны, с выходом торца поднутрения на край заготовки и без выхода на край заготовки с плавным переходом поднутрения в тело заготовки (фиг.7). Для этого по границам 3 места под поднутрение 4 фиксируют заготовку 1 от деформации в двух направлениях: вдоль поперечного изгиба поднутрения и по толщине заготовки со стороны образования выпуклости 5 (фиг.1) поднутрения. Для этого достаточно положить по границам 3 поднутрения металлические пластины 6 (фиг. 1,7,8) с обеих сторон по толщине со стороны образования выпуклости 5 и впадины 7 и зажать их любым доступным способом и в зависимости от размера заготовки зажимом 8 поставить собранный модуль на прессовую плиту 9 и прижать сверху, например, гидравлическим прижимом. Такого зажима достаточно для предотвращения деформации заготовки 1 как вдоль поперечного изгиба поднутрения, так и изгиба по поверхности заготовки со стороны образования выпуклости, в данных примерах по толщине заготовки. При слабом зажиме можно торец заготовки, поперечный продольному изгибу поднутрения, подпереть любым упором выступом в станине и т.п. Пpи серийном производстве изделия одной формы пластины и упоры можно заменить матрицей 10 (фиг.1,2,3,9) со стенками, соответствующими форме изделия по поверхностям 11 со стороны образования выпуклости 5 в изделии. При этом загнута стенка 12 (фиг.9) матрицы будет предотвращать (фиксировать) деформацию. Место 4 под поднутрение на заготовке оставляют свободным для пластического течения металла со стороны образования выпуклости 5. Для этого его оставляют свободным от зажимов, от стенок матрицы по поверхности со стороны образования выпуклости 5, причем противоположная поверхность может лежать на опоре 13, а может быть и без опоры (фиг. 1). На любом смежном с местом 4 для поднутрения участке, свободном от фиксирующих элементов, прикладывают давление на сконцентрированный избыток металла 14 со стороны образования выпуклости поднутрения. Давление направляют поперек поверхности, на которой находится сконцентрированный избыток металла 14. Давление можно осуществлять прессом простого действия одним ходом, что занимает время в порядке секунд. Избыток металла 14 при этом расплющивается и, как показало апробирование, направляется в место 4 для поднутрения, течение металла при этом встречно направлению приложения давления. В месте для поднутрения образуется поднутрение 2 с выпуклостью 5 на поверхности со стороны приложения давления. Форма поднутрения определена формой незафиксированного участка 4 и объемом избытка металла 14. Величину объема избытка металла определяют как прирост металла в поднутрении из условия закона сохранения объема и из условия заданных данных: толщины стенки поднутрения и т. п. При необходимости получить изгиб поднутрения определенной формы место для поднутрения блокируют со стороны приложения давления в форме поднутрения изделия формообразующей поверхностью 15 (фиг.9), например, полостью матрицы. При необходимости можно одновременно с поднутрением одним приложением давления получить и утолщение стенок заготовки вне поднутрения. Для этого достаточно фиксирующие пластины или стенки матрицы установить с зазором 16 на величину утолщения относительно заготовок со стороны приложения давления. При выдавливании поднутрения в изделиях типа полых цилиндров с дном по всей кромке дна, например ободьев для колес, давление на избыток металла целесообразно для простоты способа и инструмента прикладывать к дну 17 (фиг.3) заготовки.
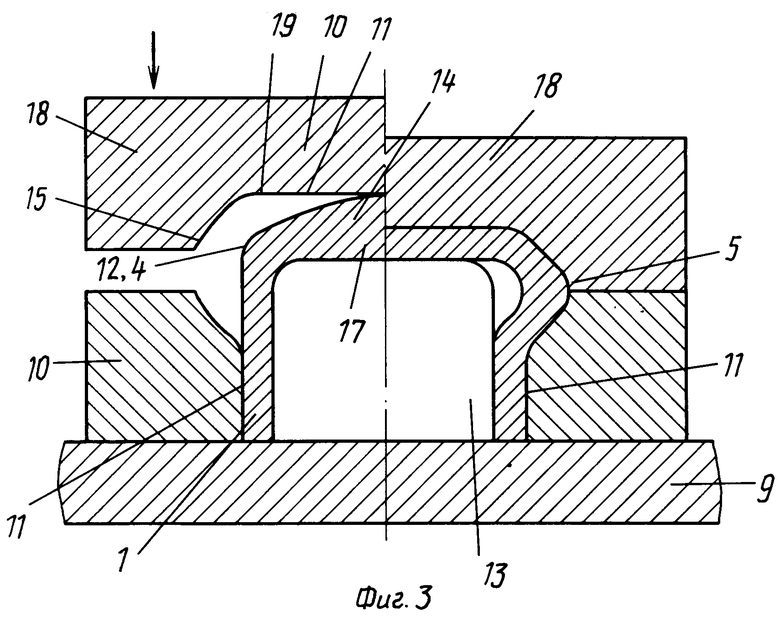
Инструмент содержит матрицу 10 (фиг.3) и опору 13. Матрица имеет стенки по форме заготовки 1, выемку 15 под поднутрение. Выемка 15 выполнена сквозной или глухой. Матрица имеет разъемную часть 18. Последняя имеет поверхность 19 (фиг.3,10,11,12) со стороны открытой части выемки (если выемка сквозная, то с любой стороны), которая замкнуто одной цепочкой ограничена выемкой под поднутрение или последовательно расположенными выемкой под поднутрение и преградой для течения металла 20 (фиг.9-12). Преграда для течения металла выполнена выступающей над поверхностью 19 для упора в заготовку 1 и представляет собой направляющую для разъемной части 18. В сборе инструмента опора 13 установлена под ограниченной поверхностью 19 разъемной части 18, что необходимо для приложения давления в этом месте. При этом полость выемки 15 свободна от опоры 13. Для этого опора или отсутствует под выемкой вообще или имеет кривизну поверхности напротив выемки, меньшую кривизны выемки, вплоть до плоской поверхности. Под выемкой опора нужна только для того, чтобы заготовка не падала и не прогибалась, если она длинная. В процессе формирования часть опоры напротив выемки не участвует. Преграда для течения металла может быть выполнена в виде стенок 22 (фиг. 1,12) матрицы вне разъемной ее части 18. Преграда для течения металла может быть выполнена в виде ограждения стенки 20 (фиг. 9), которая вложена в глухую прорезь 21 в разъемной части матрицы 18. Прорезь выполнена со стороны ограниченной поверхности, а со стороны глухой части прорези подпружинена. Для изготовления изделий в форме обечайки с дном 1 (фиг. 3) и поднутрением по кромке дна 17, например ободьев для колес, матрица 10 выполнена в виде обечайки с дном, по кромке которого изнутри выполнена выемка 19, а граница разъемной части проходит по максимальной глубине выемки, чтобы исключить подтекание металла и его защемление.
Заготовка 1 (фиг. 13,14) для изделия с поднутрением представляет собой пластичное тело любой формы: пластины, полосы, ленты, полого тела, толщиной от долей миллиметра до нескольких сантиметров. Заготовка может быть получена любой известной технологией: прокаткой, объемным давлением, ковкой, резанием, литьем и т.п. Структура металла заготовки не принципиальна, на смежном участке с местом для поднутрения 4 имеется сконцентрированное технологическое утолщение 14 с объемом металла под прирост участка поднутрения. Утолщение цельно с заготовкой. Для лучшего течения металла утолщение 14 имеет переменное вертикальное сечение с уменьшением к месту под поднутрение (фиг. 13). Если место под поднутрение расположено по окружности (фиг. 14), а поднутрение необходимо получить с равным изгибом, утолщение расположено в центре этой окружности, а форма утолщения симметрична относительно оси симметрии заготовки. Материал заготовки металл, пластмассы.
Для заготовок типа полых стаканов с местом для поднутрения по всей кромке для стакана имеет преимущество расположение сконцентрированного технологического утолщения в донной части заготовки. Расположение утолщения на обечайке стакана возможно, но это вызывает усложнение инструмента.
Для ободьев колес заготовка представляет собой полый цилиндр с дном, а утолщение на внешней стороне цилиндра, преимущественно в дне.
Используют инструмент и заготовку для осуществления способа следующим образом.
Заготовку 1 (фиг. 3,9) устанавливают в матрицу 10 таким образом, что сконцентрированное технологическое утолщение 14 расположено непосредственно под поверхностью 19, которая находится в разъемной части 18 матрицы и замкнуто ограничена выемкой 15 и преградой для течения металла 20. Располагают заготовку на опоре 13. Опора находится непосредственно под технологическим утолщением 14, т.е. и под поверхностью 13. Остальная часть заготовки 1 может лежать на опоре при необходимости, чтобы заготовка на падала. Устанавливают инструмент на прессовую плиту 9 пресса простого действия. Давят рабочим органом пресса (не показан) на разъемную часть 18 матрицы, которая опускается на утолщение 14, расплющивает его. В зоне выемки 15 образуется поднутрение 2 с выпуклой поверхностью со стороны приложения давления, т.е. со стороны поверхности 19 матрицы. Если матрица имеет профилированную выемку, прогиб профилируется по ее форме, если выемка сквозная или чрезмерно удалена от заготовки, поднутрение получается произвольной криволинейной формы.
При опускании разъемной части 18 останавливает ее при соприкосновении с поверхностью заготовки вне утолщения 14, если деформация заготовки по толщине не требуется. Если требуется утолщение заготовки 1, разъемную часть останавливают, не доводя до поверхности заготовки вне утолщения 14 на величину зазора 16, необходимую для утолщения. Величина объема технологического утолщения 14 на заготовке должна быть равна сумме объема металла на прирост поднутрения и на прирост утолщения, что рассчитывается из условия закона сохранения объема. Если требуется утонение заготовки, то разъемную часть 18 опускают ниже контакта поверхностей, осуществляя деформацию и утолщения 14 и остальной части заготовки.
Если поверхность 19 на разъемной части 18 матрицы 10 ограничена замкнуто выемкой 15 (фиг. 10), металл утолщения 14 растекается радиально во все стороны, образуется поднутрение по окружности. Если поверхность 19 ограничена замкнуто выемкой 15 (фиг. 11,12) и преградой для течения металла 20, металл утолщения 14 из-за преграды 20 и по закону наименьшего сопротивления потечет в незафиксированное место под поднутрение, образуя несимметричное поднутрение.
Если преграда 20 для течения металла представляет собой стенку 22 (фиг. 1) матрицы вне разъемной части 18, разъемная часть 18 при опускании движется по ней как по направляющей со сплошным контактом по поверхностям, чем предотвращается течение металла из утолщения не в выемку.
Если преграда 20 для течения металла представляет собой подпружиненное ограждение 20 (фиг. 9) в прорези 21, разъемная часть 18 матрицы, опускаясь, движется по ограждению 20 как по направляющей, сжимая пружину 21, которая прижимает ограждение 20 к заготовке, создавая этим замкнутую зону для металла утолщения 14. Металл течет в зону выемки, в которой образуется поднутрение.
Для изделия в форме обечайки с дном и поднутрением по всей кромке дна, каким являются ободья для колес, используют заготовку в форме обечайки с дном и матрицу в форме обечайки с дном и полностью (выемкой) по кромке дна. Заготовку 1 устанавливают в матрицу 10 дно к дну, т.е. утолщением 14 к дну матрицы. Давление осуществляют донной частью матрицы. Поднутрение получается симметричным с прогибом наружу. При форме утолщения 14 (фиг. 13,14) с вертикальным сечением, уменьшающимся к месту под поднутрение, течение металла благоприятно.
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ПОЛУЧЕНИЯ НАКЛОННОГО ФЛАНЦА НА ТРУБЧАТОЙ ЗАГОТОВКЕ И УСТРОЙСТВО ДЛЯ ОСУЩЕСТВЛЕНИЯ ЭТОГО СПОСОБА | 2013 |
|
RU2542875C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ С ОКНАМИ ИЛИ ГЛУБОКИМИ ВПАДИНАМИ, РЕБРАМИ И ХВОСТОВИКОМ | 2002 |
|
RU2236323C2 |
| УСТРОЙСТВО ДЛЯ ФОРМОВАНИЯ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ ИЗ ВОДНЫХ ШЛИКЕРОВ | 2006 |
|
RU2322342C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОНКОСТЕННОЙ ОСЕСИММЕТРИЧНОЙ СВАРНОЙ КОНСТРУКЦИИ С ТОЛСТОСТЕННЫМИ НАВЕСНЫМИ ЭЛЕМЕНТАМИ | 2011 |
|
RU2458768C1 |
| МАТРИЦА ДЛЯ ФОРМОВАНИЯ ГОФРИРОВАННЫХ ИЗДЕЛИЙ ИЗ ТЕРМОПЛАСТОВ (ВАРИАНТЫ) | 2007 |
|
RU2348528C1 |
| СПОСОБ РОТАЦИОННОЙ ВЫТЯЖКИ ТОНКОСТЕННЫХ ОБОЛОЧЕК С УТОЛЩЕНИЯМИ | 2010 |
|
RU2449848C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗДЕЛИЙ ТИПА ОБОДОВ КОЛЕС | 1993 |
|
RU2053043C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ АРМИРОВАННОЙ КОНСТРУКЦИИ ИЗ РАЗНОРОДНЫХ МАТЕРИАЛОВ, РАБОТАЮЩЕЙ В ТЕПЛОНАПРЯЖЕННЫХ УСЛОВИЯХ | 2013 |
|
RU2533495C1 |
| КОРПУС ОСКОЛОЧНОГО СНАРЯДА И СПОСОБ ЕГО ИЗГОТОВЛЕНИЯ | 2000 |
|
RU2163999C1 |
| ОСКОЛОЧНО-ФУГАСНАЯ БОЕВАЯ ЧАСТЬ РЕАКТИВНОГО СНАРЯДА | 2005 |
|
RU2291377C1 |
Изобретение предназначено для изготовления поднутрений в изделиях тонкостенных и толстостенных, на ровных поверхностях и в труднодоступных местах, как в углах полых деталей. Изобретение промышленно целесообразно для изготовления ободьев для колес. Сущность изобретения: заготовка для способа имеет любую форму и утолщение с объемом металла под прирост для поднутрения на смежном участке с местом поднутреннее. На утолщение давят (на прессе простого действия) до образования поднутрения. При этом фиксируют заготовку по границам места для поднутрения до участка приложения давления от деформации вдоль поперечного изгиба поднутрения и по толщине заготовки со стороны образования выпуклости. Оставляют свободным для пластического течения металла с этой же стороны место заготовки для поднутрения. Инструмент для изготовления поднутрения содержит матрицу и опору. Матрица имеет разъемную часть с поверхностью для давления на утолщение. Поверхность ограничена замкнуто или выемкой для поднутрения, или выемкой и последовательно преградой для течения металла в виде направляющей. 3 с. и 7 з.п. ф-лы, 14 ил.
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Патент ФРГ N 275416, кл | |||
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
